
Application of 3D Scanning Method to Assess Mounting Holes’ Shape Instability of Pinewood

Abstract
:1. Introduction
2. Materials and Methods
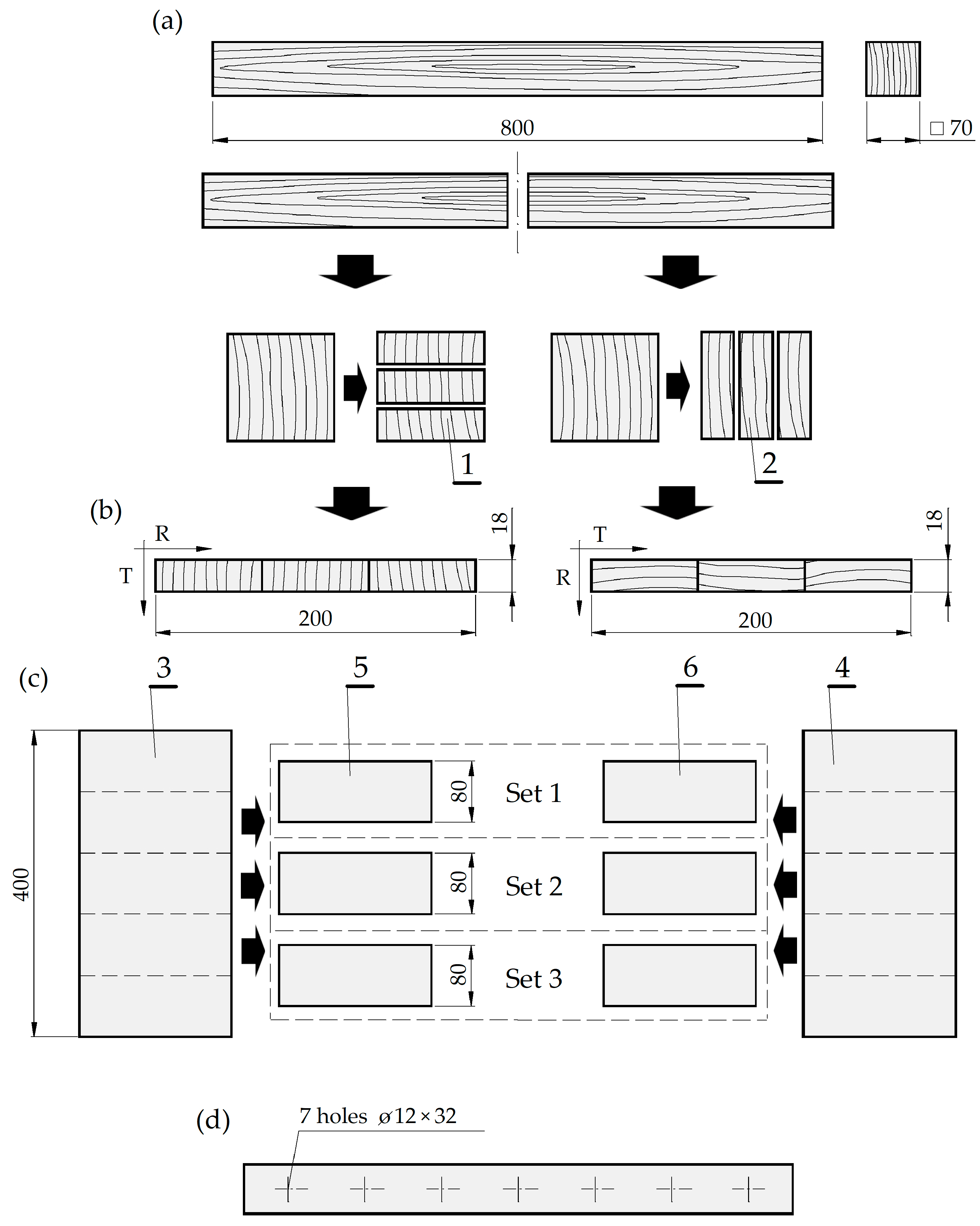
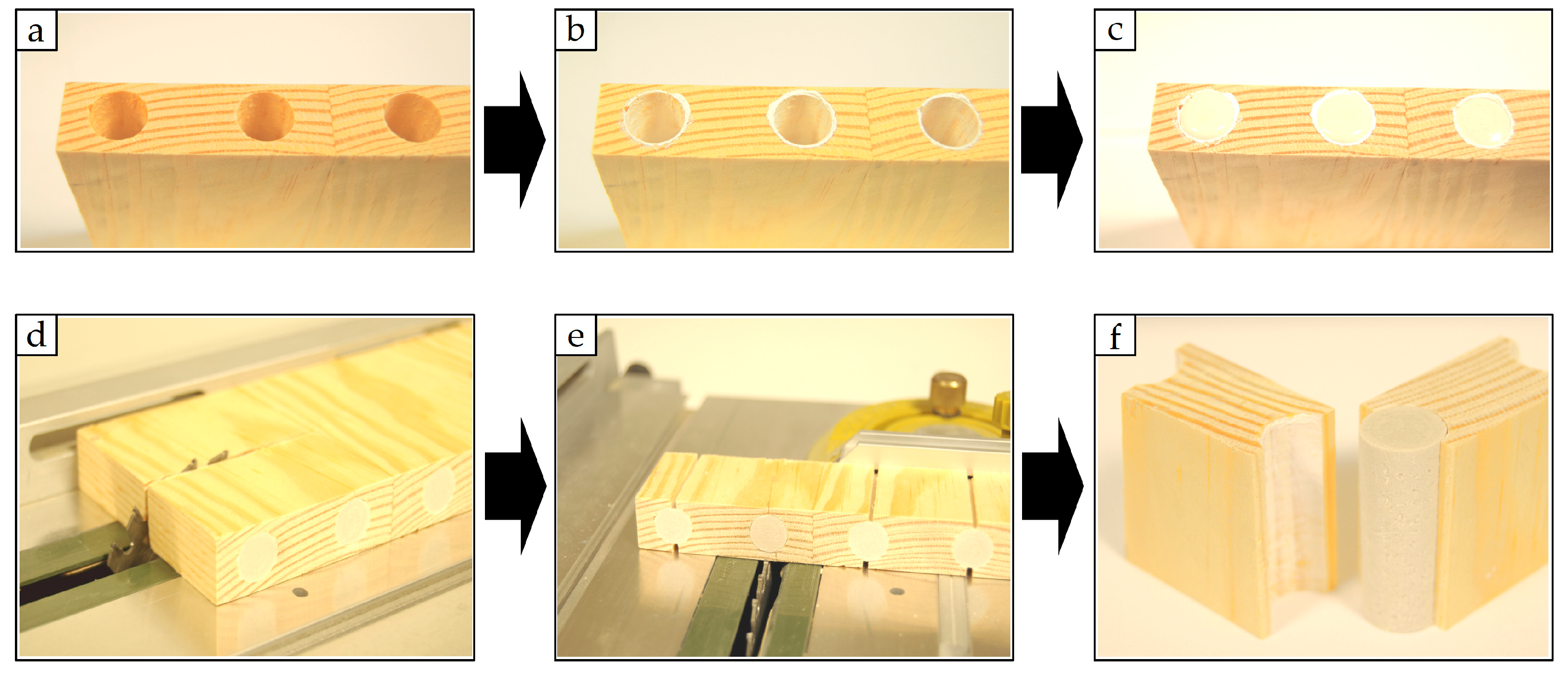
2.1. The Test Sample Preparation
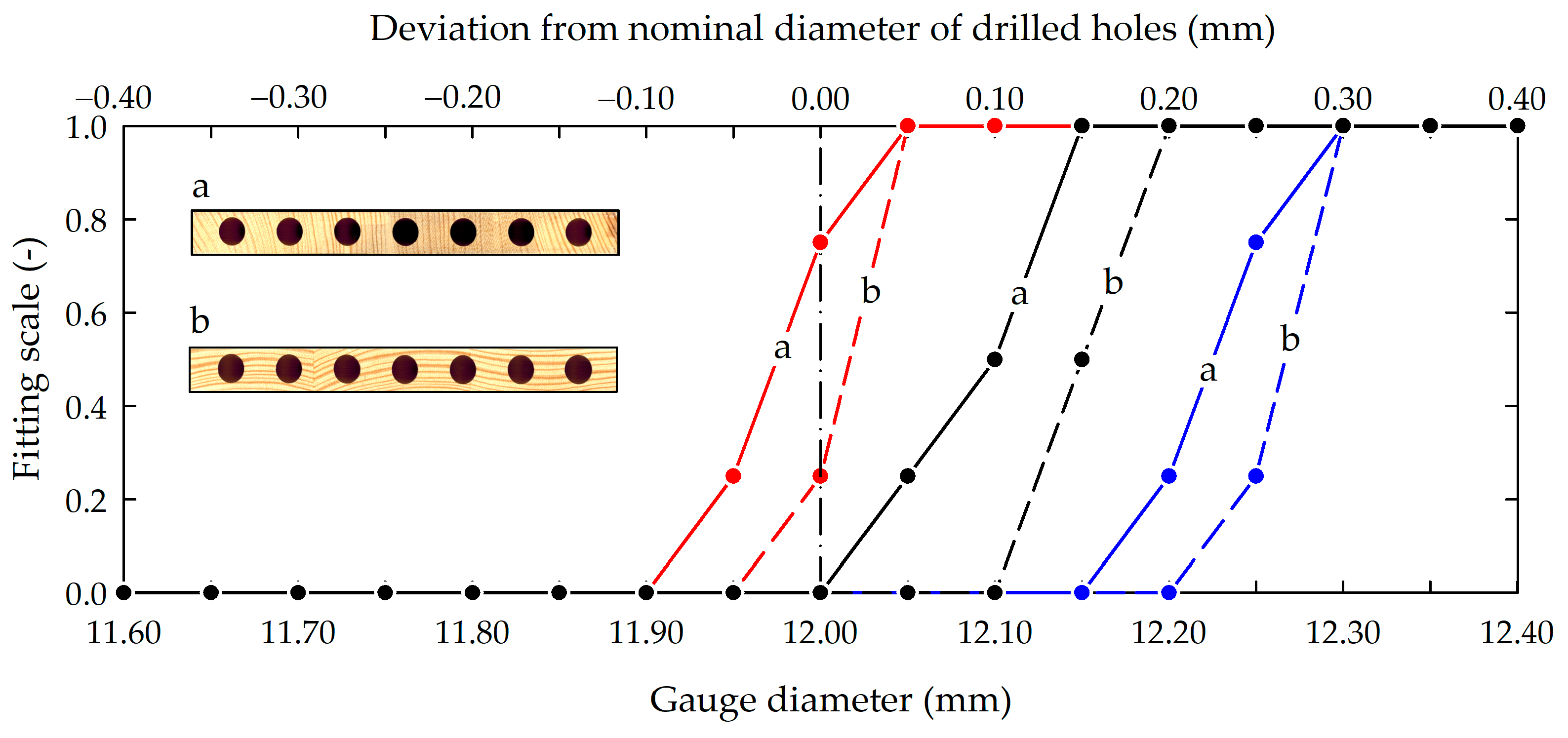
2.2. The Effective Diameter Measurement
2.3. The Moisture Content Measurement
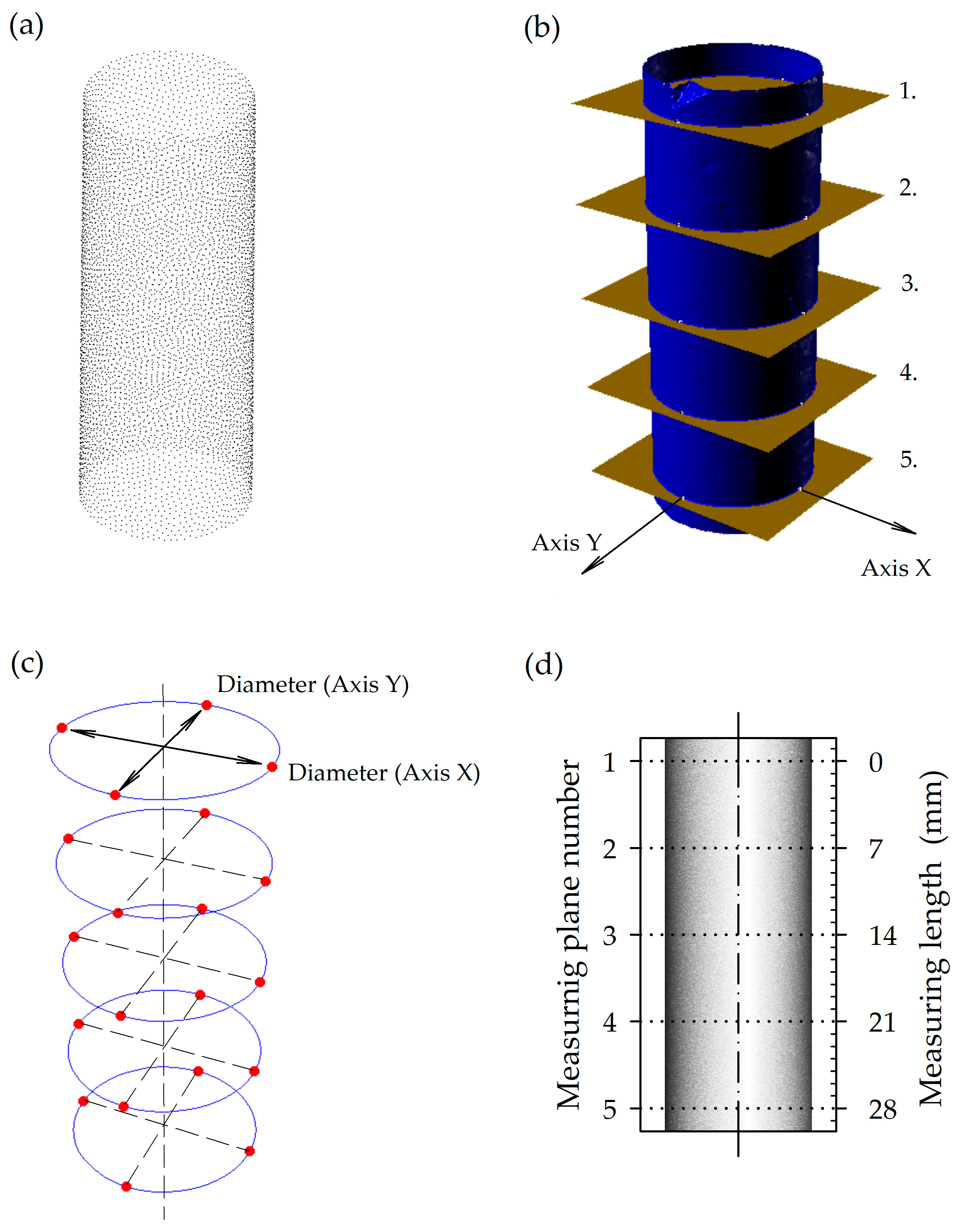
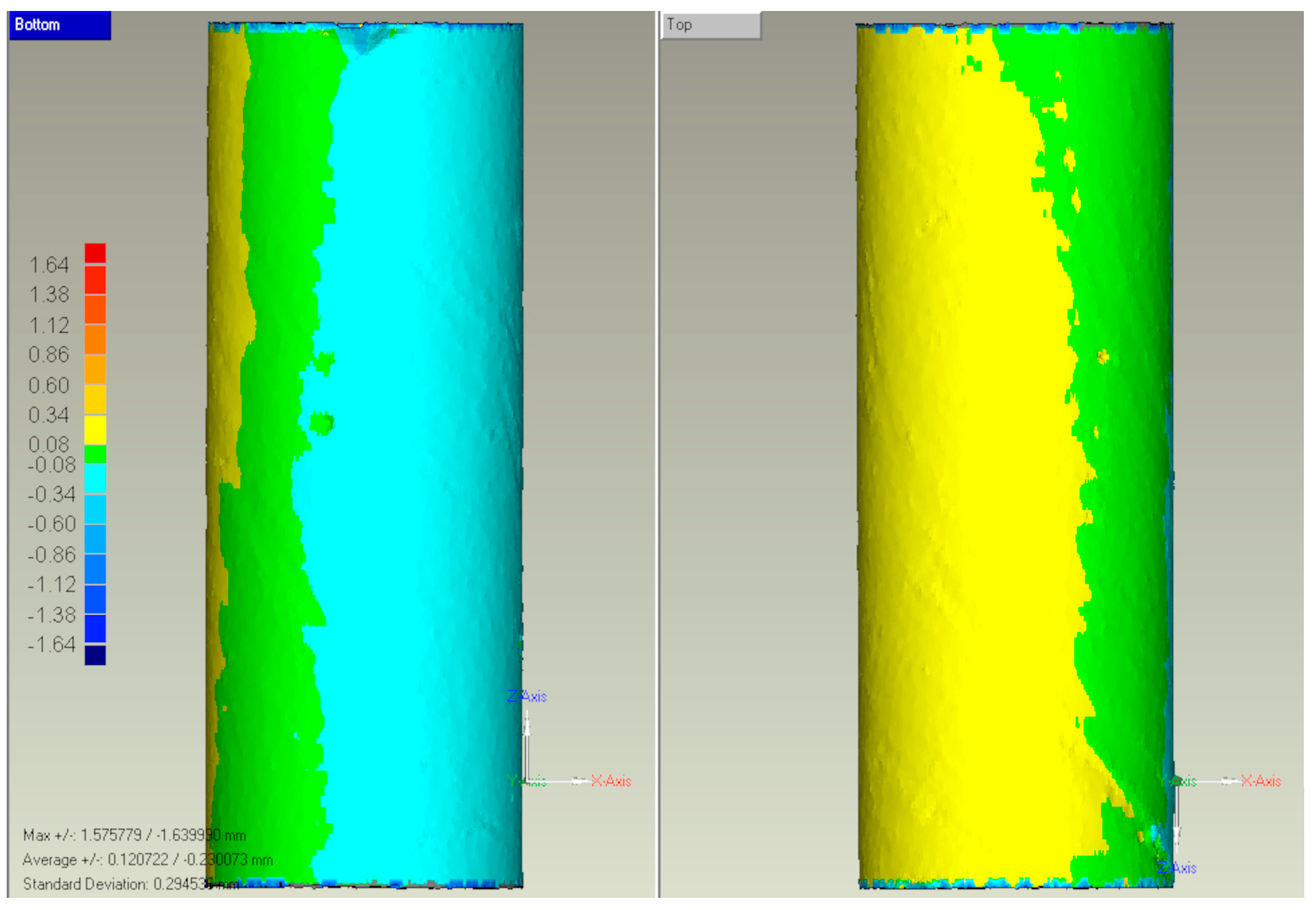
2.4. The 3D Scanning of Hole Shapes
3. Results
3.1. The Results of the Effective Diameter Measurement
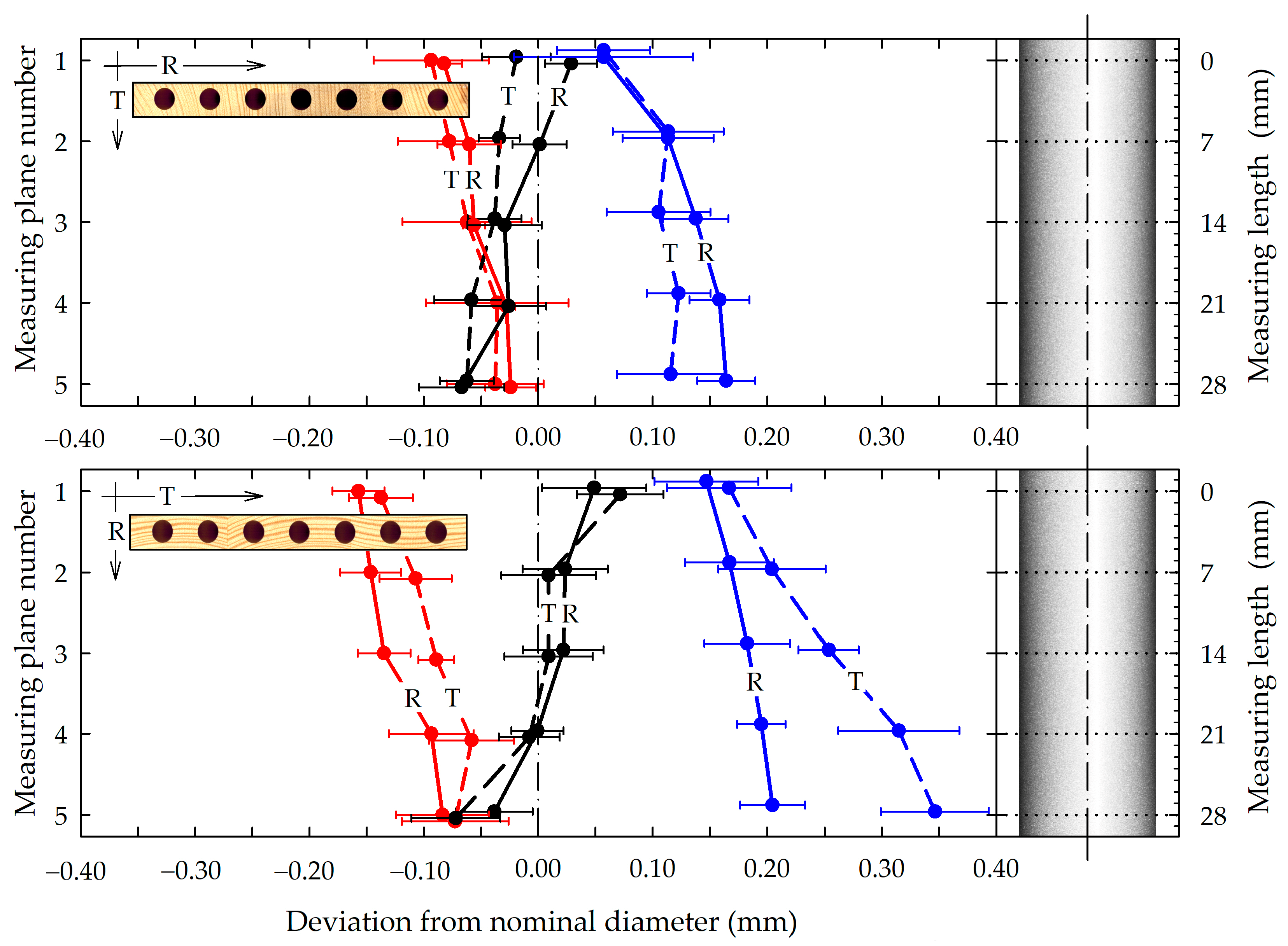
3.2. The Results of 3D Scanning of Hole Shapes
4. Discussion
5. Conclusions
- The exposure to air with a decreased RH of 60% to 35% decreased the equilibrium MC of the test samples by 3%. In contrast, an increase in the RH to 85% increased the equilibrium MC by 5.9%. The tested pinewood adsorbed water to times more then it desorbed. This was due to sorption hysteresis.
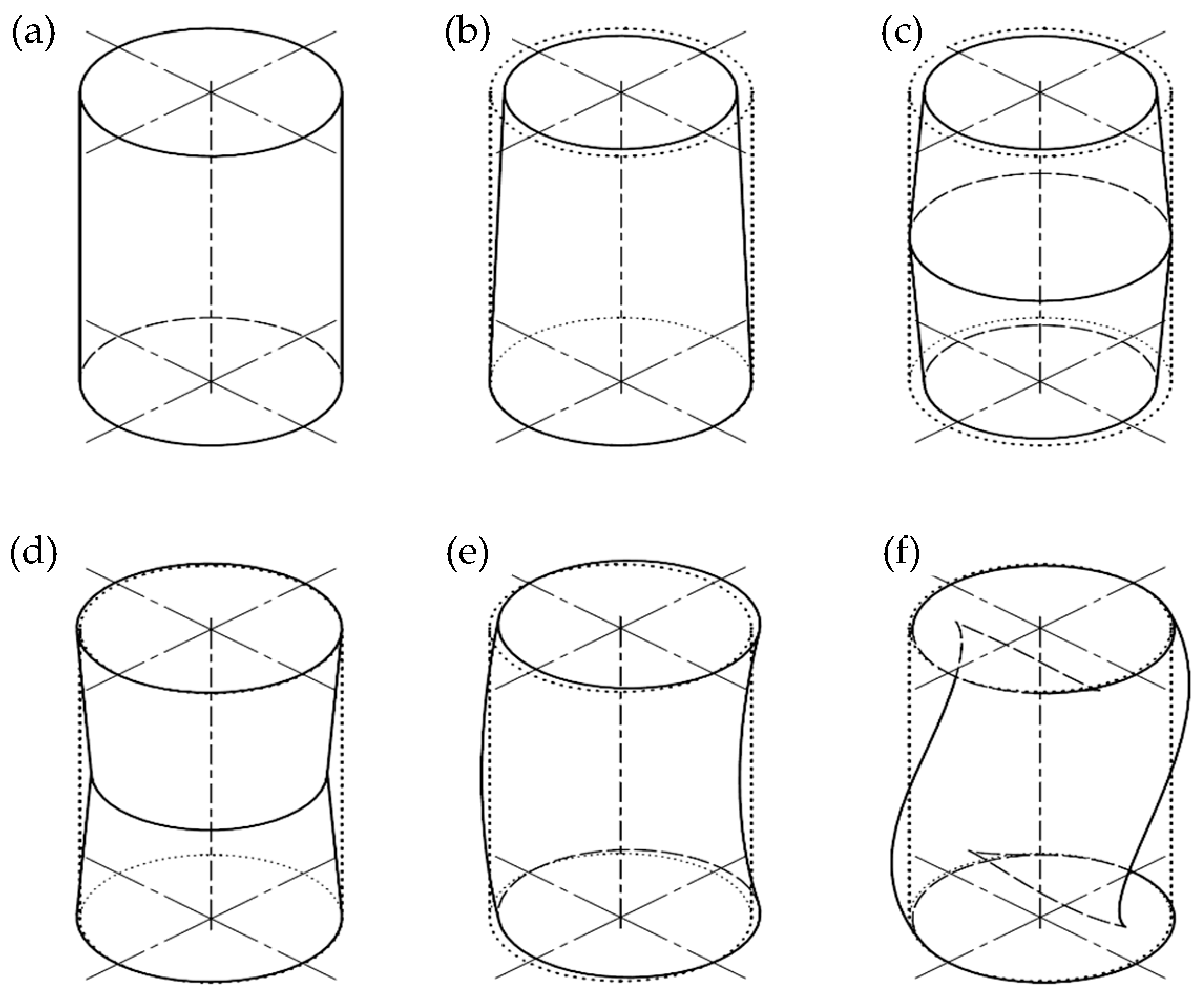
- Shapes of drilled holes were not ideally cylindrical. These holes were slightly wider at their bottoms. A potential cause of the increase in diameter with the hole depth may have been the cutting action of the chips generated during drilling. The deeper the hole, the more chips were not evacuated, and these chips could increase the hole diameter when drilling.
- Susceptibility to the assembly of wood elements depended on the direction of changes in the MC of wood. The desorption (a decrease in MC) negatively affected this susceptibility, significantly reducing the effective diameter of the holes; the cross-sections of holes deformed into ellipses, thus significantly reducing the diameter of the cylindrical gauge that could be inserted manually into such a deformed hole. The presented results and analyses are potentially helpful in optimizing the production of solid wood elements for robotic assembly.
- Changes in the shapes of holes under the influence of changes in wood MC are complex. The different intensity of the hole diameter changes concerning the depth of the hole were probably caused by different rates of water absorption and desorption occurring at a depth of the hole. The wood in the upper parts of the hole absorbed water more quickly and swelled more than the bottom. The nature of shrinkage and swelling and the range of holes’ deformations depended on the direction of the air’s impact on the wood (i.e., increase or decrease in air RH) and the grain pattern in the element in which the holes were drilled.
- 3D scanning of gypsum cast of holes provides very detailed information about the shape of the holes. The study confirmed the usefulness of the 3D scanning technique to assess the dimensional and shape instability of mounting holes in solid wood. The analysis of 3D scanning results confirmed the assumption that the classic “plug-gauging” technique is insufficient to properly assess the dimensional and shape instability of holes in solid wood affected by its MC changes. The study provides new insights into measuring 3D hole shape changes in wooden elements using 3D optical scanning.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tiemann, H.D. Effect of Moisture upon the Strength and Stiffness of Wood; U.S. Department of Agriculture Forest Service: Washington, DC, USA, 1906; p. 144. [Google Scholar]
- Siau, J.F. Transport Processes in Wood; Springer: Berlin/Heidelberg, Germany, 1984; ISBN 978-3-642-69213-0. [Google Scholar]
- Koumoutsakos, A.; Avramidis, S. Mass Transfer Characteristics of Western Hemlock and Western Red Cedar. Holzforschung 2002, 56, 185–190. [Google Scholar] [CrossRef]
- Walker, J.C.F. Primary Wood Processing: Principles and Practice, 2nd ed.; Springer: Dordrecht, The Netherlands, 2010; ISBN 978-90-481-7120-0. [Google Scholar]
- DIN 68100; Toleranzsystem Für Holzbe- Und -Verarbeitung—Begriffe, Toleranzreihen, Schwind- Und Quellmaße/Tolerance System for Wood Working and Wood Processing—Concepts, Series of Tolerances, Shrinkage and Swelling. Deutsches Institut fur Normung E.V. (DIN): Berlin, Germany, 2010.
- Kollmann, F.F.; Côté, W.A. Principles of Wood Science and Technology. I Solid Wood; Springer: Berlin/Heidelberg, Germany, 1968; ISBN 978-3-642-87930-2. [Google Scholar]
- Noack, D.; Schwab, E.; Bartz, A. Characteristics for a Judgment of the Sorption and Swelling Behavior of Wood. Wood Sci. Technol. 1973, 7, 218–236. [Google Scholar] [CrossRef]
- Skaar, C. Wood-Water Relations; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 1988; ISBN 0-387-19258-1. [Google Scholar]
- Wagenführ, R. Holzatlas, 6th ed.; Fachbuchverlag Leipzig im Carl Hanser Verlag: München, Germany, 2006; ISBN 978-3-446-40649-0. [Google Scholar]
- Clarke, S.H. The Differential Shrinkage of Wood. For. Int. J. For. Res. 1930, 4, 93–104. [Google Scholar] [CrossRef]
- Pentoney, R.E. Mechanisms Affecting Tangential vs. Radial Shrinkage. J. For. Prod. Res. Soc. 1953, 3, 27–32. [Google Scholar]
- Lee, S.S.; So, W.-T.; Jeong, G.Y. Review on The Measurement of Wood Shrinkage. J. Korean Wood Sci. Technol. 2015, 43, 746–756. [Google Scholar] [CrossRef]
- Sydor, M.; Majka, J.; Langová, N. Effective Diameters of Drilled Holes in Pinewood in Response to Changes in Relative Humidity. BioResources 2021, 16, 5407–5421. [Google Scholar] [CrossRef]
- Máchová, E.; Langová, N.; Réh, R.; Joščák, P.; Krišťák, Ľ.; Holouš, Z.; Igaz, R.; Hitka, M. Effect of Moisture Content on the Load Carrying Capacity and Stiffness of Corner Wood-Based and Plastic Joints. BioResources 2019, 14, 8640–8655. [Google Scholar] [CrossRef]
- EN 13183-1; Moisture Content of a Piece of Sawn Timber. Part 1: Determination by Oven Dry Method. European Committee for Standardization (CEN): Brussels, Belgium, 2002.
- Engelund, E.T.; Thygesen, L.G.; Svensson, S.; Hill, C.A.S. A Critical Discussion of the Physics of Wood–Water Interactions. Wood Sci. Technol. 2013, 47, 141–161. [Google Scholar] [CrossRef] [Green Version]
- Stamm, A.J.; Loughborough, W.K. Thermodynamics of the Swelling of Wood. J. Phys. Chem. 1935, 39, 121–132. [Google Scholar] [CrossRef]
- Siimes, F. The Effect of Specific Gravity, Moisture Content, Temperature and Heating Time on the Tension and Compression Strength and Elasticity Properties Perpendicular to the Grain of Finnish Pine Spruce and Birch Wood and the Significance of These Factors on the Checking of Timber at Kiln Drying; Valtion Teknillinen Tutkimuslaitos, VTT Technical Research Centre of Finland: Helsinki, Finland, 1966; p. 86. [Google Scholar]
- Majka, J.; Sydor, M.; Prentki, J.; Zborowska, M. Initial Desorption of Reaction Beech Wood. Drv. Ind. 2022, 73, 299–308. [Google Scholar] [CrossRef]
- Górski, J. The Review of New Scientific Developments in Drilling in Wood-Based Panels with Particular Emphasis on the Latest Research Trends in Drill Condition Monitoring. Forests 2022, 13, 242. [Google Scholar] [CrossRef]
- Sydor, M.; Rogoziński, T.; Stuper-Szablewska, K.; Starczewski, K. The Accuracy of Holes Drilled in the Side Surface of Plywood. BioResources 2020, 15, 117–129. [Google Scholar] [CrossRef]
- Król, P.M. Drill Holes Deflection Determination for Small Diameter Bits in Wood-Based Materials. BioResources 2021, 16, 3808–3814. [Google Scholar] [CrossRef]
- Turbański, W.; Sydor, M.; Matwiej, Ł.; Wiaderek, K. Moisture Swelling and Shrinkage of Pine Wood versus Susceptibility to Robotic Assembly of Furniture Elements. Ann. Wars. Univ. Life Sci. For. Wood Technol. 2021, 115, 63–71. [Google Scholar] [CrossRef]
- Suárez-Ruiz, F.; Zhou, X.; Pham, Q.-C. Can Robots Assemble an IKEA Chair? Sci. Robot. 2018, 3, eaat6385. [Google Scholar] [CrossRef] [PubMed]
- Turbański, W.; Matwiej, Ł.; Wiaderek, K.; Sydor, M. Comparative Analysis of the Manual and Robotic Upholstery Frame Assembly Processes. Study Based on Many Years of Research. In Proceedings of the MATEC Web of Conferences, Bydgoszcz, Poland, 16 February 2021; Borowski, S., Ligaj, B., Strzelecki, P., Hujo, Ľ., Eds.; EDP Sciences: Bydgoszcz, Poland, 2021; Volume 338, p. 01028. [Google Scholar]
- ark, S.; Lee, H.; Kim, S.; Baek, J.; Jang, K.; Kim, H.C.; Kim, M.; Park, J. Robotic Furniture Assembly: Task Abstraction, Motion Planning, and Control. Intel. Serv. Robot. 2022, 15, 441–457. [Google Scholar] [CrossRef]
- Eckelman, C.A. The Shrinking and Swelling of Wood and Its Effect on Furniture; Forestry & Natural Resources, Purdue University, Department of Forestry & Natural Resource: West Lafayette, IN, USA, 1998; p. 26. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Value | Description |
|---|---|
| 0.00 | Loose running (larger clearance, can be assembled) |
| 0.25 | Close running (small clearance, can be assembled) |
| 0.50 | Location (very close clearance, can be assembled) |
| 0.75 | Transition fits (negligible clearance, can be assembled) |
| 1.00 | Interference fits (press fits, cannot be assembled) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sydor, M.; Majka, J.; Rychlik, M.; Turbański, W. Application of 3D Scanning Method to Assess Mounting Holes’ Shape Instability of Pinewood. Materials 2023, 16, 2053. https://doi.org/10.3390/ma16052053
Sydor M, Majka J, Rychlik M, Turbański W. Application of 3D Scanning Method to Assess Mounting Holes’ Shape Instability of Pinewood. Materials. 2023; 16(5):2053. https://doi.org/10.3390/ma16052053
Chicago/Turabian StyleSydor, Maciej, Jerzy Majka, Michał Rychlik, and Wojciech Turbański. 2023. "Application of 3D Scanning Method to Assess Mounting Holes’ Shape Instability of Pinewood" Materials 16, no. 5: 2053. https://doi.org/10.3390/ma16052053