
Latest Developments to Manufacture Metal Matrix Composites and Functionally Graded Materials through AM: A State-of-the-Art Review


Abstract
:1. Introduction to Metal Additive Manufacturing
1.1. Industrial Context of Metal AM
1.2. Metal AM Materials and Properties

| Material | Main Characteristics | Application |
|---|---|---|
| Tool steels |
| Tooling for cutting, forming, or shaping processes |
| Stainless steels |
| Structural and corrosion-resistant applications |
| Titanium alloys |
| Aerospace, automotive, naval and biomedical applications |
| Aluminium alloys |
| Aerospace, automotive, construction and consumer goods |
| Nickel-based alloys |
| Aerospace and jet engine, steam turbine, petrochemical, energy, and cryogenic applications |
| Cobalt-based alloys |
| Aerospace and jet engines, petrochemical, oil and gas, medical implants, wear- resistant applications |
| Copper alloys |
| Fusion reactors, rocket engine, microelectronics |
1.3. Main Metal Additive Manufacturing Processes
1.3.1. Powder Bed Fusion
- The powder delivery piston pushes the powder reservoir up and the recoater spreads a layer of fresh powder onto either the building platform (first layer) or the previously deposited layers (next layers) to form the powder bed. This powder bed should be properly distributed to ensure the densification of the manufactured parts;
- The laser delivery system irradiates a laser beam, which is guided by the scanning system, along the path predefined by the sliced 3D model data. As shown in Figure 1, the feedstock powder is quite fine and the typical diameter range for the powder is 10–60 µm [27,28]. During this process, a melt pool is generated, whose depth needs to exceed the layer thickness to guarantee proper bonding of the layers (Figure 2);
- Once the layer is finished and the pattern is solidified, the build platform goes down and steps 1 and 2 are repeated. By overlapping subsequent layers (typically 30- to 90-µm-thick) and iteratively repeating this cycle, the AM part is formed, achieving results similar to the aerospike nozzle shown in Figure 1 [29]. Note that the whole process is carried out in an enclosed build chamber with an inert gas atmosphere to avoid the oxidation and cross-contamination of the parts.


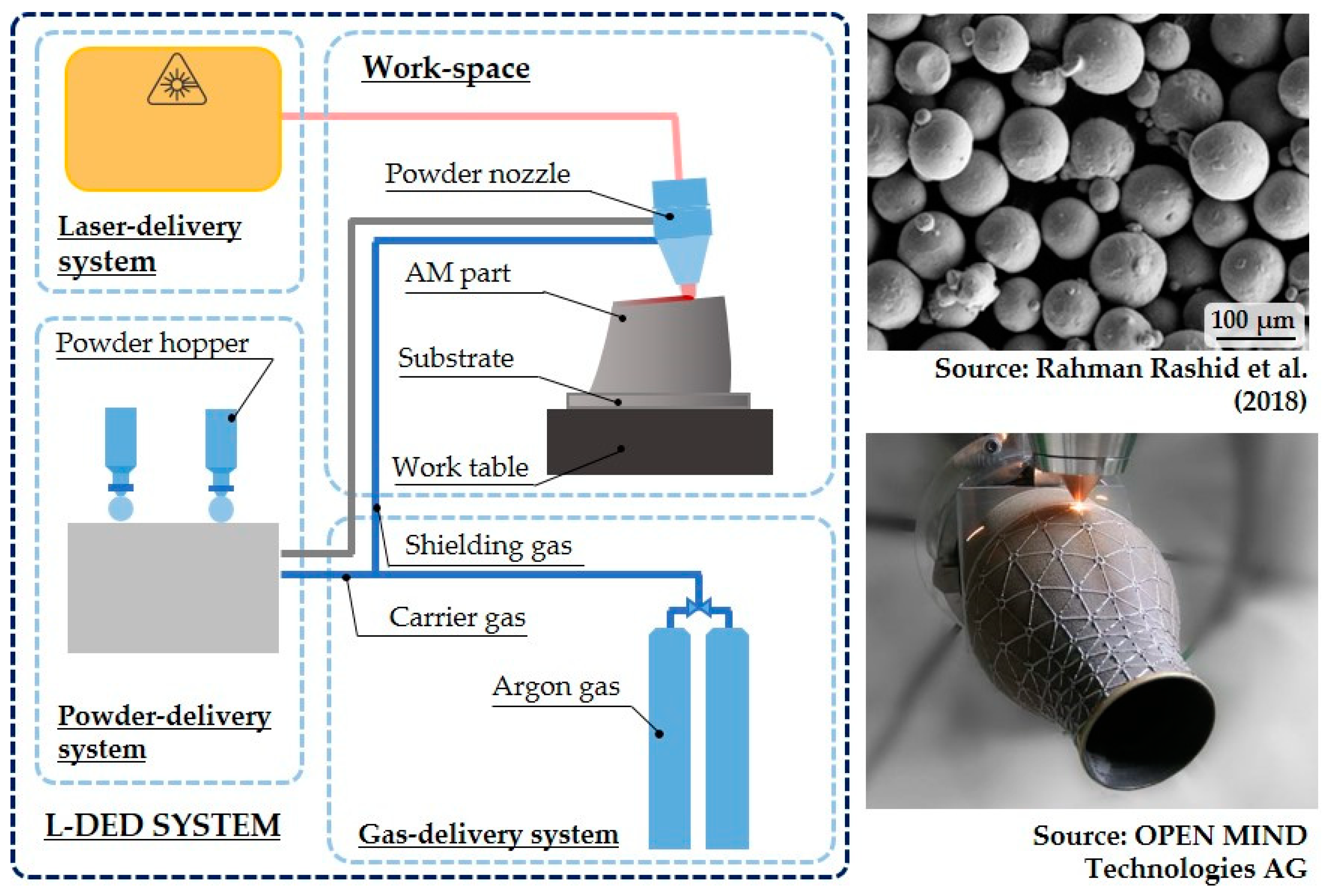
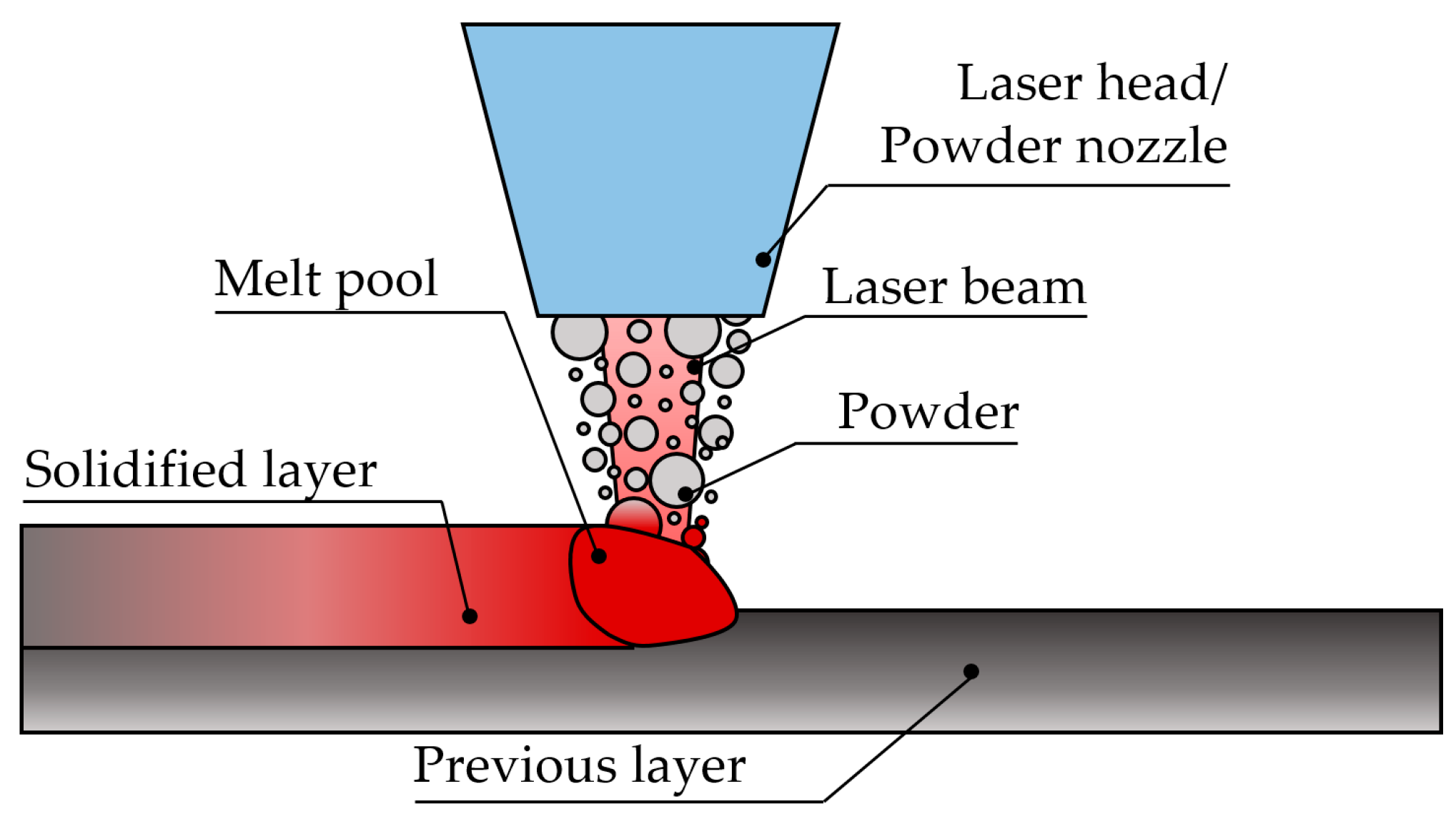
1.3.2. Directed Energy Deposition
- A laser beam is focused onto a substrate where a melt pool is created;
- The powder particles are supplied by the powder feeder and dragged by an inert gas to the nozzle. Additionally, a shielding gas is supplied by the nozzle, typically argon, to create a local protective atmosphere, where the fusion and solidification process takes place. In this manner, oxidation of the added material is avoided, or at least minimised;
- There is a relative movement between the laser head or powder nozzle and the substrate, thereby depositing a thin layer corresponding to the cross-section of the desired geometry;


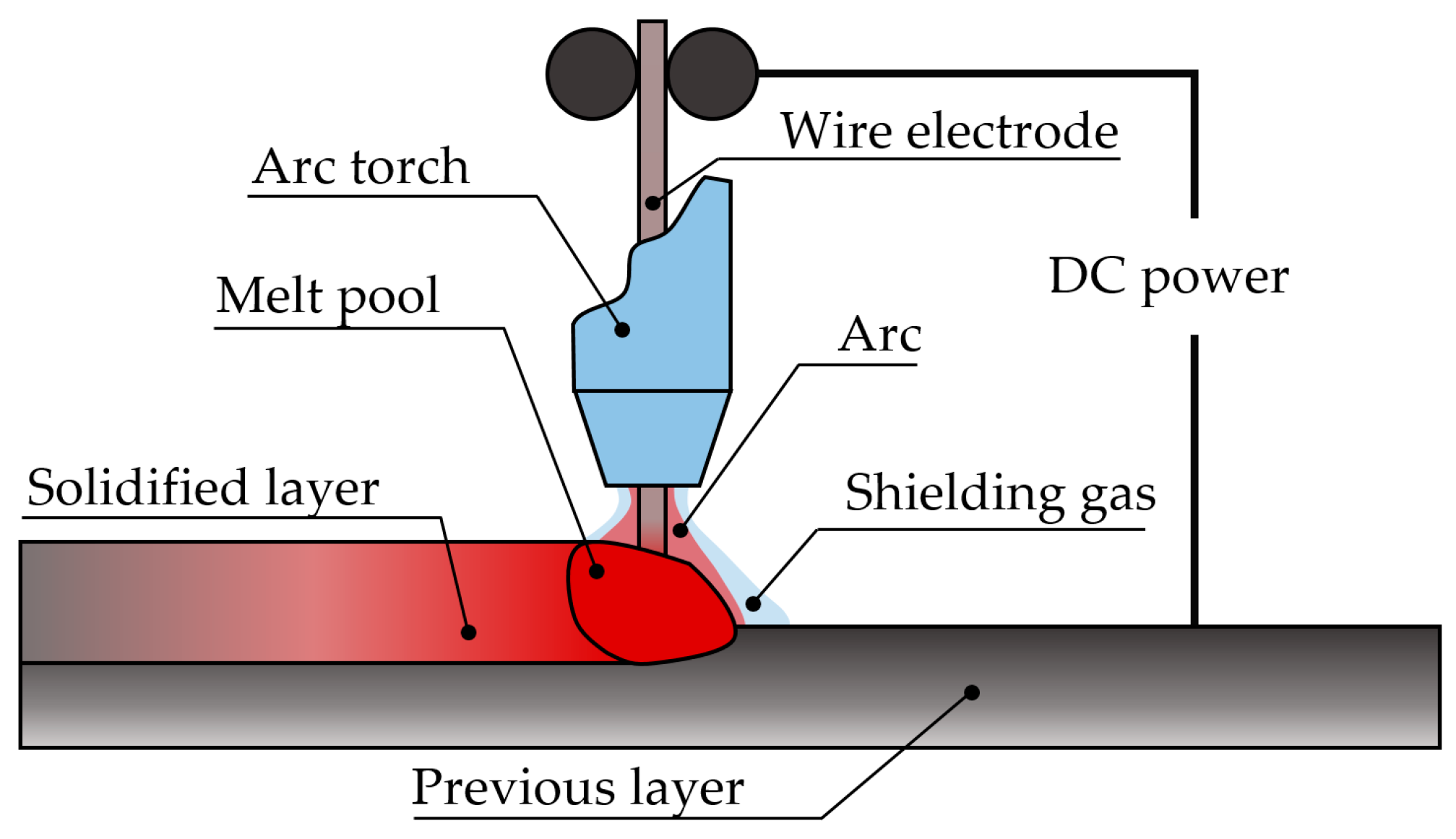
- Then, as the wire is pushed into the melt pool, the material is fused and solidified. The consumable wire is continuously supplied. Simultaneously, the robotic arm moves the welding head and a clad is formed;
- By properly overlapping clads and by overlaying subsequent layers, the AM component is generated.
1.3.3. Critical Comparison of the Main Metal AM Processes
2. Additive Manufacturing of Multi-Material Structures
Main Applications of Multi-Material Laser-Directed Energy Deposition
3. Laser-Directed Energy Deposition of Metal Matrix Composites
3.1. Origin of Metal Matrix Composites
3.2. Advantages and Applications of Metal Matrix Composites
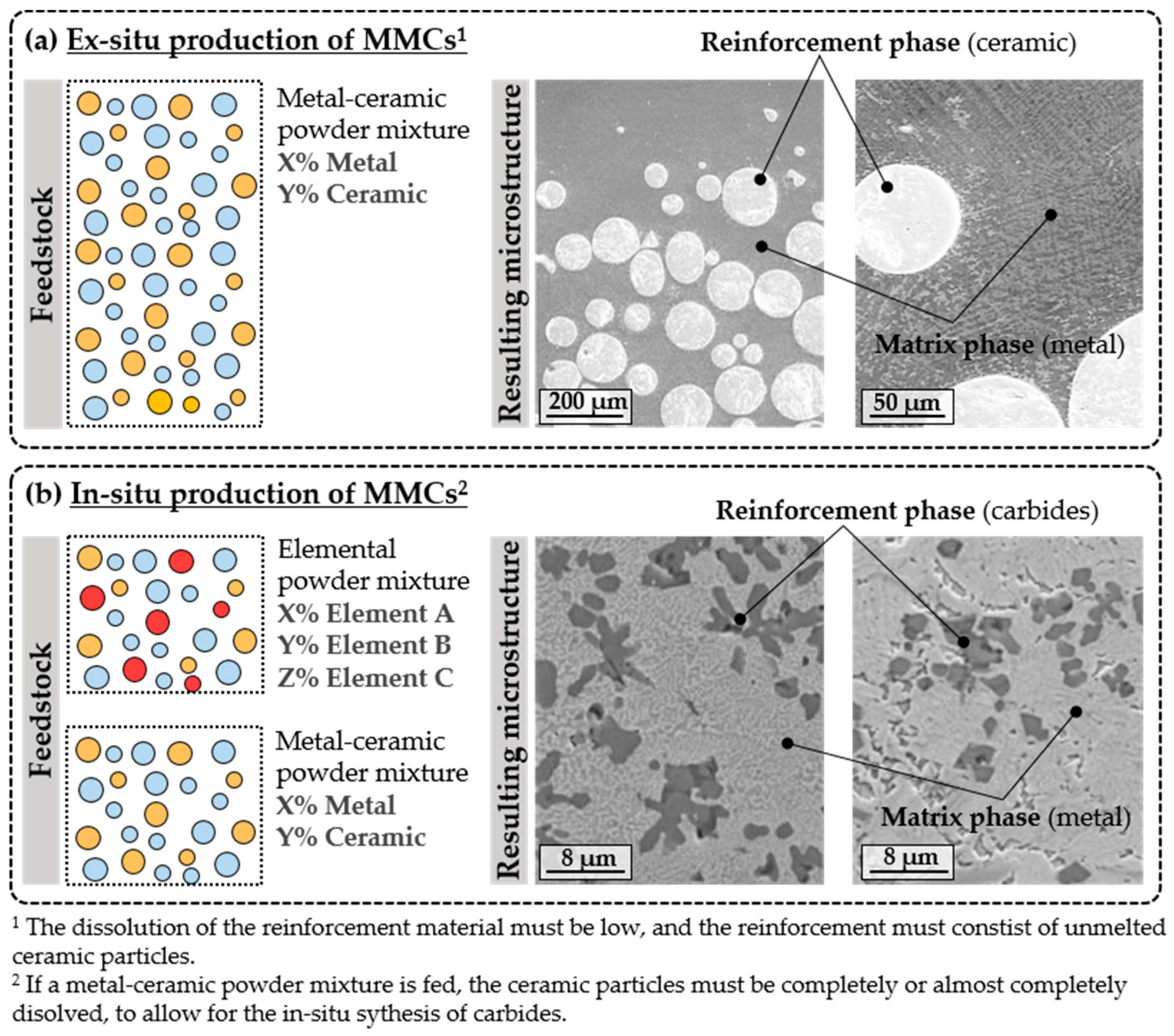
3.3. Production of Metal Matrix Composites
- Ex situ production of MMC (Figure 13a): The first approach consists of the projection of a powder mixture with a precise volumetric fraction of the ceramic phase into the melt pool. In either case, the reaction between the ceramic and the metallic phase is limited and controlled. To this end, the process parameters and the feedstock morphology and granulometry should be selected so as to guarantee that no excessive dissolution of the ceramic phase occurs. In addition, the process parameters should be selected so as to guarantee proper bonding between phases.
- In situ production of MMC Figure 13b): In the second approach, a mixture of elemental powders is introduced into the melt pool. The high processing temperatures used in L-DED allow chemical reactions between elements to occur, resulting in the formation of disperse carbides or intermetallics. Conversely, a ceramic–metallic powder mixture can be fed but the complete decomposition of the ceramic phase must be ensured so that the in situ synthesis of dispersed carbides takes place. In this manner, MMCs may be in-situ-synthesised. In both cases, the process parameters and the powder morphology should be carefully selected to facilitate the in-situ synthesis of carbides.
3.4. Most Relevant Literature on L-DED of Metal Matrix Composites
4. Laser-Directed Energy Deposition of Functionally Graded Materials
4.1. Origin and Definition of Functionally Graded Materials
4.2. Production of Functionally Graded Materials
4.3. The Most Relevant Literature on L-DED of Functionally Graded Materials
| Publications | Materials | Application | Main results | Limitations/ Observations |
|---|---|---|---|---|
| Carrol et al., 2016 [167] | 100% AISI 3104L to 100% Inconel 625 | Aerospace and nuclear power generation | Cracking at a precise composition was due to the formation of carbides, and CALPHAD simulations were able to predict it | A crack-free sample could be probably fabricated, avoiding the composition where hard carbides are stable and prone to form. |
| Nam et al., 2018 [171] | 100% Fe to 100% 316L | Miscellaneous | Directly depositing 316L onto mild steel resulted in cracking, while the FGM sample had no apparent defects. | No analysis of the evolution of the mechanical properties or behaviour of the samples was provided. FGM samples still showed a significant amount of pores. |
| Zhang, Chen, and Liou, 2019 [165] | 100% AISI 316L to 100% Inconel 625 | Die and mould | Defect-free FGM samples were successfully deposited and gradual hardness was observed. The tensile behaviour of the FGM samples was in-between pure AISI 316L and Inconel 625. | It would be interesting to compare the behaviour of the FGM sample to that of a sample having a sharp transition between AISI 316L and Inconel 625. |
| Su et al., 2020 [166] | 100% AISI 316L to 100% Inconel 718 | Nuclear power plants and oil refineries | The compositional step to form the gradient affects the hardness and tensile properties of the FGM sample. | The variability in FGMs designed with different discretisation steps was ascribed to the thermal cycle and processing conditions. The actual effect of the FGM design was not properly tested, as samples having different sizes and amounts of layers are used for comparison. |
| Ostolaza et al., 2021 [177] | 100% AISI 316L to 100% AISI H13 | Die and mould | The compositional gradient did not guarantee a gradual variation of the material properties, namely the hardness and the corrosion resistance. | The FGM sample shows severe cracking, which is ascribed to the formation of the sigma phase. The CALPHAD methodology could be employed to design an FGM sample in which the formation of such hard phases is minimised. |
| Wang et al., 2021 [173] | 100% Ti6Al4V to 40% graphite 60% Ti6Al4V | Armour, gear, and cutting tools | Ti-Ni-C graded samples showed a gradual hardness and microstructure as a result of in-situ TiCx reinforcement formations. | Further investigations should focus on evaluating the mechanical properties of FGM structures as compared to sharp transitioned samples. |
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. Available online: https://www.iso.org/obp/ui/#iso:std:iso-astm:52900:ed-2:v1:en (accessed on 21 September 2022).
- Ramezani Dana, H.; Barbe, F.; Delbreilh, L.; Azzouna, M.B.; Guillet, A.; Breteau, T. Polymer Additive Manufacturing of ABS Structure: Influence of Printing Direction on Mechanical Properties. J. Manuf. Process. 2019, 44, 288–298. [Google Scholar] [CrossRef]
- Wang, X.; Schmidt, F.; Hanaor, D.; Kamm, P.H.; Li, S.; Gurlo, A. Additive Manufacturing of Ceramics from Preceramic Polymers: A Versatile Stereolithographic Approach Assisted by Thiol-Ene Click Chemistry. Addit. Manuf. 2019, 27, 80–90. [Google Scholar] [CrossRef] [Green Version]
- Anant Pidge, P.; Kumar, H. Additive Manufacturing: A Review on 3 D Printing of Metals and Study of Residual Stress, Buckling Load Capacity of Strut Members. Mater. Today Proc. 2020, 21, 1689–1694. [Google Scholar] [CrossRef]
- AMPOWER. Metal Additive Manufacturing Report 2019; AMPOWER: Hamburg, Germany, 2019. [Google Scholar]
- KPMG Canada. Canadian Defence Review Magazine; KPMG Canada: Abbotsford, BC, Canada, 2019. [Google Scholar]
- Jabil. A Survey of Aerospace and Defence OEMs; Jabil: St. Petersburg, FL, USA, 2019. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Milewski, J.O. Additive Manufacturing of Metals; Springer Series in Materials Science: Dordrecht, The Netherlands, 2017; Volume 258, ISBN 9788087012635. [Google Scholar]
- Delic, M.; Eyers, D.R. The Effect of Additive Manufacturing Adoption on Supply Chain Flexibility and Performance: An Empirical Analysis from the Automotive Industry. Int. J. Prod. Econ. 2020, 228, 107689. [Google Scholar] [CrossRef]
- Jankovics, D.; Barari, A.; Jankovics, D.; Barari, A.; Jankovics, D.; Barari, A.; Barari, A. Customization of Automotive Structural Components Using Additive Customization of Automotive Structural Components Using Additive Customization of Automotive Structural Components Using Additive Manufacturing and Topology Optimization Customization of Aut. IFAC-PapersOnLine 2019, 52, 212–217. [Google Scholar] [CrossRef]
- Renkó, J.; Kemény, D.; Nyirö, J.; Kovács, D. Comparison of Cooling Simulations of Injection Moulding Tools Created with Cutting Machining and Additive Manufacturing. Mater. Today Proc. 2019, 12, 462–469. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Calleja, A.; Ukar, E.; Alberdi, A. Case Study to Illustrate the Potential of Conformal Cooling Channels for Hot Stamping Dies Manufactured Using Hybrid Process of Laser Metal Deposition (LMD) and Milling. Metals 2018, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- World Economic Forum. 3D Printing: A Guide for Decision Makers; White Paper: Washington, DC, USA, 2020. [Google Scholar]
- KPMG. Beyond the Hype Separating Ambition from Reality in I4.0; KPMG: Amstelveen, The Netherlands, 2017. [Google Scholar]
- Verma, R.; Kaushal, G. State of the Art of Powder Bed Fusion Additive Manufacturing: A Review. In 3D Printing and Additive Manufacturing Technologies; Kumar, L.J., Pandey, P.M., Wimpenny, D.I., Eds.; Springer Nature: Singapore, 2019; pp. 269–279. [Google Scholar]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for Additive Manufacturing. CIRP Ann.—Manuf. Technol. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Catchpole-smith, S.; Aboulkhair, N.; Parry, L.; Tuck, C.; Ashcroft, I.A.; Clare, A. Fractal Scan Strategies for Selective Laser Melting of ‘ Unweldable ’ Nickel Superalloys. Addit. Manuf. 2017, 15, 113–122. [Google Scholar] [CrossRef]
- Xu, J.; Gruber, H.; Deng, D.; Lin, R.; Moverare, J.J. Short-Term Creep Behavior of an Additive Manufactured Non-Weldable Nickel-Base Superalloy Evaluated by Slow Strain Rate Testing. Acta Mater. 2019, 179, 142–157. [Google Scholar] [CrossRef]
- Chauvet, E.; Kontis, P.; Jägle, E.A.; Gault, B.; Raabe, D.; Tassin, C.; Blandin, J.-J.; Dendievel, R.; Vayre, B.; Abed, S.; et al. Hot Cracking Mechanism Affecting a Non-Weldable Ni-Based Superalloy Produced by Selective Electron Beam Melting. Acta Mater. 2018, 142, 82–94. [Google Scholar] [CrossRef]
- Tekumalla, S.; Tosi, R.; Tan, X.; Seita, M. Directed Energy Deposition and Characterization of High-speed Steels with High Vanadium Content. Addit. Manuf. Lett. 2022, 2, 100029. [Google Scholar] [CrossRef]
- Svetlizky, D.; Zheng, B.; Vyatskikh, A.; Das, M.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Laser-Based Directed Energy Deposition (DED-LB) of Advanced Materials. Mater. Sci. Eng. A 2022, 840, 142967. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, J.; Tan, Q.; Yin, Y.; Liu, S.; Li, M.; Li, M.; Liu, Q.; Zhou, Y.; Wu, T.; et al. Additive Manufacturing of High Strength Copper Alloy with Heterogeneous Grain Structure through Laser Powder Bed Fusion. Acta Mater. 2021, 220, 117311. [Google Scholar] [CrossRef]
- Yang, X.; Qi, Y.; Zhang, W.; Wang, Y.; Zhu, H. Laser Powder Bed Fusion of C18150 Copper Alloy with Excellent Comprehensive Properties. Mater. Sci. Eng. A 2023, 862, 144512. [Google Scholar] [CrossRef]
- Medvedev, A.E.; Maconachie, T.; Leary, M.; Qian, M.; Brandt, M. Perspectives on Additive Manufacturing for Dynamic Impact Applications. Mater. Des. 2022, 221, 110963. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Heer, B. Additive Manufacturing of Multi-Material Structures. Mater. Sci. Eng. R Reports 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Rans, C.; Michielssen, J.; Walker, M.; Wang, W.; Hoen-velterop, L. Beyond the Orthogonal: On the Influence of Build Orientation on Fatigue Crack Growth in SLM Ti-6Al-4V. Int. J. Fatigue 2018, 116, 344–354. [Google Scholar] [CrossRef]
- Liu, J.; Sun, Q.; Zhou, C.; Wang, X.; Li, H.; Guo, K.; Sun, J. Achieving Ti6Al4V Alloys with Both High Strength and Ductility via Selective Laser Melting. Mater. Sci. Eng. A 2019, 766, 138319. [Google Scholar] [CrossRef]
- EOS. EOS and Hyperganic Team up to Elevate the Design and Performance of Space Propulsion Components 2022. Available online: https://www.eos.info/en/presscenter/press-releases/eos-and-hyperganic (accessed on 28 January 2023).
- Ahmed, N. Direct Metal Fabrication in Rapid Prototyping: A Review. J. Manuf. Process. 2019, 42, 167–191. [Google Scholar] [CrossRef]
- Sing, S.L.; Tey, C.F.; Tan, J.H.K.; Huang, S.; Yeong, W.Y. 3D Printing of Metals in Rapid Prototyping of Biomaterials: Techniques in Additive Manufacturing; 2nd Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2019; ISBN 9780081026632. [Google Scholar]
- Wu, J.; Zhao, P.; Wei, H.; Lin, Q.; Zhang, Y. Development of Powder Distribution Model of Discontinuous Coaxial Powder Stream in Laser Direct Metal Deposition. Powder Technol. 2018, 340, 449–458. [Google Scholar] [CrossRef]
- Gao, J.; Wu, C.; Liang, X.; Hao, Y.; Zhao, K. Numerical Simulation and Experimental Investigation of the Influence of Process Parameters on Gas-Powder Flow in Laser Metal Deposition. Opt. Laser Technol. 2020, 125, 106009. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Palanisamy, S.; Attar, H.; Bermingham, M.; Dargusch, M.S. Metallurgical Features of Direct Laser-Deposited Ti6Al4V with Trace Boron. J. Manuf. Process. 2018, 35, 651–656. [Google Scholar] [CrossRef]
- Open Mind Additive Manufacturing—It’s Only Truly Perfect with CAD/CAM. Available online: https://www.openmind-tech.com/en-gb/cam/additive-manufacturing/ (accessed on 28 January 2023).
- Ansari, M.; Jabari, E.; Toyserkani, E. Opportunities and Challenges in Additive Manufacturing of Functionally Graded Metallic Materials via Powder-Fed Laser Directed Energy Deposition: A Review. J. Mater. Process. Tech. 2021, 294, 117117. [Google Scholar] [CrossRef]
- Haftlang, F.; Kim, E.S.; Kim, H.S. Crystallographic-Orientation-Dependent Magnetic Properties of Fe–Ni Permalloy in-Situ Alloyed Using Additive Manufacturing. J. Mater. Process. Technol. 2022, 309, 117733. [Google Scholar] [CrossRef]
- Wang, Y.; Tan, H.; Feng, Z.; Zhang, F.; Shang, W.; Clare, A.T.; Lin, X. Enhanced Mechanical Properties of in Situ Synthesized TiC/Ti Composites by Pulsed Laser Directed Energy Deposition. Mater. Sci. Eng. A 2022, 855, 143935. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Pan, Z.; Ding, D.; Wo, B.; Cuiuri, D.; Li, H.; Norrish, J. Arc Welding Processes for Additive Manufacturing: A Review. In Transaction on Intelligent Welding Manufacturing; Chen, S., Zhang, T., Feng, Z., Eds.; Springer Nature: Singapore, 2017. [Google Scholar]
- OCAS Design Your Additive Manufacturing Feedstock. Available online: https://www.ocas.be/cases/design-your-additive-manufacturing-feedstock/ (accessed on 9 January 2023).
- Cranfield University Demo Parts. Available online: https://waammat.com/about/demo-parts (accessed on 9 January 2023).
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [Green Version]
- Antonini, J. Health Effects Associated with Welding. In Comprehensive Materials Processing; Hashmi, S., Ferreira Batalha, G., Van Tye, C.J., Yilbas, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 49–70. ISBN 9780080965338. [Google Scholar]
- Leyens, C.; Brückner, F.; Lopez, E.; Riede, M. Successes and Challenges of SLM and LMD for Industrial Production. LAM-Laser Additive Manufacturing Workshop: Orlando, FL, USA, 2017. [Google Scholar]
- GE Additive Direct Metal Laser Melting (DMLM) Machines, X Line 2000R. Available online: https://www.ge.com/additive/additive-manufacturing/machines/dmlm-machines/x-line-2000r (accessed on 20 December 2022).
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Lu, T.; Liu, C.; Li, Z.; Wu, Q.; Wang, J.; Xu, T.; Liu, J.; Wang, H.; Ma, S. Hot-Wire Arc Additive Manufacturing Ti–6.5Al–2Zr–1Mo–1V Titanium Alloy: Pore Characterization, Microstructural Evolution, and Mechanical Properties. J. Alloys Compd. 2020, 817, 153334. [Google Scholar] [CrossRef]
- Karpenko, O.; Oterkus, S.; Oterkus, E. Peridynamic Analysis to Investigate the Influence of Microstructure and Porosity on Fatigue Crack Propagation in Additively Manufactured Ti6Al4V. Eng. Fract. Mech. 2022, 261, 108212. [Google Scholar] [CrossRef]
- Trumpf 3D Laser Cutting Machines TruLaser Cell 7040. Available online: https://www.trumpf.com/en_SG/products/machines-systems/3d-laser-cutting-machines/trulaser-cell-7040/ (accessed on 20 December 2022).
- Zhu, H.H.; Lu, L.; Fuh, J.Y.H. Development and Characterisation of Direct Laser Sintering Cu-Based Metal Powder. J. Mater. Process. Technol. 2003, 140, 314–317. [Google Scholar] [CrossRef]
- Mumtaz, K.; Hopkinson, N. Top Surface and Side Roughness of Inconel 625 Parts Processed Using Selective Laser Melting. Rapid Prototyp. J. 2009, 15, 96–103. [Google Scholar] [CrossRef]
- Mahamood, R.; Akinlabi, E. Effect of Powder Flow Rate on Surface Finish in Laser Additive Manufacturing Process Effect of Powder Flow Rate on Surface Finish in Laser Additive Manufacturing Process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 391, 012005. [Google Scholar] [CrossRef]
- Ahmed, A.; Majeed, A.; Atta, Z.; Jia, G. Dimensional Quality and Distortion Analysis of Thin-Walled Alloy Parts of AlSi10Mg Manufactured by Selective Laser Melting. J. Manuf. Mater. Process. 2019, 3, 51. [Google Scholar] [CrossRef] [Green Version]
- Gu, D. Laser Additive Manufacturing of High-Performance Materials; Springer-Verlag: Berlin/Heidelberg, Germany, 2015; ISBN 9783662460887. [Google Scholar]
- Zenou, M.; Grainger, L. Additive Manufacturing of Metallic Materials. In Additive Manufacturing: Materials, Processes, Quantifications and Applications; Elsevier Inc.: Philadelphia, PA, USA, 2018; pp. 53–103. ISBN 9780128121559. [Google Scholar]
- Yan, M.; Yu, P. An Overview of Densification, Microstructure and Mechanical Property of Additively Manufactures Ti-6Al-4V—Comparison among Selective Laser Melting, Electron Beam Melting, Laser Metal Deposition and Selective Laser Sintering, and with Conventional Powder. In Sintering Techniques of Materials; IntechOpen: London, UK, 2015; pp. 77–106. [Google Scholar]
- Yao, X.; Moon, S.K.; Bi, G.; Wei, J. A Multi-Material Part Design Framework in Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2018, 99, 2111–2119. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Traxel, K.D.; Lang, M.; Juhasz, M.; Eliaz, N.; Bose, S. Alloy Design via Additive Manufacturing: Advantages, Challenges, Applications and Perspectives. Mater. Today 2022, 52, 207–224. [Google Scholar] [CrossRef]
- Yu, H.Z.; Cross, S.R.; Schuh, C.A. Mesostructure Optimization in Multi-Material Additive Manufacturing: A Theoretical Perspective. J. Mater. Sci. 2017, 52, 4288–4298. [Google Scholar] [CrossRef] [Green Version]
- Clare, A.T.; Mishra, R.S.; Merklein, M.; Tan, H.; Todd, I.; Chechik, L.; Li, J.; Bambach, M. Alloy Design and Adaptation for Additive Manufacture. J. Mater. Process. Technol. 2022, 299, 117358. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive Manufacturing of Functionally Graded Metallic Materials Using Laser Metal Deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Zhang, Y.; Bandyopadhyay, A. Direct Fabrication of Compositionally Graded Ti-Al2O3 Multi-Material Structures Using Laser Engineered Net Shaping. Addit. Manuf. 2018, 21, 104–111. [Google Scholar] [CrossRef]
- Heer, B.; Bandyopadhyay, A. Compositionally Graded Magnetic-Nonmagnetic Bimetallic Structure Using Laser Engineered Net Shaping. Mater. Lett. 2018, 216, 16–19. [Google Scholar] [CrossRef]
- Aoyagi, K.; Wang, H.; Sudo, H.; Chiba, A. Simple Method to Construct Process Maps for Additive Manufacturing Using a Support Vector Machine. Addit. Manuf. 2019, 27, 353–362. [Google Scholar] [CrossRef]
- Putra, N.E.; Mirzaali, M.J.; Apachitei, I.; Zhou, J.; Zadpoor, A.A. Multi-Material Additive Manufacturing Technologies for Ti-, Mg-, and Fe-Based Biomaterials for Bone Substitution. Acta Biomater. 2020, 109, 1–20. [Google Scholar] [CrossRef]
- Brueckner, F.; Riede, M.; Müller, M.; Marquardt, F.; Willner, R.; Seidel, A.; Lopéz, E.; Leyens, C.; Beyer, E. Enhanced Manufacturing Possibilities Using Multi-Materials in Laser Metal Deposition. J. Laser Appl. 2018, 30, 032308. [Google Scholar] [CrossRef]
- Parsons, E.M.; Shaik, S.Z. Additive Manufacturing of Aluminum Metal Matrix Composites: Mechanical Alloying of Composite Powders and Single Track Consolidation with Laser Powder Bed Fusion. Addit. Manuf. 2022, 50, 102450. [Google Scholar] [CrossRef]
- ASTM 52922; Guide for Additive Manufacturing—Design—Directed Energy Deposition. ASTM: West Conshohocken, PA, USA, 2019.
- Zheng, B.; Yang, N.; Yee, J.; Gaiser, K.; Lu, W.Y.; Clemon, L.; Zhou, Y.; Lavernia, E.J.; Schoenung, J.M. Review on Laser Powder Injection Additive Manufacturing of Novel Alloys and Composites. Laser 3D Manuf. III 2016, 9738, 973800. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Zhang, Y.; Bose, S. Recent Developments in Metal Additive Manufacturing. Curr. Opin. Chem. Eng. 2020, 28, 96–104. [Google Scholar] [CrossRef]
- Feenstra, D.R.; Banerjee, R.; Fraser, H.L.; Huang, A.; Molotnikov, A.; Birbilis, N. Critical Review of the State of the Art in Multi-Material Fabrication via Directed Energy Deposition. Curr. Opin. Solid State Mater. Sci. 2021, 25, 100924. [Google Scholar] [CrossRef]
- Bhuvanesh Kumar, M.; Sathiya, P. Methods and Materials for Additive Manufacturing: A Critical Review on Advancements and Challenges. Thin-Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Wang, H.; Liu, W.; Tang, Z.; Wang, Y.; Mei, X.; Saleheen, K.M.; Wang, Z.; Zhang, H. Review on Adaptive Control of Laser-Directed Energy Deposition. Opt. Eng. 2020, 59, 1. [Google Scholar] [CrossRef]
- Ye, Y.F.; Wang, Q.; Lu, J.; Liu, C.T.; Yang, Y. High-Entropy Alloy: Challenges and Prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and Properties of High-Entropy Alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- George, E.P.; Raabe, D.; Ritchie, R.O. High-Entropy Alloys. Nat. Rev. Mater. 2019, 4, 515–534. [Google Scholar] [CrossRef]
- Zhang, W.; Chabok, A.; Kooi, B.J.; Pei, Y. Additive Manufactured High Entropy Alloys: A Review of the Microstructure and Properties. Mater. Des. 2022, 220, 110875. [Google Scholar] [CrossRef]
- Dobbelstein, H.; Gurevich, E.L.; George, E.P.; Ostendorf, A.; Laplanche, G. Laser Metal Deposition of Compositionally Graded TiZrNbTa Refractory High-Entropy Alloys Using Elemental Powder Blends. Addit. Manuf. 2019, 25, 252–262. [Google Scholar] [CrossRef]
- Dobbelstein, H.; Gurevich, E.L.; George, E.P.; Ostendorf, A.; Laplanche, G. Laser Metal Deposition of a Refractory TiZrNbHfTa High-Entropy Alloy. Addit. Manuf. 2018, 24, 386–390. [Google Scholar] [CrossRef]
- Dobbelstein, H.; Thiele, M.; Gurevich, E.L.; George, E.P.; Ostendorf, A. Direct Metal Deposition of Refractory High Entropy Alloy MoNbTaW. Phys. Procedia 2016, 83, 624–633. [Google Scholar] [CrossRef] [Green Version]
- Liu, D.; Yu, Q.; Kabra, S.; Jiang, M.; Forna-kreutzer, P.; Zhang, R.; Payne, M.; Walsh, F.; Gludovatz, B.; Asta, M.; et al. Exceptional Fracture Toughness of CrCoNi-Based Medium- and High-Entropy Alloys at 20 Kelvin. Science 2022, 378, 978–983. [Google Scholar] [CrossRef]
- Huda, Z.; Edi, P. Materials Selection in Design of Structures and Engines of Supersonic Aircrafts: A Review. Mater. Des. 2013, 46, 552–560. [Google Scholar] [CrossRef]
- Chen, C.; Wang, Y.; Ou, H.; He, Y.; Tang, X. A Review on Remanufacture of Dies and Moulds. J. Clean. Prod. 2014, 64, 13–23. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Was, G.S. Materials Challenges in Nuclear Energy. Acta Mater. 2013, 61, 735–758. [Google Scholar] [CrossRef]
- Koizumi, M.; Niino, M. Overview of FGM Research in Japan. MRS Bull. 1995, 20, 19–21. [Google Scholar] [CrossRef]
- Reichardt, A.; Dillon, R.P.; Borgonia, J.P.; Shapiro, A.A.; McEnerney, B.W.; Momose, T.; Hosemann, P. Development and Characterization of Ti-6Al-4V to 304L Stainless Steel Gradient Components Fabricated with Laser Deposition Additive Manufacturing. Mater. Des. 2016, 104, 404–413. [Google Scholar] [CrossRef]
- Noecker, F.F.; DuPont, J.N. Functionally Graded Copper—Steel Using Laser Engineered Net Shaping TMprocess. ICALEO 2002—21st Int. Congr. Appl. Laser Electro-Optics, Congr. Proc. 2002, 2002, 185430. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Bandyopadhyay, A. Direct Fabrication of Bimetallic Ti6Al4V+Al12Si Structures via Additive Manufacturing. Addit. Manuf. 2019, 29, 100783. [Google Scholar] [CrossRef]
- Peters, M.; Saruhan-Brings, B.; Schulz, U. Advanced Coatings for Blades of Future Aero Engines. In Proceedings of the 1st CEAS, European Air and Space Conference, Berlin, Germany, 10–13 September 2007. [Google Scholar]
- Mohammadzaki Goudarzi, Z.; Valefi, Z.; Zamani, P. Effect of Functionally Graded Structure Design on Durability and Thermal Insulation Capacity of Plasma-Sprayed Thick Thermal Barrier Coating. Ceram. Int. 2021, 47, 34361–34379. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Otis, R.A.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; Liu, Z.K.; Beese, A.M. Additive Manufacturing of a Functionally Graded Material from Ti-6Al-4V to Invar: Experimental Characterization and Thermodynamic Calculations. Acta Mater. 2017, 127, 133–142. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Kolodziejska, J.; Roberts, S.; Otis, R.; Dillon, R.P.; Suh, J.O.; Liu, Z.K.; Borgonia, J.P. Compositionally Graded Metals: A New Frontier of Additive Manufacturing. J. Mater. Res. 2014, 29, 1899–1910. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Zhang, X.; Parvez, M.M.; Liou, F. A Review on Metallic Alloys Fabrication Using Elemental Powder Blends by Laser Powder Directed Energy Deposition Process. Materials 2020, 13, 3562. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Rehman, E. ur Laser-Aided Additive Manufacturing of High Entropy Alloys: Processes, Properties, and Emerging Applications. J. Manuf. Process. 2022, 78, 131–171. [Google Scholar] [CrossRef]
- Onawale, O.T.; Cobbinah, P.V.; Matizamhuka, W.R.; Nzeukou, R.A. Synthesis Route, Microstructural Evolution, and Mechanical Property Relationship of High-Entropy Alloys (HEAs): A Review. Materials 2021, 14, 3065. [Google Scholar] [CrossRef]
- Chawla, K.K. Metal Matrix Composites. In Materials Science and Technology; Wiley: Hoboken, NJ, USA, 2006. [Google Scholar]
- Ashby, M.F.; Bréchet, Y.J.M. Designing Hybrid Materials. Acta Mater. 2003, 51, 5801–5821. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A Review of Various Materials for Additive Manufacturing: Recent Trends and Processing Issues. J. Mater. Res. Technol. 2022, 21, 2612–2642. [Google Scholar] [CrossRef]
- Hasan, M.; Zhao, J.; Jiang, Z. Micromanufacturing of Composite Materials: A Review. Int. J. Extrem. Manuf. 2019, 1, 012004. [Google Scholar] [CrossRef]
- Pastuszak, P.D.; Muc, A. Application of Composite Materials in Modern Constructions. Key Eng. Mater. 2013, 542, 119–129. [Google Scholar] [CrossRef]
- Weng, F.; Chen, C.; Yu, H. Research Status of Laser Cladding on Titanium and Its Alloys: A Review. Mater. Des. 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Baskey, R.H. Fiber-Reinforced Metallic Composite Materials; Defense Technical Information Center: Fort Belvoir, VA, USA, 1967.
- Petrasek, D.W.; Signorelli, R.A.; Weeton, J.W. NASA Technical Note: Refractory-Metal-Fiber-Nickel-Base-Alloy Composites for Use at High Temperatures; Chemical Rubber Co.: Cleveland, OH, USA, 1968. [Google Scholar]
- Lewis, D. In Situ Reinforcement of Metal Matrix Composites. Met. Matrix Compos. Process. Interfaces 1991, 1991, 121–150. [Google Scholar]
- Miracle, D.B.; Donaldson, S.L. Introduction to Composites. In ASM Handbook, Volume 21: Composites; ASM International: Materials Park, OH, USA, 2001; Volume 21, pp. 3–18. [Google Scholar]
- Wu, Y.; Liu, Y.; Chen, H.; Chen, Y.; Li, H.; Cao, X. Developing the Ductility and Thermal Fatigue Cracking Property of Laser-Deposited Stellite 6 Coatings by Adding Titanium and Nickel. Mater. Des. 2019, 162, 271–284. [Google Scholar] [CrossRef]
- Karmakar, D.P.; Muvvala, G.; Nath, A.K. High-Temperature Abrasive Wear Characteristics of H13 Steel Modified by Laser Remelting and Cladded with Stellite 6 and Stellite 6/30% WC. Surf. Coatings Technol. 2021, 422, 127498. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Klocke, F.; Arntz, K.; Teli, M.; Winands, K.; Wegener, M.; Oliari, S. State-of-the-Art Laser Additive Manufacturing for Hot-Work Tool Steels. Procedia CIRP 2017, 63, 58–63. [Google Scholar] [CrossRef]
- Lu, H.; Wang, X.; Zhang, T.; Cheng, Z.; Fang, Q. Design, Fabrication, and Properties of High Damping Metal Matrix Composites-A Review. Materials 2009, 2, 958–977. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Particulate Reinforced Metal Matrix Composites—A Review. J. Mater. Sci. 1991, 26, 1137–1156. [Google Scholar] [CrossRef]
- Balokhonov, R.; Romanova, V.; Zinovieva, O.; Zemlianov, A. Microstructure-Based Analysis of Residual Stress Concentration and Plastic Strain Localization Followed by Fracture in Metal-Matrix Composites. Eng. Fract. Mech. 2022, 259, 108138. [Google Scholar] [CrossRef]
- Batchelor, A.W.; Stachowiak, G.W. Tribology in Materials Processing. J. Mater. Process. Tech. 1995, 48, 503–515. [Google Scholar] [CrossRef]
- Schirdewahn, S.; Spranger, F.; Hilgenberg, K.; Merklein, M. Investigation of the Thermal and Tribological Performance of Localized Laser Dispersed Tool Surfaces under Hot Stamping Conditions. Wear 2021, 476, 203694. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, A.; Wu, X.; Wang, Y.; Yang, Z. Wear Resistance of Diode Laser-Clad Ni/WC Composite Coatings at Different Temperatures. Surf. Coatings Technol. 2016, 304, 283–292. [Google Scholar] [CrossRef]
- Hu, Y.; Cong, W. A Review on Laser Deposition-Additive Manufacturing of Ceramics and Ceramic Reinforced Metal Matrix Composites. Ceram. Int. 2018, 44, 20599–20612. [Google Scholar] [CrossRef]
- Kota, N.; Charan, M.S.; Laha, T.; Roy, S. Review on Development of Metal/Ceramic Interpenetrating Phase Composites and Critical Analysis of Their Properties. Ceram. Int. 2022, 48, 1451–1483. [Google Scholar] [CrossRef]
- Raahgini, C.; Verdi, D. Abrasive Wear Performance of Laser Cladded Inconel 625 Based Metal Matrix Composites: Effect of the Vanadium Carbide Reinforcement Phase Content. Surf. Coatings Technol. 2022, 429, 127975. [Google Scholar] [CrossRef]
- Selvam, J.D.; Dinaharan, I.; Rai, R.S. Matrix and Reinforcement Materials for Metal Matrix Composites. Encycl. Mater. Compos. 2021, 2, 615–639. [Google Scholar] [CrossRef]
- Li, J.; Zhu, Z.; Peng, Y.; Shen, G. Phase Evolution and Wear Resistance of In-Situ Synthesized (Cr, W)23C6-WC Composite Ceramics Reinforced Fe-Based Composite Coatings Produced by Laser Cladding. Vacuum 2021, 190, 110242. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, J.; Shu, R.; Yang, S. High Temperature Wear Resistance and Thermal Fatigue Behavior of Stellite-6/WC Coatings Produced by Laser Cladding with Co-Coated WC Powder. Int. J. Refract. Met. Hard Mater. 2019, 81, 63–70. [Google Scholar] [CrossRef]
- Bartkowski, D.; Kinal, G. Microstructure and Wear Resistance of Stellite-6/WC MMC Coatings Produced by Laser Cladding Using Yb:YAG Disk Laser. Int. J. Refract. Met. Hard Mater. 2016, 58, 157–164. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A. Wear Resistance in the Soil of Stellite-6/WC Coatings Produced Using Laser Cladding Method. Int. J. Refract. Met. Hard Mater. 2017, 64, 20–26. [Google Scholar] [CrossRef]
- Muvvala, G.; Patra Karmakar, D.; Nath, A.K. Monitoring and Assessment of Tungsten Carbide Wettability in Laser Cladded Metal Matrix Composite Coating Using an IR Pyrometer. J. Alloys Compd. 2017, 714, 514–521. [Google Scholar] [CrossRef]
- Fatchurrohman, N.; Sulaiman, S. Metal Matric Composites for Automotive Components in Depth Case Study: Development of Automotive Brake Disc. In Encyclopedia of Materials: Composites; Brabazon, D., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 540–554. [Google Scholar]
- Zhang, Z.; Kovacevic, R. Laser Cladding of Iron-Based Erosion Resistant Metal Matrix Composites. J. Manuf. Process. 2019, 38, 63–75. [Google Scholar] [CrossRef]
- CHIRON Group. AM Coating: Innovative Coatings for Brake Disks. Available online: https://chiron-group.com/news/am-coating-innovative-coatings-for-brake-disks (accessed on 14 December 2022).
- Bartkowski, D.; Bartkowska, A.; Jurči, P. Laser Cladding Process of Fe/WC Metal Matrix Composite Coatings on Low Carbon Steel Using Yb: YAG Disk Laser. Opt. Laser Technol. 2021, 136, 106784. [Google Scholar] [CrossRef]
- Mostafaei, A.; Heidarzadeh, A.; Brabazon, D. Production of Metal Matrix Composites Via Additive Manufacturing. Encycl. Mater. Compos. 2021, 2, 605–614. [Google Scholar] [CrossRef]
- Novichenko, D.; Marants, A.; Thivillon, L.; Bertrand, P.; Smurov, I. Metal Matrix Composite Material by Direct Metal Deposition. Phys. Procedia 2011, 12, 296–302. [Google Scholar] [CrossRef] [Green Version]
- Traxel, K.D.; Bandyopadhyay, A. Diamond-Reinforced Cutting Tools Using Laser-Based Additive Manufacturing. Addit. Manuf. 2021, 37, 101602. [Google Scholar] [CrossRef]
- Elshaer, R.N.; Elshazli, A.M.; Hussein, A.H.A.; Al-Sayed, S.R. Impact of Laser Process Parameters in Direct Energy Deposition on Microstructure, Layer Characteristics, and Microhardness of TC21 Alloy. Int. J. Adv. Manuf. Technol. 2022, 121, 5139–5154. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Meng, F.; Yu, T.; Ma, Z.; Qu, S.; Sun, Z. Effect of TiC Content on the Microstructure and Wear Performance of in Situ Synthesized Ni-Based Composite Coatings by Laser Direct Energy Deposition. Surf. Coatings Technol. 2022, 444, 128678. [Google Scholar] [CrossRef]
- Mertens, A.I. Metal Matrix Composites Processed by Laser Additive Manufacturing: Microstructure and Properties. In Additive Manufacturing; Elsevier Inc.: Amsterdam, The Netherlands, 2021; pp. 409–425. ISBN 9780128184110. [Google Scholar]
- Tan, C.; Weng, F.; Sui, S.; Chew, Y.; Bi, G. Progress and Perspectives in Laser Additive Manufacturing of Key Aeroengine Materials. Int. J. Mach. Tools Manuf. 2021, 170, 103804. [Google Scholar] [CrossRef]
- Nurminen, J.; Näkki, J.; Vuoristo, P. Microstructure and Properties of Hard and Wear Resistant MMC Coatings Deposited by Laser Cladding. Int. J. Refract. Met. Hard Mater. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Jiang, W.H.; Kovacevic, R. Laser Deposited TiC/H13 Tool Steel Composite Coatings and Their Erosion Resistance. J. Mater. Process. Technol. 2007, 186, 331–338. [Google Scholar] [CrossRef]
- Adam, R.; Botes, A.; Corderley, G. Metal Matrix Composite Laser Metal Deposition for Ballistic Application. IOP Conf. Ser. Mater. Sci. Eng. 2018, 430, 012001. [Google Scholar] [CrossRef]
- Zhao, S.; Jia, C.; Yuan, Y.; Wang, L.; Huang, Y.; Yang, L. Insights into Microstructural Evolution and Dissolution Characteristics of Reinforced Particles in Tungsten Carbide-nickel Composite Coatings Prepared by Laser Hot-Wire Deposition. Int. J. Refract. Met. Hard Mater. 2022, 103, 105720. [Google Scholar] [CrossRef]
- Zhao, S.; Xu, S.; Yang, L.; Huang, Y. WC-Fe Metal-Matrix Composite Coatings Fabricated by Laser Wire Cladding. J. Mater. Process. Technol. 2022, 301, 117438. [Google Scholar] [CrossRef]
- Muvvala, G.; Patra Karmakar, D.; Nath, A.K. Online Assessment of TiC Decomposition in Laser Cladding of Metal Matrix Composite Coating. Mater. Des. 2017, 121, 310–320. [Google Scholar] [CrossRef]
- Xie, Z.; Zhang, C.; Wang, R.; Li, D.; Zhang, Y.; Li, G.; Lu, X. Microstructure and Wear Resistance of WC/Co-Based Coating on Copper by Plasma Cladding. J. Mater. Res. Technol. 2021, 15, 821–833. [Google Scholar] [CrossRef]
- Deschuyteneer, D.; Petit, F.; Gonon, M.; Cambier, F. Processing and Characterization of Laser Clad NiCrBSi/WC Composite Coatings—Influence of Microstructure on Hardness and Wear. Surf. Coat. Technol. 2015, 283, 162–171. [Google Scholar] [CrossRef]
- Ostolaza, M.; Arrizubieta, J.I.; Queguineur, A.; Valtonen, K.; Lamikiz, A.; Flores Ituarte, I. Influence of Process Parameters on the Particle-Matrix Interaction of WC-Co Metal Matrix Composites Produced by Laser-Directed Energy Deposition. Mater. Des. 2022, 223, 111172. [Google Scholar] [CrossRef]
- Fernández, M.R.; García, A.; Cuetos, J.M.; González, R.; Noriega, A.; Cadenas, M. Effect of Actual WC Content on the Reciprocating Wear of a Laser Cladding NiCrBSi Alloy Reinforced with WC. Wear 2015, 324–325, 80–89. [Google Scholar] [CrossRef]
- Deenadayalan, K.; Murali, V.; Elayaperumal, A.; Satheesh kumar, A.; Arulvel, S.; Shahedi Asl, M. Friction and Wear Properties of Short Time Heat-Treated and Laser Surface Re-Melted NiCr-WC Composite Coatings at Various Dry Sliding Conditions. J. Mater. Res. Technol. 2022, 17, 3080–3104. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Shoja-Razavi, R.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Barekat, M.; Hashemi, S.H. Friction and Wear Behavior of Laser Cladded WC-Co and Ni/WC-Co Deposits at High Temperature. Int. J. Refract. Met. Hard Mater. 2019, 81, 137–148. [Google Scholar] [CrossRef]
- Zafar, S.; Sharma, A.K. Investigations on Flexural Performance and Residual Stresses in Nanometric WC-12Co Microwave Clads. Surf. Coatings Technol. 2016, 291, 413–422. [Google Scholar] [CrossRef]
- Yang, J.; Liu, F.; Miao, X.; Yang, F. Influence of Laser Cladding Process on the Magnetic Properties of WC-FeNiCr Metal-Matrix Composite Coatings. J. Mater. Process. Technol. 2012, 212, 1862–1868. [Google Scholar] [CrossRef]
- Liu, R.; Yao, J.H.; Zhang, Q.L.; Yao, M.X.; Collier, R. Sliding Wear and Solid-Particle Erosion Resistance of a Novel High-Tungsten Stellite Alloy. Wear 2015, 322–323, 41–50. [Google Scholar] [CrossRef]
- Wang, J.; Li, L.; Tao, W. Crack Initiation and Propagation Behavior of WC Particles Reinforced Fe-Based Metal Matrix Composite Produced by Laser Melting Deposition. Opt. Laser Technol. 2016, 82, 170–182. [Google Scholar] [CrossRef]
- Bohidar, S.K.; Sharma, R.; Mishra, P.R. Functionally Graded Materials: A Critical Review. Int. J. Res. 2014, 1, 7. [Google Scholar]
- Loh, G.H.; Pei, E.; Harrison, D.; Monzón, M.D. An Overview of Functionally Graded Additive Manufacturing. Addit. Manuf. 2018, 23, 34–44. [Google Scholar] [CrossRef] [Green Version]
- Niino, M.; Hirai, T.; Watanabe, R. The Functionally Gradient Materials (Title in Japanese). J. Japan Soc. Compos. Mater. 1987, 13, 257–264. [Google Scholar] [CrossRef]
- Koizumi, M. FGM Activities in Japan. Compos. Part B Eng. 1997, 28, 1–4. [Google Scholar] [CrossRef]
- InssTek Actual Scale of FGM Rocket Nozzle. Available online: http://www.insstek.com/core/board.php?bo_table=news&wr_id=67 (accessed on 20 December 2022).
- Ghanavati, R.; Naffakh-Moosavy, H. Additive Manufacturing of Functionally Graded Metallic Materials: A Review of Experimental and Numerical Studies. J. Mater. Res. Technol. 2021, 13, 1628–1664. [Google Scholar] [CrossRef]
- Sofinowski, K.A.; Raman, S.; Wang, X.; Gaskey, B.; Seita, M. Layer-Wise Engineering of Grain Orientation (LEGO) in Laser Powder Bed Fusion of Stainless Steel 316L. Addit. Manuf. 2021, 38, 101809. [Google Scholar] [CrossRef]
- Liu, J.; Wen, P. Metal Vaporization and Its Influence during Laser Powder Bed Fusion Process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Han, C.; Li, Y.; Wang, Q.; Wen, S.; Wei, Q.; Yan, C.; Hao, L.; Liu, J.; Shi, Y. Continuous Functionally Graded Porous Titanium Scaffolds Manufactured by Selective Laser Melting for Bone Implants. J. Mech. Behav. Biomed. Mater. 2018, 80, 119–127. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.; Kapil, S.; Das, M. A Comprehensive Review of the Methods and Mechanisms for Powder Feedstock Handling in Directed Energy Deposition. Addit. Manuf. 2020, 35, 101388. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, F.; Huang, Z.; Jia, M.; Chen, G.; Ye, Y.; Lin, Y.; Liu, W.; Chen, B.; Shen, Q.; et al. Additive Manufacturing of Functionally Graded Materials: A Review. Mater. Sci. Eng. A 2019, 764, 138209. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Liou, F. Fabrication of SS316L-IN625 Functionally Graded Materials by Powder-Fed Directed Energy Deposition. Sci. Technol. Weld. Join. 2019, 24, 504–516. [Google Scholar] [CrossRef]
- Su, Y.; Chen, B.; Tan, C.; Song, X.; Feng, J. Influence of Composition Gradient Variation on the Microstructure and Mechanical Properties of 316 L/Inconel718 Functionally Graded Material Fabricated by Laser Additive Manufacturing. J. Mater. Process. Technol. 2020, 283, 116702. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.O.; Dillon, R.P.; Shapiro, A.A.; Hofmann, D.C.; Liu, Z.K.; Beese, A.M. Functionally Graded Material of 304L Stainless Steel and Inconel 625 Fabricated by Directed Energy Deposition: Characterization and Thermodynamic Modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Kishore, M.N.; Zhang, R.; Bian, N.; Lu, H.; Li, Y.; Qian, D.; Zhang, X. Comprehensive Studies of SS316L/IN718 Functionally Gradient Material Fabricated with Directed Energy Deposition: Multi-Physics & Multi-Materials Modelling and Experimental Validation. Addit. Manuf. 2023, 61, 103358. [Google Scholar] [CrossRef]
- Fan, W.; Zhang, C.; Tan, H.; Wang, Y.; Peng, Y.; Zhang, F.; Lin, X.; Huang, W. Microstructures and Mechanical Properties of Invar/MnCu Functionally Graded Material Fabricated by Directed Energy Deposition. Mater. Sci. Eng. A 2022, 860, 144332. [Google Scholar] [CrossRef]
- Ji, S.; Sun, Z.; Zhang, W.; Chen, X.; Xie, G.; Chang, H. Microstructural Evolution and High Temperature Resistance of Functionally Graded Material Ti-6Al-4V/Inconel 718 Coated by Directed Energy Deposition-Laser. J. Alloys Compd. 2020, 848, 156255. [Google Scholar] [CrossRef]
- Nam, S.; Cho, H.; Kim, C.; Kim, Y.M. Effect of Process Parameters on Deposition Properties of Functionally Graded STS 316/Fe Manufactured by Laser Direct Metal Deposition. Metals 2018, 8, 607. [Google Scholar] [CrossRef] [Green Version]
- Zhang, R.; Bian, N.; Lu, H.; Li, Y.; Tian, Y.; Li, W. Molten Pool Swing in Printing the Steel/Inconel Functionally Gradient Material with Laser-Based Directed Energy Deposition. Manuf. Lett. 2022, 32, 44–48. [Google Scholar] [CrossRef]
- Wang, J.; East, D.; Morozov, E.V.; Seeber, A.; Escobedo-Diaz, J.P. Microstructure and Hardness Variation of Additively Manufactured Ti–Ni–C Functionally Graded Composites. J. Alloys Compd. 2021, 865, 158976. [Google Scholar] [CrossRef]
- Ramakrishnan, A.; Dinda, G.P. Functionally Graded Metal Matrix Composite of Haynes 282 and SiC Fabricated by Laser Metal Deposition. Mater. Des. 2019, 179, 107877. [Google Scholar] [CrossRef]
- Wei, W.; Zhu, L.; Wu, W.; Fan, S. TiC/Ti6Al4V Functionally Graded Composite Fabricated by in-Situ Laser Additive Manufacturing via Gas–Liquid Reaction. J. Alloys Compd. 2022, 900, 163406. [Google Scholar] [CrossRef]
- Xu, G.; Kutsuna, M.; Liu, Z.; Sun, L. Characteristic Behaviours of Clad Layer by a Multi-Layer Laser Cladding with Powder Mixture of Stellite-6 and Tungsten Carbide. Surf. Coat. Technol. 2006, 201, 3385–3392. [Google Scholar] [CrossRef]
- Ostolaza, M.; Arrizubieta, J.I.; Lamikiz, A.; Cortina, M. Functionally Graded AISI 316L and AISI H13 Manufactured by L-DED for Die and Mould Applications. Appl. Sci. 2021, 11, 771. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








| Feature | L-PBF | L-DED | WAAM |
|---|---|---|---|
| Part dimensions [mm] | max. 600 × 600 × 600 | Virtually unlimited | Virtually unlimited |
| Surface finish, Ra [µm] | 9–16 | 5–30 | 200 |
| Dimensional accuracy [mm] | 0.05–0.1 | 0.5–1.0 | 1.0–2.0 |
| Build rate [g·min−1] | 3–4 | 6–50 | 300–400 |
| Densification | >99% | >99% | >99% |
| Can Process Mixed Feedstock | Can Control the Composition of the Feedstock Locally |
|---|---|
| Powder Bed Fusion, Binder Jetting | Directed Energy Deposition, Sheet Lamination 1, Material Extrusion, Material Jetting |
| Defect | Origin of Defect | Proposed Mitigation Strategy |
|---|---|---|
| Microstructure and property heterogeneity | The inhomogeneous distribution of the multi-material mixture constituents due to differences in material densities (heavier particles may sink) and the liquid surface tension. | Careful material selection (composition and powder size) and control of the solidification rate (faster solidification) will inhibit heavy particles from sinking. |
| Selective vaporisation of elements | Differences in thermal properties (i.e., thermal conductivity, melting temperature) and laser absorptivity levels of constituents make the distribution of the heat input challenging, and there is a risk of causing preferential vaporisation of low-melting elements. | Careful control of the thermal cycle of the process and adjustment of the mixture composition to account for this vaporisation preventively. |
| Deviation from target multi- material composition | Differences in the inertial properties of the multi-material feedstock constituents (i.e., density and powder granulometry) may cause in-flight segregation of the materials during the injection. If materials are concentrated differently by the nozzle, the composition of the powder mixture entering the melt pool might differ from that being fed by the powder feeder. | New nozzle concepts, where the design agrees with the powder flow behaviour of each material. Conversely, if the concentration of the powder can be anticipated, the concentration of the powder provided by the powder feeder can be modified to target the nominal composition in the melt pool. |
| Cracking–alloy incompatibility | Certain elemental compositions and the thermal cycle of the process may promote the formation of intermetallics and undesired hard phases, which at the same time may cause cracking of the built part. | Conflicting compositions should be avoided when there is a risk of formation of intermetallics. This can be prevented based on phase diagrams derived from CALPHAD (Calculation of Phase Diagrams) simulations. |
| Cracking–residual stresses | Differing thermomechanical properties (i.e., CTE, elastic modulus) or differences in the crystal structures of the constituents may cause additional residual stresses during processing or in-service operation. When high residual stresses are generated, the material will suffer a catastrophic failure as a result of cracking. | Preheating has been reported to reduce residual stresses. Conversely, FGM strategies can be implemented to mitigate the formation of residual stresses. |
| Publications | Materials | Application | Main Results | Limitations/Observations |
|---|---|---|---|---|
| Jiang and Kovacevic, 2007 [139] | AISI H13 and TiC | Die and mould industry | MMCs containing less TiC exhibited higher erosion resistance. | No comprehensive discussion of the mechanisms behind this phenomenon was provided. |
| Nurminen, Näkki and Vuoristo, 2009 [138] | Various matrix and reinforcement materials | Miscellaneous | The abrasion resistance of the MMC does not depend solely on the reinforcement but also on the matrix. | The study focused only on the material selection and no importance was given to the processing conditions. |
| Bartkowski and Bartkowska, 2017 [125] | Stellite 6 and WC | Oil and gas | The massive difference in hardness between the reinforcement and matrix promoted severe wear mechanisms. | Preliminary results on the effects of different process parameters were provided, but no comprehensive analysis of the underlying phenomena was given |
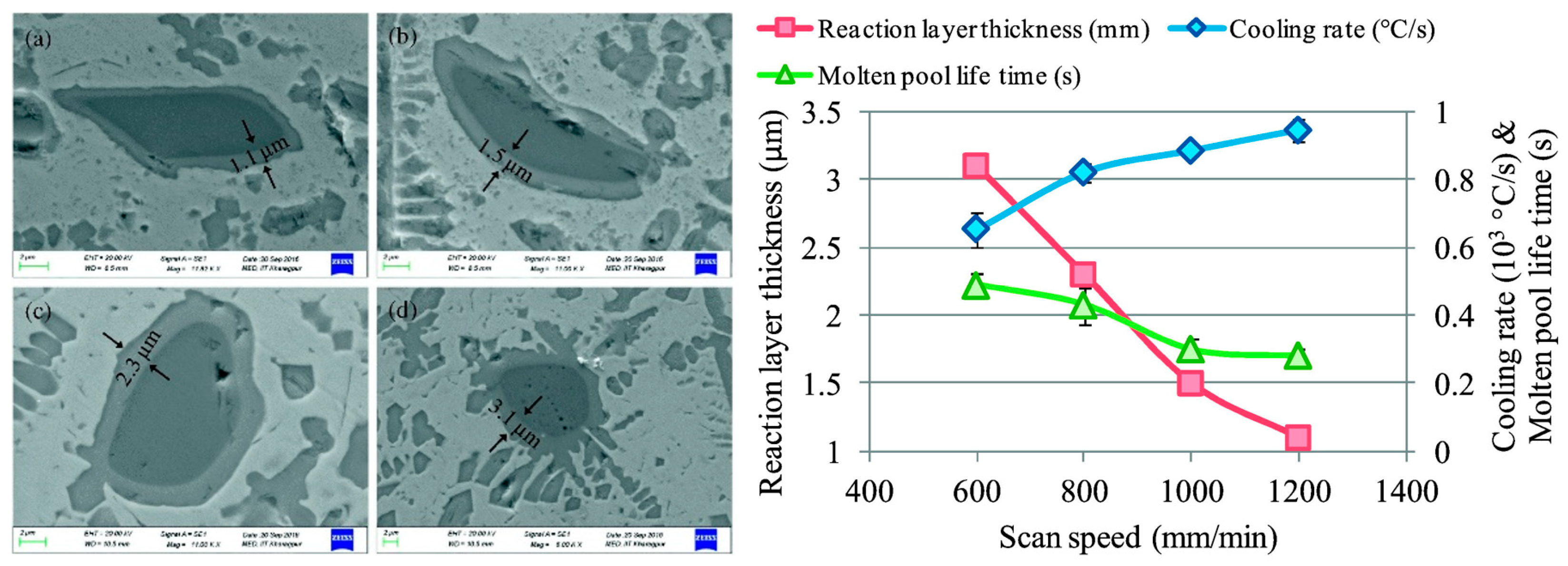
| Muvvala, Patra Karmakar, and Nath, 2017 [126] | Inconel 718 and WC | Aerospace industry | The longer melt pool lifetime promotes the decomposition of the reinforcement phase and is detrimental to the wear resistance of MMC coatings. | The hardness of the coatings and subsequent hardening mechanisms are not evaluated. |
| Li et al., 2021 [122] | Fe60 self-fluxing alloy and WC | Miscellaneous | The phase evolution of the multi-material coating was formulated and supported by microstructural observations. | The effect of the processing conditions was not considered and the performance of the proposed coatings was not evaluated comparatively. |
| Zhao et al., 2022 [141] | Ni-based alloy and WC | Miscellaneous | WC particles suffer from dissolution, diffusion, fragmentation, and precipitation mechanisms when exposed to high temperatures. | The study only focused on microhardness and not on the hardness of the composite. The influence of the thermal cycle of the process was not considered. |
| Raahgini and Verdi, 2022 [120] | Inconel 625 and VC | Miscellaneous | Though showing higher hardness, MMC coatings with high reinforcement contents suffered a loss in wear resistance due to the appearance of the third body wear mechanism. | The effect of the processing conditions was not considered. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ostolaza, M.; Arrizubieta, J.I.; Lamikiz, A.; Plaza, S.; Ortega, N. Latest Developments to Manufacture Metal Matrix Composites and Functionally Graded Materials through AM: A State-of-the-Art Review. Materials 2023, 16, 1746. https://doi.org/10.3390/ma16041746
Ostolaza M, Arrizubieta JI, Lamikiz A, Plaza S, Ortega N. Latest Developments to Manufacture Metal Matrix Composites and Functionally Graded Materials through AM: A State-of-the-Art Review. Materials. 2023; 16(4):1746. https://doi.org/10.3390/ma16041746
Chicago/Turabian StyleOstolaza, Marta, Jon Iñaki Arrizubieta, Aitzol Lamikiz, Soraya Plaza, and Naiara Ortega. 2023. "Latest Developments to Manufacture Metal Matrix Composites and Functionally Graded Materials through AM: A State-of-the-Art Review" Materials 16, no. 4: 1746. https://doi.org/10.3390/ma16041746