
Processing of Low-Density HGM-Filled Epoxy–Syntactic Foam Composites with High Specific Properties for Marine Applications


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
Fabrication of e–SFCs
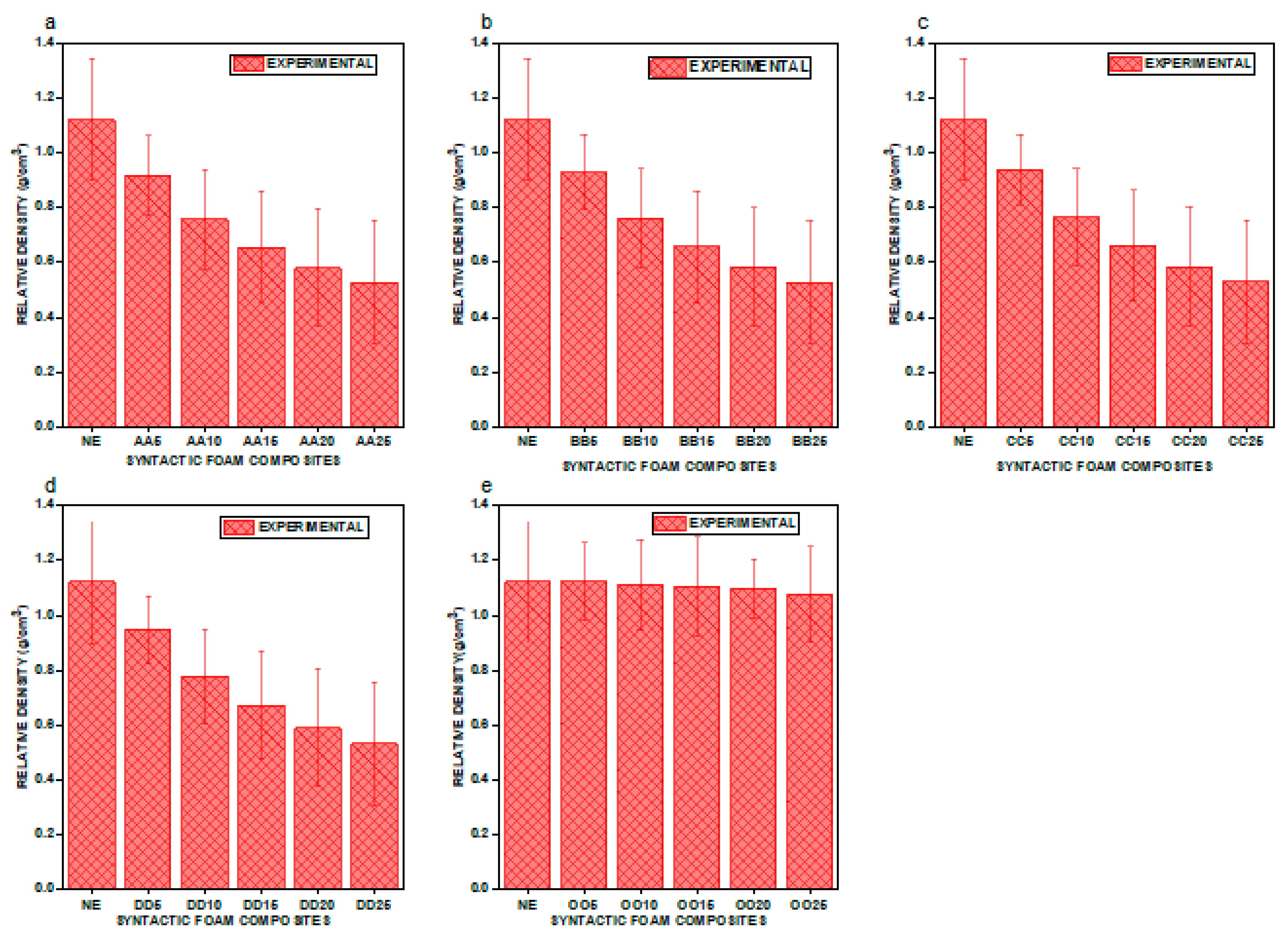
2.3. Denaisty Measurement of e–SFCs
2.4. Mechanical Characterization
2.5. Scanning Electron Microscopy
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rane, A.V.; Kanny, K.; Pandurangan, M.T.; Thomas, S. Density and Its Role in Predicting Interphase Characteristics and Dispersion in Poly(Lactic Acid)–Particulate Fillers Composites. Mater. Perform. Charact. 2021, 10, 173–180. [Google Scholar] [CrossRef]
- Ullas, A.V.; Kumar, D.; Roy, P.K. Epoxy-Glass Microballoon Syntactic Foams: Rheological Optimization of the Processing Window. Adv. Polym. Technol. 2019, 2019, 9180302. [Google Scholar] [CrossRef] [Green Version]
- Olusegun, A.; Afolabi, K.K.; Mohan, T.P. Processing of Hollow Glass Microspheres (HGM) filled Epoxy Syntactic Foam Composites with improved Structural Characteristics. Sci. Eng. Compos. Mater. 2021, 28, 116–127. [Google Scholar] [CrossRef]
- Andrew Wright, A.K. The Processing and Properties of Syntactic Al Foams Containing Low Cost Expanded Glass Particles. Adv. Eng. Mater. 2016, 17, 1–6. [Google Scholar]
- Mishurov, K.S.; Murashov, V.V. Determination of the composition and density of polymer composite materials in details and constructions by nondestructive methods. Polym. Sci. Ser. D 2016, 9, 176–180. [Google Scholar] [CrossRef]
- Ghamsari, A.K.; Zegeye, E.; Woldesenbet, E. Viscoelastic properties of syntactic foam reinforced with short sisal fibers. J. Compos. Mater. 2013, 49, 27–34. [Google Scholar] [CrossRef]
- Sankaran, S.; Sekhar, K.R.; Raju, G.; Kumar, M.N.J. Characterization of epoxy syntactic foams by dynamic mechanical analysis. J. Mater. Sci. 2006, 41, 4041–4046. [Google Scholar] [CrossRef]
- Woldesenbet, E.; Gupta, N.; Jadhav, A. Effects of density and strain rate on properties of syntactic foams. J. Mater. Sci. 2005, 40, 4009–4017. [Google Scholar] [CrossRef]
- Afolabi, O.A.; Kanny, K.; Mohan, T.P. Loading Effect of Hollow Glass Microsphere (HGM) and Foam Microstructure on the 299 Specific Mechanical Properties and Water Absorption of Syntactic Foam Composite. Int. J. Eng. Res. Afr. 2021, 56, 34–50. [Google Scholar] [CrossRef]
- Musha, H.; Chandratilleke, G.R.; Chan, S.L.I. Effects of size and density differences on mixing of binary mixtures of particles. AIP Conf. Proc. 2013, 1542, 739–742. [Google Scholar] [CrossRef]
- Ozkutlu, M.; Dilek, C.; Bayram, G. Effects of hollow glass microsphere density and surface modification on the mechanical and thermal properties of poly(methyl methacrylate) syntactic foams. Compos. Struct. 2018, 202, 545–550. [Google Scholar] [CrossRef]
- Mostovoi, A.S.; Bunenkov, P.N.; Panova, L.G. Fireproof foamed epoxy polymers. Inorg. Mater. Appl. Res. 2016, 7, 768–772. [Google Scholar] [CrossRef]
- Kar, K.K. (Ed.) Composite Materials Processing, Applications, and Characterizations; Springer: Kanpur, India, 2017; p. 694. [Google Scholar] [CrossRef]
- Galvagnini, F.; Fredi, G.; Dorigato, A.; Fambri, L.; Pegoretti, A. Mechanical Behaviour of Multifunctional Epoxy/Hollow Glass Microspheres/Paraffin Microcapsules Syntactic Foams for Thermal Management. Polymers 2021, 13, 2896. [Google Scholar] [CrossRef]
- Park, S.-J.; Jin, F.-L.; Lee, C. Preparation and physical properties of hollow glass microspheres-reinforced epoxy matrix resins. Mater. Sci. Eng. A 2005, 402, 335–340. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, M.; Chen, Y.; He, J.; Wang, X.; Xie, J.; Li, Z.; Chen, Z.; Fu, Y.; Xiong, C.; et al. Epoxy resin/hollow glass microspheres composite materials with low dielectric constant and excellent mechanical performance. J. Appl. Polym. Sci. 2022, 139, e52787. [Google Scholar] [CrossRef]
- Shi, X.; Shi, G.; Li, S.; Du, X.; Han, Y. Sound Insulation Properties of Hollow Polystyrene Spheres/Polyethylene Glycol/Epoxy Composites. Polymers 2022, 14, 1388. [Google Scholar] [CrossRef]
- Bekeshev, A.; Mostovoy, A.; Kadykova, Y.; Akhmetova, M.; Tastanova, L.; Lopukhova, M. Development and Analysis of the Physicochemical and Mechanical Properties of Diorite-Reinforced Epoxy Composites. Polymers 2021, 13, 2421. [Google Scholar] [CrossRef]
- D792-08; A Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. 100 Barr Harbor Drive, PO Box C700; ASTM International: West Conshohocken, PA, USA, 2008; pp. 19428–22959.
- Afolabi, O.A.; Kanny, K.; Mohan, T.P. Analysis of Particle Variation Effect on Flexural Properties of Hollow Glass Microsphere Filled Epoxy Matrix Syntactic Foam Composites. Polymers 2022, 14, 4848. [Google Scholar] [CrossRef]
- Simonov-Emel’yanov, I.D.; Trofimov, A.N.; Apeksimov, N.V.; Zubkov, S.B. The structure formation in polymer composites with hollow glass microspheres. Plast. Massy 2014, 11, 6–10. [Google Scholar]
- Wang, P.; Zhong, S.; Yan, K.; Liao, B.; Zhang, J. Influence of a batch of hollow glass microspheres with different strength grades on the compression strength of syntactic foam. Compos. Sci. Technol. 2022, 223, 109442. [Google Scholar] [CrossRef]
- Wypych, G. Handbook of Fillers; ChemTec Pub.: Toronto, ON, Canada, 2010; Volume 92. [Google Scholar]
- Shira, S.; Buller, C. Mixing and Dispersion of Hollow Glass Microsphere Products. In Hollow Glass Microspheres for Plastics, Elastomers, and Adhesives Compounds; Elsevier: Oxford, UK, 2015; pp. 241–271. [Google Scholar] [CrossRef]
- Ding, J.; Liu, Q.; Zhang, B.; Ye, F.; Gao, Y. Preparation and characterization of hollow glass microsphere ceramics and silica aerogel/hollow glass microsphere ceramics having low density and low thermal conductivity. J. Alloys Compd. 2020, 831, 154737. [Google Scholar] [CrossRef]
- Bhatia, S.; Angra, S.; Khan, S. Mechanical and wear properties of epoxy matrix composite reinforced with varying ratios of solid glass microspheres. Proc. J. Phys. 2019, 1240, 012080. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | NE | AA5 | AA10 | AA15 | AA20 | AA25 |
| BB5 | BB10 | BB15 | BB20 | BB25 | ||
| CC5 | CC10 | CC15 | CC20 | CC25 | ||
| DD5 | DD10 | DD15 | DD20 | DD25 | ||
| LR20 | 100 | 95 | 90 | 85 | 80 | 75 |
| LR281 | ||||||
| HGM | 0 | 5 | 10 | 15 | 20 | 25 |
| Units | Volume percent (vol%) | |||||
| Code | AA: 20–24 µm; BB: 25–44 µm; CC: 45–49 µm and DD: 50–60 µm, OO: 0–60 µm, NE–neat epoxy | |||||
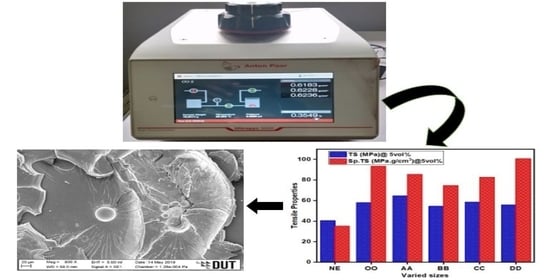
| Size Variation | True Density (g/cm3) | Wall Thickness “t” (µm) | Aspect Ratio “a” | Tensile Strength @5 vol% (MPa) | Sp. Tensile Strength @5 vol% (MPa·g/cm3) |
|---|---|---|---|---|---|
| OO | 0.6000 | 4.637 | 8.467 | 57.97 | 93.26 |
| AA | 0.7548 | 4.401 | 6.735 | 64.51 | 85.47 |
| BB | 0.7286 | 4.426 | 6.972 | 54.38 | 74.64 |
| CC | 0.7083 | 4.099 | 7.172 | 58.62 | 82.76 |
| DD | 0.5529 | 5.990 | 9.188 | 55.74 | 100.81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Afolabi, O.A.; Mohan, T.P.; Kanny, K. Processing of Low-Density HGM-Filled Epoxy–Syntactic Foam Composites with High Specific Properties for Marine Applications. Materials 2023, 16, 1732. https://doi.org/10.3390/ma16041732
Afolabi OA, Mohan TP, Kanny K. Processing of Low-Density HGM-Filled Epoxy–Syntactic Foam Composites with High Specific Properties for Marine Applications. Materials. 2023; 16(4):1732. https://doi.org/10.3390/ma16041732
Chicago/Turabian StyleAfolabi, Olusegun Adigun, Turup Pandurangan Mohan, and Krishnan Kanny. 2023. "Processing of Low-Density HGM-Filled Epoxy–Syntactic Foam Composites with High Specific Properties for Marine Applications" Materials 16, no. 4: 1732. https://doi.org/10.3390/ma16041732