

A Review of the Metal Additive Manufacturing Processes
 , ,
, ,  , and
, and
Abstract
:1. Introduction

2. Material Jetting
2.1. Liquid Metal Jetting
2.2. Nanoparticle Inkjet Printing

2.3. Aerosol Jet Printing
3. Powder Bed Fusion
3.1. Selective Laser Melting
3.2. Electron Beam Melting
3.3. Direct Metal Laser Sintering
3.4. Selective Laser Sintering
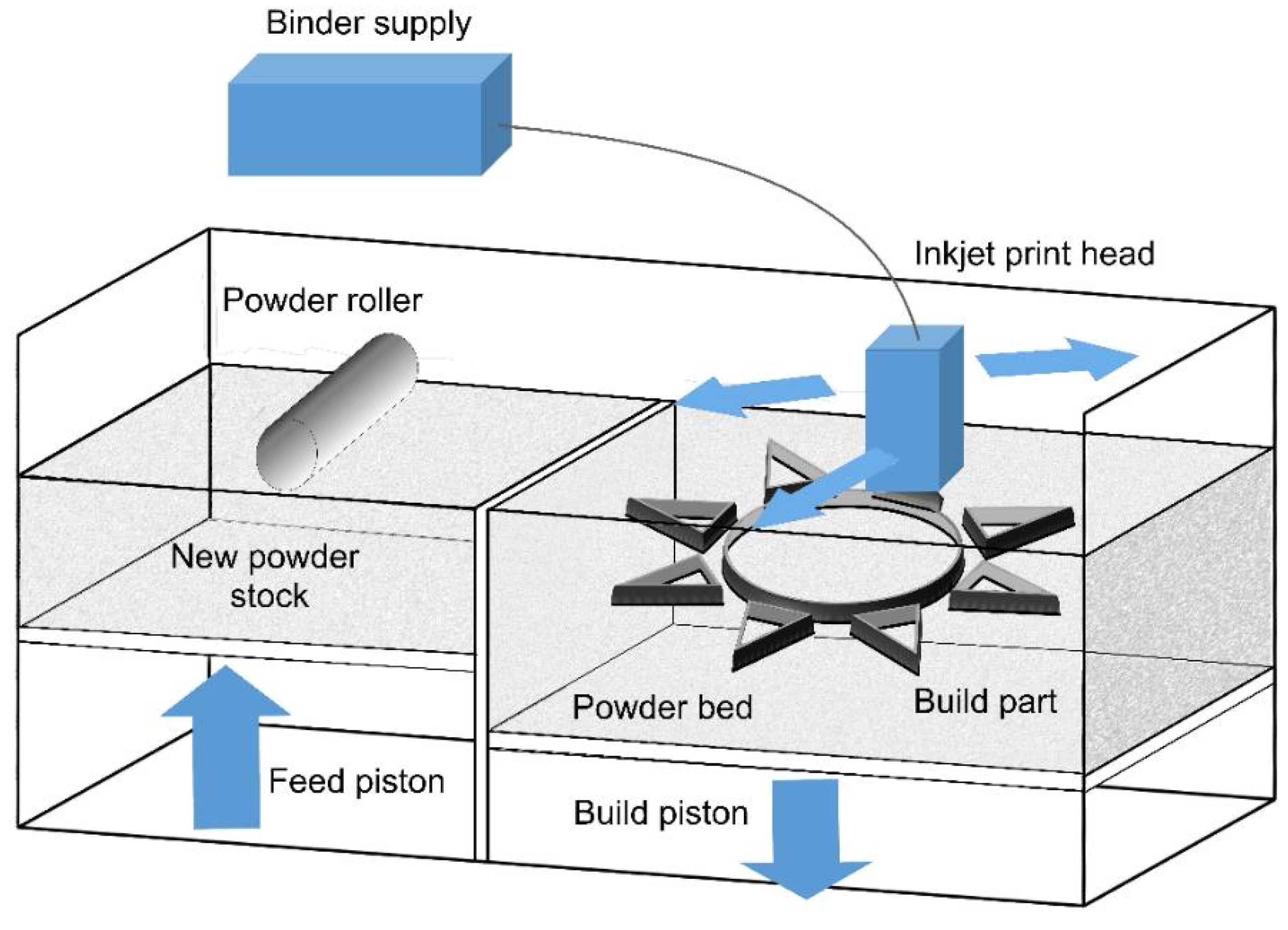
4. Binder Jetting
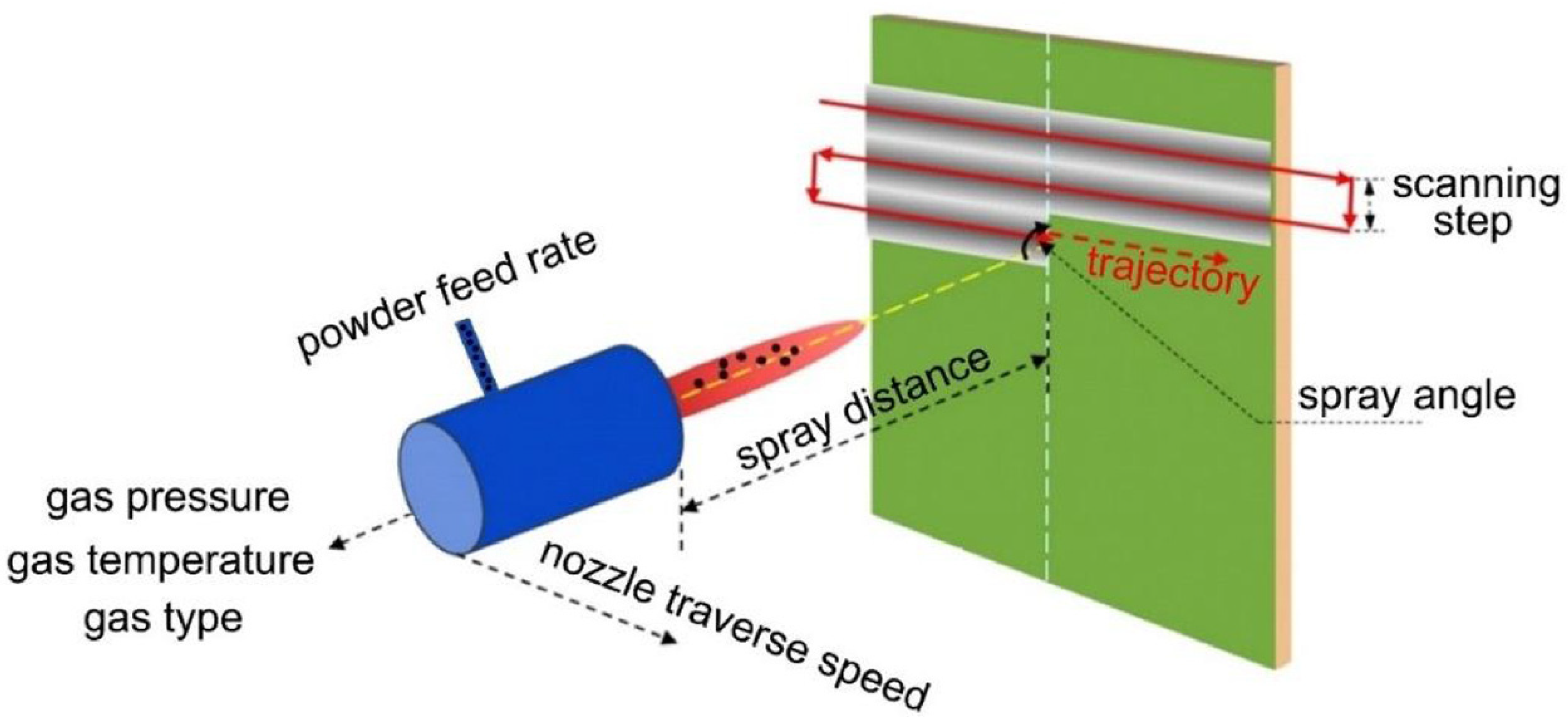
5. Cold Spray Additive Manufacturing
6. Hybrid Metal Extrusion and Bonding Additive Manufacturing
7. Sheet Lamination
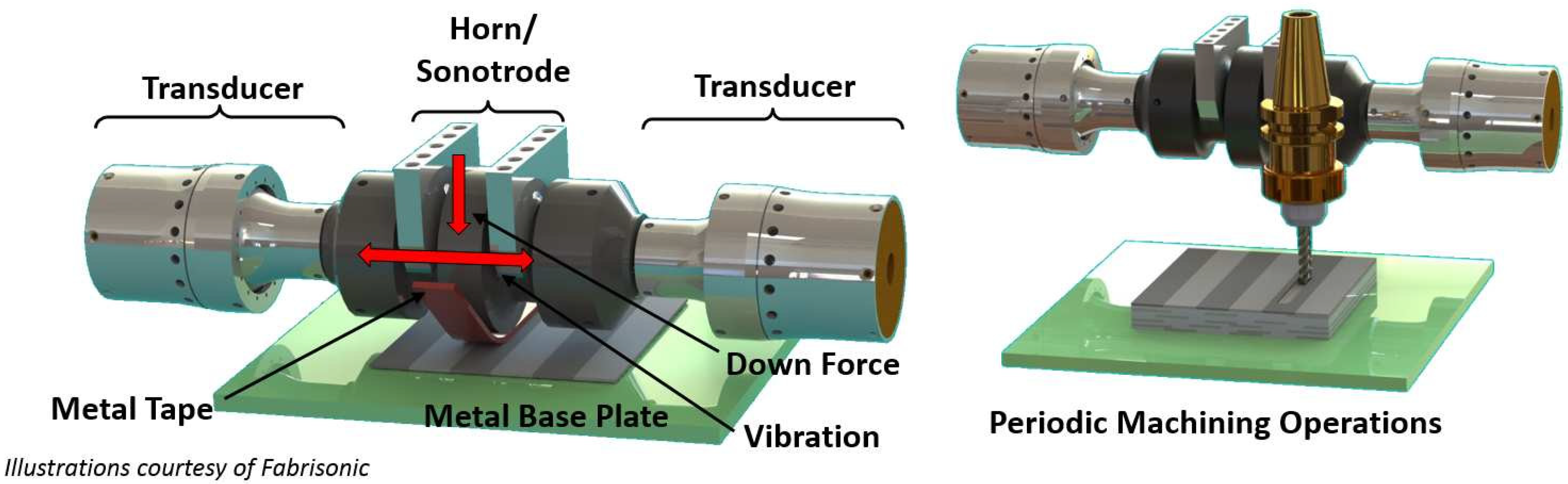
7.1. Ultrasonic Additive Manufacturing
7.2. Friction Stir Additive Manufacturing
- The plates/sheets that are additively manufactured are prepared with regard to surface properties. These plates are manufactured in the desired dimensions and degreased with the acetone.
- Stacking metal sheets: In this step, two plates should be overlapped, one over the other, and oriented as desired.
- Performing a complete FSLW run: After the stacking of the two sheets/plates, the FSLW is performed. After the first run, provided the required build height is made, the process will be finalized. Otherwise, the process will proceed to step 4.
- Flattening of the upper surface: If the required build height is not made, the deposition of new layers over the build is needed. Therefore, the upper surfaces of the previously fabricated layers are flattened in order to remove the flash that occurred during FSLW. After surface preparation, a new sheet/plate is placed over the top layer. Then, steps 2–4 are repeated until the desired height of the build is provided [75].
7.3. Friction Forging Tubular Additive Manufacturing
8. Direct Energy Deposition
8.1. Powder Feed Systems
8.2. Wire Feed System
8.2.1. Wire Arc Additive Manufacturing
8.2.2. Wire Laser Additive Manufacturing
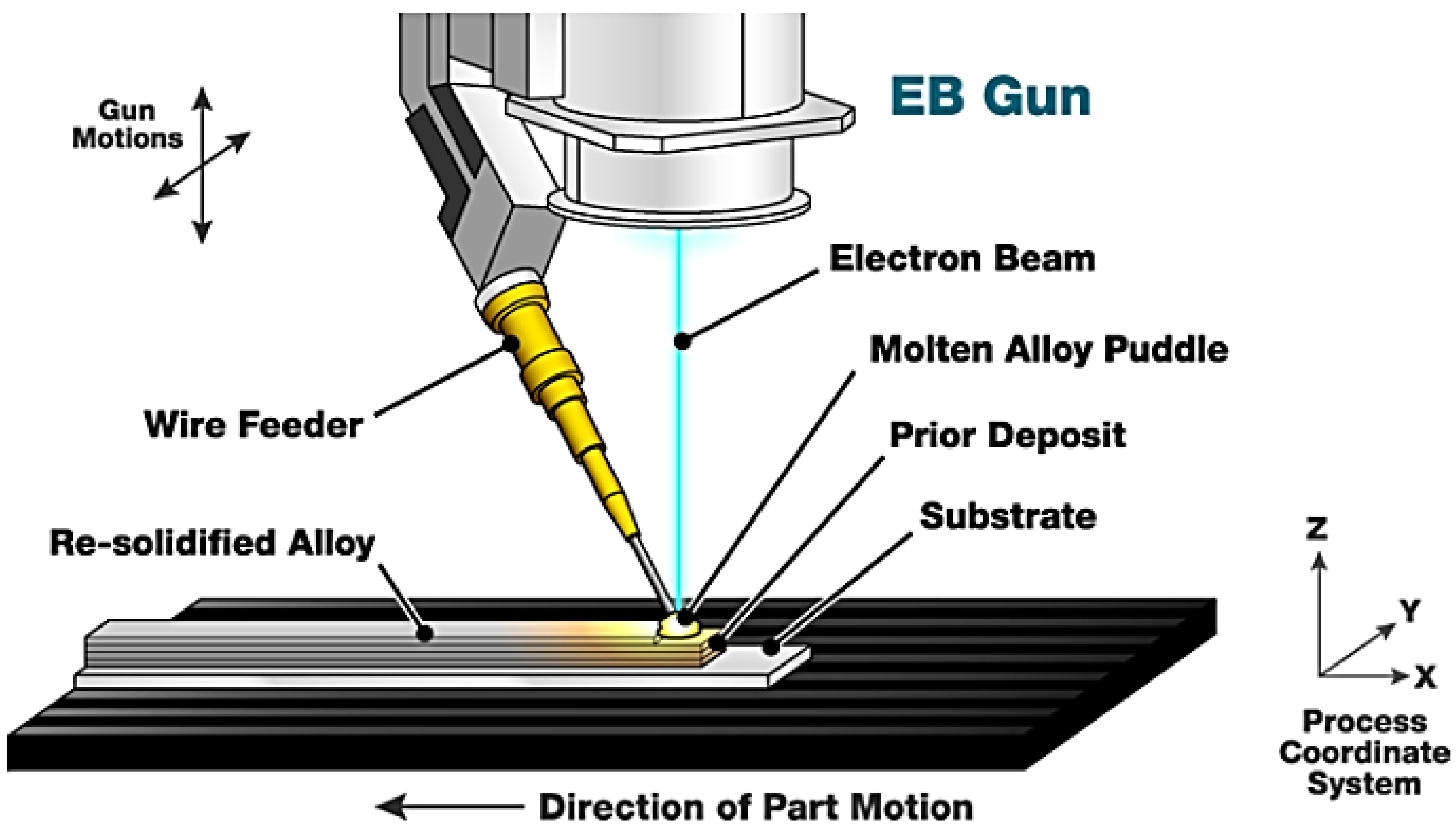
8.2.3. Electron Beam Additive Manufacturing
9. Electrochemical Methods
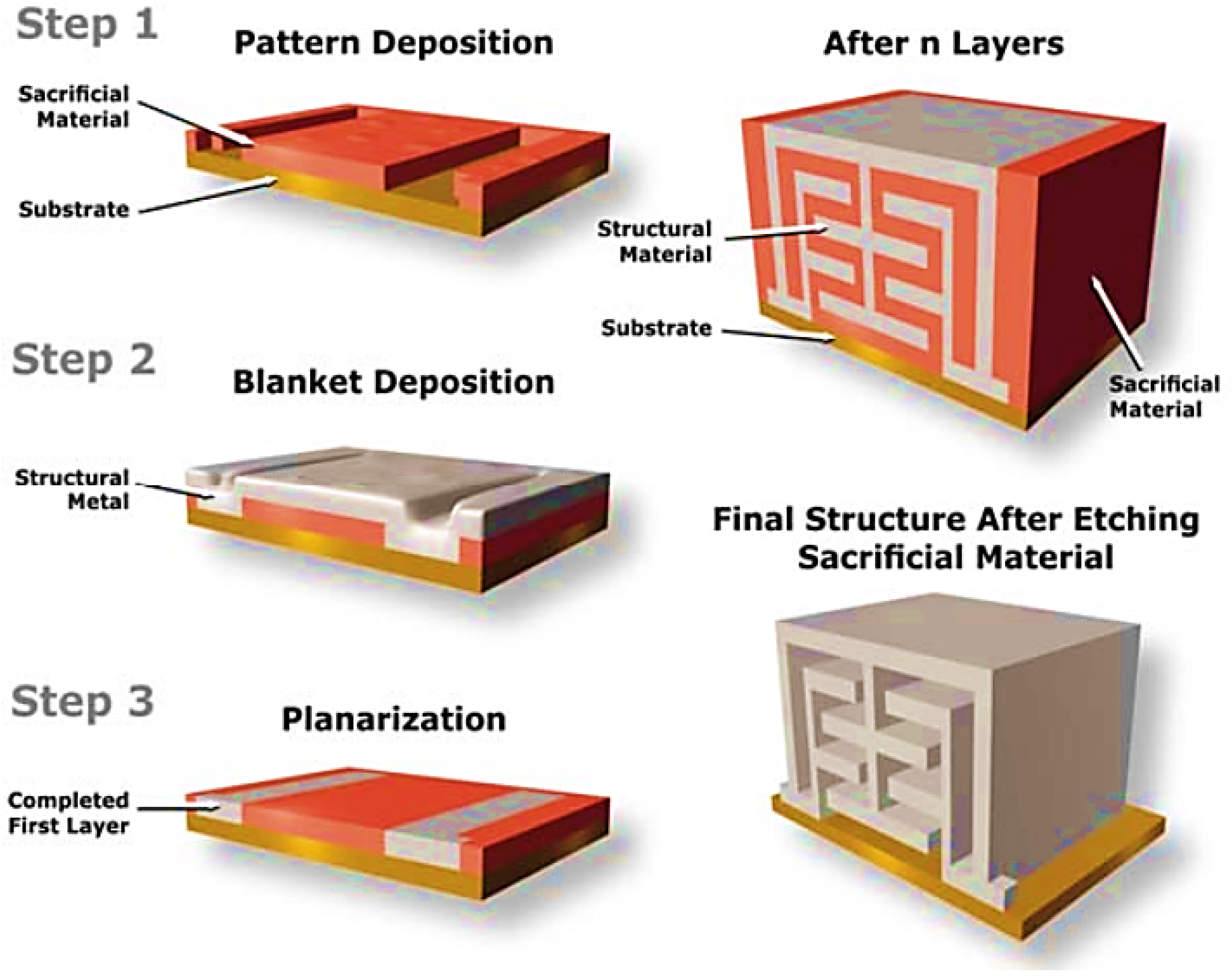
9.1. Electrochemical Fabrication
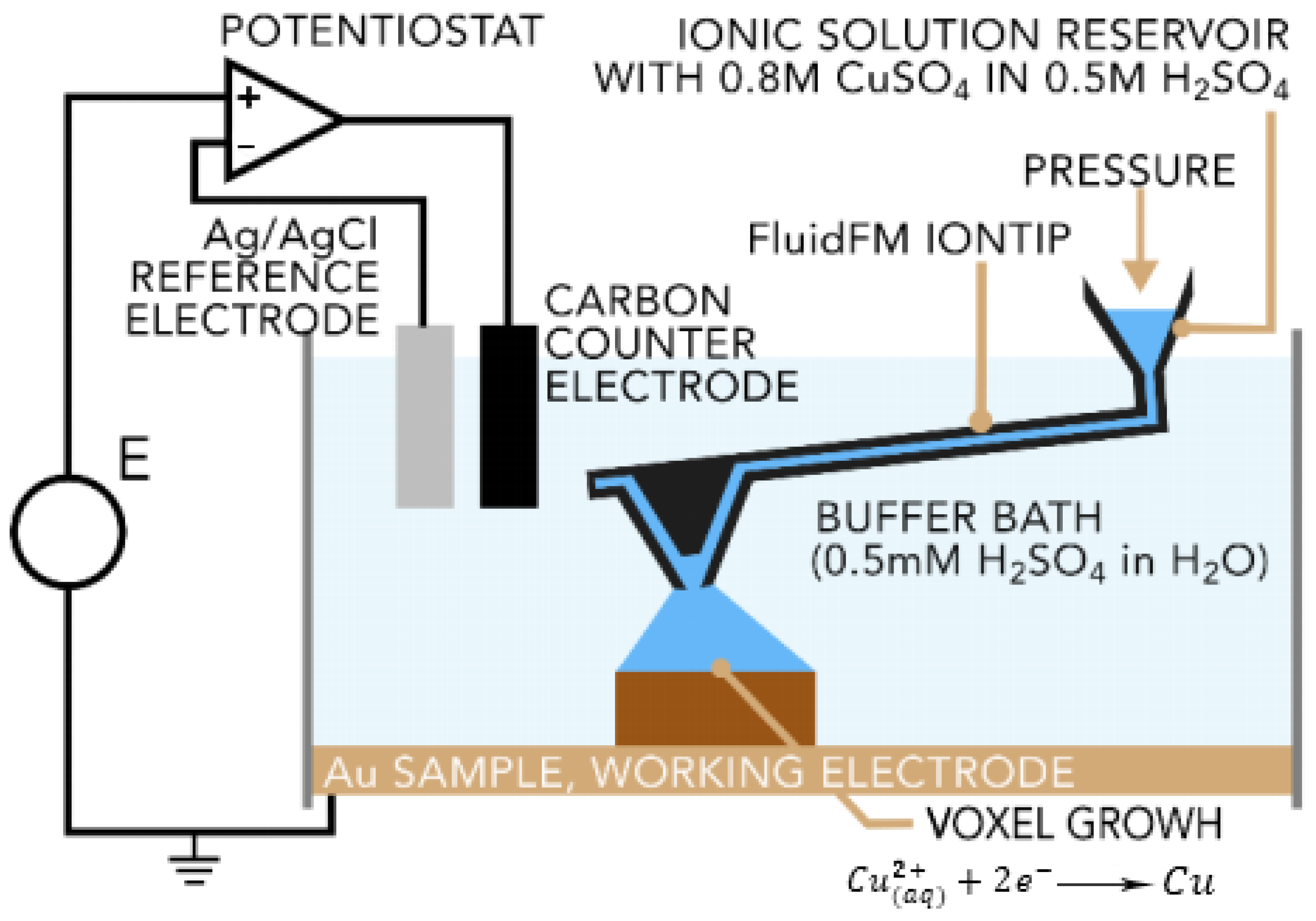
9.2. Fluidic Force Microscope
10. Summary
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Katz-Demyanetz, A.; Popov, V.V.; Kovalevsky, A.; Safranchik, D.; Koptyug, A. Powder-bed additive manufacturing for aerospace application: Techniques, metallic and metal/ceramic composite materials and trends. Manuf. Rev. 2019, 6, 5. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Song, Y.; Yan, Y.; Zhang, R.; Xu, D.; Wang, F. Manufacture of the die of an automobile deck part based on rapid prototyping and rapid tooling technology. J. Mater. Process. Technol. 2002, 120, 237–242. [Google Scholar] [CrossRef]
- Asnafi, N. Metal Additive Manufacturing—State of the Art 2020. Metals 2021, 11, 867. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; Standard Terminology for Additive Manufacturing–General Principles–Terminology. ISO: Geneva, Switzerland, 2021; Volume 1, pp. 1–9.
- He, F.; Yuan, L.; Mu, H.; Ros, M.; Ding, D.; Pan, Z.; Li, H. Research and application of artificial intelligence techniques for wire arc additive manufacturing: A state-of-the-art review. Robot. Comput. Integr. Manuf. 2023, 82, 102525. [Google Scholar] [CrossRef]
- Mirzaali, M.J.; Moosabeiki, V.; Rajaai, S.M.; Zhou, J.; Zadpoor, A.A. Additive Manufacturing of Biomaterials—Design Principles and Their Implementation. Materials 2022, 15, 5457. [Google Scholar] [CrossRef] [PubMed]
- Lyons, B. Additive manufacturing in aerospace: Examples and research outlook. Bridge 2014, 44, 13–19. [Google Scholar]
- Ni, M.; Chen, C.; Xu, R.; Hosseini, S.R.E.; Li, R.; Zhang, X.; Zhou, K. Microstructure and mechanical properties of additive manufactured Inconel 718 alloy strengthened by oxide dispersion with 0.3 wt% Sc addition. J. Alloys Compd. 2022, 918, 165763. [Google Scholar] [CrossRef]
- Singh, S.; Sharma, S.K.; Rathod, D.W. A review on process planning strategies and challenges of WAAM. Mater. Today Proc. 2021, 47, 6564–6575. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.; Veldhuis, S.C. A Review of Metal Additive Manufacturing Technologies. Solid State Phenom. 2018, 278, 1–14. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, F.; Zhang, K.; Nie, P.; Elmi Hosseini, S.R.; Feng, K.; Li, Z. Laser powder deposition of carbon nanotube reinforced nickel-based superalloy Inconel 718. Carbon N. Y. 2016, 107, 361–370. [Google Scholar] [CrossRef]
- Ansell, T.Y. Current Status of Liquid Metal Printing. J. Manuf. Mater. Process. 2021, 5, 31. [Google Scholar] [CrossRef]
- Vaezi, M.; Drescher, P.; Seitz, H. Beamless Metal Additive Manufacturing. Materials 2020, 13, 922. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Kwok, T.-H.; Zhou, C. In-situ Droplet Inspection and Control System for Liquid Metal Jet 3D Printing Process. Procedia Manuf. 2017, 10, 968–981. [Google Scholar] [CrossRef]
- Priest, J.W.; Smith, C.; DuBois, P. Liquid Metal Jetting for Printing Metal Parts. In Proceedings of the 8th Solid Freeform Fabrication Symposium, Austin, TX, USA, 11–13 August 1997; pp. 1–9. [Google Scholar]
- Hill, C. liquid metal 3D printing. Transplantation 2014, 97, 1200. [Google Scholar]
- Gaikwad, A.; Chang, T.; Giera, B.; Watkins, N.; Mukherjee, S.; Pascall, A.; Stobbe, D.; Rao, P. In-process monitoring and prediction of droplet quality in droplet-on-demand liquid metal jetting additive manufacturing using machine learning. J. Intell. Manuf. 2022, 33, 2093–2117. [Google Scholar] [CrossRef]
- Singh, M.; Haverinen, H.M.; Dhagat, P.; Jabbour, G.E. Inkjet printing-process and its applications. Adv. Mater. 2010, 22, 673–685. [Google Scholar] [CrossRef]
- Nayak, L.; Mohanty, S.; Nayak, S.K.; Ramadoss, A. A review on inkjet printing of nanoparticle inks for flexible electronics. J. Mater. Chem. C 2019, 7, 8771–8795. [Google Scholar] [CrossRef]
- Raut, N.C.; Al-Shamery, K. Inkjet printing metals on flexible materials for plastic and paper electronics. J. Mater. Chem. C 2018, 6, 1618–1641. [Google Scholar] [CrossRef]
- Lee, B.K.; Yun, Y.H.; Choi, J.S.; Choi, Y.C.; Kim, J.D.; Cho, Y.W. Fabrication of drug-loaded polymer microparticles with arbitrary geometries using a piezoelectric inkjet printing system. Int. J. Pharm. 2012, 427, 305–310. [Google Scholar] [CrossRef]
- Alhendi, M.; Sivasubramony, R.S.; Weerawarne, D.L.; Iannotti, J.; Borgesen, P.; Poliks, M.D. Assessing Current-Carrying Capacity of Aerosol Jet Printed Conductors. Adv. Eng. Mater. 2020, 22, 2000520. [Google Scholar] [CrossRef]
- Capel, A.; Smith, M.; Taccola, S.; Pardo-Figuerez, M.; Rimington, R.; Lewis, M.; Christie, S.; Kay, R.; Harris, R. Digitally Driven Aerosol Jet Printing to Enable Customisable Neuronal Guidance. Front. Cell Dev. Biol. 2021, 9, 2347. [Google Scholar] [CrossRef]
- Seiti, M.; Degryse, O.; Ferraris, E. Aerosol Jet® printing 3D capabilities for metal and polymeric inks. Mater. Today Proc. 2022, 70, 38–44. [Google Scholar] [CrossRef]
- Kravchenko, D.E.; Matavž, A.; Rubio-Giménez, V.; Vanduffel, H.; Verstreken, M.; Ameloot, R. Aerosol Jet Printing of the Ultramicroporous Calcium Squarate Metal–Organic Framework. Chem. Mater. 2022, 34, 6809–6814. [Google Scholar] [CrossRef]
- Carrozza, A.; Aversa, A.; Fino, P.; Lombardi, M. A study on the microstructure and mechanical properties of the Ti-6Al-2Sn-4Zr-6Mo alloy produced via Laser Powder Bed Fusion. J. Alloys Compd. 2021, 870, 159329. [Google Scholar] [CrossRef]
- Dejene, N.D.; Lemu, H.G. Current Status and Challenges of Powder Bed Fusion-Based Metal Additive Manufacturing: Literature Review. Metals 2023, 13, 424. [Google Scholar] [CrossRef]
- Leary, M. 3.1—Design of titanium implants for additive manufacturing. In Woodhead Publishing Series in Biomaterials; Froes, F.H., Qian, D.A., Eds.; Woodhead Publishing: Sawston, UK, 2018; pp. 203–224. [Google Scholar]
- Trevisan, F.; Calignano, F.; Aversa, A.; Marchese, G.; Lombardi, M.; Biamino, S.; Ugues, D.; Manfredi, D. Additive manufacturing of titanium alloys in the biomedical field: Processes, properties and applications. J. Appl. Biomater. Funct. Mater. 2017, 16, 57–67. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting-selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef]
- Gao, B.; Zhao, H.; Peng, L.; Sun, Z. A Review of Research Progress in Selective Laser Melting (SLM). Micromachines 2023, 14, 57. [Google Scholar] [CrossRef]
- Chia, H.Y.; Wu, J.; Wang, X.; Yan, W. Process parameter optimization of metal additive manufacturing: A review and outlook. J. Mater. Inform. 2022, 2, 16. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A review of various materials for additive manufacturing: Recent trends and processing issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar] [CrossRef]
- Jahani, B.; Wang, X.; Brooks, A. Additive Manufacturing Techniques for Fabrication of Bone Scaffolds for Tissue Engineering Applications. Recent Prog. Mater. 2020, 2, 021. [Google Scholar] [CrossRef]
- Gupta, K.; Meena, K. Artificial bone scaffolds and bone joints by additive manufacturing: A review. Bioprinting 2023, 31, e00268. [Google Scholar] [CrossRef]
- Yang, T.; Mazumder, S.; Jin, Y.; Squires, B.; Sofield, M.; Pantawane, M.V.; Dahotre, N.B.; Neogi, A. A Review of Diagnostics Methodologies for Metal Additive Manufacturing Processes and Products. Materials 2021, 14, 4929. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Zhang, S.; Xu, S.; Pan, Y.; Li, J.; Li, T. Mechanism Study of the Effect of Selective Laser Melting Energy Density on the Microstructure and Properties of Formed Renewable Porous Bone Scaffolds. Metals 2022, 12, 1712. [Google Scholar] [CrossRef]
- Li, J.; Duan, C.; Zhao, M.; Luo, X. A Review of Metal Additive Manufacturing Application and Numerical Simulation. IOP Conf. Ser. Earth Environ. Sci. 2019, 252, 22036. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies–Rapid Prototyping to Direct Digital Manufacturing; Springer: Boston, MA, USA, 2010; Volume 5. [Google Scholar]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Gaytan, S.M.; Ramirez, D.A.; Machado, B.I.; Shindo, P.W.; Martinez, J.L.; Medina, F.; Wooten, J.; Ciscel, D.; et al. Microstructural Architecture, Microstructures, and Mechanical Properties for a Nickel-Base Superalloy Fabricated by Electron Beam Melting. Metall. Mater. Trans. A 2011, 42, 3491–3508. [Google Scholar] [CrossRef]
- Chan, K.; Koike, M.; Mason, R.; Okabe, T. Fatigue Life of Titanium Alloys Fabricated by Additive Layer Manufacturing Techniques for Dental Implants. Metall. Mater. Trans. A 2012, 44, 1010–1022. [Google Scholar] [CrossRef]
- Pragana, J.; Sampaio, R.; Braganca, I.; Silva, C.; Martins, P.A.F. Hybrid metal additive manufacturing: A state-of-the-art review. Adv. Ind. Manuf. Eng. 2021, 2, 100032. [Google Scholar] [CrossRef]
- Nandy, J.; Sarangi, H.; Sahoo, S. A Review on Direct Metal Laser Sintering: Process Features and Microstructure Modeling. Lasers Manuf. Mater. Process. 2019, 6, 280–316. [Google Scholar] [CrossRef]
- Grünberger, T.; Domröse, R. Direct Metal Laser Sintering. Laser Technol. J. 2015, 12, 45–48. [Google Scholar] [CrossRef]
- Natarajan, J. Advances in Additive Manufacturing Processes; Bentham Science Publishers: Singapore, 2021. [Google Scholar]
- Liou, F. Rapid Prototyping and Engineering Applications: A Toolbox for Prototype Development; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Kumar, S. Selective laser sintering: A qualitative and objective approach. JOM 2003, 55, 43–47. [Google Scholar] [CrossRef]
- Kruth, J.P.; Wang, X.; Laoui, T.; Froyen, L. Lasers and materials in selective laser sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- Kumar, S. Additive Manufacturing Processes; Springer Nature: Cham, Switzerland, 2020. [Google Scholar]
- Ahn, D.-G. Direct metal additive manufacturing processes and their sustainable applications for green technology: A review. Int. J. Precis. Eng. Manuf. Technol. 2016, 3, 381–395. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Tejo-Otero, A.; Fenollosa-Artés, F. Development of AM Technologies for Metals in the Sector of Medical Implants. Metals 2020, 10, 686. [Google Scholar] [CrossRef]
- Kumar, A.; Mandal, S.; Barui, S.; Vasireddi, R.; Gbureck, U.; Gelinsky, M.; Basu, B. Low temperature additive manufacturing of three dimensional scaffolds for bone-tissue engineering applications: Processing related challenges and property assessment. Mater. Sci. Eng. R Rep. 2016, 103, 1–39. [Google Scholar] [CrossRef]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Dutta, B.; Babu, S.; Jared, B. (Eds.) Chapter 2—Additive manufacturing technology. In Additive Manufacturing Materials and Technologies; Elsevier: Amsterdam, The Netherlands, 2019; pp. 11–53. [Google Scholar]
- Pathak, S.; Saha, G.C. Development of Sustainable Cold Spray Coatings and 3D Additive Manufacturing Components for Repair/Manufacturing Applications: A Critical Review. Coatings 2017, 7, 122. [Google Scholar] [CrossRef]
- Prashar, G.; Vasudev, H. A comprehensive review on sustainable cold spray additive manufacturing: State of the art, challenges and future challenges. J. Clean. Prod. 2021, 310, 127606. [Google Scholar] [CrossRef]
- Irissou, E.; Legoux, J.-G.; Ryabinin, A.N.; Jodoin, B.; Moreau, C. Review on Cold Spray Process and Technology: Part I—Intellectual Property. J. Therm. Spray Technol. 2008, 17, 495–516. [Google Scholar] [CrossRef]
- Pathak, S.; Saha, G.C. Cold Spray in the Realm of Additive Manufacturing; Springer International Publishing: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Blindheim, J.; Grong, Ø.; Aakenes, U.R.; Welo, T.; Steinert, M. Hybrid Metal Extrusion & Bonding (HYB)—A new technology for solid-state additive manufacturing of aluminium components. Procedia Manuf. 2018, 26, 782–789. [Google Scholar] [CrossRef]
- Blindheim, J.; Grong, Ø.; Welo, T.; Steinert, M. On the mechanical integrity of AA6082 3D structures deposited by hybrid metal extrusion & bonding additive manufacturing. J. Mater. Process. Technol. 2020, 282, 116684. [Google Scholar] [CrossRef]
- Blindheim, J.; Welo, T.; Steinert, M. Investigating the Mechanics of Hybrid Metal Extrusion and Bonding Additive Manufacturing by FEA. Metals 2019, 9, 811. [Google Scholar] [CrossRef]
- Diegel, O.; Nordin, A.; Motte, D. Additive Manufacturing Technologies. In A Practical Guide to Design for Additive Manufacturing; Springer: Singapore, 2019. [Google Scholar]
- Hopkins, C.D.; Dapino, M.J.; Fernandez, S.A. Statistical characterization of ultrasonic additive manufacturing Ti/Al composites. J. Eng. Mater. Technol. 2010, 132, 1–9. [Google Scholar] [CrossRef]
- Gujba, A.; Medraj, M. Power Ultrasonic Additive Manufacturing: Process Parameters, Microstructure, and Mechanical Properties. Adv. Mater. Sci. Eng. 2020, 2020, 1064870. [Google Scholar] [CrossRef]
- Hehr, A.; Dapino, M.J. Dynamics of ultrasonic additive manufacturing. Ultrasonics 2017, 73, 49–66. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Khodabakhshi, F.; Gerlich, A.P. Friction-forging tubular additive manufacturing (FFTAM): A new route of solid-state layer-upon-layer metal deposition. J. Mater. Res. Technol. 2020, 9, 15273–15285. [Google Scholar] [CrossRef]
- Venkit, H.; Selvaraj, S.K. Review on latest trends in friction-based additive manufacturing techniques. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 095440622211017. [Google Scholar] [CrossRef]
- Rathee, S.; Srivastava, M.; Maheshwari, S.; Kundra, T.K.; Siddiquee, A. Friction Based Additive Manufacturing Technologies: Principles for Building in Solid State, Benefits, Limitations, and Applications; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Palanivel, S.; Sidhar, H.; Mishra, R.S. Friction Stir Additive Manufacturing: Route to High Structural Performance. JOM 2015, 67, 616–621. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Noor Siddiquee, A.; Kundra, T.K. A Review on Recent Progress in Solid State Friction Based Metal Additive Manufacturing: Friction Stir Additive Techniques. Crit. Rev. Solid State Mater. Sci. 2019, 44, 345–377. [Google Scholar] [CrossRef]
- Armstrong, M.; Ahmad Mehrabi, H.; Naveed, N. An overview of modern metal additive manufacturing technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. (Eds.) Chapter 1—The Additive Manufacturing of Titanium Alloys; Butterworth-Heinemann: Oxford, UK, 2016; pp. 1–10. [Google Scholar]
- Bhavar, V.; Kattire, P.; Thakare, S.; Patil, S.; Singh, R.K.P. A Review on Functionally Gradient Materials (FGMs) and Their Applications. IOP Conf. Ser. Mater. Sci. Eng. 2017, 229, 12021. [Google Scholar] [CrossRef]
- Ahn, D.-G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf. -Green Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Herderick, E.D. Additive Manufacturing of Metals: A Review. Mater. Sci. Technol. Conf. Exhib. 2011, 2, 1413–1425. [Google Scholar]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Navarro, M.; Matar, A.; Diltemiz, S.F.; Eshraghi, M. Development of a Low-Cost Wire Arc Additive Manufacturing System. J. Manuf. Mater. Process. 2022, 6, 3. [Google Scholar] [CrossRef]
- Martina, F.; Colegrove, P.A.; Williams, S.W.; Meyer, J. Microstructure of interpass rolled wire plus arc additive manufacturing Ti-6Al-4V components. Met. Mater. Trans. A 2015, 46, 6103–6118. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Metall. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Abuabiah, M.; Mbodj, N.G.; Shaqour, B.; Herzallah, L.; Juaidi, A.; Abdallah, R.; Plapper, P. Advancements in Laser Wire-Feed Metal Additive Manufacturing: A Brief Review. Materials 2023, 16, 2030. [Google Scholar] [CrossRef] [PubMed]
- Casalino, G.; Karamimoghadam, M.; Contuzzi, N. Metal Wire Additive Manufacturing: A Comparison between Arc Laser and Laser/Arc Heat Sources. Inventions 2023, 8, 52. [Google Scholar] [CrossRef]
- Weglowski, M.; Błacha, S.; Pilarczyk, J.; Dutkiewicz, J.; Rogal, L. Electron Beam Additive Manufacturing with Wire—Analysis of the Process. AIP Conf. Proc. 2018, 1960, 140015. [Google Scholar]
- Zhang, G.; Xiong, H.; Yu, H.; Qin, R.; Liu, W.; Yuan, H. Microstructure evolution and mechanical properties of wire-feed electron beam additive manufactured Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy with different subtransus heat treatments. Mater. Des. 2020, 195, 109063. [Google Scholar] [CrossRef]
- Stecker, S.; Lachenberg, K.; Wang, H.; Salo, R. Advanced Electron Beam Free Form Fabrication Methods & Technology. Am. Weld. Soc. 2006, 2, 12. [Google Scholar]
- Cohen, A.; Chen, R.; Frodis, U.; Wu, M.-T.; Folk, C. Microscale metal additive manufacturing of multi-component medical devices. Rapid Prototyp. J. 2010, 16, 209–215. [Google Scholar] [CrossRef]
- Cohen, A.; Zhang, G.; Tseng, F.G.; Mansfeld, F.; Frodis, U.; Will, P. EFAB: Batch Production of Functional, Fully-Dense Metal Parts with Micron-Scale Features. In 1998 International Solid Freeform Fabrication Symposium; The University of Texas at Austin: Austin, TX, USA, 1998. [Google Scholar] [CrossRef]
- Koelmans, W.W.; Merle, T.; Ercolano, G.; Gabi, M.; Hepp, E. Pinpoint additive manufacturing of complex 3D microstructures of pure metal. In Proceedings of the Euspen’s 18th International Conference & Exhibition, Venice, Italy, 4–8 June 2018; pp. 3–4. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Drop-on-Demand | Continuous |
|---|---|---|
| Jet Speed (droplet numbers per second) | Less than 10 kHz | 10–100 kHz in a cylindrical configuration and 5 to 20 (kHz) in a pump configuration. |
| Drop Size Relative to Orifice Size (diameter to diameter) | Same, which is better for smaller drops producing | Droplets are 1.8 times bigger than the orifice diameter that is better for producing larger drops. |
| Material Usage | Less | Unwanted droplets should be guttered. Unused materials can be reused in various applications. |
| Generator (Force/Energy Required) | More | Less |
| System | Process | Build Volume (mm) | Energy Source | Surface Roughness (µm) | Layer Thickness (µm) | Porosity |
|---|---|---|---|---|---|---|
| Concept laser | SLM | 300 × 350 × 300 | 200 or 400 W | 5–15 | 10–100 | Low than 2% |
| Phenix system | SLM | 245 × 245 × 360 | 200 W | |||
| Arcam AB | EBM | 200 × 200 × 350 | 7 kW electron beam | 20 | 50–200 | Low than 1% |
| EOS | DMLS | 250 × 250 × 325 | 200–400 W Yb-fiber laser | 5–16 | 20–100 | 2–5% |
| Advantages | Disadvantages |
|---|---|
| Fast process | Low density |
| Wide range of materials | Its application limited to metals. |
| High build size | Need for post-processing |
| Particle size (µm) | 40–110 |
| Beam spot (µm) | 660–5000 |
| Power range (W) | 300–1000 |
| Scanning speed (mm/s) | 1–20 |
| surface roughness (µm) | 30.6–63.9 |
| Advantage | Wide range of materials High rate of deposition and fabrication. Can be used to fabricate relatively bulky parts. High density Economical. |
| Disadvantage | Fabrication of complex geometries is challenging. High surface roughness. Need for post-processing The control of the process is the difficult task. High residual stress |
| Defect | Cracking Delamination residual stress Porosity |
| System | Method | Building Volume (mm) | The Source of Energy |
|---|---|---|---|
| Optomec (LENS 750) | LENS | 300 × 300 × 300 | 500 W, 1 kW or 2 kW IPG fiber laser |
| Optomec (LENS 850-R) | LENS | 900 × 900 ×1500 | 1 or 2 kW IPG-fiber laser |
| POM DMD (66R) | DMD | 3200° × 360° × 3670° | 1–5 kW fiber-diode/disk-laser |
| Accufusion laser consolidation | LC | 1000 × 1000 × 1000 | Nd: YAG laser |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tebianian, M.; Aghaie, S.; Razavi Jafari, N.S.; Elmi Hosseini, S.R.; Pereira, A.B.; Fernandes, F.A.O.; Farbakhti, M.; Chen, C.; Huo, Y. A Review of the Metal Additive Manufacturing Processes. Materials 2023, 16, 7514. https://doi.org/10.3390/ma16247514
Tebianian M, Aghaie S, Razavi Jafari NS, Elmi Hosseini SR, Pereira AB, Fernandes FAO, Farbakhti M, Chen C, Huo Y. A Review of the Metal Additive Manufacturing Processes. Materials. 2023; 16(24):7514. https://doi.org/10.3390/ma16247514
Chicago/Turabian StyleTebianian, Mohaddeseh, Sara Aghaie, Nazanin Sadat Razavi Jafari, Seyed Reza Elmi Hosseini, António B. Pereira, Fábio A. O. Fernandes, Mojtaba Farbakhti, Chao Chen, and Yuanming Huo. 2023. "A Review of the Metal Additive Manufacturing Processes" Materials 16, no. 24: 7514. https://doi.org/10.3390/ma16247514