
Hydraulic Expansion Joint Contact State of Heat Exchanger Based on New Contact Area Measurement Method
Abstract
:1. Introduction
2. Experimental Research
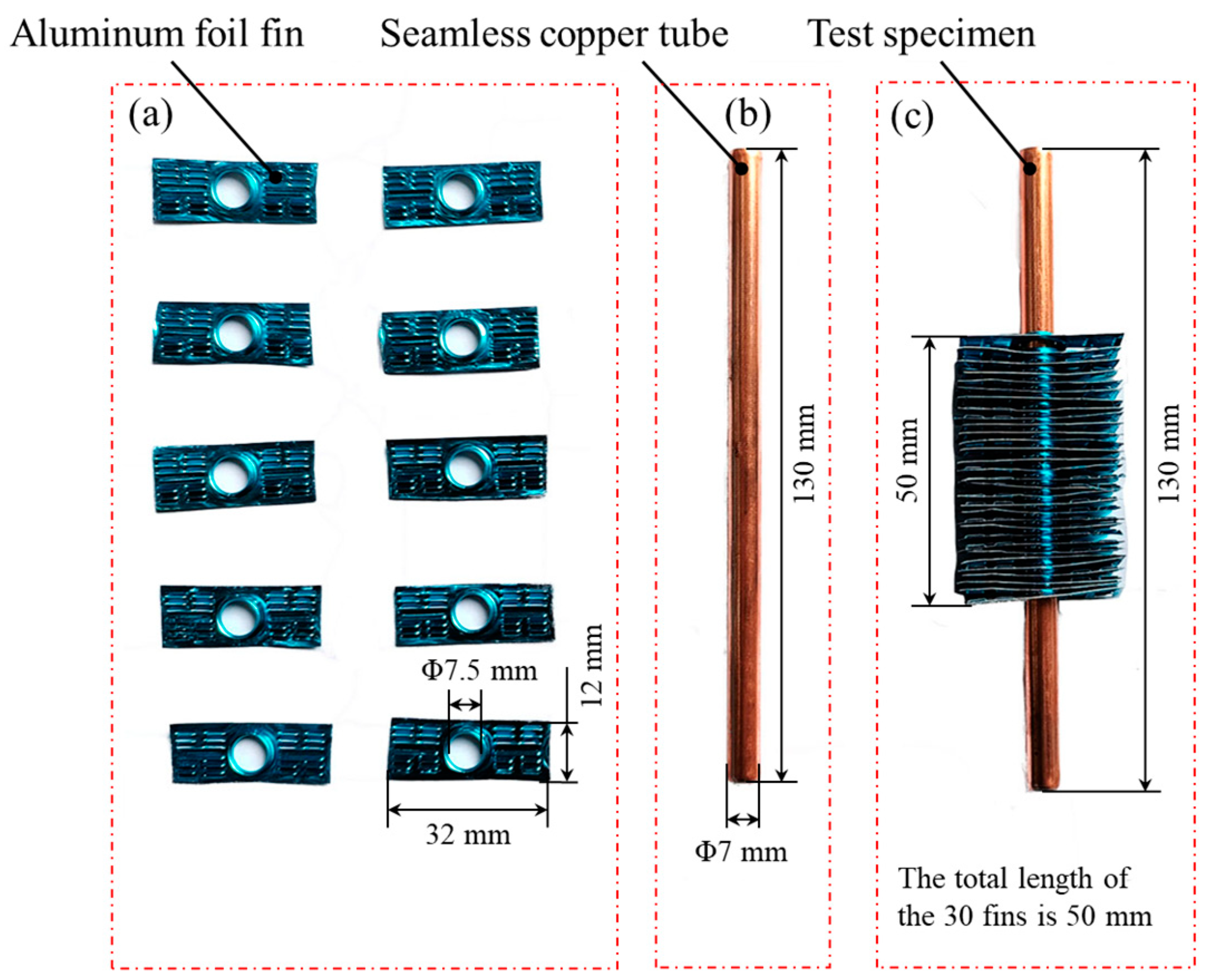
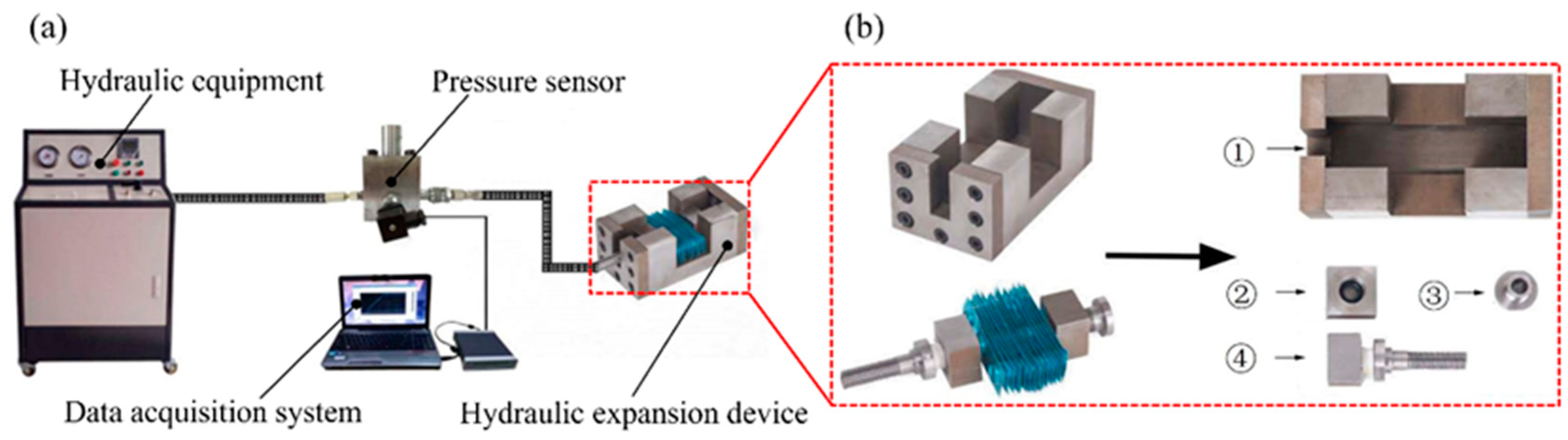
2.1. Expansion Experiment
2.2. Measurement Experiment
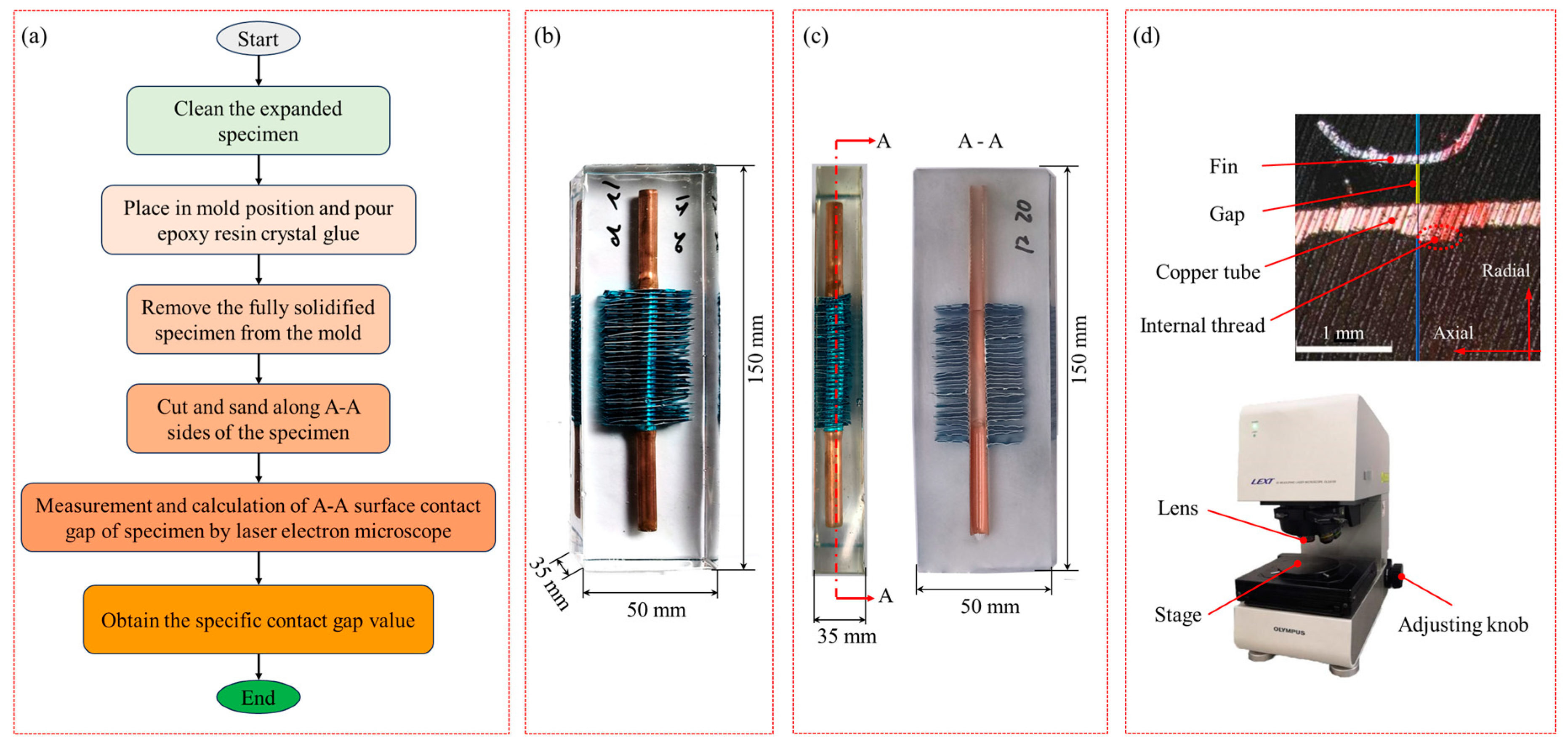
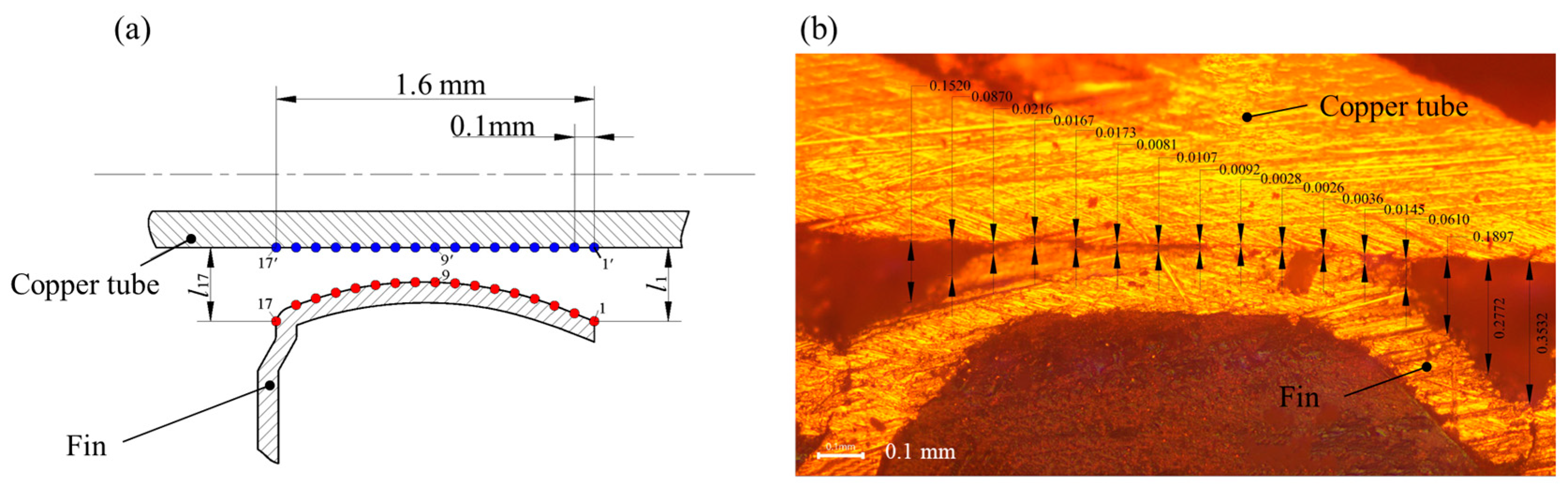
2.2.1. Contact Gap Observation Test
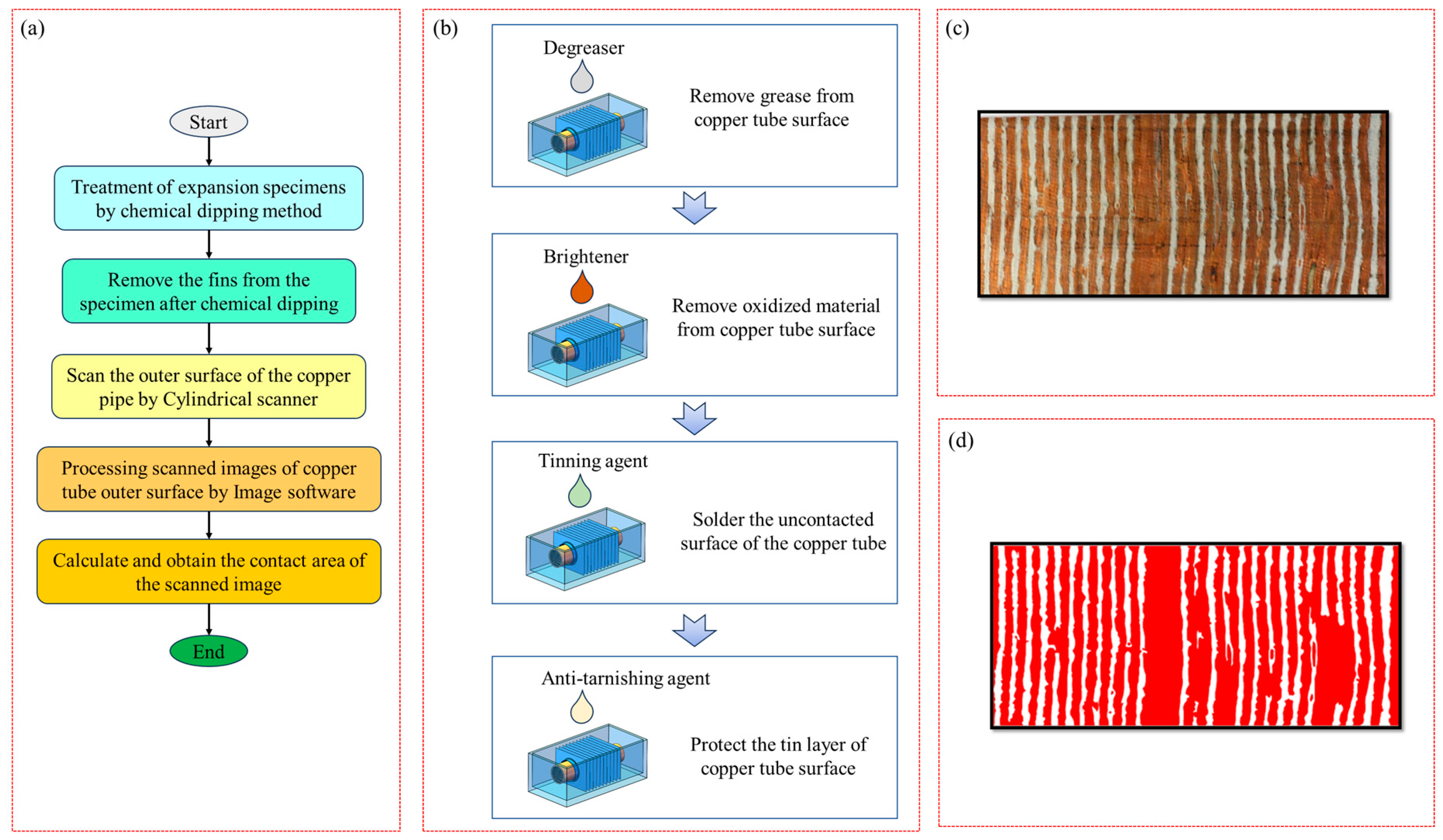
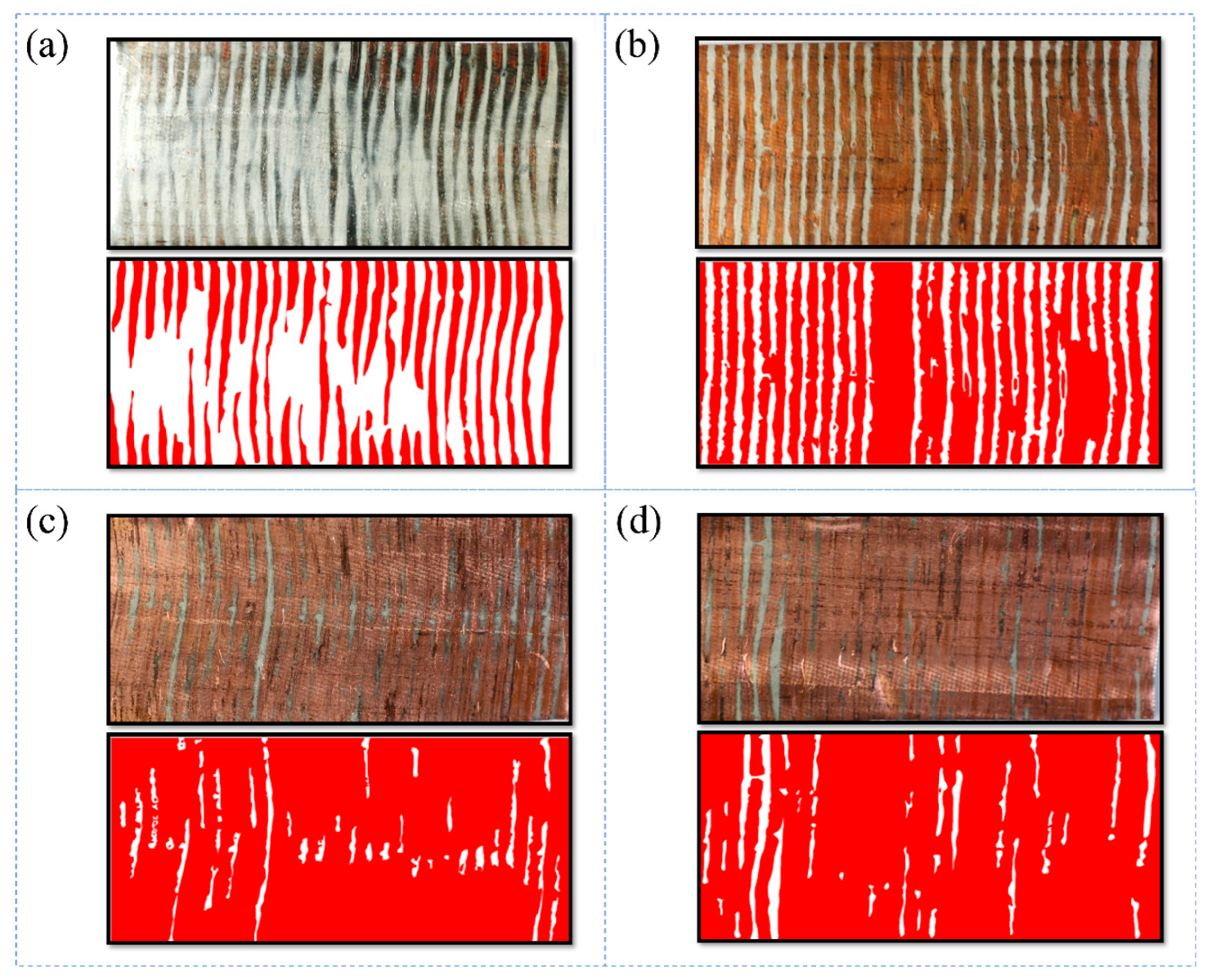
2.2.2. Contact Area Observation Experiment
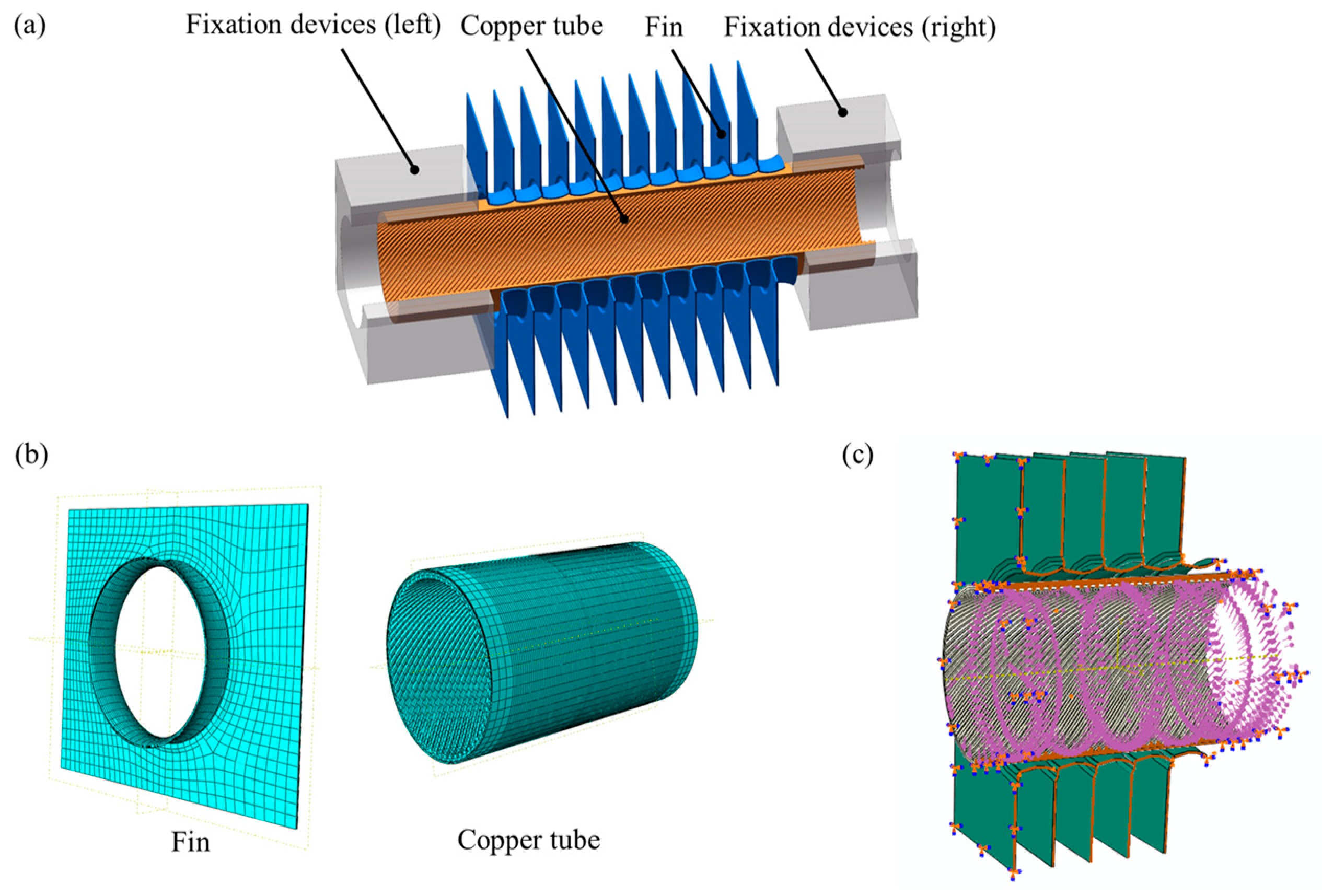
3. Finite Element Analysis
3.1. Grid and Boundary Condition Settings
3.2. Load Application and Analysis Step Setting
4. Results and Discussion
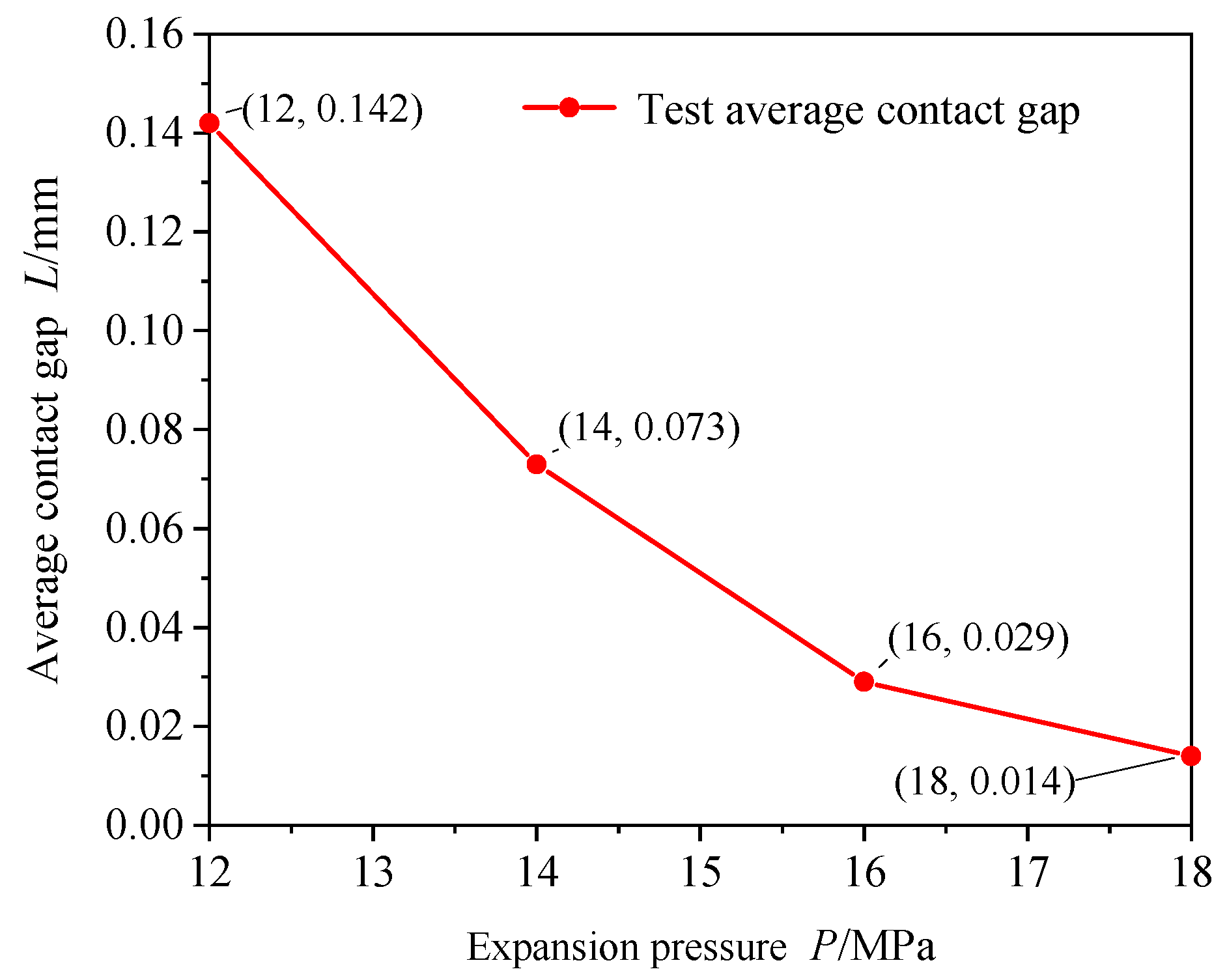
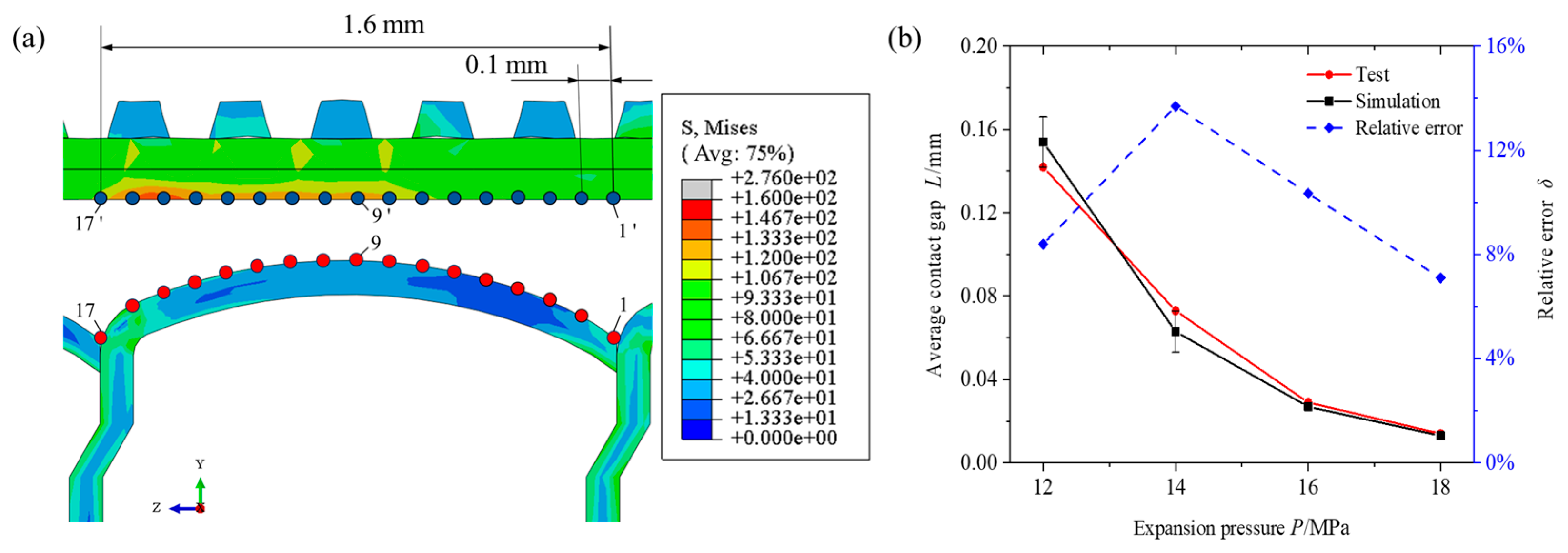
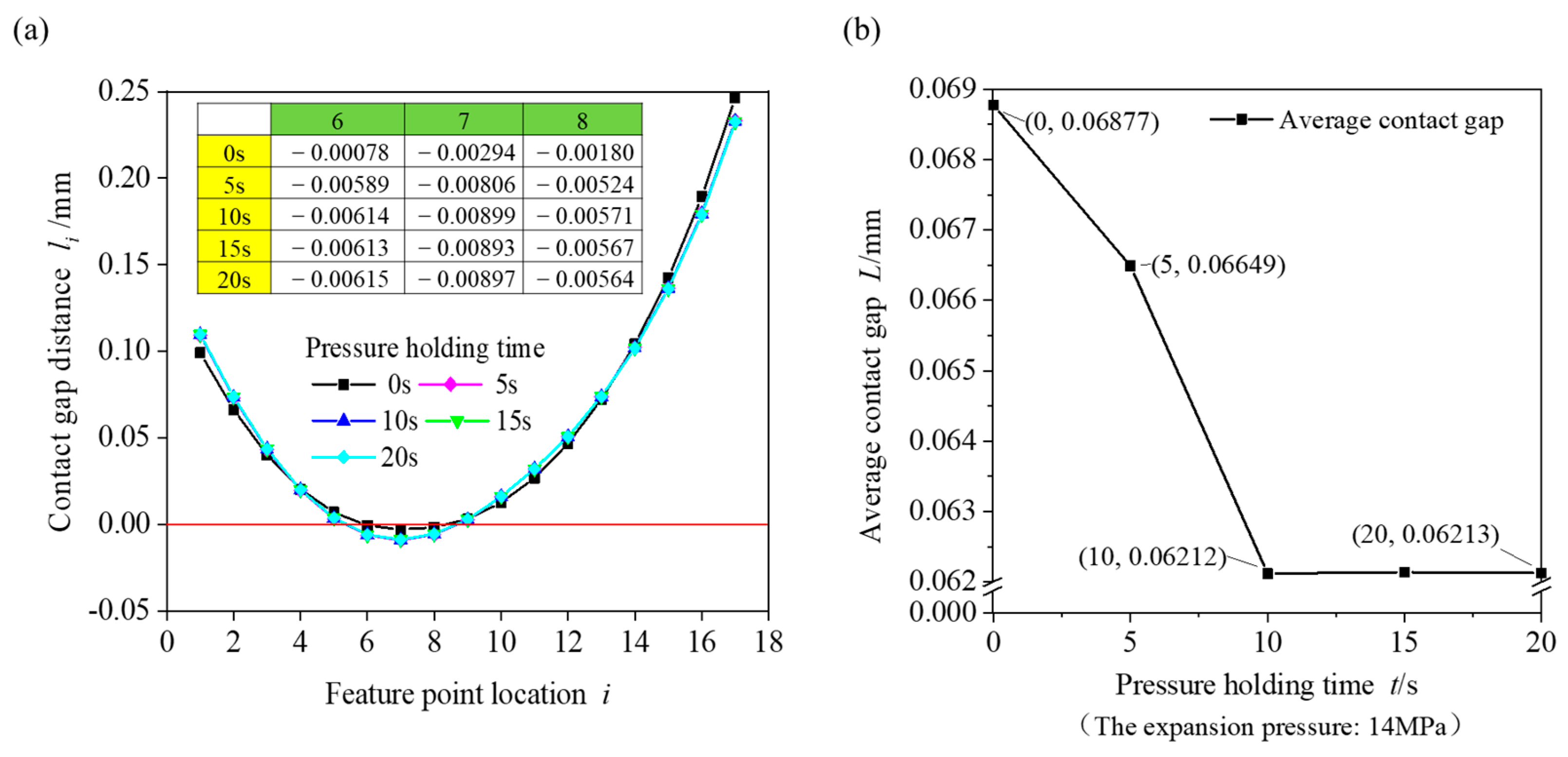
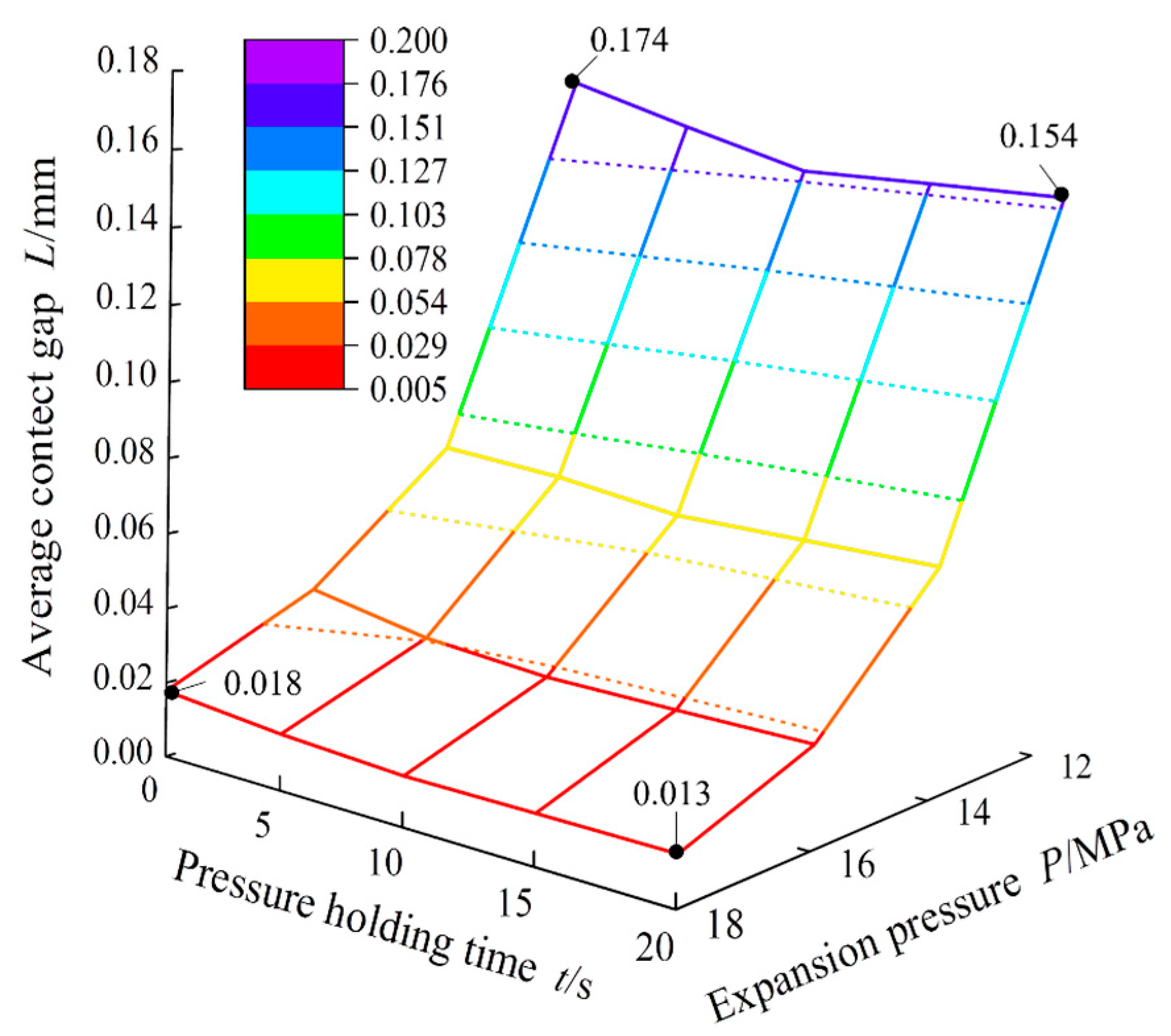
4.1. Variation in Contact Gap
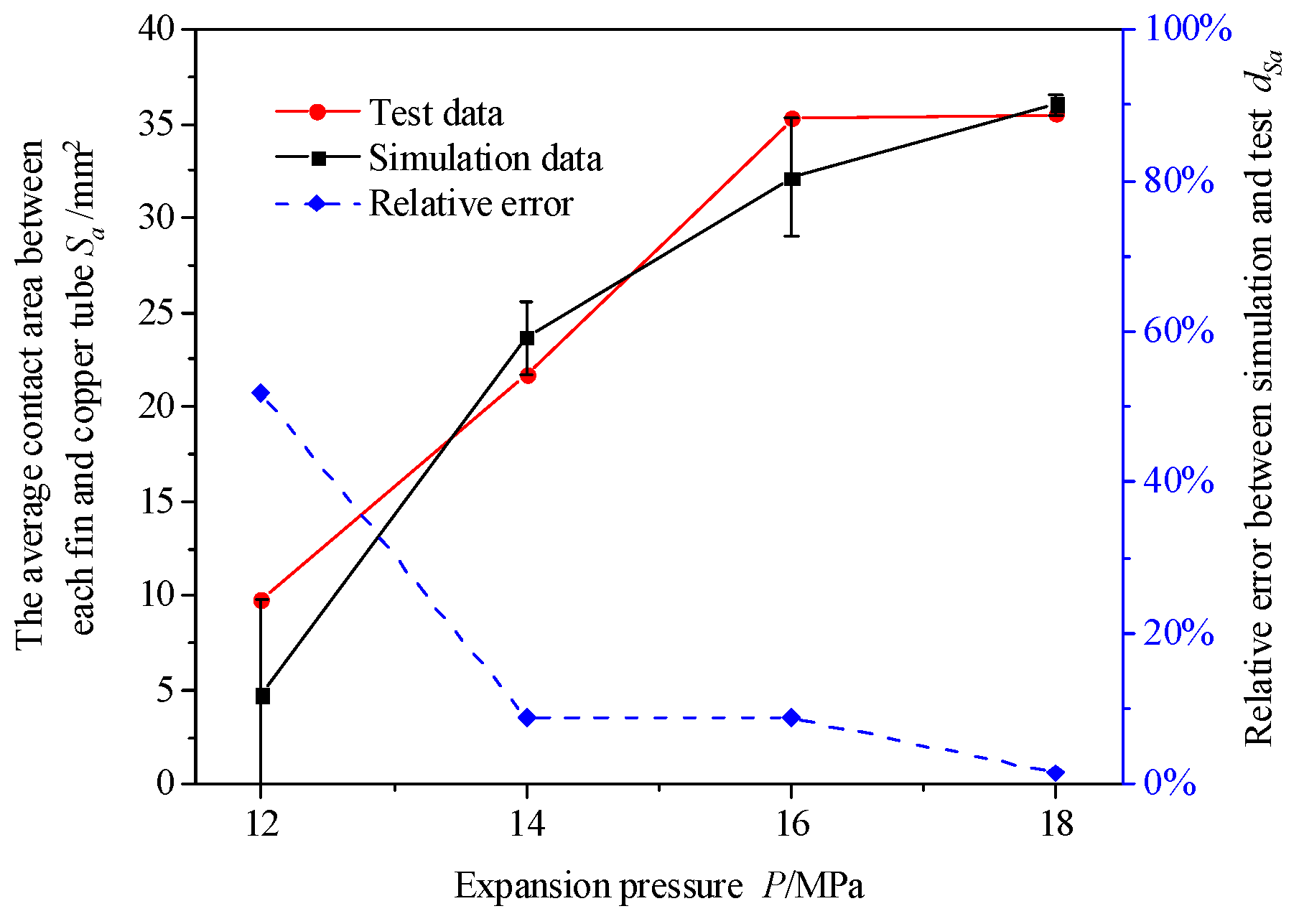
4.2. Variation in Contact Area
5. Conclusions
- (1)
- The average contact gap decreased with increasing expansion pressure, and the rate of decrease tended to be gentle. An increase in the expansion pressure gradually reduced the influence of the holding pressure time on the contact gap. When the expansion pressure reached 18 MPa, there was no need to consider the pressure holding time, and the minimum contact gap between the copper tube and the fin was obtained.
- (2)
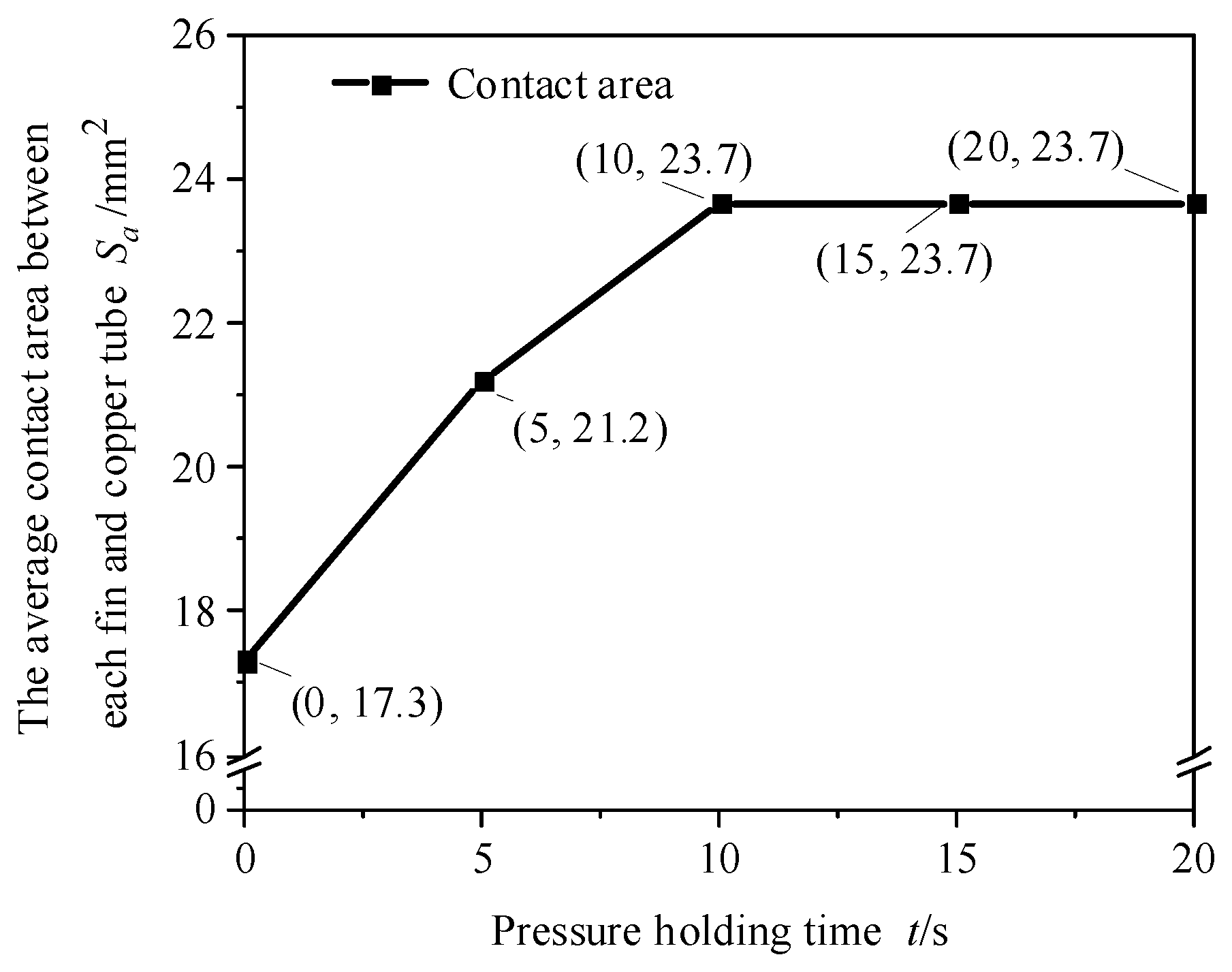
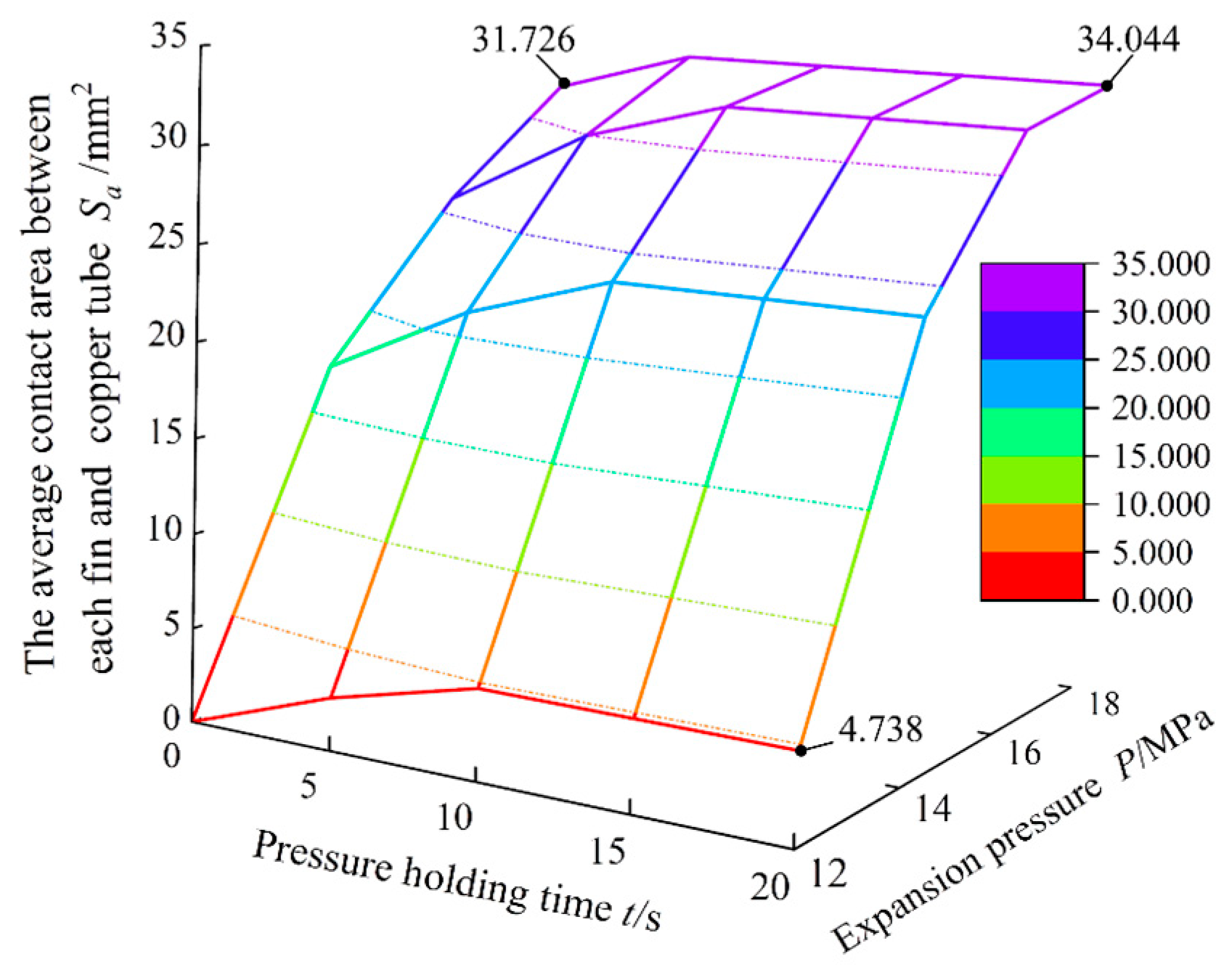
- The contact area continued to increase with increasing expansion pressure, and the rate of increase continued to decrease. The contact area increased with an increase in the holding time. However, with an increase in the expansion pressure, the influence of the holding time on the contact area gradually decreased. The expansion pressure was 18 MPa and the maximum contact area was obtained when the pressure holding time was more than 10 s. When the expansion pressure was less than 18 MPa, the influence of the pressure holding time on the contact area must be considered.
- (3)
- When the expansion pressure reached 18 MPa and the pressure holding time exceeded 10 s, the contact state between the copper tube and the fin both reached a minimum contact gap of 0.018 mm and the maximum contact area of 1105 mm2. Therefore, the best contact state between the copper tube and fin hydraulic expansion was reached with an expansion pressure of 18 MPa and a pressure holding time of more than 10 s.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nickolas, N.; Moorthy, P.; Oumer, A.N.; Lshak, M. A review on improving thermal-hydraulic performance of fin-and-tube heat exchangers. IOP Conf. Ser. Mater. Sci. Eng. 2017, 257, 1757–1768. [Google Scholar] [CrossRef]
- Adamiec, J.; Urbańczyk, M. The effect of the welding technology on the thermal performance of welded finned tubes used in heat exchangers. Energies 2023, 16, 1320. [Google Scholar] [CrossRef]
- Ma, F.; Zhu, T.J.; Zhang, Y.L.; Lu, X.L.; Zhang, W.; Ma, F. A review on heat transfer enhancement of phase change materials using fin tubes. Energies 2023, 16, 545. [Google Scholar] [CrossRef]
- Sharma, R.; Mishra, D.P.; Sarangi, S.K.; Brar, L.S. Performance evaluation of a fin and tube heat exchanger based on different shapes of the winglets. ASME J. Therm. Sci. Eng. Appl. 2023, 15, 503–515. [Google Scholar] [CrossRef]
- Critoph, R.E.; Holland, M.K.; Turner, L. Contact resistance in air-cooled plate fin–tube air-conditioning condensers. Int. J. Refrig. 1996, 9, 400–406. [Google Scholar] [CrossRef]
- Eisherbini, A.I.; Jacobi, A.M. The thermal hydraulic impact of delta-wing vortex generators on the performance of a plain-fin-and-tube heat exchanger. Int. J. HVACR Res. 2002, 8, 357–370. [Google Scholar] [CrossRef]
- Kim, C.N.; Youn, B. Evaluation of thermal contact conductance using a new experimental-numerical method in fin-tube heat exchanger. Int. J. Refrig. 2003, 26, 900–908. [Google Scholar] [CrossRef]
- Jeong, J.; Kim, C.N. A study on the thermal contact conductance in fin-tube heat exchangers with 7 mm tube. Int. J. Heat Mass Transf. 2006, 49, 1547–1555. [Google Scholar] [CrossRef]
- Cheng, W.W.; Madhusudana, C. Effect of electroplating on the thermal conductance of fin-tube interface. Appl. Therm. Eng. 2006, 26, 2119–2131. [Google Scholar] [CrossRef]
- Tang, D.; Li, D.Y. A new approach in evaluation of thermal contact conductance of tube-fin heat exchanger. Appl. Therm. Eng. 2010, 30, 1359–4311. [Google Scholar] [CrossRef]
- Tang, D.; Li, D.Y.; Peng, Y.H. Optimization to the tube–fin contact status of the tube expansion process. J. Mater. Process. Technol. 2011, 211, 573–577. [Google Scholar] [CrossRef]
- Dawid, T.; Paweł, O. Thermal contact resistance in plate fin-and-tube heat exchangers, determined by experimental data and CFD simulations. Int. J. Therm. Sci. 2014, 84, 309–322. [Google Scholar]
- Shobhana, S.; Kim, S.; Thomas, J.C. Influence of the degree of thermal contact in fin and tube heat exchanger: A numerical analysis. Appl. Therm. Eng. 2016, 107, 612–624. [Google Scholar]
- Sahel, D.; Ameur, H.; Mellal, M. Effect of tube shape on the performance of a fin and tube heat exchanger. J. Mech. Eng. Sci. 2020, 14, 6709–6718. [Google Scholar] [CrossRef]
- Marcin, Ł.; Dariusz, A.G.; Artur, N.; Góacute, R.G. Study of the influence of the lack of contact in plate and fin and tube heat exchanger on heat transfer efficiency under periodic flow conditions. Energies 2021, 14, 3779–3791. [Google Scholar]
- Khizhov, M.; Mironova, L. Evaluation of the Ratio of Heat Exchanging Tube Finning on Heat Exchanger Efficiency. MATEC Web Conf. 2021, 346, 203–208. [Google Scholar] [CrossRef]
- Ravikumar, M.; Radha, K.B.; Arunraja, K.M. Heat transfer analysis in fin and tube exchanger using CFD. Mater. Today Proc. 2022, 52, 1603–1605. [Google Scholar]
- Syaiful, Y.; Hukamasidhi, S.; Bambang, S.; Maria, F. Heat Transfer Intensification by Means of Convex-Strip Around Tube in Fin and Tube Heat Exchanger with Field Synergy Principle. Int. J. Heat Technol. 2022, 40, 1069–1078. [Google Scholar] [CrossRef]
- Zhang, T.Y.; Chen, L.; Wang, J. Multi-objective optimization of elliptical tube fin heat exchangers based on neural networks and genetic algorithm. Energy 2023, 269, 126–132. [Google Scholar] [CrossRef]
- Aigul, Z.A.; Abay, M.D.; Iliya, K.I.; Ayaulym, K.Y.; Rakhimzhan, K.O.; Dias, R.U. Experimental investigation of thermal-hydraulic performance of externally finned tubes. Sustainability 2023, 15, 9448–9460. [Google Scholar]
- Feng, J.; OuYang, X.P. Thermal resistance study and numerical optimization of plate fin-and-tube with mechanical expanded joint. Int. J. Therm. Sci. 2023, 190, 304–312. [Google Scholar] [CrossRef]
- Ma, J.P.; Yang, L.F.; He, Y.L. Dynamic Frictional Characteristics of TP2 Copper Tubes during Hydroforming under Different Loading and Fluid Velocities. J. Mater. Eng. Perform. 2019, 28, 3661–3672. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Elastic Modulus E/GPa | Poisson’s Ratio | Tensile Strength Rm/MPa | Yield Strength /MPa |
|---|---|---|---|---|
| Aluminium foil fins | 68 | 0.33 | 136.889 | 132 |
| Seamless internal thread copper tube | 127.36 | 0.33 | 205.807 | 66 |
| Expansion Pressure/Holding Time | 12 MPa/20 s | 14 MPa/20 s | 16 MPa/20 s | 18 MPa/20 s |
|---|---|---|---|---|
| The first group L1/mm | 0.142 | 0.073 | 0.029 | 0.014 |
| The second group L2/mm | 0.121 | 0.082 | 0.032 | 0.018 |
| The third group L3/mm | 0.154 | 0.076 | 0.037 | 0.021 |
| The average of the three groups Lp/mm | 0.139 | 0.077 | 0.031 | 0.018 |
| Finite element simulation LF/mm | 0.150 | 0.066 | 0.028 | 0.013 |
| Relative error δ | 7.9% | 14.3% | 9.7% | 7.1% |
| Expansion Pressure P/MPa | 12 | 14 | 16 | 18 |
|---|---|---|---|---|
| Contact area S/mm2 | 295 | 653 | 1058 | 1065 |
| Proportion of contact area δs | 25.4% | 56.1% | 91.0% | 91.6% |
| Expansion Pressure/Holding Time | 12 MPa/20 s | 14 MPa/20 s | 16 MPa/20 s | 18 MPa/20 s |
|---|---|---|---|---|
| The first group S1/mm2 | 306 | 613 | 1143 | 1114 |
| The second group S2/mm2 | 295 | 653 | 1058 | 1065 |
| The third group S3/mm2 | 254 | 678 | 995 | 1137 |
| The average of the three groups Sp/mm2 | 285 | 648 | 1065 | 1105 |
| Average of single fins Sap/mm2 | 9.5 | 21.6 | 35.5 | 36.8 |
| Finite element simulation SF/mm2 | 4.7 | 23.7 | 32.2 | 36.0 |
| Relative error δSa | 50.5% | 9.7% | 9.3% | 2.2% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Liu, J.; Ma, J.; He, Y.; Wu, S. Hydraulic Expansion Joint Contact State of Heat Exchanger Based on New Contact Area Measurement Method. Materials 2023, 16, 7448. https://doi.org/10.3390/ma16237448
Zhang W, Liu J, Ma J, He Y, Wu S. Hydraulic Expansion Joint Contact State of Heat Exchanger Based on New Contact Area Measurement Method. Materials. 2023; 16(23):7448. https://doi.org/10.3390/ma16237448
Chicago/Turabian StyleZhang, Wenze, Jianwei Liu, Jianping Ma, Yulin He, and Sunbing Wu. 2023. "Hydraulic Expansion Joint Contact State of Heat Exchanger Based on New Contact Area Measurement Method" Materials 16, no. 23: 7448. https://doi.org/10.3390/ma16237448