
Effects of the Mixing Process on the Rheological Properties of Waste PET-Modified Bitumen
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Bitumen
2.2. Waste Plastomers
2.3. Experimental Plan
2.4. Sample Preparation
2.5. Testing the Low-Temperature Creep of Bitumen (BBR)
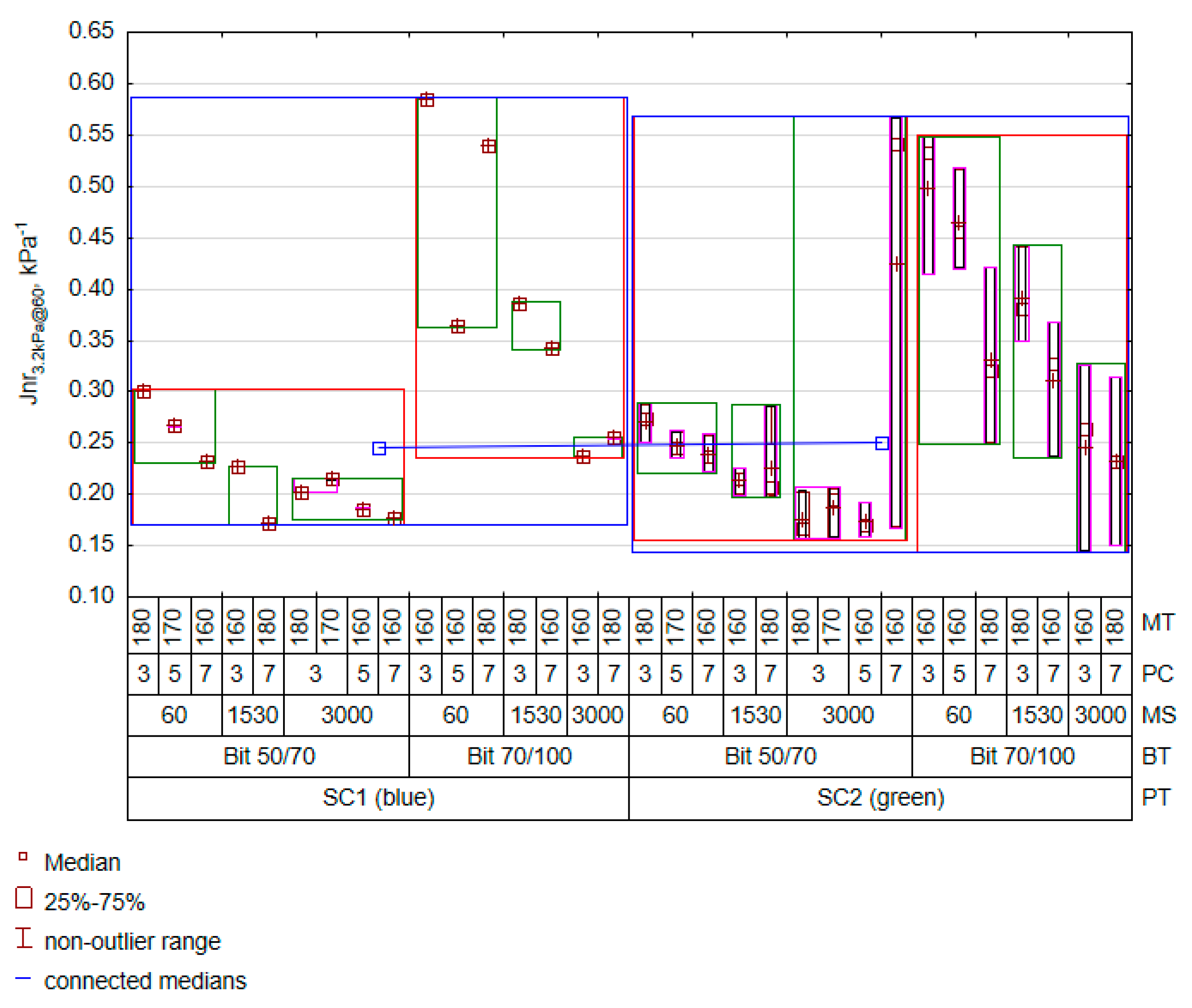
2.6. Testing the High-Temperature Creep of Bitumen (MSCR)
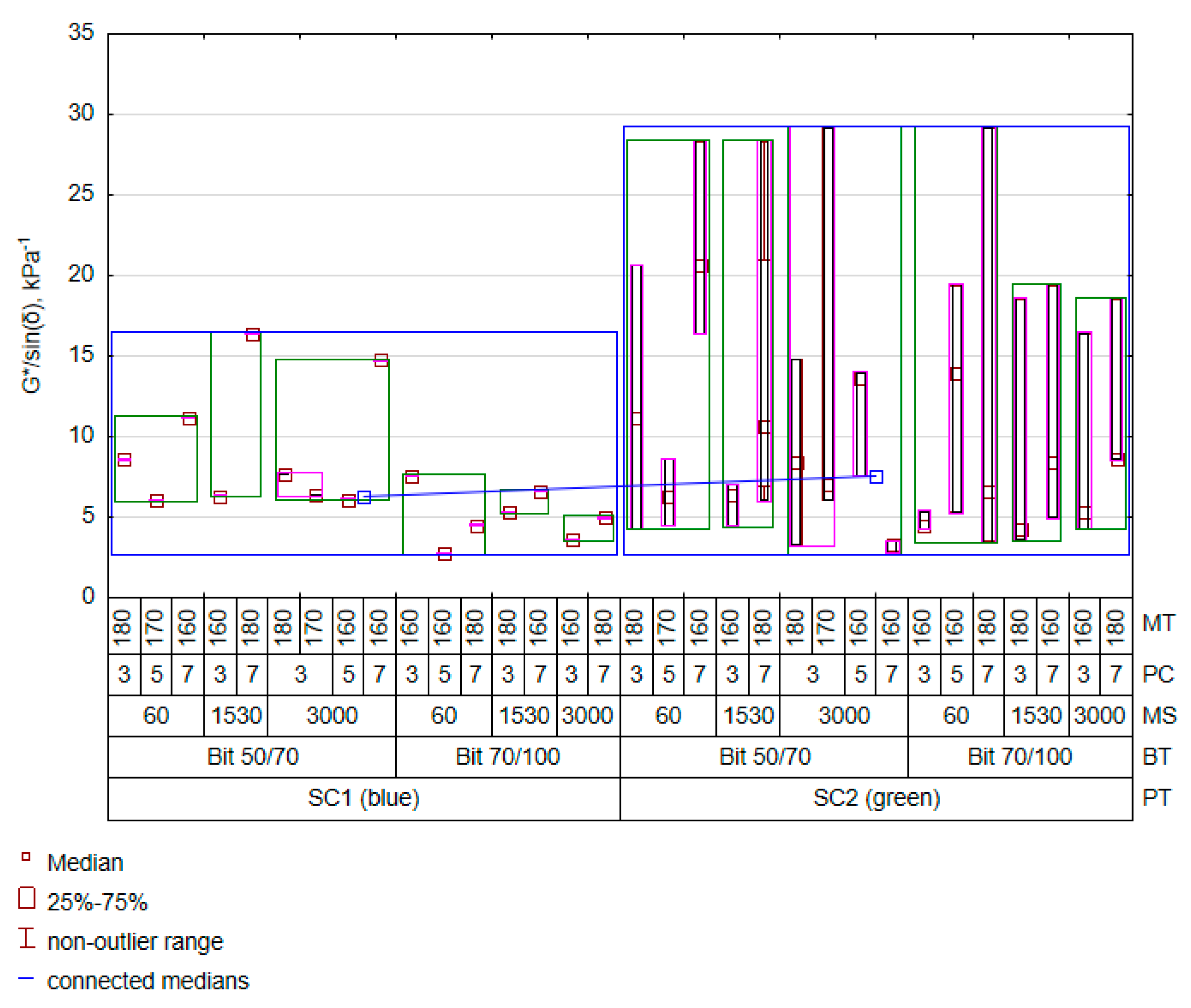
2.7. Rutting Potential G*/sin(δ) in a DSR
3. Results
3.1. Evaluation of the Effect of Process Factors on Bitumen Properties
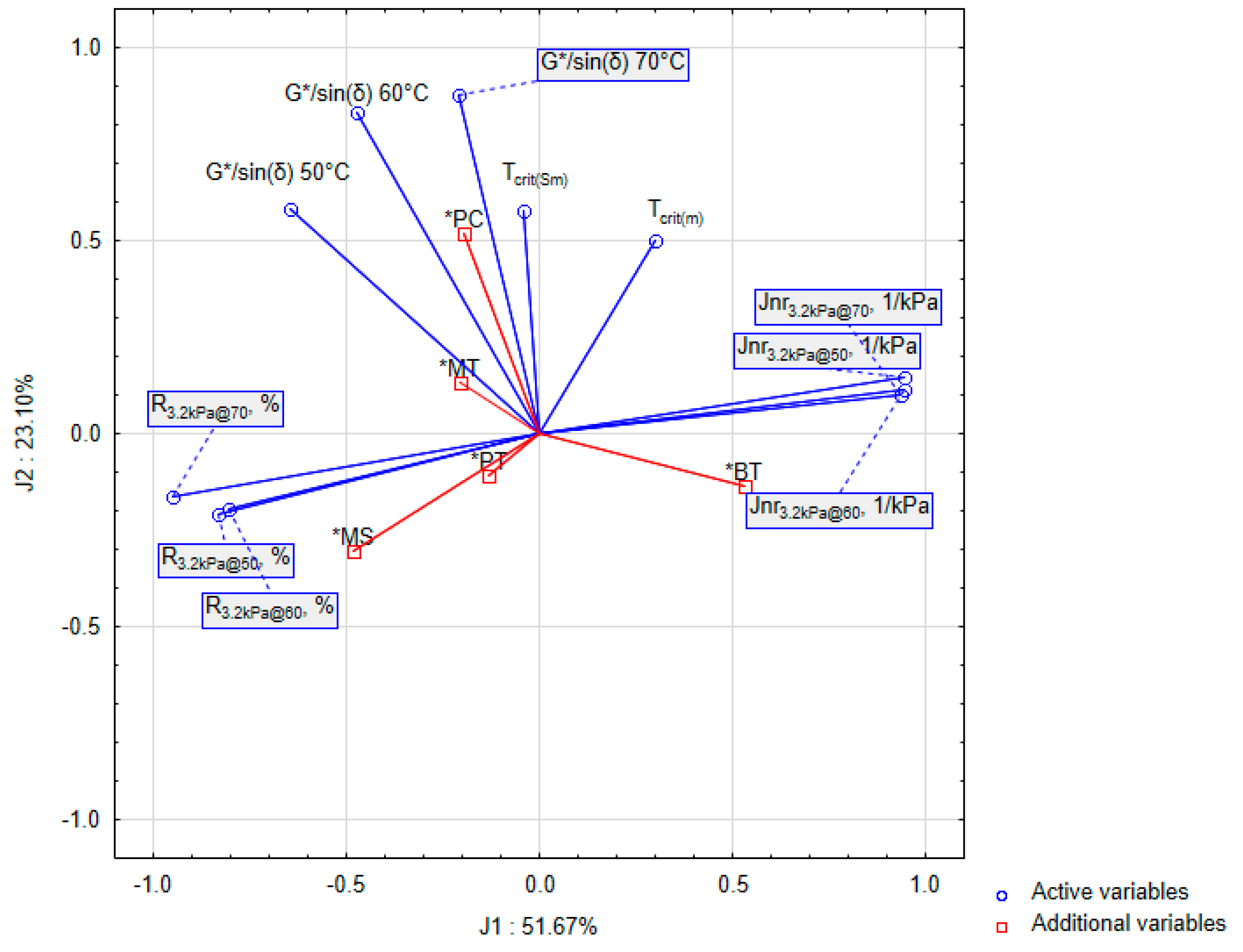
3.2. Principal Component Analysis (PCA)
3.3. Modelling of Bitumen Properties Using a Generalised Linear Model (GLM)
- G*/sin(δ) at 60 °C;
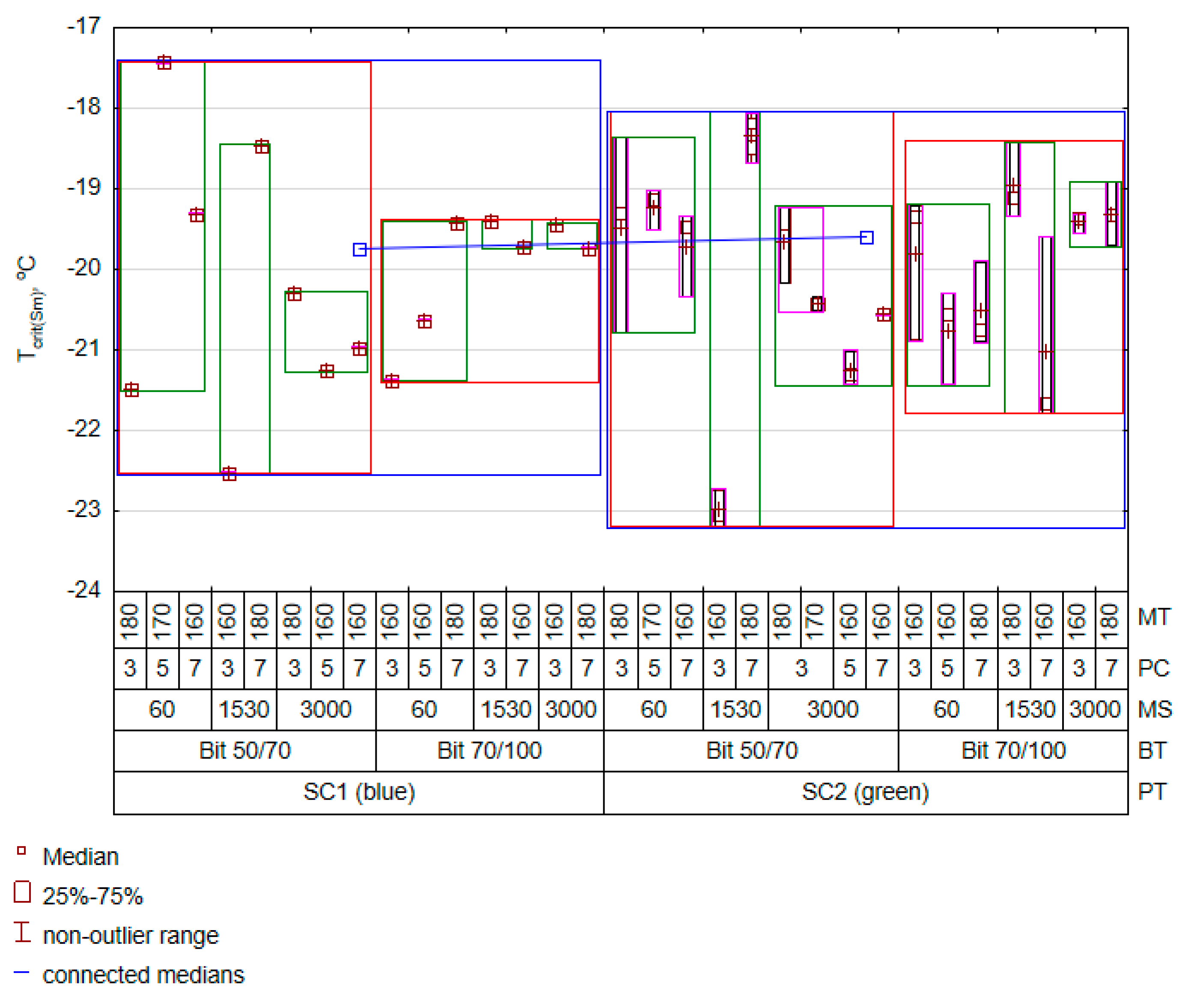
- Tcrit(Sm) at Sm = 300 MPa;
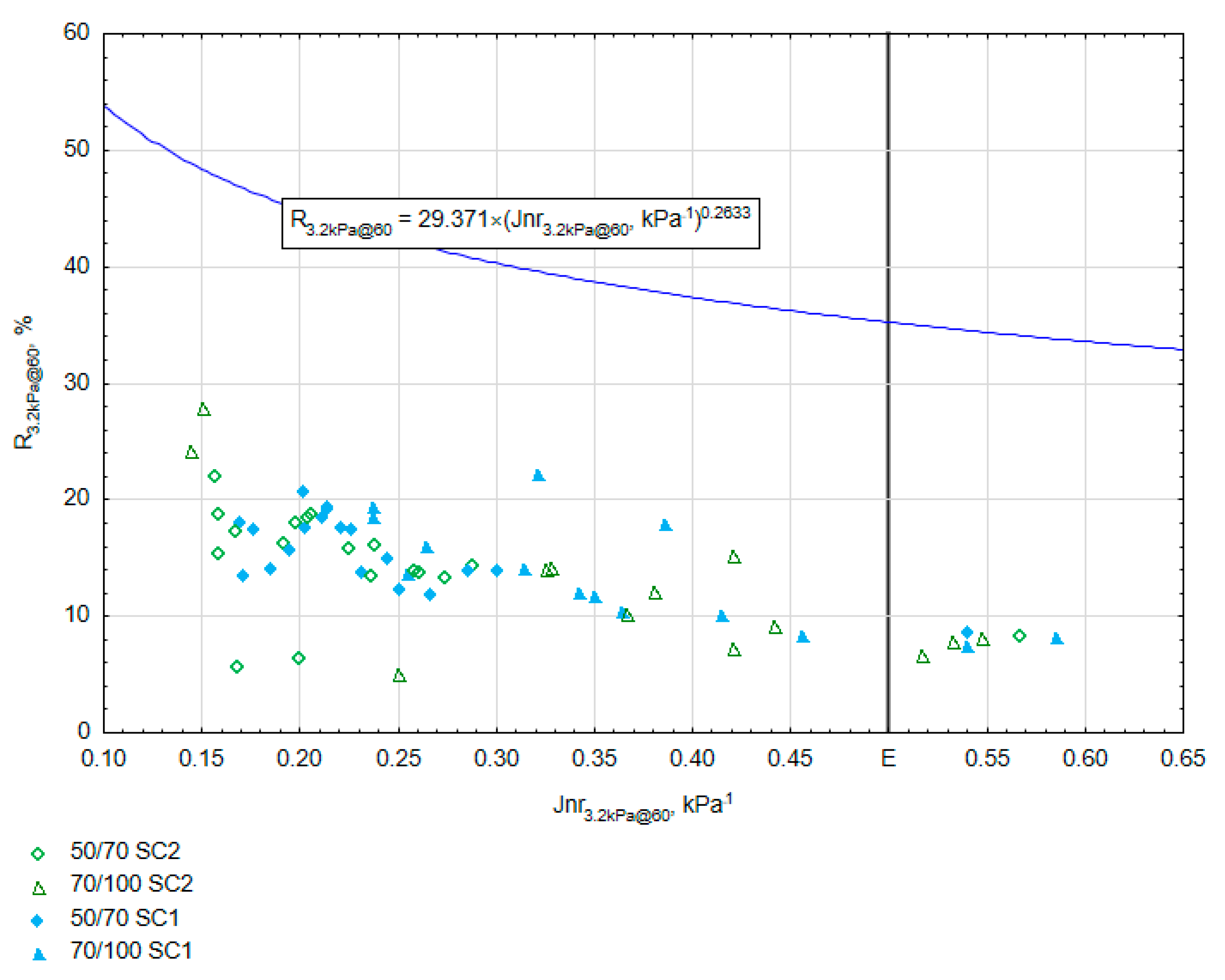
- Jnr3.2kPa@60, kPa−1;
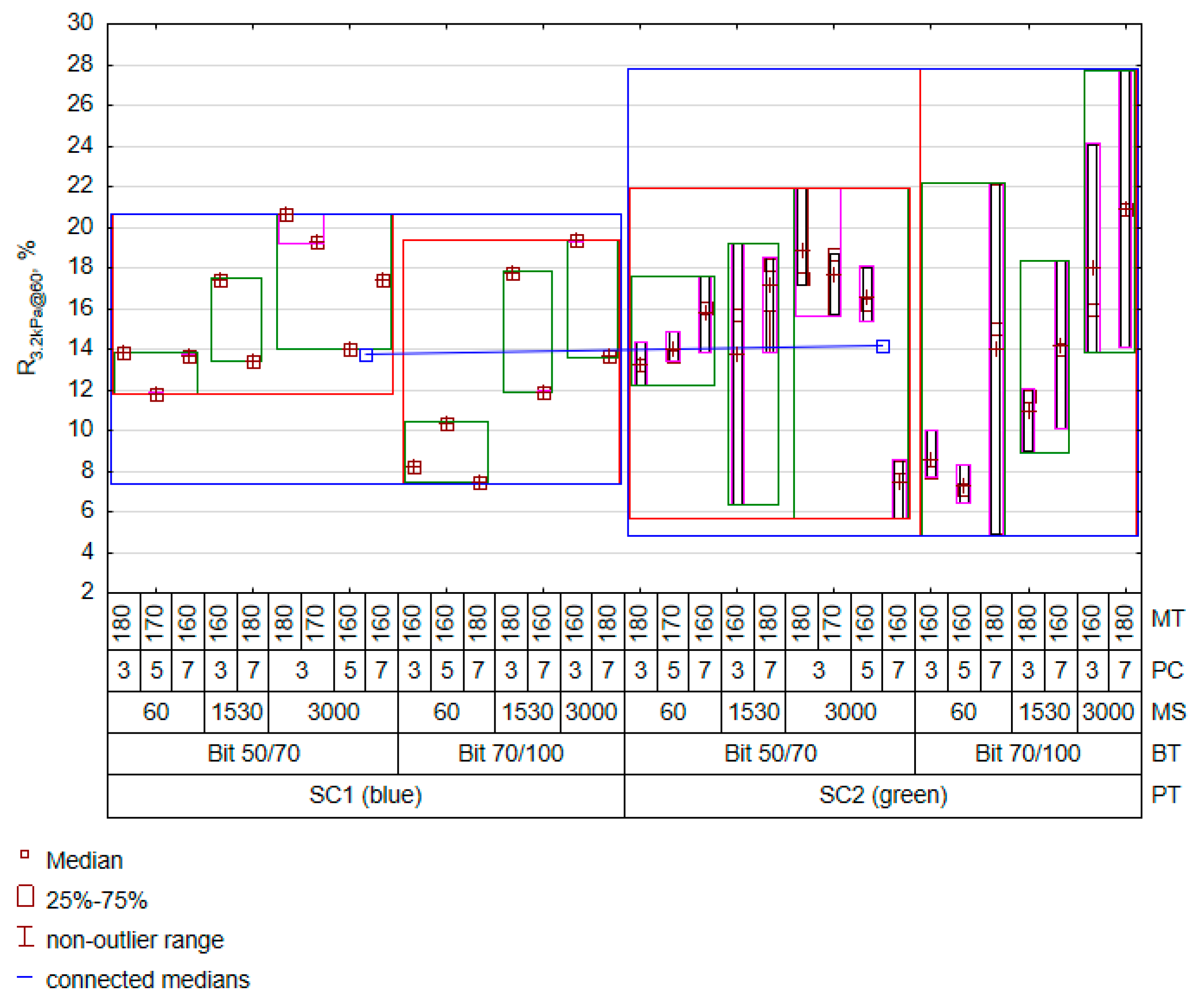
- R3.2kPa@60, %.
4. Conclusions
- A principal component analysis of the set variability structure indicated the existence of two dominant factors, explained in approximately 75% by the selected tests on bitumen. The first factor is the bitumen rutting resistance, explained in 52%. The low-temperature properties of PET-modified bitumen can be explained in approximately 23% by the research methods used;
- The vectors assigned to the variables in the PCA and the ANOVA results indicate that a high mixing speed and the bitumen type significantly reduce the compliance of plastomer-modified bitumen. However, the mixing rate (MS) and the use of high-penetration bitumen (PT) minimise this effect;
- A detailed analysis of modelling using GLM indicates that the mixing speed (MS) is a crucial factor for obtaining a low bitumen deformability (MSCR) and a low critical temperature (BBR). This result was probably related to the increase in the homogeneity of the mixture, to which, in the case of PET-modified bitumen, special attention should be paid;
- The amount of plastomer (PC) > 3% was by far the most important factor for ensuring a high G*/sinδ value and a low Jnr, but it had a negative impact on the critical temperature;
- The temperature of mixing (MT) > 1500 rpm−1 aids bitumen–PET homogenisation. However, in the case of low-temperature properties, it slightly increased the critical temperature, which might be related to an accelerated ageing process. The low mixing rate does not ensure a satisfactory quality and standard characteristics of the plastomer-modified bitumen;
- The plastomer type (PT) was the least significant factor. However, its impact was complex and involved in numerous interactions;
- The presence of pigment and impurities strongly affects the final quality of the plastomer-modified bitumen;
- Significant bitumen–plastomer interactions suggest different compatibility levels between these components resulting from plastomer solubility differences. Therefore, research should be continued;
- The bitumen type (BT) was the most important factor for low-temperature characteristics and ensuring a high homogenisation of the mixture. The use of lower-viscosity bitumen significantly increased the level of its deformation. To ensure a high resistance of the modified bitumen to deformation, the use of an increased amount of plastomer is required;
- The results of the R–Jnr relationship proved that adding a plastomer allows for the compliance to be reduced to the level of >0.5 kPa−1. Therefore, the obtained modified bitumen can be used in extremely heavy traffic conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Christensen, D.W.; Bonaquist, R. Use of Strength Tests for Evalu-Ating the Rut Resistance of Asphalt Concrete. J. Assoc. Asph. Paving Technol. 2002, 71, 697–711. [Google Scholar]
- Nizamuddin, S.; Boom, Y.J.; Giustozzi, F. Sustainable Polymers from Recycled Waste Plastics and Their Virgin Counterparts as Bitumen Modifiers: A Comprehensive Review. Polymers 2021, 13, 3242. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Birgisson, B.; Kringos, N. Polymer Modification of Bitumen: Advances and Challenges. Eur. Polym. J. 2014, 54, 18–38. [Google Scholar] [CrossRef]
- Read, J.; Whiteoak, D.; Hunter, R.N. The Shell Bitumen Handbook, 5th ed.; Thomas Telford: London, UK, 2003; ISBN 978-0-7277-3220-0. [Google Scholar]
- Islam, S.S.; Singh, S.K.; Ransinchung, G.D.; Ravindranath, S.S. Effect of Property Deterioration in SBS Modified Binders during Storage on the Performance of Asphalt Mix. Constr. Build. Mater. 2021, 272, 121644. [Google Scholar] [CrossRef]
- Airey, G.D. Styrene Butadiene Styrene Polymer Modification of Road Bitumens. J. Mater. Sci. 2004, 39, 951–959. [Google Scholar] [CrossRef]
- Han, S.; Niu, D.Y.; Liu, Y.M.; Chen, D.; Liu, D.W. Analysis on the Impact of the Type and Content of SBS on the Performance of the Modified Asphalt Mixture. Adv. Mater. Res. 2014, 919, 1079–1084. [Google Scholar] [CrossRef]
- Dong, F.; Yu, X.; Wang, T.; Yin, L.; Li, N.; Si, J.; Li, J. Influence of Base Asphalt Aging Levels on the Foaming Characteristics and Rheological Properties of Foamed Asphalt. Constr. Build. Mater. 2018, 177, 43–50. [Google Scholar] [CrossRef]
- Airey, G.D. Rheological Evaluation of Ethylene Vinyl Acetate Polymer Modified Bitumens. Constr. Build. Mater. 2002, 16, 473–487. [Google Scholar] [CrossRef]
- Li, B.; Li, X.; Kundwa, M.J.; Li, Z.; Wei, D. Evaluation of the Adhesion Characteristics of Material Composition for Polyphosphoric Acid and SBS Modified Bitumen Based on Surface Free Energy Theory. Constr. Build. Mater. 2021, 266, 121022. [Google Scholar] [CrossRef]
- Behnood, A.; Modiri Gharehveran, M. Morphology, Rheology, and Physical Properties of Polymer-Modified Asphalt Binders. Eur. Polym. J. 2019, 112, 766–791. [Google Scholar] [CrossRef]
- Padhan, R.K.; Sreeram, A. Enhancement of Storage Stability and Rheological Properties of Polyethylene (PE) Modified Asphalt Using Cross Linking and Reactive Polymer Based Additives. Constr. Build. Mater. 2018, 188, 772–780. [Google Scholar] [CrossRef]
- Airey, G. Rheological Properties of Styrene Butadiene Styrene Polymer Modified Road Bitumens⋆. Fuel 2003, 82, 1709–1719. [Google Scholar] [CrossRef]
- Lecomte, M.; Hacker, S.; Teymourpour, P.; Bahia, H. Use of Plastomeric Additives to Improve Mechanical Performance of Warm Mix Asphalt. In Proceedings of the 6th Eurasphalt & Eurobitume Congress, Prague, Czech Republic, 1–3 June 2016. [Google Scholar]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and Chemical Recycling of Solid Plastic Waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- McNally, T. Introduction to Polymer Modified Bitumen (PmB). In Polymer Modified Bitumen; Elsevier: Amsterdam, The Netherlands, 2011; pp. 1–21. ISBN 978-0-85709-048-5. [Google Scholar]
- Singh, B.; Kumar, L.; Gupta, M.; Chauhan, G.S. Polymer-Modified Bitumen of Recycled LDPE and Maleated Bitumen. J. Appl. Polym. Sci. 2013, 127, 67–78. [Google Scholar] [CrossRef]
- Khakimullin, Y.N. Properties of Bitumens Modified by Thermoplastic Elastomers. Mech. Compos. Mater. 2000, 36, 417–422. [Google Scholar] [CrossRef]
- Giavarini, C.; De Filippis, P.; Santarelli, M.L.; Scarsella, M. Production of Stable Polypropylene-Modified Bitumens. Fuel 1996, 75, 681–686. [Google Scholar] [CrossRef]
- Pyshyev, S.; Gunka, V.; Grytsenko, Y.; Bratychak, M. Polymer Modified Bitumen: Review. ChChT 2016, 10, 631–636. [Google Scholar] [CrossRef]
- Liu, P.; Lu, K.; Li, J.; Wu, X.; Qian, L.; Wang, M.; Gao, S. Effect of Aging on Adsorption Behavior of Polystyrene Microplastics for Pharmaceuticals: Adsorption Mechanism and Role of Aging Intermediates. J. Hazard. Mater. 2020, 384, 121193. [Google Scholar] [CrossRef]
- Naderi, K.; Jonas, C.; Carbonneau, X. Investigating the Link between the Chemical Composition of Bitumen and the Kinetics of the Styrene-Butadiene-Styrene Swelling Process. Road Mater. Pavement Des. 2023, 24, 263–278. [Google Scholar] [CrossRef]
- Polacco, G.; Filippi, S.; Merusi, F.; Stastna, G. A Review of the Fundamentals of Polymer-Modified Asphalts: Asphalt/Polymer Interactions and Principles of Compatibility. Adv. Colloid Interface Sci. 2015, 224, 72–112. [Google Scholar] [CrossRef]
- El-Naga, I.A.; Ragab, M. Benefits of Utilization the Recycle Polyethylene Terephthalate Waste Plastic Materials as a Modifier to Asphalt Mixtures. Constr. Build. Mater. 2019, 219, 81–90. [Google Scholar] [CrossRef]
- Choudhary, R.; Kumar, A.; Murkute, K. Properties of Waste Polyethylene Terephthalate (PET) Modified Asphalt Mixes: Dependence on PET Size, PET Content, and Mixing Process. Period. Polytech. Civ. Eng. 2018, 62, 685–693. [Google Scholar] [CrossRef]
- Imanbayev, Y.; Bussurmanova, A.; Ongarbayev, Y.; Serikbayeva, A.; Sydykov, S.; Tabylganov, M.; Akkenzheyeva, A.; Izteleu, N.; Mussabekova, Z.; Amangeldin, D.; et al. Modification of Bitumen with Recycled PET Plastics from Waste Materials. Polymers 2022, 14, 4719. [Google Scholar] [CrossRef]
- Agha, N.; Hussain, A.; Ali, A.S.; Qiu, Y. Performance Evaluation of Hot Mix Asphalt (HMA) Containing Polyethylene Terephthalate (PET) Using Wet and Dry Mixing Techniques. Polymers 2023, 15, 1211. [Google Scholar] [CrossRef] [PubMed]
- Majka, T.M.; Ostrowski, K.A.; Piechaczek, M. Research on the Development of a Way to Modify Asphalt Mixtures with PET Recyclates. Materials 2023, 16, 6258. [Google Scholar] [CrossRef] [PubMed]
- Beyza İnce, C.; Geckil, T. Effects of Recycled PET and TEOA on Performance Characteristics of Bitumen. JCE 2022, 74, 105–114. [Google Scholar] [CrossRef]
- Mashaan, N.; Chegenizadeh, A.; Nikraz, H. Laboratory Properties of Waste PET Plastic-Modified Asphalt Mixes. Recycling 2021, 6, 49. [Google Scholar] [CrossRef]
- Soltani, M.; Moghaddam, T.B.; Karim, M.R.; Baaj, H. Analysis of Fatigue Properties of Unmodified and Polyethylene Terephthalate Modified Asphalt Mixtures Using Response Surface Methodology. Eng. Fail. Anal. 2015, 58, 238–248. [Google Scholar] [CrossRef]
- Brasileiro, L.; Moreno-Navarro, F.; Tauste-Martínez, R.; Matos, J.; Rubio-Gámez, M. Reclaimed Polymers as Asphalt Binder Modifiers for More Sustainable Roads: A Review. Sustainability 2019, 11, 646. [Google Scholar] [CrossRef]
- Silva, J.D.A.A.E.; Rodrigues, J.K.G.; De Carvalho, M.W.; Lucena, L.C.D.F.L.; Cavalcante, E.H. Mechanical Performance of Asphalt Mixtures Using Polymer-Micronized PET-Modified Binder. Road Mater. Pavement Des. 2018, 19, 1001–1009. [Google Scholar] [CrossRef]
- Domínguez, F.J.N.; García-Morales, M. The Use of Waste Polymers to Modify Bitumen. In Polymer Modified Bitumen; Elsevier: Amsterdam, The Netherlands, 2011; pp. 98–135. ISBN 978-0-85709-048-5. [Google Scholar]
- Sojobi, A.O.; Nwobodo, S.E.; Aladegboye, O.J. Recycling of Polyethylene Terephthalate (PET) Plastic Bottle Wastes in Bituminous Asphaltic Concrete. Cogent Eng. 2016, 3, 1133480. [Google Scholar] [CrossRef]
- Almeida E Silva, J.D.A.; Lopes Lucena, L.C.D.F.; Guedes Rodrigues, J.K.; Carvalho, M.W.; Beserra Costa, D. Use of Micronized Polyethylene Terephthalate (Pet) Waste in Asphalt Binder. Pet. Sci. Technol. 2015, 33, 1508–1515. [Google Scholar] [CrossRef]
- Poulikakos, L.D.; Kakar, M.R.; Piao, Z. Urban Mining for Low-Noise Urban Roads towards More Sustainability in the Urban Environment. Road Mater. Pavement Des. 2023, 24, 309–320. [Google Scholar] [CrossRef]
- Wang, J.; Yuan, J.; Xiao, F.; Li, Z.; Wang, J.; Xu, Z. Performance Investigation and Sustainability Evaluation of Multiple-Polymer Asphalt Mixtures in Airfield Pavement. J. Clean. Prod. 2018, 189, 67–77. [Google Scholar] [CrossRef]
- Mazurek, G.; Podsiadło, M. Optimisation of Polymer Addition Using the Plackett-Burman Experiment Plan. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1203, 022003. [Google Scholar] [CrossRef]
- Mazurek, G.; Šrámek, J.; Buczyński, P. Composition Optimisation of Selected Waste Polymer-Modified Bitumen. Materials 2022, 15, 8714. [Google Scholar] [CrossRef]
- EN 1426; Bitumen and Bituminous Binders—Determination of Needle Penetration. European Commission: Brussels, Belgium, 2015.
- EN 1427; Bitumen and Bituminous Binders—Determination of the Softening Point—Ring and Ball Method. European Commission: Brussels, Belgium, 2015.
- EN 12593; Bitumen and Bituminous Binders—Determination of the Fraass Breaking Point. European Commission: Brussels, Belgium, 2015.
- EN 16659; Bitumen and Bituminous Binders—Multiple Stress Creep and Recovery Test (MSCRT). European Commission: Brussels, Belgium, 2015.
- EN 14771; Bitumen and Bituminous Binders—Determination of the Flexural Creep Stiffness—Bending Beam Rheometer (BBR). European Commission: Brussels, Belgium, 2015.
- Anderson, V.L.; McLean, R.A. Design of Experiments: A Realistic Approach, 1st ed.; CRC Press: Boca Raton, FL, USA, 2018; ISBN 978-1-315-14103-9. [Google Scholar]
- Nelder, J.A.; Wedderburn, R.W.M. Generalized Linear Models. J. R. Stat. Society. Ser. A 1972, 135, 370. [Google Scholar] [CrossRef]
- Box, G.E.P.; Cox, D.R. An Analysis of Transformations. J. R. Stat. Soc. 1964, 26, 211–252. [Google Scholar] [CrossRef]
- Dykstra, O. The Augmentation of Experimental Data to Maximize |X′X|. Technometrics 1971, 13, 682. [Google Scholar] [CrossRef]
- EN 14770; Bitumen and Bituminous Binders—Determination of Complex Shear Modulus and Phase Angle—Dynamic Shear Rheometer (DSR). European Commission: Brussels, Belgium, 2012.
- Stuart, K.D.; Izzo, R.P. Correlation of superpave g*/sin delta with rutting susceptibility from laboratory mixture tests (with discussion and closure). Transp. Res. Rec. 1995, 1492, 176–183. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; ISBN 978-1-118-14692-7. [Google Scholar]
- Miller, J.N.; Miller, J.C. Statistics and Chemometrics for Analytical Chemistry, 6th ed.; Prentice Hall: Harlow, UK, 2010; ISBN 978-0-273-73042-2. [Google Scholar]
- Kaiser, H.F. The Varimax Criterion for Analytic Rotation in Factor Analysis. Psychometrika 1958, 23, 187–200. [Google Scholar] [CrossRef]
- Dempster, A.P. Elements of Continuous Multivariate Analysis; Addison-Wesley Pub. Co.: Reading, MA, USA, 1969; ISBN 978-0-201-01485-3. [Google Scholar]
- Akaike, H.; Parzen, E.; Tanabe, K.; Kitagawa, G. Selected Papers of Hirotugu Akaike; Springer International Publishing: Cham, Switzerland, 1998; ISBN 978-1-4612-1694-0. [Google Scholar]
- García-Morales, M.; Partal, P.; Navarro, F.J.; Martínez-Boza, F.; Gallegos, C.; González, N.; González, O.; Muñoz, M.E. Viscous Properties and Microstructure of Recycled Eva Modified Bitumen. Fuel 2004, 83, 31–38. [Google Scholar] [CrossRef]
- AASHTO M 332; Standard Specification for Performance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) Test. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2022.
- Błażejowski, K.; Wójcik-Wiśniewska, M.; Baranowska, W.; Ostrowski, P. Bitumen Handbook; ORLEN Asfalt sp. z o.o.: Płock, Poland, 2022. [Google Scholar]
- AASHTO T 350; Standard Method of Test for Multiple Stress Creep Recovery (MSCR) Test of Asphalt Binder Using a Dynamic Shear Rheometer (DSR). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019.
- Morales, R.; Bahia, H.; Swiertz, D. WHRP (0092-14-20) TPF-5 (302) Pooled Fund Project. In Modified Binder (PG+) Specifications and Quality Control Criteria; Wisconsin Department of Transportation: Milwaukee, WI, USA, 2016. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Features | Neat Bitumen | Standard | |
|---|---|---|---|
| 50/70 | 70/100 | ||
| Penetration at 25 °C, 0.1 mm | 60 | 91.5 ± 3.1 | PN-EN 1426 [41] |
| Softening point TR&B, °C | 48.6 | 44.7 ± 0.7 | PN-EN 1427 [42] |
| Fraass breaking point, °C | −15 | −13.4 ± 2.0 | PN-EN 12593 [43] |
| Jnr3.2kPa@60, kPa−1 | 2.2 ± 0.3 | 5.7 ± 0.3 | EN 16659 [44] |
| R3.2kPa@60, % | 1.7 ± 0.5 | 0 | EN 16659 [44] |
| Tcrit(Sm) at Sm = 300 MPa | −16.6 ± 2.0 | −16.9 ± 2.0 | EN 14771 [45] |
| Tcrit(m) at m = 0.3 | −15 ± 1.5 | −16.2 ± 1.5 | EN 14771 [45] |
| Quantitative Variables | Levels | Qualitative Variables | Levels |
|---|---|---|---|
| Mixing speed (MS), rpm−1 | 60, 1530, 3000 | Plastomer type (PT) | SC1 (blue). SC2 (green) |
| Mixing temperature (MT), °C | 160, 170, 180 | Bitumen type (BT) | 35/50 70/100 |
| Plastomer content (PC), % (by bitumen mass) | 3, 5, 7 | - | - |
| Case | Polymer Type (PT) | Bitumen Type (BT) | Mixing Speed rpm−1 (MS) | Polymer Content % (PC) | Mixing Temperature °C (MT) |
|---|---|---|---|---|---|
| 1 | SC1 | 50/70 | 60 | 3 | 180 |
| 2 | SC1 | 50/70 | 60 | 5 | 170 |
| 3 | SC1 | 50/70 | 60 | 7 | 160 |
| 4 | SC1 | 50/70 | 1530 | 3 | 160 |
| 5 | SC1 | 50/70 | 1530 | 7 | 180 |
| 6 | SC1 | 50/70 | 3000 | 3 | 170 |
| 7 | SC1 | 50/70 | 3000 | 3 | 180 |
| 8 | SC1 | 50/70 | 3000 | 5 | 160 |
| 9 | SC1 | 50/70 | 3000 | 7 | 160 |
| 10 | SC1 | 70/100 | 60 | 3 | 160 |
| 11 | SC1 | 70/100 | 60 | 5 | 160 |
| 12 | SC1 | 70/100 | 60 | 7 | 180 |
| 13 | SC1 | 70/100 | 1530 | 3 | 180 |
| 14 | SC1 | 70/100 | 1530 | 7 | 160 |
| 15 | SC1 | 70/100 | 3000 | 3 | 160 |
| 16 | SC1 | 70/100 | 3000 | 7 | 180 |
| 17 | SC2 | 50/70 | 60 | 3 | 180 |
| 18 | SC2 | 50/70 | 60 | 5 | 170 |
| 19 | SC2 | 50/70 | 60 | 7 | 160 |
| 20 | SC2 | 50/70 | 1530 | 3 | 160 |
| 21 | SC2 | 50/70 | 1530 | 7 | 180 |
| 22 | SC2 | 50/70 | 3000 | 3 | 170 |
| 23 | SC2 | 50/70 | 3000 | 3 | 180 |
| 24 | SC2 | 50/70 | 3000 | 5 | 160 |
| 25 | SC2 | 50/70 | 3000 | 7 | 160 |
| 26 | SC2 | 70/100 | 60 | 3 | 160 |
| 27 | SC2 | 70/100 | 60 | 5 | 160 |
| 28 | SC2 | 70/100 | 60 | 7 | 180 |
| 29 | SC2 | 70/100 | 1530 | 3 | 180 |
| 30 | SC2 | 70/100 | 1530 | 7 | 160 |
| 31 | SC2 | 70/100 | 3000 | 3 | 160 |
| 32 | SC2 | 70/100 | 3000 | 7 | 180 |
| Dependent Variable | R2 | MSE 1 | F-Stat. | p-Value 2 |
|---|---|---|---|---|
| G*/sin(δ) 50 °C | 0.66 | 39.66 | 12.57 | 0.00000 |
| G*/sin(δ) 60 °C | 0.50 | 13.61 | 6.43 | 0.00009 |
| G*/sin(δ) 70 °C | 0.36 | 22.74 | 3.69 | 0.00529 |
| Tcrit(Sm), °C | 0.44 | 1.08 | 5.08 | 0.00061 |
| Tcrit(m), °C | 0.45 | 14.02 | 5.41 | 0.00038 |
| Jnr3.2kPa@50, kPa−1 | 0.57 | 4.51 | 8.71 | 0.00000 |
| Jnr3.2kPa@60, kPa−1 | 0.54 | 0.29 | 7.67 | 0.00002 |
| Jnr3.2kPa@70, kPa−1 | 0.53 | 0.01 | 7.26 | 0.00003 |
| R3.2kPa@50, % | 0.37 | 2.84 | 3.79 | 0.00454 |
| R3.2kPa@60, % | 0.43 | 0.33 | 4.83 | 0.00089 |
| R3.2kPa@70, % | 0.34 | 17.88 | 3.38 | 0.00871 |
| Mixing Process Parameter | G*/sin(δ) 50 °C | G*/sin(δ) 60 °C | G*/sin(δ) 70 °C | Tcrit(Sm), °C | Tcrit(m), °C | Jnr3.2kPa@70, kPa−1 | Jnr3.2kPa@60, kPa−1 | Jnr3.2kPa@50, kPa−1 | Jnr3.2kPa@50, kPa−1 | R3.2kPa@60, % | R3.2kPa@70, % | R3.2kPa@50, % |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MS | N | N | N | N | S | S | S | S | S | S | S | S |
| PC | S | S | S | S | N | N | N | N | N | N | N | N |
| MT | N | N | N | S | N | N | N | N | N | N | N | N |
| PT | N | N | N | S | N | N | N | N | N | N | N | N |
| BT | S | S | N | S | S | S | S | S | S | N | S | N |
| PT*BT | N | N | N | N | N | N | N | N | N | N | N | N |
| Independent Variable | Level | Coeff. | p-Value 2 | Scaled Chi2 P. | R2 | RMSE 1 |
|---|---|---|---|---|---|---|
| Intercept | 15.3593 | 0.313828 | 1.28 | 57.2 | 3.19 | |
| BT*MS | 70/100 | 0.0005 | 0.377883 | |||
| BT*MT | 70/100 | 0.0934 | 0.274619 | |||
| PC | −7.4361 | 0.141744 | ||||
| PC2 | 0.9539 | 0.061419 | ||||
| MS2 | −0.0001 | 0.426528 | ||||
| MT2 | 0.0001 | 0.668748 | ||||
| MS*PC | 0.0004 | 0.174998 | ||||
| BT*PC | 70/100 | 0.9028 | 0.042943 | |||
| PT*MS | SC2 (green) | −0.0008 | 0.145242 | |||
| PT | SC1 (blue) | 7.3626 | 0.001806 | |||
| BT | 50/70 | −18.5021 | 0.198334 | |||
| PT*PC | SC2 (green) | −1.7197 | 0.000036 |
| Level | Coeff. | p-Value 2 | Scaled Chi2 P. | R2 | RMSE 1 | |
|---|---|---|---|---|---|---|
| Intercept | 0.488693 | 0.000000 | 1.12 | 71 | 0.07 | |
| BT*PC | 50/70 | 0.011806 | 0.017960 | |||
| MS*PC | 50/70 | 0.000014 | 0.000374 | |||
| MS | −0.000110 | 0.000000 | ||||
| PC*MT | 70/100 | −0.000162 | 0.000516 | |||
| BT*MS | 70/100 | 0.000032 | 0.000014 | |||
| BT*MT | −0.000957 | 0.000000 |
| Independent Variable | Level | Coeff. | p-Value 2 | Scaled Chi2 P. | R2 | RMSE 1 |
|---|---|---|---|---|---|---|
| Intercept | 6.558793 | 0.000657 | 1.14 | 72 | 3.4 | |
| BT*PC | 70/100 | −0.303740 | 0.210987 | |||
| BT*MT | 70/100 | 0.023712 | 0.004149 | |||
| MS*MT | 0.000029 | 0.000000 | ||||
| BT*MS | 70/100 | −0.001201 | 0.000690 | |||
| MS*PC | −0.000665 | 0.000317 | ||||
| PC*MT | 0.006114 | 0.004389 | ||||
| PT*MT | SC2 (green) | 0.002396 | 0.347372 | |||
| BT*PC | 70/100 | 6.558793 | 0.000657 | |||
| PT*MT | 70/100 | −0.303740 | 0.210987 |
| Level | Coeff. | p-Value 2 | Scaled. Chi2 P. | R2 | RMSE 1 | |
|---|---|---|---|---|---|---|
| Intercept | −313.552 | 0.000076 | 1.19 | 78.1 | 3.48 | |
| PT*MT | SC2 (green) | −0.005 | 0.000147 | |||
| BT | 50/70 | −7.438 | 0.000000 | |||
| BT*PC | 70/100 | 0.358 | 0.000000 | |||
| PC | 0.150 | 0.000732 | ||||
| MT | 3.379 | 0.000301 | ||||
| MT2 | −0.010 | 0.000411 | ||||
| BT*MT | 70/100 | 0.034 | 0.000037 | |||
| BT*MS | 70/100 | −0.0001 | 0.000363 | |||
| PT*PC | SC2 (green) | 0.153 | 0.000352 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazurek, G.; Buczyński, P.; Iwański, M.; Podsiadło, M.; Pypeć, P.; Kowalczyk, A. Effects of the Mixing Process on the Rheological Properties of Waste PET-Modified Bitumen. Materials 2023, 16, 7271. https://doi.org/10.3390/ma16237271
Mazurek G, Buczyński P, Iwański M, Podsiadło M, Pypeć P, Kowalczyk A. Effects of the Mixing Process on the Rheological Properties of Waste PET-Modified Bitumen. Materials. 2023; 16(23):7271. https://doi.org/10.3390/ma16237271
Chicago/Turabian StyleMazurek, Grzegorz, Przemysław Buczyński, Marek Iwański, Marcin Podsiadło, Przemysław Pypeć, and Artur Kowalczyk. 2023. "Effects of the Mixing Process on the Rheological Properties of Waste PET-Modified Bitumen" Materials 16, no. 23: 7271. https://doi.org/10.3390/ma16237271