
Study on the Influence of Magnesite Tailings on the Expansion and Mechanical Properties of Mortar

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
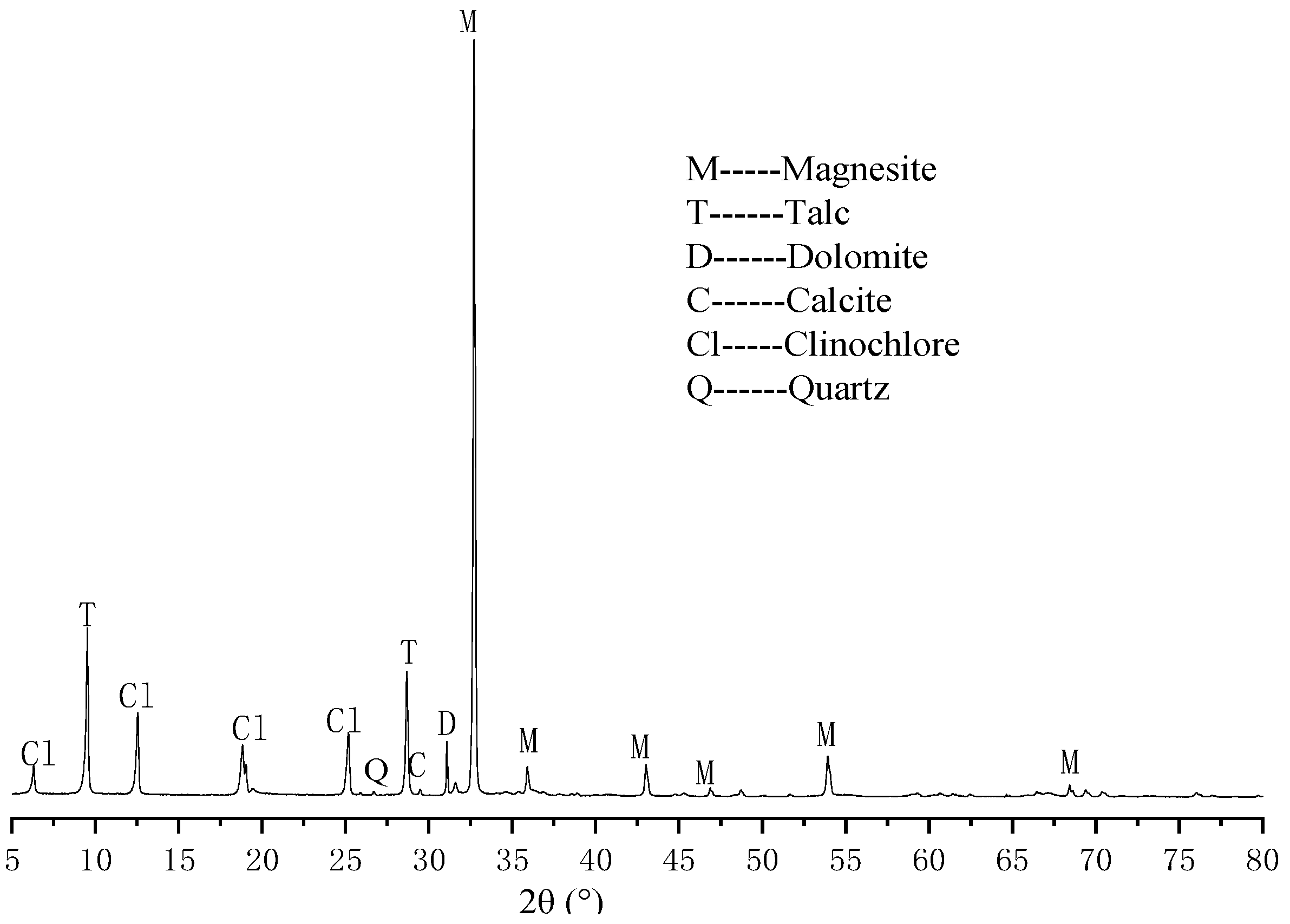
2.1.1. Magnesite Tailing
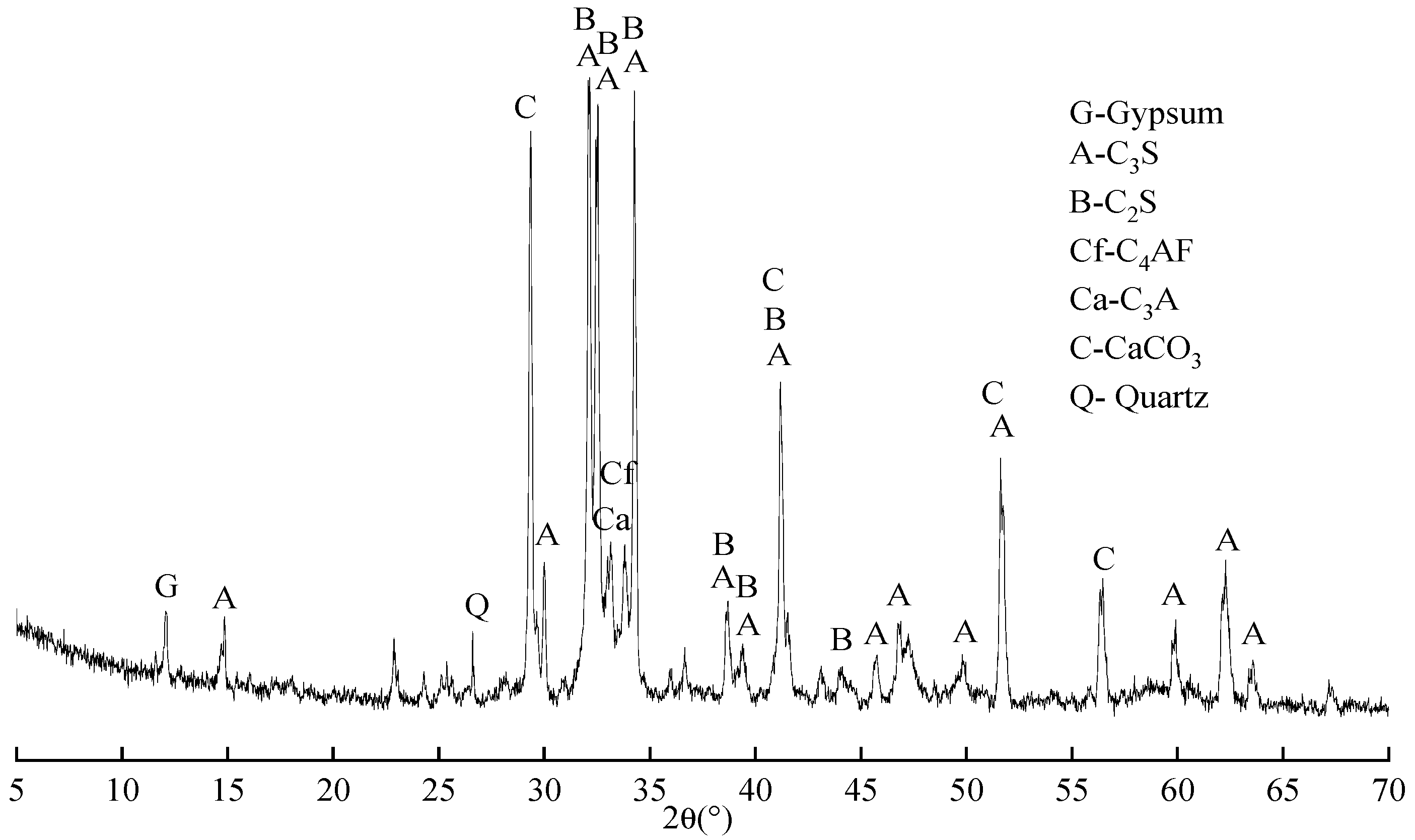
2.1.2. Cement
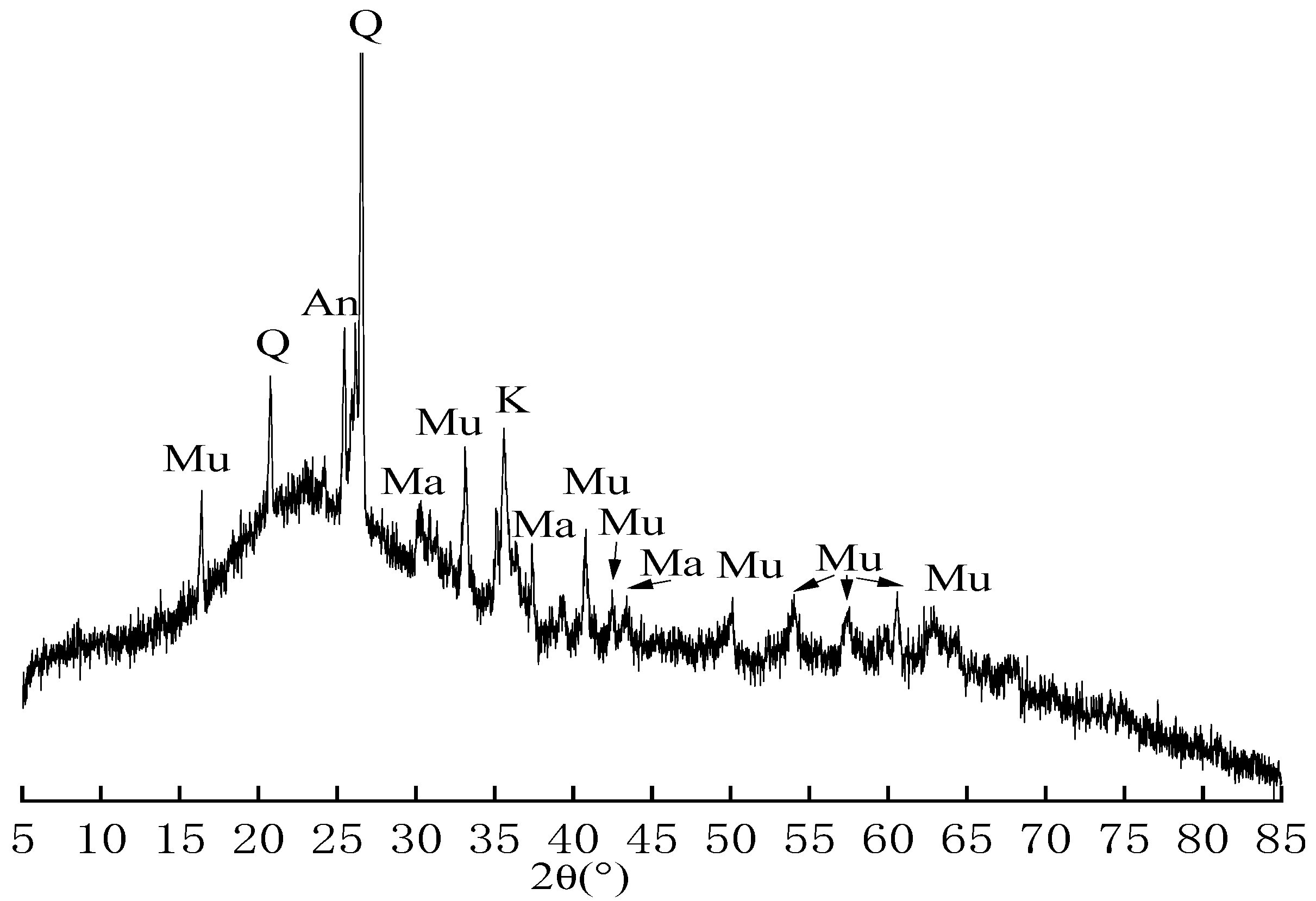
2.1.3. Fly Ash
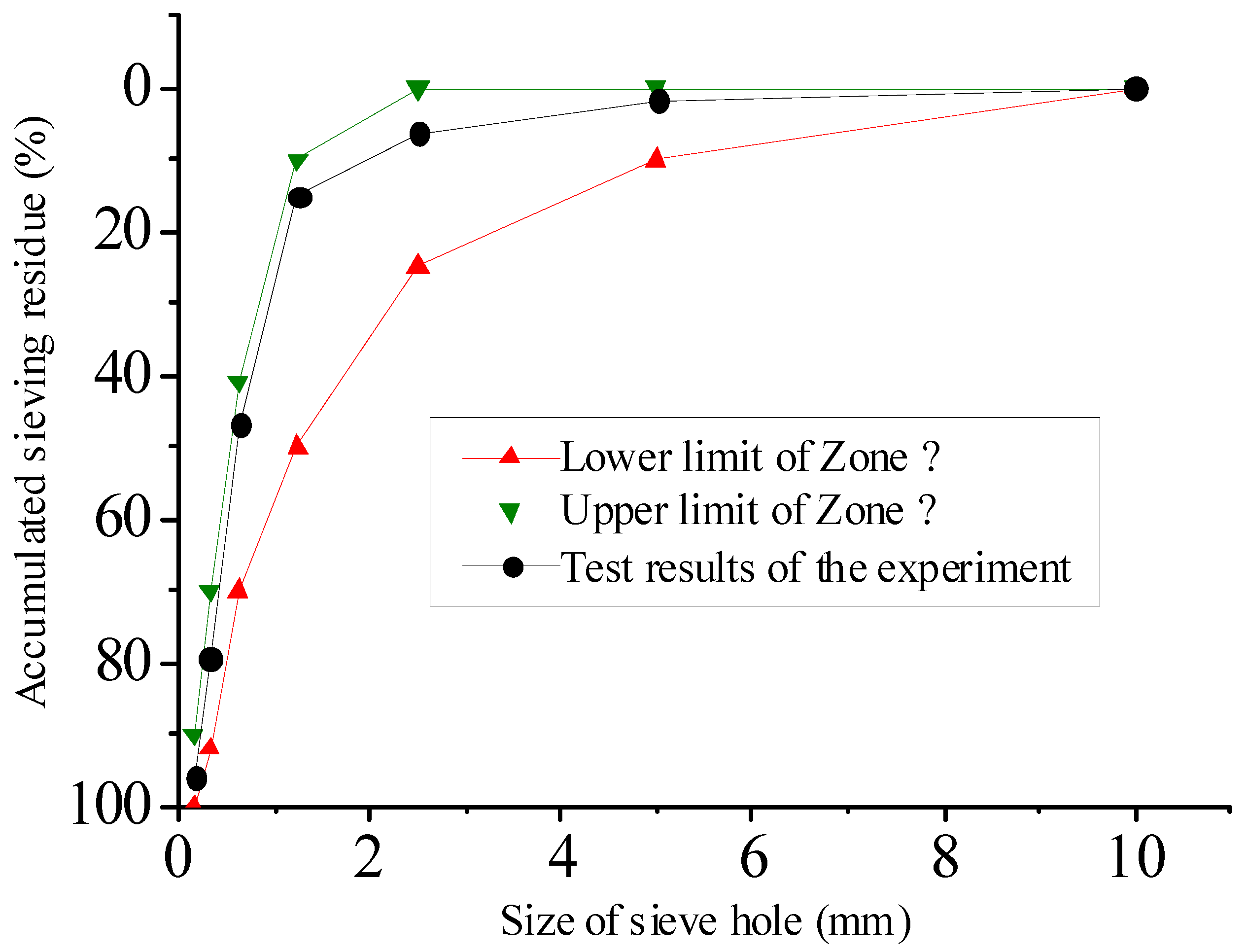
2.1.4. Sand
2.1.5. Mix Design
2.2. Experimental Works
2.2.1. Calcination of Tailings
2.2.2. Performance Test of MEA
- (1)
- Mineral composition
- (2)
- Specific surface area of MEA
- (3)
- Measurement of f-CaO content
- (4)
- Measurement of MgO content
2.2.3. Activity of MEA
2.2.4. Mortar Test
- (1)
- Expansion test
- (2)
- Strength test
- (3)
- Morphology test
- (4)
- Porosity and pore size distribution
3. Results
3.1. The Effect of Calcination Time on the Calcined Product of Magnesite
3.2. Effect of Holding Time on Specific Surface Area of MEA
3.3. Effect of Calcination Time on MEA Activity
3.4. Effect of MEA on Mortar Deformation
3.5. Influence of MEA on Mortar Strength
3.6. The Pore Size Distribution and Porosity of MEA for Mortar
4. Conclusions
- (1)
- Similar to high-grade magnesite, magnesite tailings can also be used to produce MEA with different activities and different expansion properties by changing the calcination time. We can set reasonable production conditions to make use of magnesite tailings, which not only reduces environmental pollution but also compensates for the shrinkage of concrete. The longer the calcination time, the better the crystallization of MEA, the fewer crystal defects, and the smaller the specific surface area of MEA, resulting in a lower activity of MEA.
- (2)
- The expansion of the mortar increased with the increase in MEA content. The early expansion rate was relatively high. With the consumption of MEA, the expansion in the later stage gradually slowed down and tended to stabilize, and there was no expansion regression in the later stage, indicating that the hydration products were stable. Therefore, using calcined magnesite tailings to compensate for concrete shrinkage is effective and safe.
- (3)
- The expansion of MEA increased with the increase in curing temperature, and this increase was more pronounced in the early stage (within 30 d). At 7 d, the expansion of mortar cured at 30 °C increased by 58.3% compared to that cured at 20 °C. Therefore, we can increase the early curing temperature during construction to improve the ability of MEA to compensate for shrinkage.
- (4)
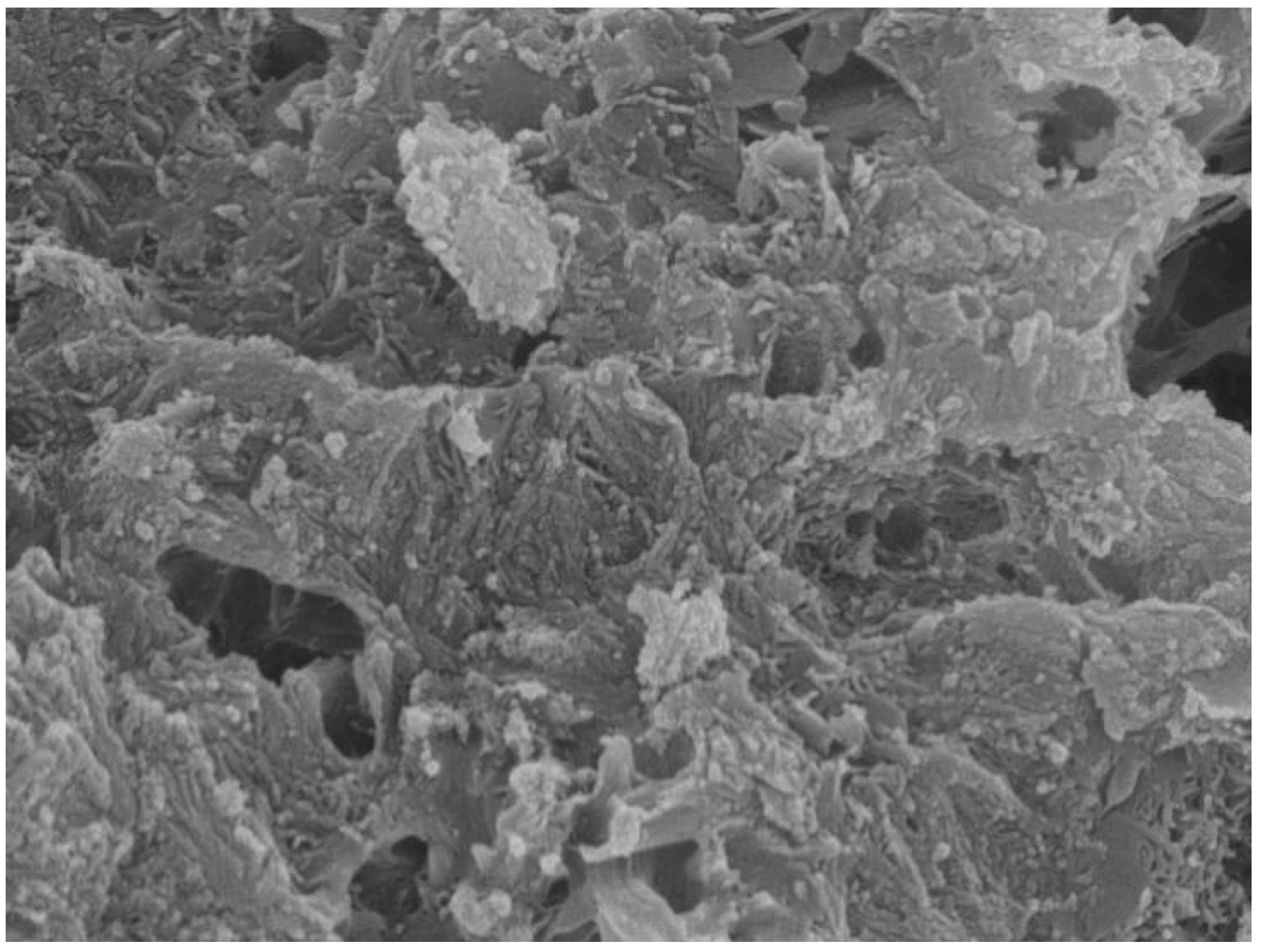
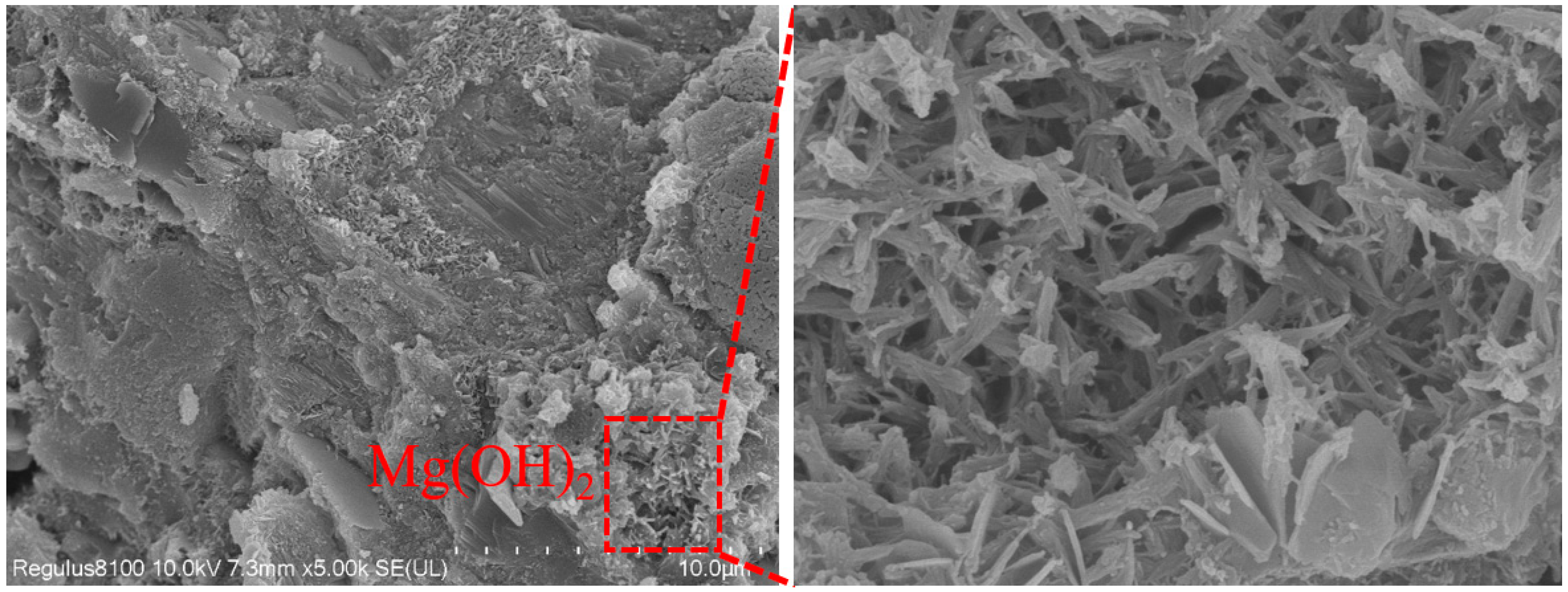
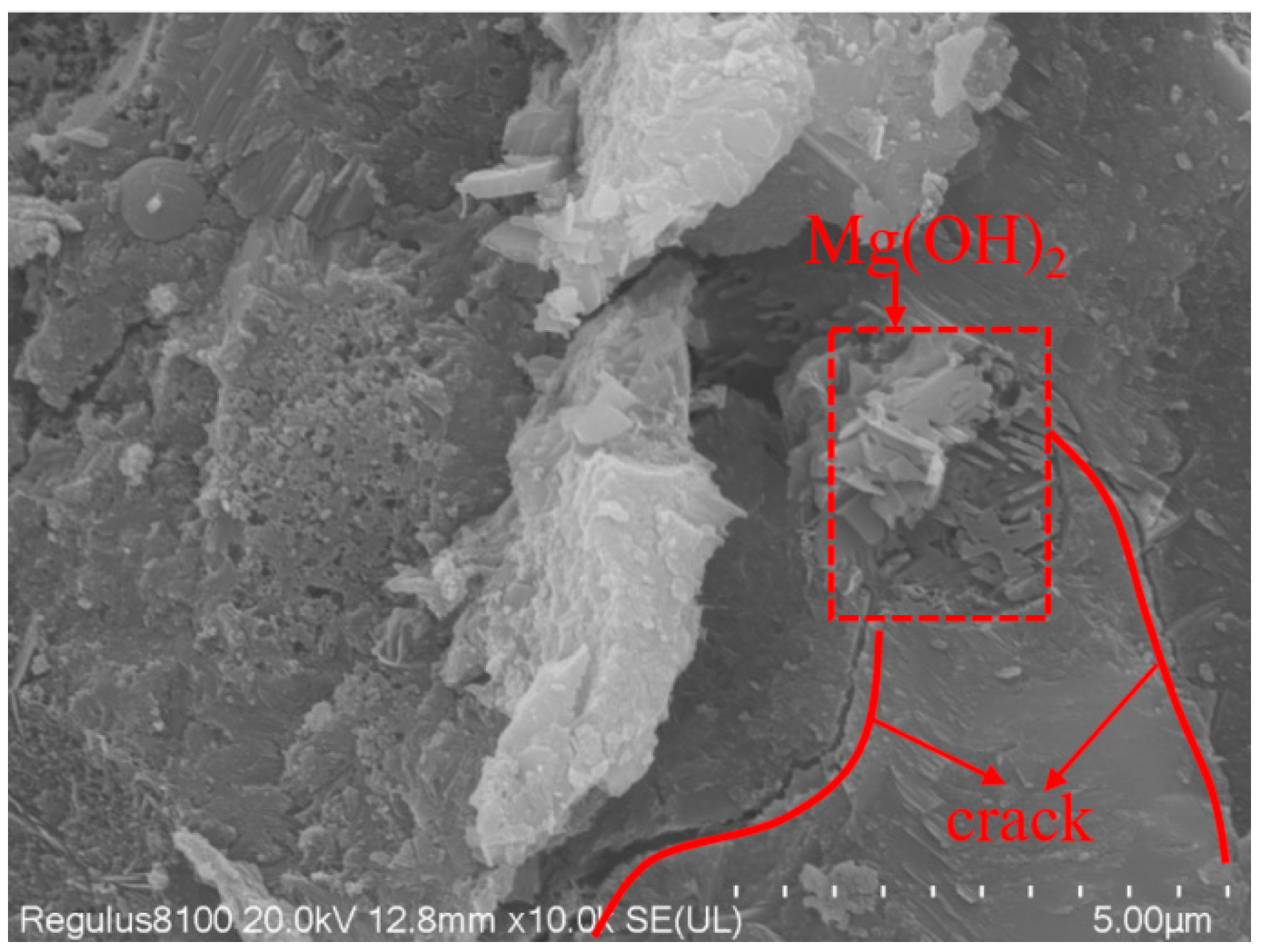
- When the content did not exceed 8%, the strength of the mortar increased with the increase in MEA. In the early stage, the porosity of the mortar was large, and with the increase in curing time, the expansion agent hydration expanded to fill the pores. Compared to 7 d, the porosity of 28 d was reduced by 19%, and the pore structure was optimized, thus improving the strength and durability of the mortar. On the other hand, when the content was greater than 8%, the MEA produced harmful expansion, reducing the strength of the mortar. Especially when the content reached 16%, MEA produced excessive expansion, resulting in the enlargement of the porosity at 28 d, and this harmful expansion led to cracks in the mortar, destroying the integrity of the mortar. Therefore, it is recommended that the content of expansion agents not exceed 8% in engineering construction.
- (5)
- After using MEA and fly ash simultaneously, fly ash inhibited the expansion of MEA. A total of 30% fly ash reduced the expansion of mortar by 20.0–36.1%, and the inhibitory ability decreased with the increase in curing temperature. In order to reveal the underlying reasons for the reduction in expansion caused by fly ash, future research should further analyze the impact of fly ash on the hydration of MEA. In addition, the impact of tailings on the durability of mortar and concrete also needs to be studied. Therefore, the influence of tailings on concrete properties will be discussed comprehensively, which provides a theoretical basis for engineering application.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kouta, N.; Saliba, J.; Saiyouri, N. Effect of Flax Fibers on Early Age Shrinkage and Cracking of Earth Concrete. Constr. Build. Mater. 2020, 254, 119315. [Google Scholar] [CrossRef]
- Ghourchian, S.; Wyrzykowski, M.; Plamondon, M.; Lura, P. On the Mechanism of Plastic Shrinkage Cracking in Fresh Cementitious Materials. Cem. Concr. Res. 2019, 115, 251–263. [Google Scholar] [CrossRef]
- Ghourchian, S.; Wyrzykowski, M.; Baquerizo, L.; Lura, P. Susceptibility of Portland Cement and Blended Cement Concretes to Plastic Shrinkage Cracking. Cem. Concr. Compos. 2018, 85, 44–55. [Google Scholar] [CrossRef]
- Şahmaran, M.; Li, V.C. Durability Properties of Micro-Cracked ECC Containing High Volumes Fly Ash. Cem. Concr. Res. 2009, 39, 1033–1043. [Google Scholar] [CrossRef]
- Jacobsen, S.; Sellevold, E.J.; Matala, S. Frost Durability of High Strength Concrete: Effect of Internal Cracking on Ice Formation. Cem. Concr. Res. 1996, 26, 919–931. [Google Scholar] [CrossRef]
- Shayanfar, M.A.; Farnia, S.M.H.; Ghanooni-Bagha, M.; Massoudi, M.S. The Effect of Crack Width on Chloride Threshold Reaching Time in Reinforced Concrete Members. Asian J. Civ. Eng. 2020, 21, 625–637. [Google Scholar] [CrossRef]
- Rodríguez-Álvaro, R.; González-Fonteboa, B.; Seara-Paz, S.; Hossain, K.M.A. Internally Cured High Performance Concrete with Magnesium Based Expansive Agent Using Coal Bottom Ash Particles as Water Reservoirs. Constr. Build. Mater. 2020, 251, 118977. [Google Scholar] [CrossRef]
- Liu, F.; Shen, S.L.; Hou, D.W.; Arulrajah, A.; Horpibulsuk, S. Enhancing Behavior of Large Volume Underground Concrete Structure Using Expansive Agents. Constr. Build. Mater. 2016, 114, 49–55. [Google Scholar] [CrossRef]
- Li, M.; Liu, J.; Tian, Q.; Wang, Y.; Xu, W. Efficacy of Internal Curing Combined with Expansive Agent in Mitigating Shrinkage Deformation of Concrete Under Variable Temperature Condition. Constr. Build. Mater. 2017, 145, 354–360. [Google Scholar] [CrossRef]
- Dung, N.; Unluer, C. Improving the Performance of Reactive MgO Cement-Based Concrete Mixes. Constr. Build. Mater. 2016, 126, 747–758. [Google Scholar] [CrossRef]
- Kabir, H.; Hooton, R.D. Evaluating Soundness of Concrete Containing Shrinkage-Compensating MgO Admixtures. Constr. Build. Mater. 2020, 253, 119141. [Google Scholar] [CrossRef]
- Nguyen, V.C.; Tong, F.G.; Nguyen, V.N. Modeling of Autogenous Volume Deformation Process of RCC Mixed with MgO Based On Concrete Expansion Experiment. Constr. Build. Mater. 2019, 210, 650–659. [Google Scholar] [CrossRef]
- Huang, K.; Shi, X.; Zollinger, D.; Mirsayar, M.; Wang, A.; Mo, L. Use of MgO Expansion Agent to Compensate Concrete Shrinkage in Jointed Reinforced Concrete Pavement Under High-Altitude Environmental Conditions. Constr. Build. Mater. 2019, 202, 528–536. [Google Scholar] [CrossRef]
- Mao, W.; Guo, S. Discovery and Significance of Quaternary Aqueously Deposited Aeolian Sandstones in the Sanhu Area, Qaidam Basin, China. Petrol. Sci. 2018, 15, 41–50. [Google Scholar] [CrossRef]
- Yang, N.; Ning, P.; Li, K.; Wang, J. MgO-based Adsorbent Achieved from Magnesite for CO2 Capture in Simulate Wet Flue Gas. J. Taiwan Inst. Chem. E 2018, 86, 73–80. [Google Scholar] [CrossRef]
- Gehringer, S.; Luckeneder, C.; Hrach, F.; Flachberger, H. Processing of Caustic Calcined Magnesite (Magnesium Oxide) by the Use of Triboelectrostatic Belt Separation. BHM Berg- Hüttenmännische Monatshefte 2019, 164, 303–309. [Google Scholar] [CrossRef]
- Knoll, C.; Müller, D.; Artner, W.; Welch, J.M.; Eitenberger, E.; Friedbacher, G.; Werner, A.; Weinberger, P.; Harasek, M. Magnesium Oxide from Natural Magnesite Samples as Thermochemical Energy Storage material. Energy Procedia 2019, 158, 4861–4869. [Google Scholar] [CrossRef]
- Paholič, G.; Mateová, K. Stimulating the Thermal Decomposition of Magnesite. Thermochim. Acta 1996, 277, 75–84. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, S.; Huang, J.; Wei, Z.; Guan, B.; Fang, J. Experimental Investigation on the Properties and Microstructure of Magnesium Oxychloride Cement Prepared with Caustic Magnesite and Dolomite. Constr. Build. Mater. 2015, 85, 247–255. [Google Scholar] [CrossRef]
- Temiz, H.; Kantarcı, F.; Inceer, M.E. Influence of Blast-Furnace Slag on Behaviour of Dolomite Used as a Raw Material of MgO-type Expansive Agent. Constr. Build. Mater. 2015, 94, 528–535. [Google Scholar] [CrossRef]
- Gao, P.; Lu, X.; Geng, F.; Li, X.; Hou, J.; Lin, H.; Shi, N. Production of MgO-type Expansive Agent in Dam Concrete by Use of Industrial By-Products. Build. Environ. 2008, 43, 453–457. [Google Scholar] [CrossRef]
- GB/T 14684-2022; Sand for Construction. National Standard of The People’s Republic of China: Beijing, China, 2022. (In Chinese)
- GB/T 176-2008; Methods for Chemical Analysis of Cement. National Standard of The People’s Republic of China: Beijing, China, 2008. (In Chinese)
- GBT 17671-1999; Method of Testing Cements—Determination of Strength. National Standard of The People’s Republic of China: Beijing, China, 1999. (In Chinese)
- Wu, Z.W.; Lian, H.Z. High Performance Concrete; China Railway Press: Beijing, China, 1999; pp. 22–27. (In Chinese) [Google Scholar]
- Mohan, M.K.; Rahul, A.; Van Stappen, J.F.; Cnudde, V.; De Schutter, G.; Van Tittelboom, K. Assessment of pore structure characteristics and tortuosity of 3D printed concrete using mercury intrusion porosimetry and X-ray tomography. Cem. Concr. Compos. 2023, 140, 105104. [Google Scholar] [CrossRef]
- Fernandes, B.; Khodeir, M.; Perlot, C.; Carré, H.; Mindeguia, J.-C.; La Borderie, C. Durability of concrete made with recycled concrete aggregates after exposure to elevated temperatures. Mater. Struct. 2023, 56, 25. [Google Scholar] [CrossRef]
- Medina, D.F.; Martínez, M.C.H.; Medina, N.F.; Hernández-Olivares, F. Durability of rubberized concrete with recycled steel fibers from tyre recycling in aggresive enviroments. Constr. Build. Mater. 2023, 400, 132619. [Google Scholar] [CrossRef]
- Lin, Z. Cementing Materials Science; Wuhan University of Technology Press: Wuhan, China, 2014; pp. 110–125. (In Chinese) [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Compositions (%) | ||||||
|---|---|---|---|---|---|---|---|
| CaO | MgO | Al2O3 | SiO2 | Fe2O3 | Loss | Total | |
| Magnesite tailing | 3.91 | 41.67 | 2.45 | 5.67 | 0.93 | 45.13 | 99.76 |
| Grade | Chemical Compositions (%) | ||
|---|---|---|---|
| MgO | CaO | SiO2 | |
| Top Grade | ≥47 | ≤0.6 | ≤0.6 |
| Grade 1 | ≥46 | ≤0.8 | ≤1.2 |
| Grade 2 | ≥45 | ≤1.5 | ≤1.5 |
| Grade 3 | ≥43 | ≤1.5 | ≤3.5 |
| Material | Chemical Compositions (%) | |||||||
|---|---|---|---|---|---|---|---|---|
| CaO | MgO | Al2O3 | SiO2 | Fe2O3 | SO3 | Loss | Total | |
| Cement | 64.73 | 0.89 | 4.39 | 19.41 | 2.97 | 2.59 | 2.40 | 97.38 |
| Material | Chemical Compositions (%) | ||||||
|---|---|---|---|---|---|---|---|
| MgO | CaO | SiO2 | Al2O3 | Fe2O3 | Loss | Total | |
| Fly ash | 0.92 | 4.40 | 47.84 | 34.71 | 7.31 | 3.02 | 98.20 |
| Apparent Density (g/cm3) | Bulk Density (g/cm3) | Porosity (%) |
|---|---|---|
| 2.63 | 1.51 | 43.5 |
| Material | Content of f-MgO (%) | |||
|---|---|---|---|---|
| 0.5 h | 1.0 h | 1.5 h | 2.0 h | |
| MEA | 73.33 | 73.48 | 73.60 | 73.68 |
| Material | Content of f-CaO (%) | |||
|---|---|---|---|---|
| 0.5 h | 1.0 h | 1.5 h | 2.0 h | |
| MEA | 0.94 | 0.88 | 0.82 | 0.56 |
| Material | Specific Surface Area (m2·g−1) | |||
|---|---|---|---|---|
| 0.5 h | 1.0 h | 1.5 h | 2.0 h | |
| MEA | 22.34 | 20.36 | 19.45 | 18.76 |
| Material | Hydration Activity (s) | |||
|---|---|---|---|---|
| 0.5 h | 1.0 h | 1.5 h | 2.0 h | |
| MEA | 104 | 153 | 187 | 203 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, F.; Zhou, J.; Mao, Z.; Chen, B. Study on the Influence of Magnesite Tailings on the Expansion and Mechanical Properties of Mortar. Materials 2023, 16, 7082. https://doi.org/10.3390/ma16227082
Jiang F, Zhou J, Mao Z, Chen B. Study on the Influence of Magnesite Tailings on the Expansion and Mechanical Properties of Mortar. Materials. 2023; 16(22):7082. https://doi.org/10.3390/ma16227082
Chicago/Turabian StyleJiang, Feifei, Juan Zhou, Zhongyang Mao, and Bi Chen. 2023. "Study on the Influence of Magnesite Tailings on the Expansion and Mechanical Properties of Mortar" Materials 16, no. 22: 7082. https://doi.org/10.3390/ma16227082