

Effect of Boron Additions on the Microstructural Evolution and Properties of Fe-Mo-Cu-Ni-C Sintered Steel
 ,
,
Abstract
:1. Introduction
2. Methods
3. Results and Discussion
3.1. Sintering Technology and Densities
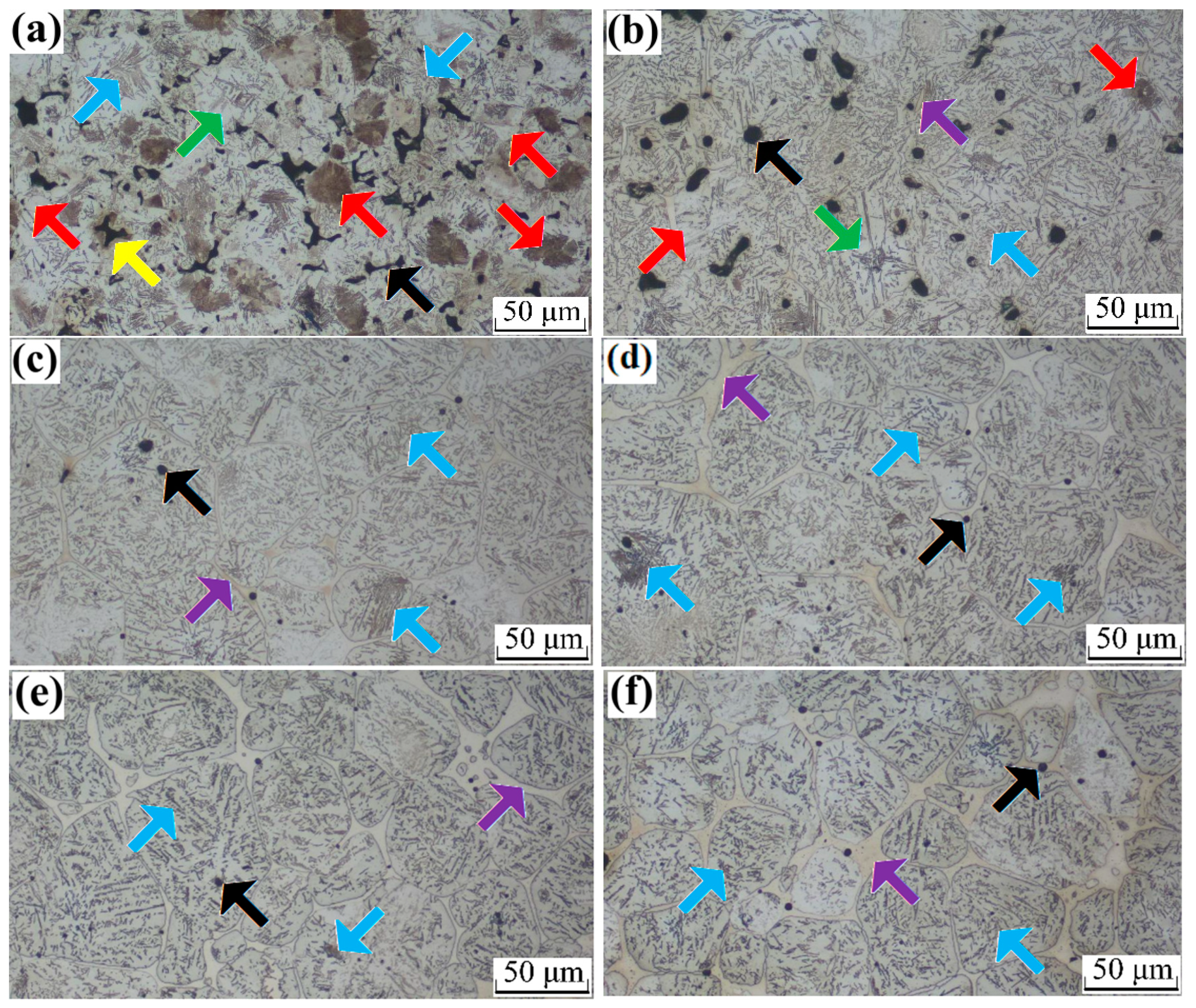
3.2. Microstructural Characteristics of the Sintered Steels
3.3. Mechanical Properties
3.4. Wear Behavior and Mechanism
4. Conclusions
- (1)
- The microstructures of the sintered steels with and without the B additions consisted of pearlite, ferrite, Ni-rich austenite, Cu-rich pearlite, and pores; however, as the B content increased, the ferrite phase became smaller and even disappeared, and Ni and Cu elements became more homogeneous. After the heat treatment, the microstructure of the steels mainly consisted of martensite. The pores became rounder and the number of pores decreased and disappeared with an increasing B content.
- (2)
- The C16-type Mo2B structures with the space group of I4/mcm were identified by transmission electron microscope (TEM) observation, and the equilibrium phase diagram calculation indicated that the B addition facilitated the formation of the M2B phase.
- (3)
- The sintering density of the PM steels increased as the B content increased, and the hardness of the materials monotonously increased. The ultimate tensile strength of the heat-treated steels attained a maximum value of 1097 MPa with a B content of 0.2% and the IM of the steels attained a maximum value of 25.7 J/cm2 with a B content of 0.1%.
- (4)
- The wear resistance of the steels initially increased and then decreased with an increasing B content. Under low load conditions, the 0.2% B steel exhibited excellent wear resistance due to the combination of good hardness and tensile strength, and the failure mode of the steel was mainly adhesion/triboxidation. Under high load conditions, the 0.1% B steel exhibited excellent wear resistance due to the combination of good hardness, strength, and excellent toughness, and the failure mode of the steel was abrasion wear, triboxidation, and adhesive wear.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gelinas, S.; Blais, C. Characterization of the mechanisms taking place during liquid phase sintering of PM boron steels with the help of artificial intelligence. Powder Metall. 2022, 66, 29–42. [Google Scholar] [CrossRef]
- Gelinas, S.; Plante, J.; Blais, C. Optimization of liquid-phase sintering of boron PM steels using mater alloys. Int. J. Powder Metall. 2020, 56, 11–21. [Google Scholar]
- Kulkarni, H.; Dabhade, V.V. Green machining of powder-metallurgy-steels (PMS): An overview. J. Manuf. Process. 2019, 44, 1–18. [Google Scholar] [CrossRef]
- Kalantari, A.; Azadbeh, M. Effect of Intermediate Annealing Temperature on Response of Repressing to Densification of Pre-Alloyed Cr-Mo Steel. J. Iron Steel Res. Int. 2011, 18, 52–56. [Google Scholar] [CrossRef]
- Azadbeh, M.; Mohammadzadeh, A.; Danninger, H. Modeling the response of physical and mechanical properties of Cr–Mo prealloyed sintered steels to key manufacturing parameters. Mater. Des. 2014, 55, 633–643. [Google Scholar] [CrossRef]
- Chen, W.; Wang, J.; Chen, P.; Cheng, J. Microstructure and Property of Sintered Fe-2Cu-0.8C-0.6Mo-2W Materials Prepared From Prediffused Powders. Front. Mater. 2020, 7, 569. [Google Scholar] [CrossRef]
- You, J.; Kim, H.G.; Lee, J.; Kim, H.-H.; Cho, Y.; Jeong, B.-S.; Kang, K.; Lee, H.M.; Han, H.N.; Kim, M.; et al. Effects of molybdenum addition on microstructure and mechanical properties of Fe-B-C sintered alloys. Mater. Charact. 2021, 173, 110915. [Google Scholar] [CrossRef]
- SSunbul, E.; Akyol, S.; Onal, S.; Ozturk, S.; Sozeri, H.; Icin, K. Effect of Co, Cu, and Mo alloying metals on electrochemical and magnetic properties of Fe-B alloy. J. Alloys Compd. 2023, 947, 169652. [Google Scholar] [CrossRef]
- Wu, M.W.; Tsao, L.C.; Shu, G.J.; Lin, B.H. The effects of alloying elements and microstructure on the impact toughness of powder metal steels. Mater. Sci. Eng. A 2012, 538, 135–144. [Google Scholar] [CrossRef]
- Duan, Y.; Liu, W.; Ma, Y.; Cai, Q.; Zhu, W.; Li, J. Effect of Ni addition upon microstructure and mechanical properties of hot isostatic pressed 30CrMnSiNi2A ultrahigh strength steel. Mater. Sci. Eng. A 2022, 850, 143599. [Google Scholar] [CrossRef]
- HDanninger; Pöttschacher, R.; Bradac, S.; Šalak, A.; Seyrkammer, J. Comparison of Mn, Cr and Mo alloyed sintered steels prepared from elemental powders. Powder Metall. 2005, 48, 23–32. [Google Scholar] [CrossRef]
- Narayanasamy, R.; Veeramani, A.; Pandey, K. Effect of carbon content on instantaneous strain-hardening behaviour of powder metallurgy steels. Mater. Sci. Eng. A 2008, 497, 505–511. [Google Scholar] [CrossRef]
- Narayan, S.; Rajeshkannan, A. Influence of carbon content on workability behavior in the formation of sintered plain carbon steel preforms. Int. J. Adv. Manuf. Technol. 2013, 64, 105–111. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Schulze, V. Implications of carbon, nitrogen and porosity on the γ→α′ martensite phase transformation and resulting hardness in PM-steel Astaloy 85Mo. J. Mater. Res. Technol. 2020, 9, 8245–8257. [Google Scholar] [CrossRef]
- Sun, X.; Sun, D.; Wang, Y.; Feng, Y.; Jin, L.; Hao, X.; Wang, T.; Zhang, F. Roles of pre-formed martensite in deformation behavior and strain partitioning of medium-carbon bainitic steel by quasi-in-situ tensile tests. Mater. Sci. Eng. A 2023, 868, 144760. [Google Scholar] [CrossRef]
- Tekeli, S.; Güral, A. Microstructural characterization and impact toughness of intercritically annealed PM steels. Mater. Sci. Eng. A 2005, 406, 172–179. [Google Scholar] [CrossRef]
- Ramprabhu, T.; Sriram, S.S.; Boopathy, K.; Narasimhan, K.S.; Ramamurty, U. Effect of copper addition on the fatigue life of low alloy C-Mo powder metallurgy steel. Met. Powder Rep. 2011, 66, 28–34. [Google Scholar] [CrossRef]
- MErden, A.; Yaşar, N.; Korkmaz, M.E.; Ayvacı, B.; Ross, K.N.S.; Mia, M. Investigation of microstructure, mechanical and machinability properties of Mo-added steel produced by powder metallurgy method. Int. J. Adv. Manuf. Technol. 2021, 114, 2811–2827. [Google Scholar] [CrossRef]
- Wang, J.A.; Danninger, H. Dry sliding wear behavior of molybdenum alloyed sintered steels. Wear 1998, 222, 49–56. [Google Scholar] [CrossRef]
- Gajjal, P.S.; Lathkar, G.S. Wear behaviour of sintered bearings using additives in dry sliding. Mater. Today Process. 2021, 46, 2483–2488. [Google Scholar] [CrossRef]
- Hatami, S.; Malakizadi, A.; Nyborg, L.; Wallin, D. Critical aspects of sinter-hardening of prealloyed Cr–Mo steel. J. Mater. Process. Technol. 2010, 210, 1180–1189. [Google Scholar] [CrossRef]
- Nabeel, M.; Frykholm, R.; Hedström, P. Influence of alloying elements on Ni distribution in PM steels. Powder Metall. 2014, 57, 111–118. [Google Scholar] [CrossRef]
- Wu, M.-W.; Shu, G.-J.; Chang, S.-Y.; Lin, B.-H. A Novel Ni-Containing Powder Metallurgy Steel with Ultrahigh Impact, Fatigue, and Tensile Properties. Metall. Mater. Trans. A 2014, 45, 3866–3875. [Google Scholar] [CrossRef]
- Sundaram, M.V.; Karamchedu, S.; Gouhier, C.; Hryha, E.; Bergman, O.; Nyborg, L. Vacuum sintering of chromium alloyed powder metallurgy steels. Met. Powder Rep. 2019, 74, 244–250. [Google Scholar] [CrossRef]
- Shanmugasundaram, D.; Chandramouli, R. Tensile and impact behaviour of sinter-forged Cr, Ni and Mo alloyed powder metallurgy steels. Mater. Des. 2009, 30, 3444–3449. [Google Scholar] [CrossRef]
- Campos, M.; Torralba, J.M. Surface assessment in low alloyed Cr–Mo sintered steels after heat and thermochemical treatment. Surf. Coat. Technol. 2004, 182, 351–362. [Google Scholar] [CrossRef]
- SGélinas; Baïlon-Poujol, I.; Blais, C. Correlation between fracture mechanisms and microstructure in Mn powder metallurgy steels susceptible to intergranular failure. Mater. Sci. Eng. A 2018, 730, 391–400. [Google Scholar] [CrossRef]
- Mao, X.; Oh, K.H.; Kang, S.H.; Kim, T.K.; Jang, J. On the coherency of Y2Ti2O7 particles with austenitic matrix of oxide dispersion strengthened steel. Acta Mater. 2015, 89, 141–152. [Google Scholar] [CrossRef]
- Pan, F.; Zhang, J.; Chen, H.-L.; Su, Y.-H.; Kuo, C.-L.; Su, Y.-H.; Chen, S.-H.; Lin, K.-J.; Hsieh, P.-H.; Hwang, W.-S. Effects of Rare Earth Metals on Steel Microstructures. Materials 2016, 9, 417. [Google Scholar] [CrossRef]
- Fu, H.; Xiao, Q.; Kuang, J.; Jiang, Z.; Xing, J.-D. Effect of rare earth and titanium additions on the microstructures and properties of low carbon Fe–B cast steel. Mater. Sci. Eng. A 2007, 466, 160–165. [Google Scholar] [CrossRef]
- Wang, M.; Mu, S.; Sun, F.; Wang, Y. Influence of Rare Earth Elements on Microstructure and Mechanical Properties of Cast High-Speed Steel Rolls. J. Rare Earths 2007, 25, 490–494. [Google Scholar] [CrossRef]
- Narasimhan, K.S. Sintering of powder mixtures and the growth of ferrous powder metallurgy. Mater. Chem. Phys. 2001, 67, 56–65. [Google Scholar] [CrossRef]
- Sundaram, M.V.; Surreddi, K.B.; Hryha, E.; Veiga, A.; Berg, S.; Castro, F.; Nyborg, L. Enhanced Densification of PM Steels by Liquid Phase Sintering with Boron-Containing Master Alloy. Metall. Mater. Trans. A 2018, 49, 255–263. [Google Scholar] [CrossRef]
- Wu, M.-W.; Lin, Z.-J.; Lin, C.-Y.; Chi, S.-X.; Tsai, M.-K.; Ni, K. Mechanical properties and fracture mechanism of boron-containing 304L austenitic stainless steel densified by liquid phase sintering. Mater. Sci. Eng. A 2021, 814, 141182. [Google Scholar] [CrossRef]
- Danninger, H.; Vassileva, V.; Gierl-Mayer, C. Embrittling components in sintered steels: Comparison of phosphorus and boron. Powder Metall. Prog. 2017, 17, 47–64. [Google Scholar] [CrossRef]
- JB/T 2798-1999; Metallographe Stadard Specifications for Powder Metallurgy Iron-Based Sintering Products. JB/T: Beijing, China, 2000.
- ASTM E23; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2001.
- ISO 2740; Sintered Metal Materials, excluding Hardmetals—Tensile Test Pieces. ISO: Geneva, Switzerland, 2009.
- Amador, D.; Torralba, J. Study of PM alloyed steels with Ni–Cu prealloyed powders. J. Mater. Process. Technol. 2003, 143, 781–785. [Google Scholar] [CrossRef]
- Abdoos, H.; Khorsand, H.; Shahani, A. Fatigue behavior of diffusion bonded powder metallurgy steel with heterogeneous microstructure. Mater. Des. 2009, 30, 1026–1031. [Google Scholar] [CrossRef]
- Straffelini, G.; Fontanari, V. Stress state dependent fracture behaviour of porous PM steels. Eng. Fract. Mech. 2011, 78, 1067–1076. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cu | Ni | C | Si | Mn | P | S | Mo | O |
|---|---|---|---|---|---|---|---|---|---|
| Bal. | 1.45~1.52 | 1.70~1.75 | ≤0.015 | ≤0.10 | ≤0.35 | ≤0.016 | ≤0.025 | 0.45~0.50 | ≤0.25 |
| Specimens | Fe | Mo | Cu | Ni | B | C | Wax |
|---|---|---|---|---|---|---|---|
| 1# | Bal. | 0.5 | 1.5 | 1.75 | 0 | 0.7 | 0.7 |
| 2# | Bal. | 0.5 | 1.5 | 1.75 | 0.1 | 0.7 | 0.7 |
| 3# | Bal. | 0.5 | 1.5 | 1.75 | 0.2 | 0.7 | 0.7 |
| 4# | Bal. | 0.5 | 1.5 | 1.75 | 0.3 | 0.7 | 0.7 |
| 5# | Bal. | 0.5 | 1.5 | 1.75 | 0.4 | 0.7 | 0.7 |
| 6# | Bal. | 0.5 | 1.5 | 1.75 | 0.5 | 0.7 | 0.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Wang, Y.; Yuan, Y.; Luo, F.; Wang, T.; Han, W.; Tan, L. Effect of Boron Additions on the Microstructural Evolution and Properties of Fe-Mo-Cu-Ni-C Sintered Steel. Materials 2023, 16, 6953. https://doi.org/10.3390/ma16216953
Liu Z, Wang Y, Yuan Y, Luo F, Wang T, Han W, Tan L. Effect of Boron Additions on the Microstructural Evolution and Properties of Fe-Mo-Cu-Ni-C Sintered Steel. Materials. 2023; 16(21):6953. https://doi.org/10.3390/ma16216953
Chicago/Turabian StyleLiu, Zenglin, Yankang Wang, Yong Yuan, Fenghua Luo, Tao Wang, Wei Han, and Liming Tan. 2023. "Effect of Boron Additions on the Microstructural Evolution and Properties of Fe-Mo-Cu-Ni-C Sintered Steel" Materials 16, no. 21: 6953. https://doi.org/10.3390/ma16216953