

Study of Wire-Cut Electro-Discharge Machining of Heat-Resistant Nickel Alloys
 , and
, and
Abstract
:1. Introduction
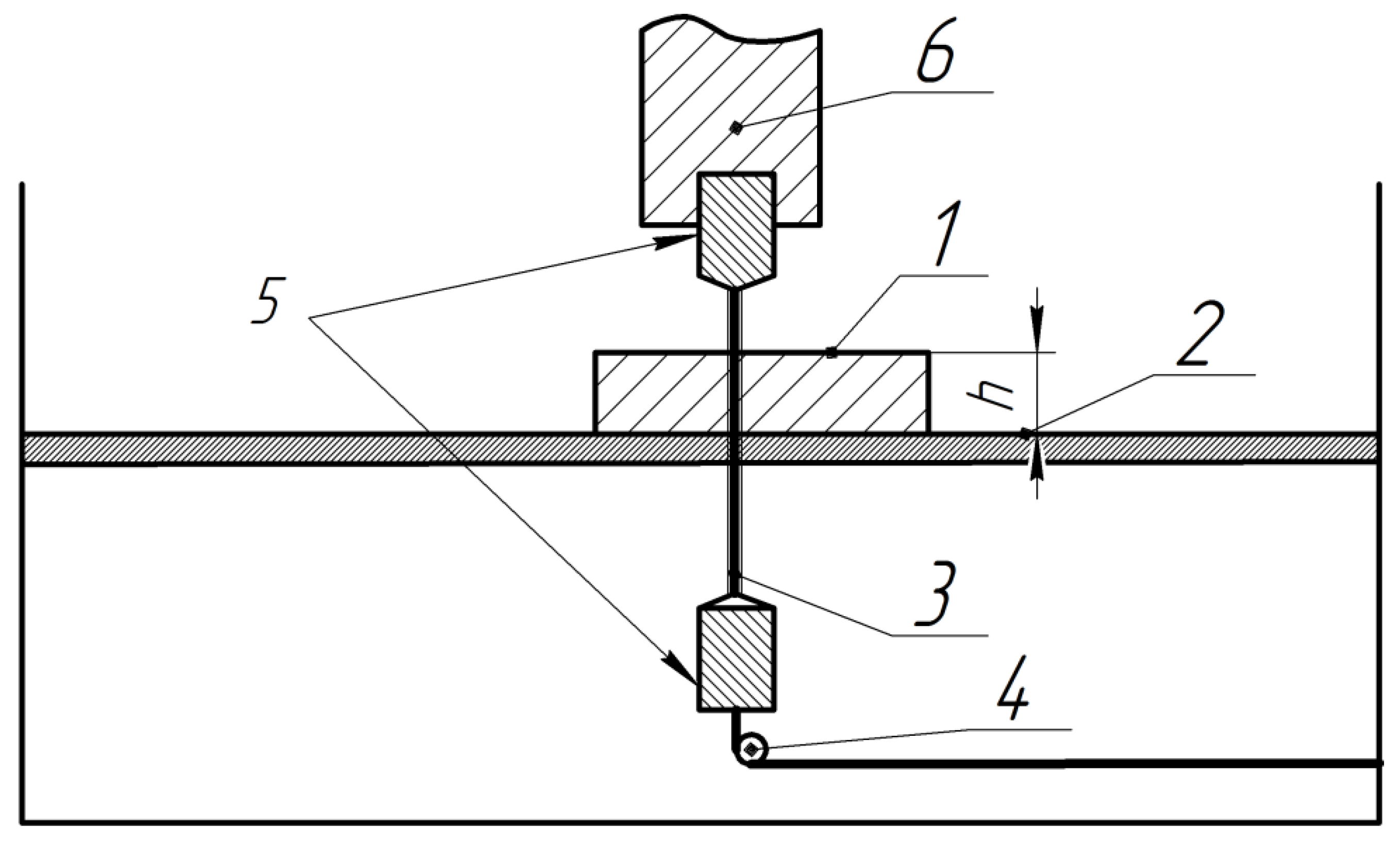
2. Material and Methods
Material
3. Results and Discussion
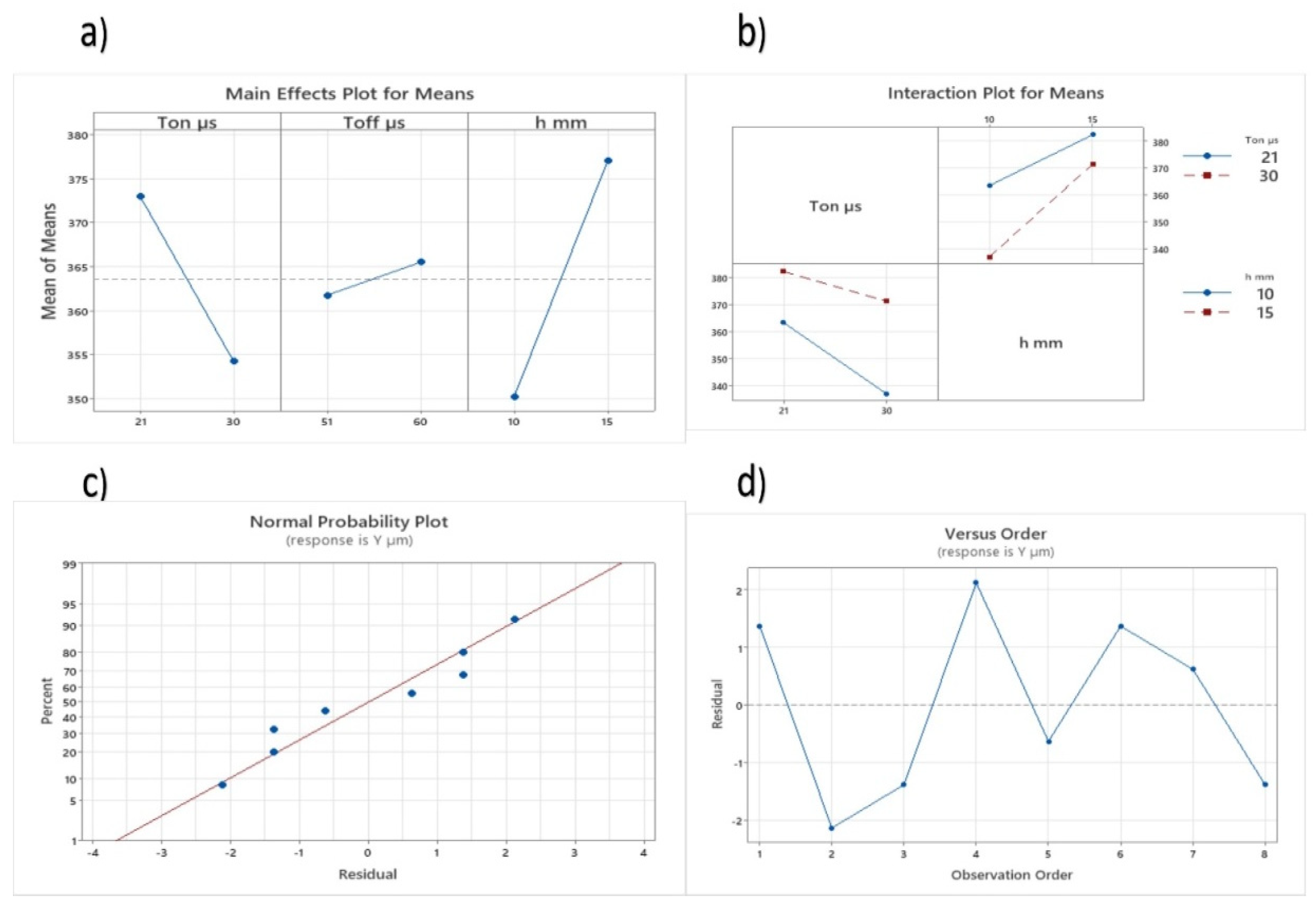
3.1. Analysis of Variance for Surface Roughness
3.2. Analysis of Variance for Cut Width
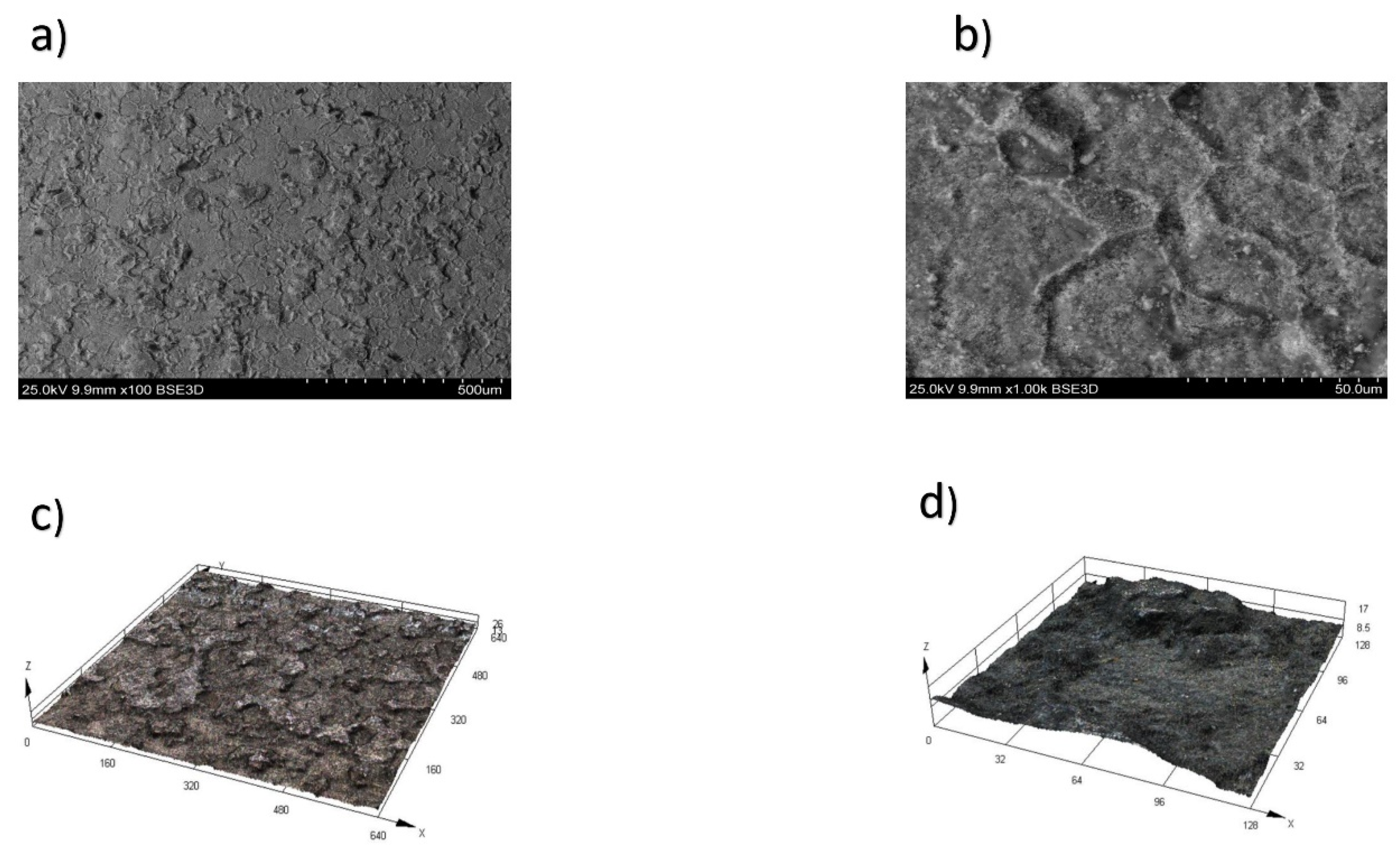
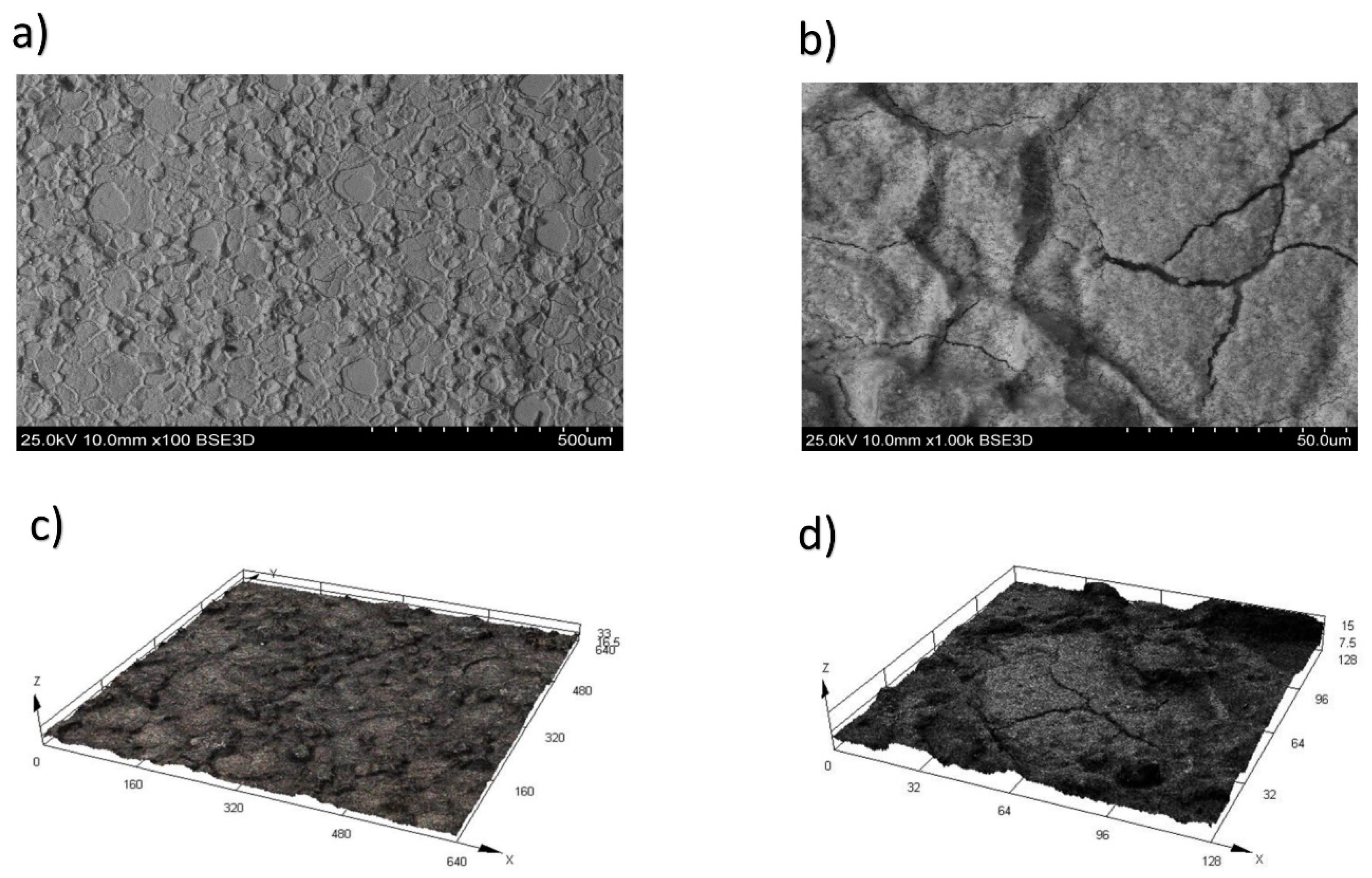
3.3. Microstructure Analysis for Surface Roughness
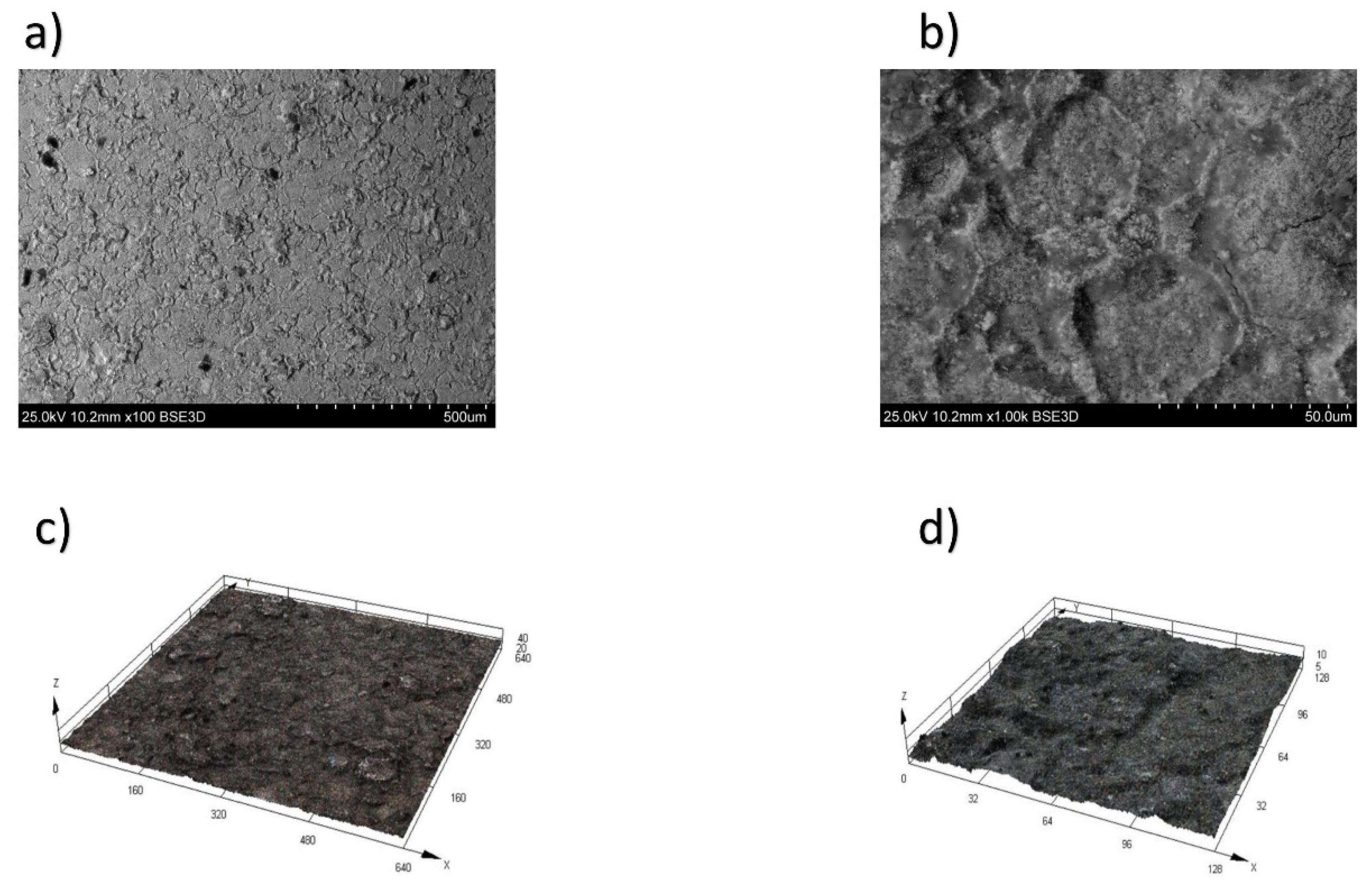
Cut width Micrograph Analysis
4. Conclusions
- The robust regression model for the surface roughness and cut width has been successfully developed for the Wire Electrical Discharge Machining (WEDM) of the heat-resistant nickel alloy.
- An increase in the height or thickness of the sample leads to a notable increase in surface roughness.
- The investigation also revealed that increasing pulse on time and the thickness of the workpiece significantly affect the cut width of the specimen.
- The increase in the height of the sample triggers an adverse impact on the intensity of crack formation on the surface of high-temperature nickel alloys. These cracks, in turn, have detrimental effects on the operational properties of essential products crafted from heat-resistant, next-generation nickel alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jani, J.M.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Duerig, T.; Pelton, A.; Stöckel, D. An overview of nitinol medical applications. Mater. Sci. Eng. A 1999, 273, 149–160. [Google Scholar] [CrossRef]
- Markopoulos, A.P.; Pressas, I.S.; Manolakos, D.E. A Review on the machining of Nickel-Titanium shape memory alloys. Rev. Adv. Mater. Sci. 2015, 42, 28–35. [Google Scholar]
- Stoeckel, D. Shape memory actuators for automotive applications. Mater. Des. 1990, 11, 302–307. [Google Scholar] [CrossRef]
- Machado, L.G.; Savi, M.A. Medical applications of shape memory alloys. Braz. J. Med. Biol. Res. 2003, 36, 683–691. [Google Scholar] [CrossRef]
- Hassan, M.R.; Mehrpouya, M.; Dawood, S. Review of the machining diculties of Nickel-Titanium based shape memory alloys. Appl. Mech. Mater. 2014, 564, 533–537. [Google Scholar] [CrossRef]
- Wang, R.; Yang, D.; Wang, W.; Wei, F.; Lu, Y.; Li, Y. Tool Wear in Nickel-Based Superalloy Machining: An Overview. Processes 2022, 10, 2380. [Google Scholar] [CrossRef]
- Jithin, S.; Joshi, S.S. Surface Topography Generation and Simulation in Electrical Discharge Texturing: A Review. J. Mater. Process. Technol. 2021, 298, 117297. [Google Scholar] [CrossRef]
- Nowicki, R.; Świercz, R.; Oniszczuk-Świercz, D.; Dąbrowski, L.; Kopytowski, A. Influence of Machining Parameters on Surface Texture and Material Removal Rate of Inconel 718 after Electrical Discharge Machining Assisted with Ultrasonic Vibration. In Proceedings of the AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2018; Volume 2017. [Google Scholar] [CrossRef]
- Buk, J. Surface Topography of Inconel 718 Alloy in Finishing WEDM. Adv. Sci. Technol. Res. J. 2022, 16, 47–61. [Google Scholar] [CrossRef]
- Rafaqat, M.; Mufti, N.A.; Ahmed, N.; Alahmari, A.M.; Hussain, A. EDM of D2 Steel: Performance Comparison of EDM Die Sinking Electrode Designs. Appl. Sci. 2020, 10, 7411. [Google Scholar] [CrossRef]
- Burek, J.; Babiarz, R.; Buk, J.; Sułkowicz, P.; Krupa, K. The Accuracy of Finishing WEDM of Inconel 718 Turbine Disc Fir Tree Slots. Materials 2021, 14, 562. [Google Scholar] [CrossRef] [PubMed]
- Jithin, S.; Bhandarkar, U.V.; Joshi, S.S. Three-Dimensional Topography Analysis of Electrical Discharge Textured SS304 Surfaces. J. Manuf. Process. 2020, 60, 384–399. [Google Scholar] [CrossRef]
- Daneshmand, S.; Hessami, R.; Esfandiar, H. Investigation of wire electro discharge machining of Nickel-Titanium shape memory alloys on surface roughness and MRR. Life Sci. 2012, 9, 2904–2909. [Google Scholar] [CrossRef]
- LotfiNeyestanak, A.A.; Daneshmand, S. The effect of operational cutting parameters on Nitinol-60 in wire electrodischarge machining. Adv. Master Sci. Eng. 2013, 2013, 457186. [Google Scholar] [CrossRef]
- Sharma, N.; Raj, T.; Jangra, K.K. Parameter optimization and experimental study on wire electrical discharge machining of porous Ni40Ti60 alloy. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2017, 231, 956–970. [Google Scholar] [CrossRef]
- Dereje, T.; Palani, S.; Desta, M.; Čep, R. Experimental Investigation into the Influence of the Process Parameters of Wire Electric Discharge Machining Using Nimonic-263 Superalloy. Materials 2023, 16, 5440. [Google Scholar] [CrossRef]
- Nowicki, R.; Świercz, R.; Oniszczuk-Świercz, D.; Rozenek, M. Experimental Investigation of Technological Indicators and Surface Roughness of Hastelloy C-22 after Electrical Discharge Machining Using POCO Graphite Electrodes. Materials 2022, 15, 5631. [Google Scholar] [CrossRef]
- Tripathy, S.; Tripathy, D. Multi-response optimization of machining process parameters for powder mixed electro-discharge machining of H-11 die steel using grey relational analysis and topsis. Mach. Sci. Technol. 2017, 21, 362–384. [Google Scholar] [CrossRef]
- Bisaria, H.; Shandilya, P. Experimental studies on electrical discharge wire cutting of Ni-rich NiTi shape memory alloy. Mater. Manuf. Process. 2018, 33, 977–985. [Google Scholar] [CrossRef]
- Khanna, S.; Utsav; Patel, R.; Marathey, P.; Chaudari, R.; Vora, J.; Banerjee, R.; Ray, A. Growth of titanium dioxide nanorod over shape memory material using chemical vapor deposition for energy conversion application. Mater. Today Proc. 2020, 28, 475–479. [Google Scholar] [CrossRef]
- Safranski, D.; Dupont, K.; Gall, K. Pseudoelastic NiTiNOL in Orthopaedic Applications. Shape Mem. Superelasticity 2020, 6, 332–341. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Mani Prabu, S.S.; Palani, I.A.; Patel, V.K.; Parikh, D.M.; de Lacalle, L.N.L. Multi-Response Optimization of WEDM Process Parameters for Machining of Superelastic Nitinol Shape-Memory Alloy Using a Heat-Transfer Search Algorithm. Materials 2019, 12, 1277. [Google Scholar] [CrossRef] [PubMed]
- Chaudhari, R.; Vora, J.J.; Patel, V.; Lacalle, L.N.L.D.; Parikh, D.M. Effect of WEDM Process Parameters on Surface Morphology of Nitinol Shape Memory Alloy. Materials 2020, 13, 4943. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pulse on Time, Ton, µs | Pulse off Time, Toff, µs | Workpiece Height, h, mm | |
|---|---|---|---|
| Min level | 21 | 21 | 10 |
| Max level | 30 | 60 | 15 |
| (Trial №) | Input Parameters | Responses | |||
|---|---|---|---|---|---|
| Ton, µs | Toff, µs | h, mm | Ra (µm) | Y (mm) | |
| 1 | 21 | 51 | 10 | 1.42 | 363 |
| 2 | 30 | 51 | 10 | 1.9 | 333 |
| 3 | 21 | 60 | 10 | 1.09 | 364 |
| 4 | 30 | 60 | 10 | 1.48 | 341 |
| 5 | 21 | 51 | 15 | 2.72 | 380 |
| 6 | 30 | 51 | 15 | 2.5 | 371 |
| 7 | 21 | 60 | 15 | 2.73 | 385 |
| 8 | 30 | 60 | 15 | 3.07 | 372 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Ton µs | 1 | 0.12251 | 0.12251 | 0.12251 | 2.44 | 0.216 |
| Toff µs | 1 | 0.00361 | 0.00361 | 0.00361 | 0.07 | 0.806 |
| h mm | 1 | 3.28961 | 3.28961 | 3.28961 | 65.47 | 0.004 * |
| Toff µs × h mm | 1 | 0.22111 | 0.22111 | 0.22111 | 4.40 | 0.127 |
| Residual error | 3 | 0.15074 | 0.15074 | 0.05025 | ||
| Total | 7 | 3.78759 |
| Scheme 1 | DF | Seq SS | Adj SS | Adj MS | F | p |
|---|---|---|---|---|---|---|
| Ton µs | 1 | 703.12 | 703.12 | 703.12 | 121.40 | 0.002 ** |
| Toff µs | 1 | 28.13 | 28.12 | 28.12 | 4.86 | 0.115 |
| h mm | 1 | 1431.13 | 1431.13 | 1431.13 | 247.10 | 0.001 ** |
| Ton µs × h mm | 1 | 120.12 | 120.12 | 120.12 | 20.74 | 0.020 * |
| Residual error | 3 | 17.38 | 17.38 | 5.79 | ||
| Total | 7 | 2299.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R.; Sidhu, S.S.; Mikhailovich, D.; Takhirovich, K.V. Study of Wire-Cut Electro-Discharge Machining of Heat-Resistant Nickel Alloys. Materials 2023, 16, 6743. https://doi.org/10.3390/ma16206743
Ablyaz TR, Shlykov ES, Muratov KR, Sidhu SS, Mikhailovich D, Takhirovich KV. Study of Wire-Cut Electro-Discharge Machining of Heat-Resistant Nickel Alloys. Materials. 2023; 16(20):6743. https://doi.org/10.3390/ma16206743
Chicago/Turabian StyleAblyaz, Timur Rizovich, Evgeny Sergeevich Shlykov, Karim Ravilevich Muratov, Sarabjeet Singh Sidhu, Dmitry Mikhailovich, and Khairulin Vadim Takhirovich. 2023. "Study of Wire-Cut Electro-Discharge Machining of Heat-Resistant Nickel Alloys" Materials 16, no. 20: 6743. https://doi.org/10.3390/ma16206743