4.1. Effect of Pouring Temperature on Infiltration Depth
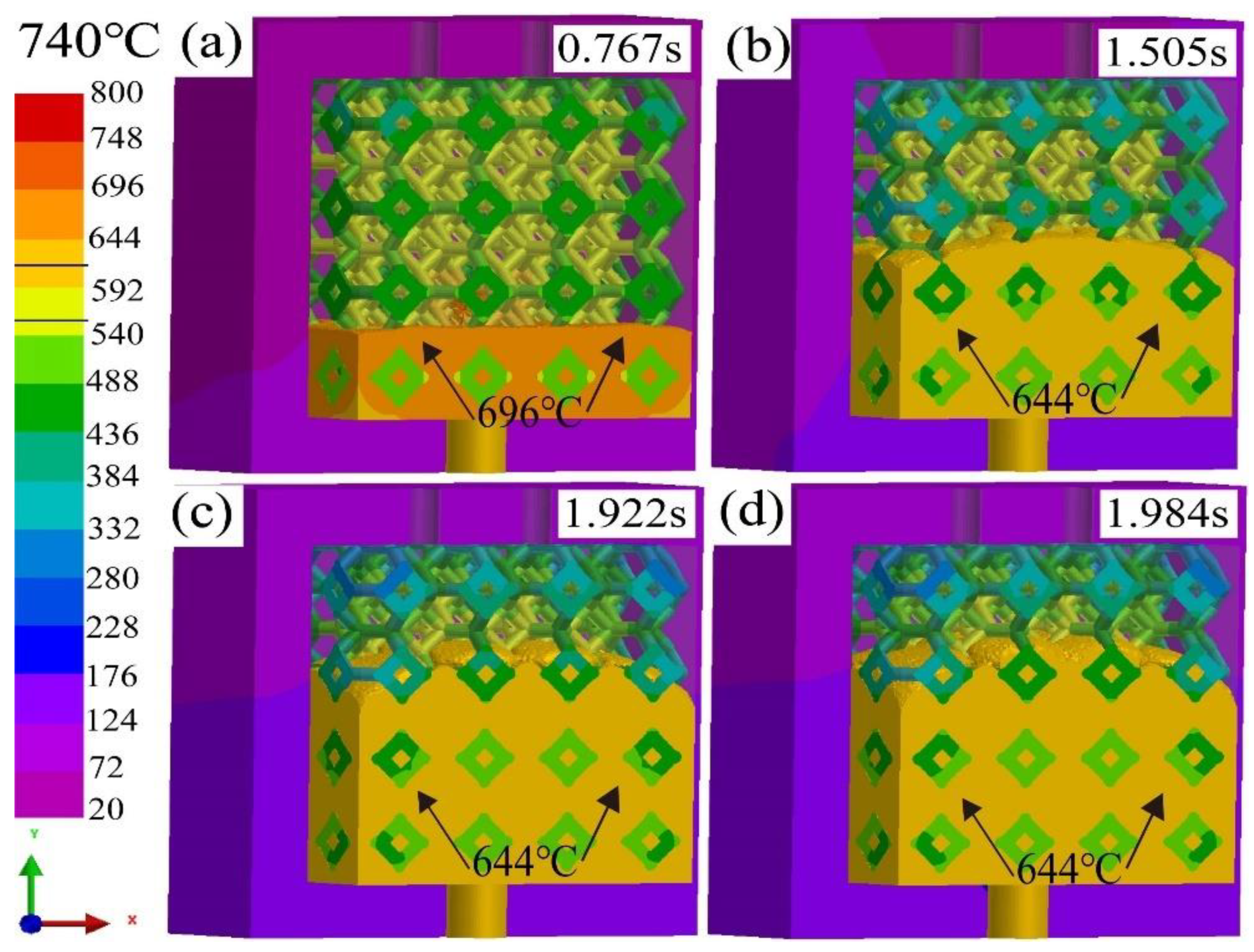
Figure 5 shows the simulated results of infiltration depth of liquid 5083Al with pouring velocities (PV) of 0.4 m/s infiltrating and pouring temperature (PT) of 740 °C into Al
2O
3(3D) RPC with different times in infiltrating stage using LPIP. During the initial infiltrating stage, the liquid 5083Al flowed freely upward along the vertical inlet under the influence of pressurized gas. At 0.767 s, the mold was filled to about 25%, the temperature of liquid 5083Al was 696 °C (
Figure 5a). At 1.505 s, the mold was filled to about 50%, temperature of liquid 5083Al was higher than 644 °C (
Figure 5b). The black arrow indicated the position where the 644 °C isotherm was located showed in
Figure 5b–d. Temperature of liquid 5083Al was still above its solidus temperature, and the infiltrating process could continue. However, at 1.922 s, the mold was filled to about 70%, temperature of the liquid 5083Al was below 644 °C (
Figure 5c). Temperature of liquid 5083Al was lower than the solidus temperature, and liquid 5083Al began to solidify. The mold infiltrating could not continue. The final infiltration depth was defined as the maximum length of Al
2O
3(3D) preform which liquid 5083Al can percolate before the channel was completely blocked by liquid 5083Al solidification. It was evident that overall fill time was approximately 1.984 s, full impregnation was not achieved at 740 °C as well as the final infiltration depth was about 70% (
Figure 5d).
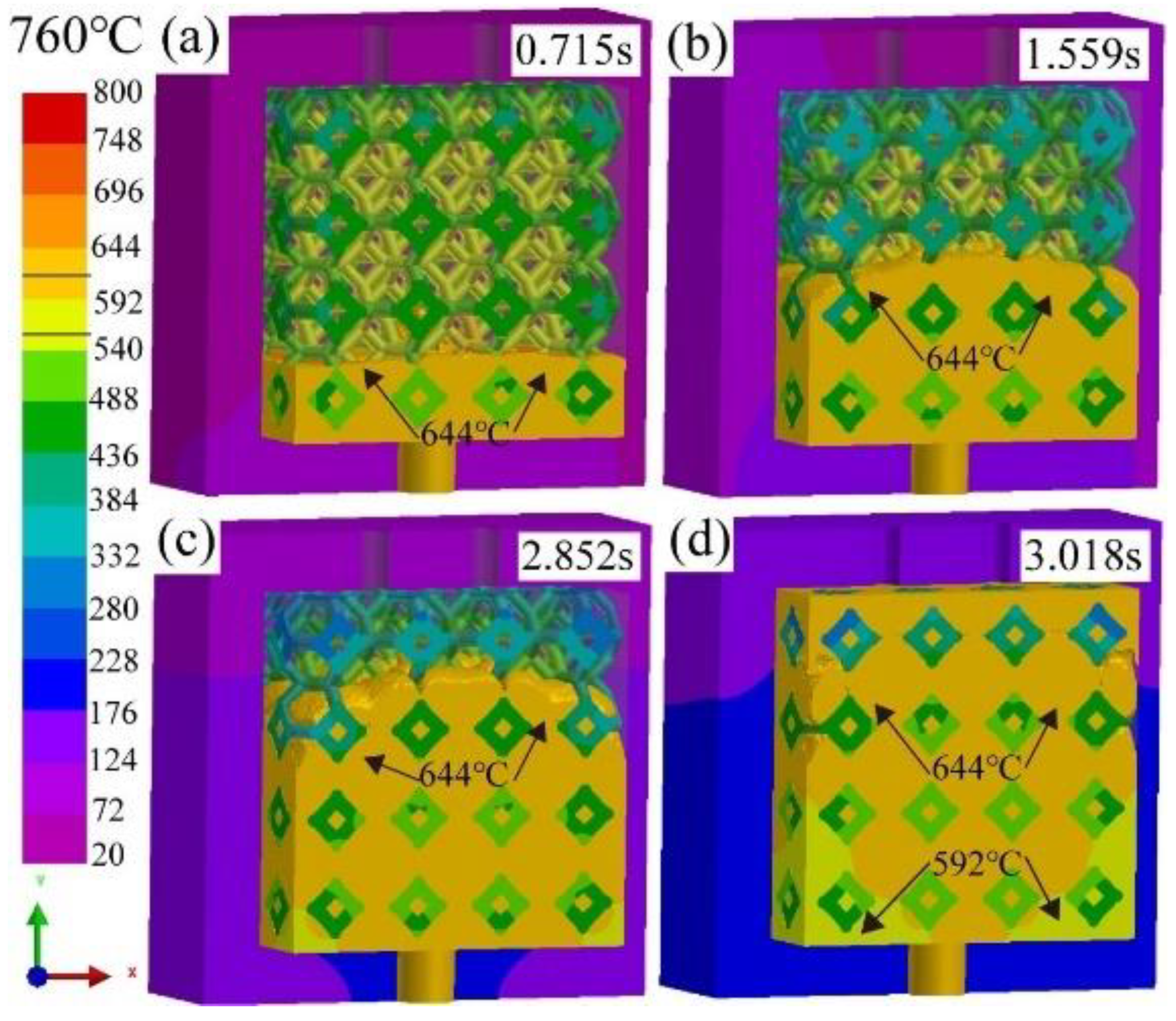
Figure 6 shows the simulated results of infiltration depth of liquid 5083Al with PV of 0.4 m/s and PT of 760 °C infiltrating into Al
2O
3(3D) with different times in infiltrating stage using LPIP. The black arrow indicated the position where the 644 °C isotherm was located. Compared with infiltration depth of 644 °C isotherm of liquid 5083Al with filling 20%, 50%, 70% indicated by black arrow in
Figure 5, the infiltration depth of 644 °C isotherm of liquid 5083Al in
Figure 6 in infiltration direction was increased by about 10%, 20%, and 30% with filling 20%, 50%, 70%, respectively. At 0.715 s, the mold was filled to about 25% (
Figure 6a). At 1.559 s, the mold was filled to about 50% (
Figure 6b). However, at 2.852 s, the mold was filled to about 70% (
Figure 6c). The overall fill time was about 3.018 s, the final infiltration depth was about 100%, complete impregnation was achieved (
Figure 6d). The microporosities of infiltration gaps at the interface between 5083Al and Al
2O
3(3D) RPC or the segregation of the 5083Al matrix were observed during infiltration.
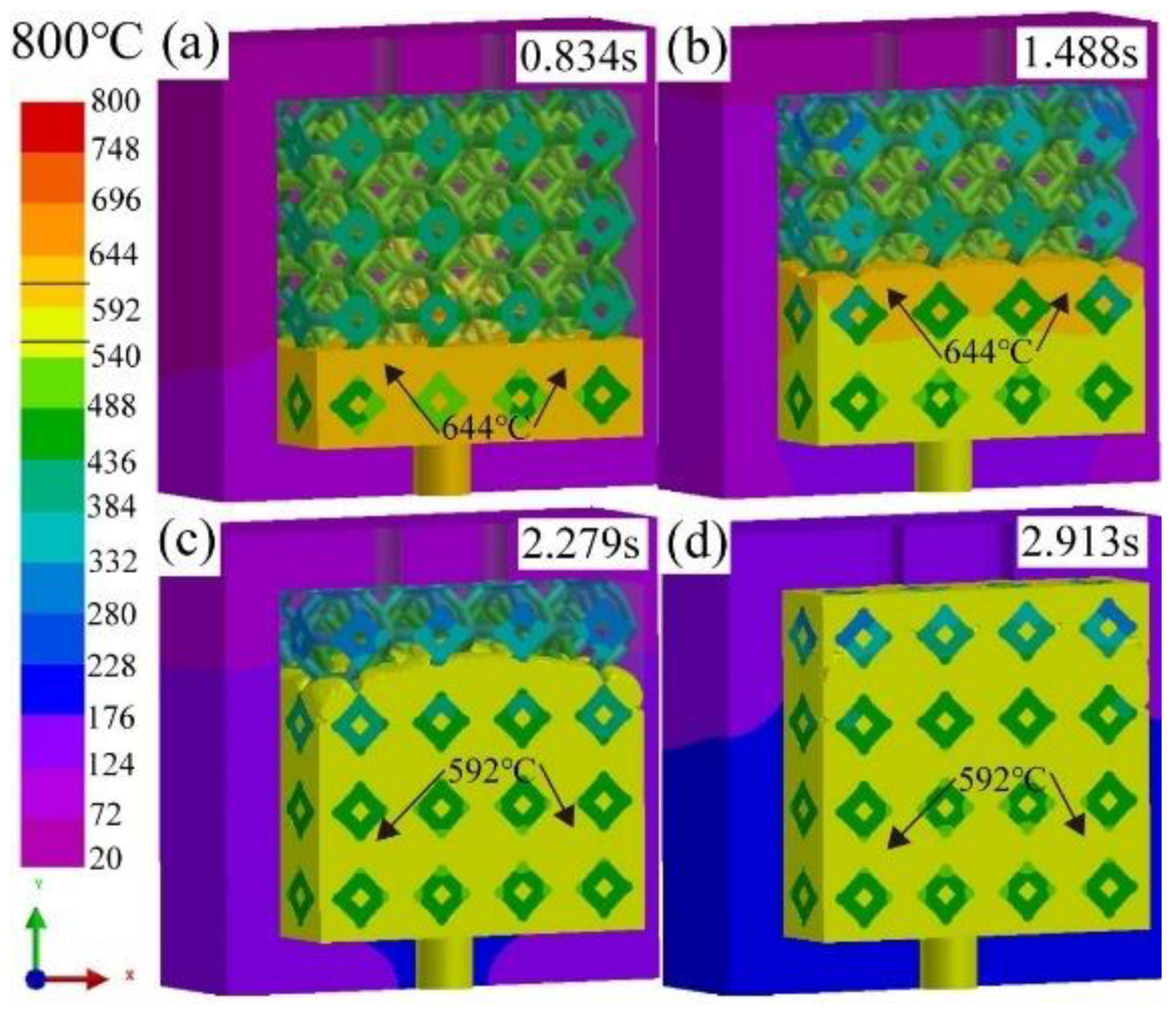
Figure 7 shows the simulated results of infiltration depth of liquid 5083Al with PV of 0.4 m/s and PT of 800 °C infiltrating into Al
2O
3(3D) with different times in infiltrating stage using LPIP. Compared with the depth of the 644 °C and 592 °C isotherms of liquid 5083Al with filling 20%, 50%, 70% indicated by black arrow in
Figure 6, the depth of the 644 °C and 592 °C isotherms of liquid 5083Al in
Figure 7 in the infiltration direction was increased by about 5%, 10%, and 12% with filling 20%, 50%, 70%, respectively. At 0.834 s, the mold was filled to about 25% (
Figure 7a). At 1.488 s, the mold was filled to about 50% (
Figure 7b). However, at 2.279 s, the mold was filled to about 70% (
Figure 7c). The overall fill time was about 2.913 s and the final infiltration depth was about 100% (
Figure 6d). Comparing the infiltration effects at these temperatures 740 °C and 760 °C, no obvious defects, and full impregnation was obtained at 800 °C. It can be observed that, the lower the PV, the more significant solidification and the lower the final infiltration depth. Increasing PT to 800 °C, predicting results showed that the interfaces of Al
2O
3(3D) RPC–liquid 5083Al, and liquid 5083Al–mold experience higher temperature gradients. The viscosity of liquid 5083 decreased, result in higher infiltration velocities and shorter fill completion time.
4.2. Flow Field and Temperature Field of Liquid 5083Al at PT 800 °C
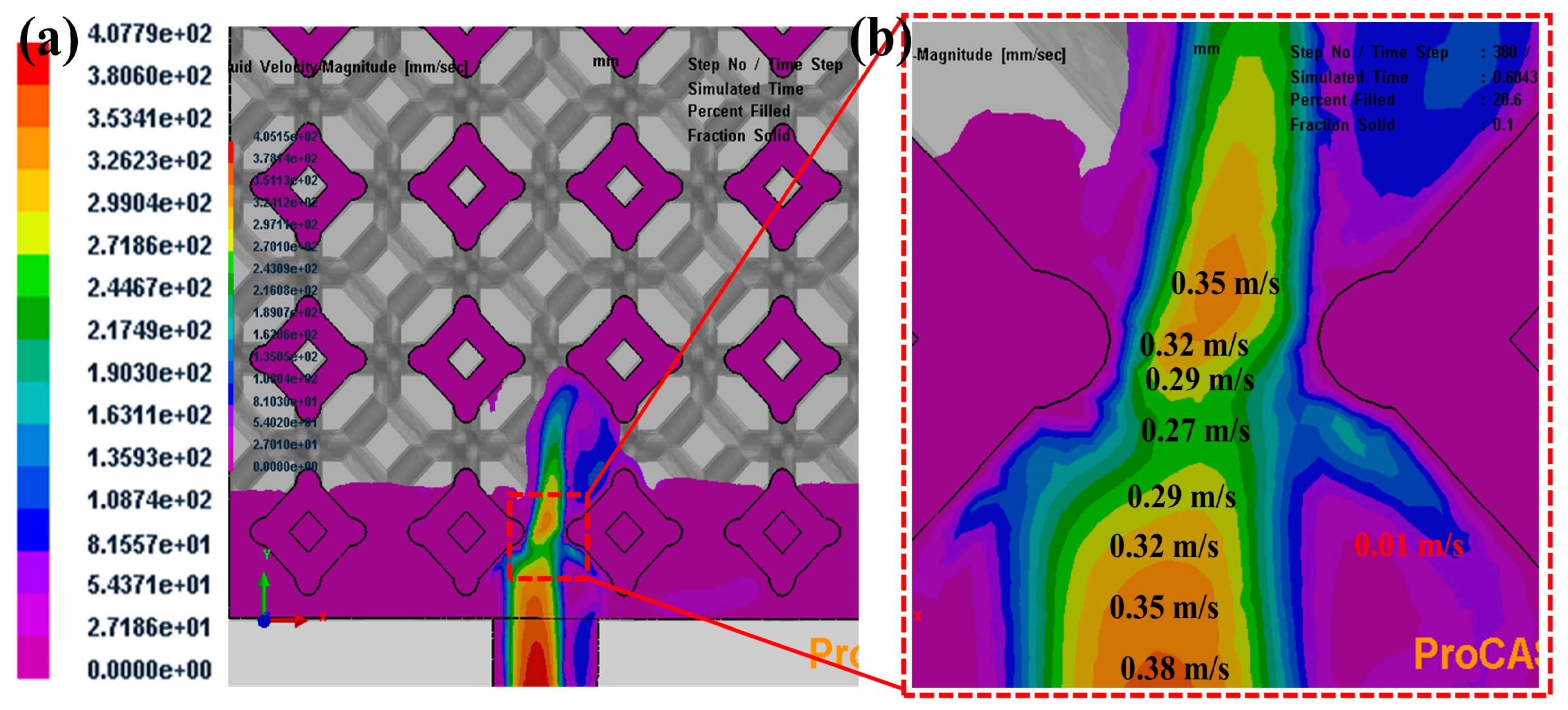
Figure 8 illustrates the infiltration velocities along the flow direction of liquid 5083Al with PV of 0.4 m/s and PT of 800 °C infiltrating into Al
2O
3(3D) using LPIP. Liquid 5083Al was Infiltrated continuously through the bottom face of the channel at constant PV of 0.4 m/s and at constant PT of 800 °C. Because the placement of Al
2O
3(3D) preform was not close to the wall of mold, the infiltration process was actually a three-dimensional multi-directional infiltration. Due to the viscous loss caused by the porous medium, the flow front became very flat. The infiltration process was relatively stable with small fluctuation, and Al
2O
3(3D) preform was infiltrated completely in a very short time. During the infiltration process, the smaller the pore size of Al
2O
3(3D) preform would cause the more work of resistance, the more loss of the energy of liquid 5083Al and the smaller PV. This correlation favors filling of larger pore prior to the smaller pores when the Al
2O
3(3D) and liquid 5083Al system was poorly wetting. The PV decreased to 0.27 m/s at the place with the smallest pore size of the Al
2O
3(3D) preform. Before liquid 5083Al reached the Al
2O
3(3D) preforms, the flow front had tiny fluctuations and was not flat. This kind of flow can easily cause gas entrapment and casting defects. The reason for this is that the layered transition in temperature indicates that different regions of the material are solidifying at different rates. During solidification, as the material transitions from a liquid to a solid state, temperature gradients can develop within the material. Regions that solidify earlier will have lower temperatures, while those that solidify later will remain at higher temperatures. These temperature differences can lead to variations in the rate of solidification. The layered transition in infiltration time suggests that certain regions within the material are experiencing slower solidification rates. In some cases, this can result from a slower advancement of the solidification front in specific areas. Slower solidification rates can lead to incomplete filling of voids, creating porosity and gaps in the material. Non-uniform solidification can also contribute to the formation of shrinkage defects. As different regions solidify at different times and rates, they will undergo volume changes associated with the phase transition from liquid to solid. This non-simultaneous volume change can create internal stresses and voids, leading to shrinkage defects.
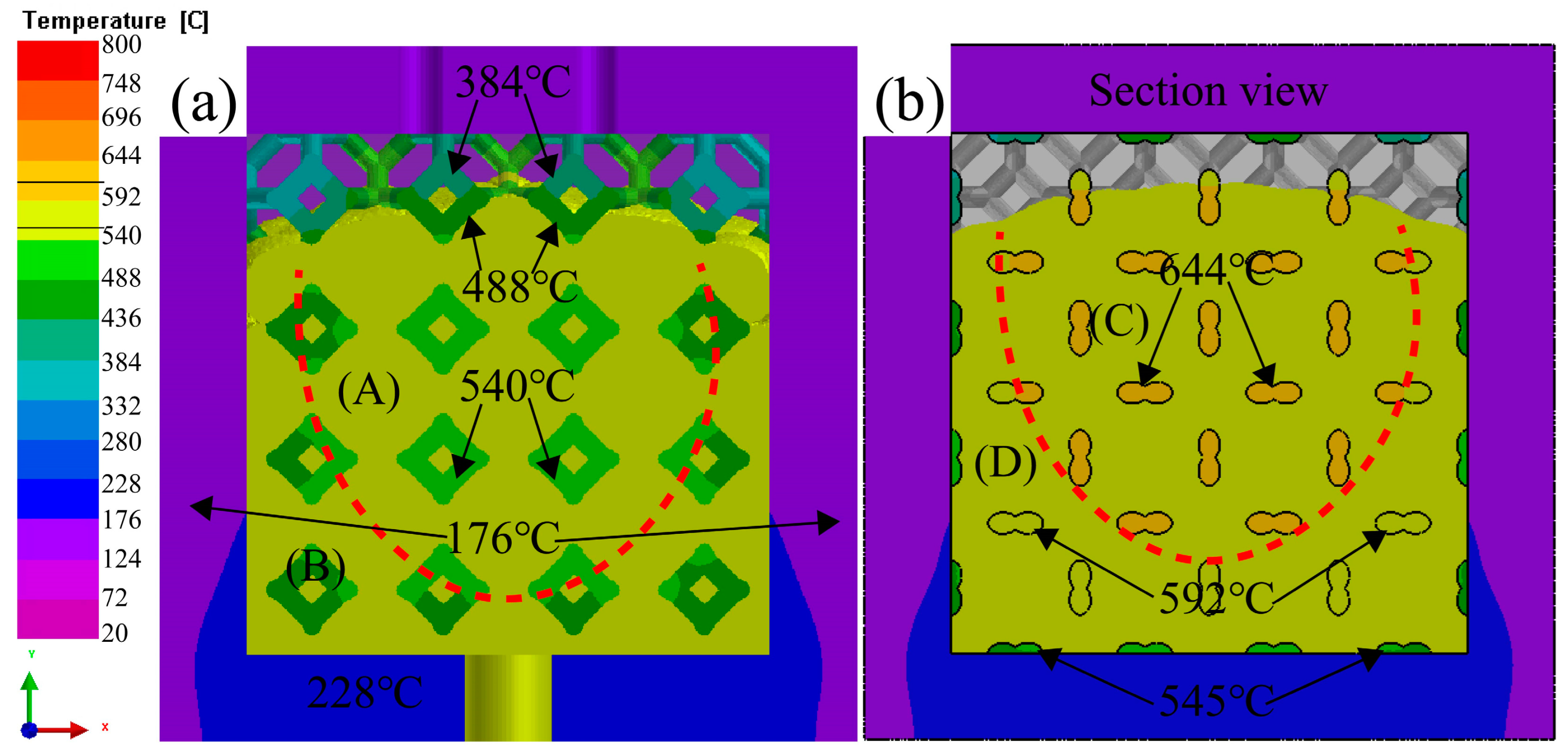
Figure 9 presents the temperature along the flow direction. The results indicate PV and PT played a crucial role in determining the velocity of liquid 5083Al through the clearance and the degree of pore shrinkage at the end of infiltration. Temperature of the liquid 5083Al decreased along the flow direction in
Figure 9a. The section view in
Figure 9b shows the temperature in the middle was higher, while the temperature around the Al
2O
3(3D) dropped. This temperature distribution may affect the different solidification rates between the middle and the surrounding parts of the casting, resulting in defects in the middle of the casting. The viscosity and flow velocity of the liquid 5083Al undergo significant changes when there is a large temperature gradient in the region.
4.3. Effect of Porosity of Al2O3(3D) on Liquid 5083Al with PV 0.4 m/s and PT 800 °C in LPIP
The mesh numbers for 1, 2, 3, and 4 times Al
2O
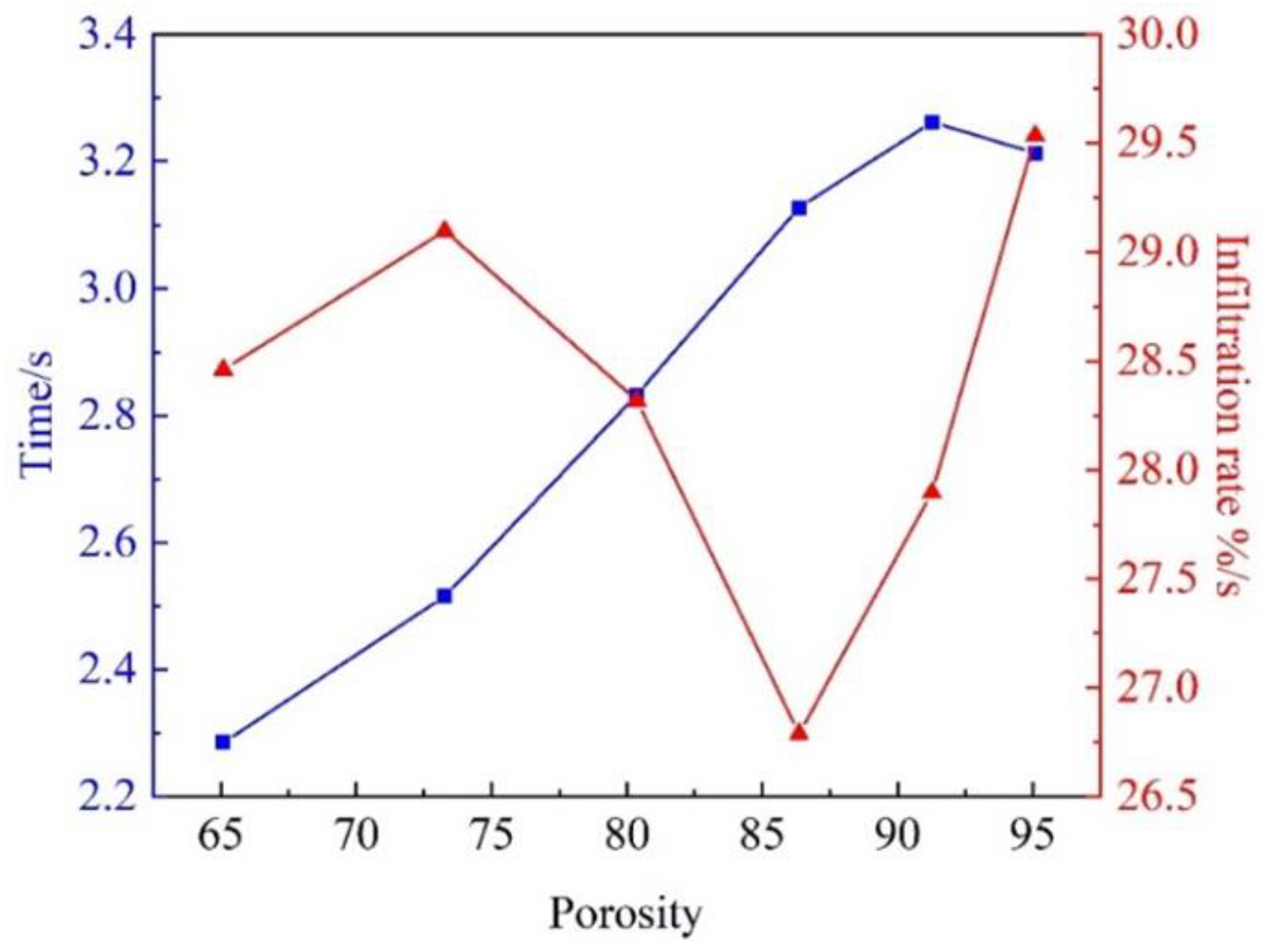
3(3D) RPC impregnating body were divided into 3,836,942, 3,514,000, 3,407,296, and 3,442,287, respectively. The impregnation time for 1, 2, 3, and 4 times was 3.00 s, 2.84 s, 2.94 s, and 3.490 s show in
Figure 10. In most tests, the penetration rate of the whole cavity can be completed at around 0.4 m/s. The infiltration rate is calculated using Equation (1)
where V is the infiltration rate, F is the infiltration percentage, and T is the infiltration time. When the porosity is greater than 80%, the volume rate changes at 86.4%, 91.3%, and 95.1%, and the infiltration time is 3.13 s, 3.26 s, and 3.21 s, respectively, with infiltration rates of 26.8 %/s, 27.9 %/s, and 29.5 %/s. The optimal porosity exists in the range of 65% to 80%, with the volume rate changes at 65.1%, 73.3%, and 80.4%, the infiltration time 2.28 s, 2.51 s, and 2.83 s, and the infiltration rate 28.5 %/s, 29.1 %/s, and 28.3 %/s at an infiltration rate of 0.4 m/s. Due to the large pores of Al
2O
3(3D) RPC with 5 PPI, infiltration becomes easier and the flowable area of the pores increases. As the porosity increased, the flowable area of the pores becomes wider, and the pore space is quickly occupied. Thus, the fluid volume increased within the porous diameter increased. It gradually loses its guiding effect on liquid 5083Al, leading to turbulent phenomena in
Figure 10. Al
2O
3(3D) RPC with positively influences infiltration, improving the infiltration effect [
15]. Using porosity of 65~80% improved the infiltration effect and better prepare Al
2O
3(3D)/5083Al.
Figure 11 of Al
2O
3(3D) with 15 PPI and 5 PPI and infiltration. Al
2O
3(3D) RPC porosity closely related to the infiltration rate. at PT 800 °C, laminar flow and turbulent flow were observed in
Figure 11a,b, respectively. Al
2O
3(3D) with 15 PPI in in
Figure 11a could guide the infiltration, which is conducive to Al
2O
3(3D)/5083 infiltration forming and reducing infiltration defects [
26]. The infiltration decreases first and then increases using Al
2O
3(3D) RPC with 5 PPI in
Figure 11b.
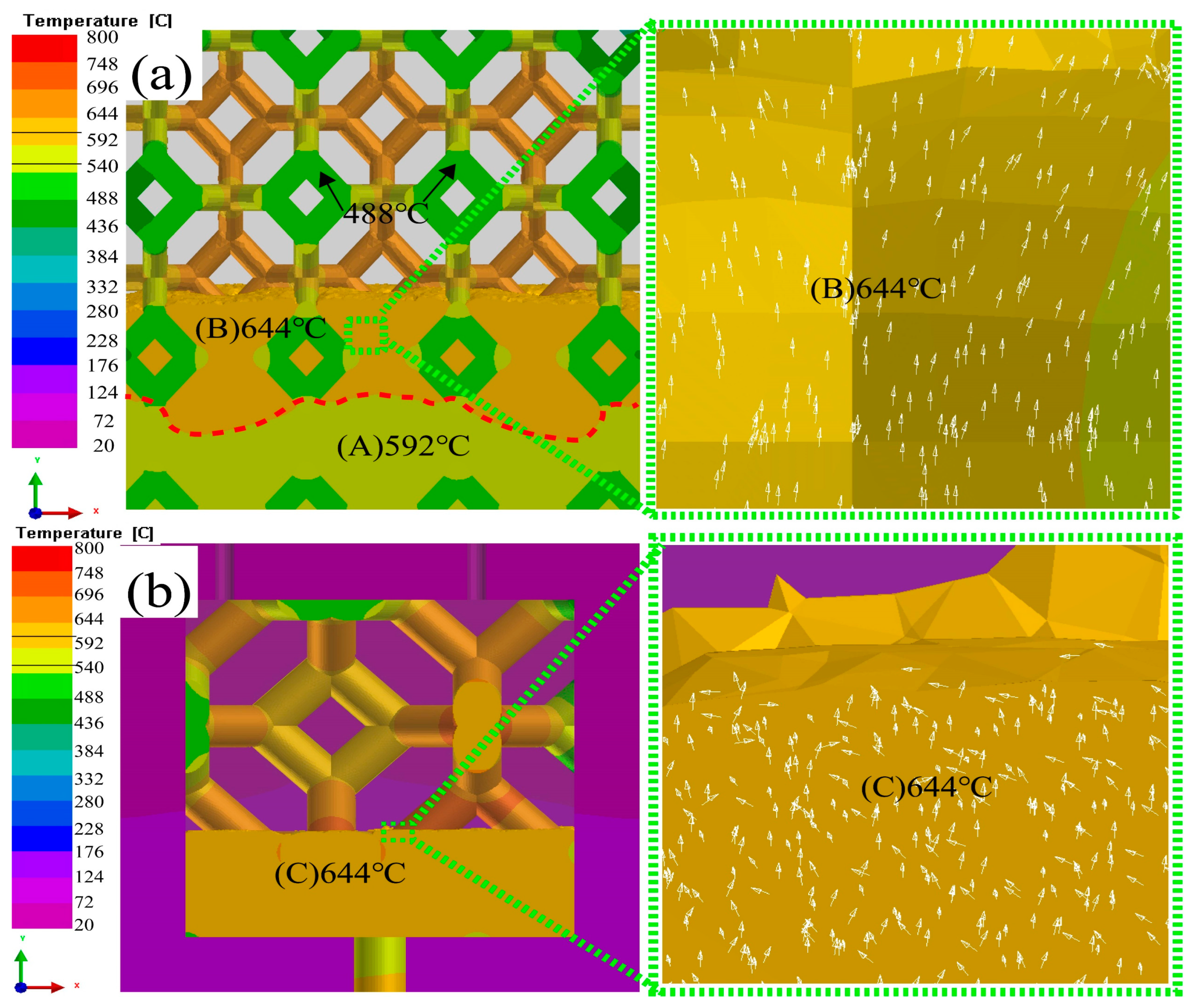
Figure 12 shows the temperature changes of graphite model with liquid 5083Al at PV of 0.4 m/s and PT of 800 °C during LPIP. The temperature change of Al
2O
3(3D) RPC was slower than that of the graphite mold. The thermal conductivity of the graphite mold was better than that of the Al
2O
3(3D) RPC, resulting in the Al
2O
3(3D) RPC having a thermal insulation effect on liquid 5083Al compared to the graphite mold. The liquid 5083Al was divided into zones A, B, C, and D. The liquid 5083Al temperature in zone A was 644 °C, in zone B was 592 °C as shown in
Figure 12a, and in zone C was 592 °C compared to zone D as shown in
Figure 12b. The liquid 5083Al in zone A had high temperature, low viscosity, and fast infiltration rate, while the liquid 5083Al in zones B, C, and D had lower temperature, higher viscosity, and lower infiltration rate. The velocity field exhibited large fluctuations, leading to turbulence and low porosity. It is expected the results with PV of 0.4 m/s and PT of 800 °C during LPIP would help to improve the quality of combination of interfaces of Al
2O
3(3D) and the 5083Al matrix.
4.4. Solidification Process
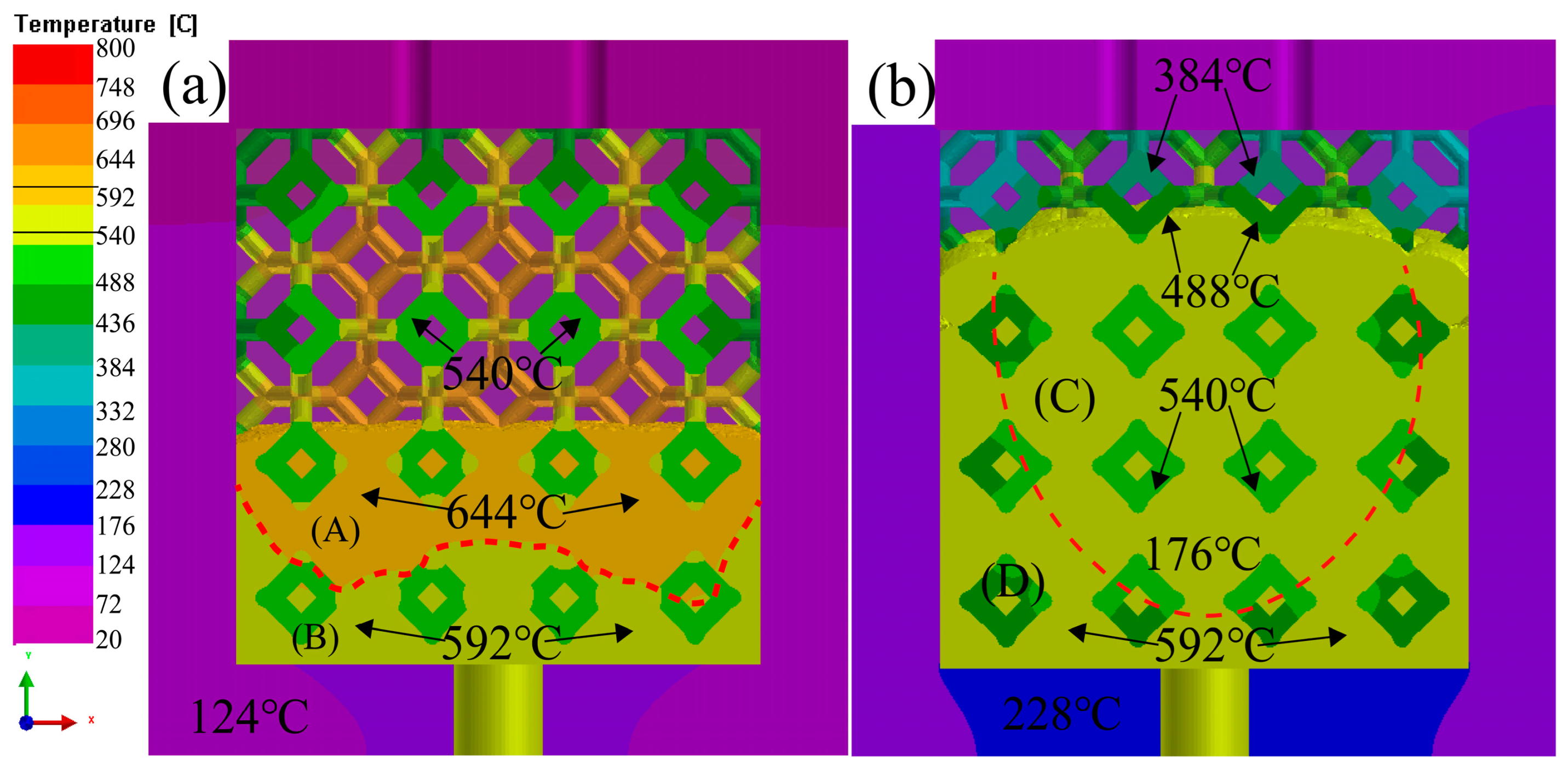
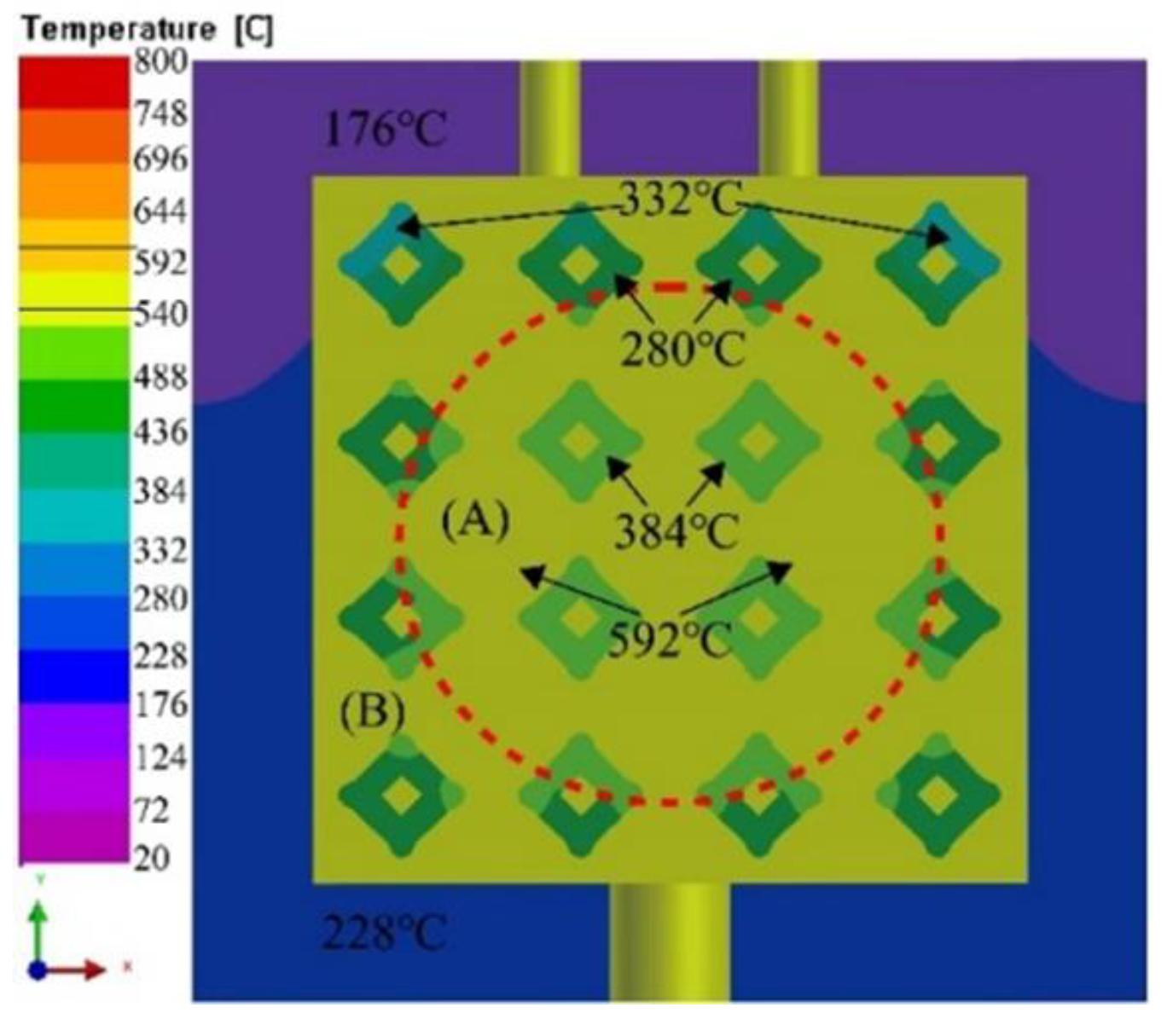
Figure 13 shows the simulation result of mold temperature fields during solidification process with liquid 5083Al at PV of 0.4 m/s and PT of 800 °C. When infiltration was completed, the temperature of the whole mold dropped. The casting was divided into zones A and B according to the temperature zone. At the completion of infiltration, the temperature of Al
2O
3(3D) RPC in zone A was 384 °C, and in zone B was 332 °C. The maximum temperature of the mold surface was 228 °C. The inner temperature of the casting was higher than that of the casting.
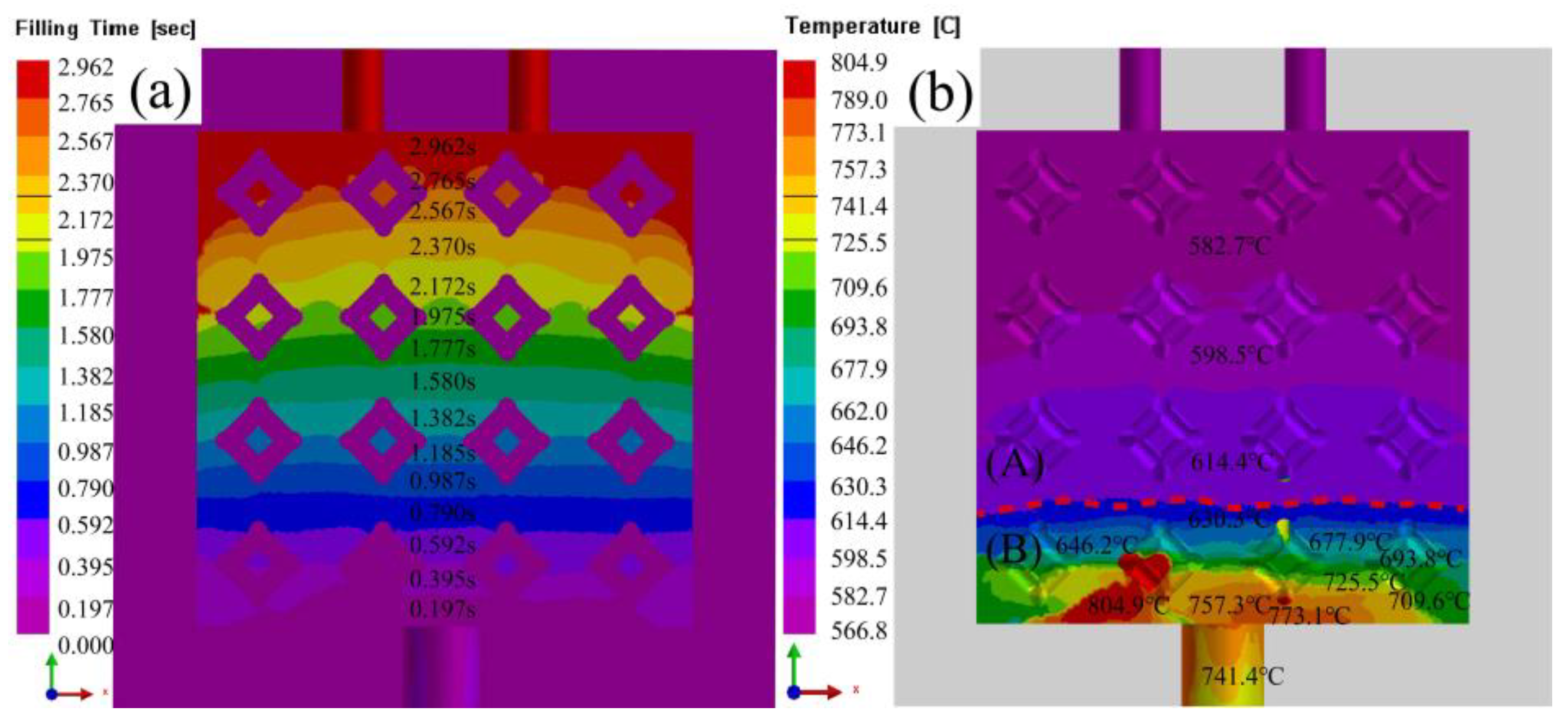
Figure 14 shows the simulation changes of infiltration time and temperature after infiltration completion with liquid 5083Al at PV of 0.4 m/s and PT of 800 °C. Both the infiltration time and the infiltration temperature presented a layered transition as shown in
Figure 14a,b. The infiltration time could be divided into 15 layers in
Figure 14a. The first five layers of infiltration time were short, corresponding to the 0 s~0.98 s stage of stable infiltration. The middle five layers from 0.98 s to 1.97 s showed a certain upward bulge in the two layers near the top, indicating that the liquid 5083Al flow velocity slowed down in this region. At 1.79~2.96 s, in regions with significant temperature gradients, the viscosity may increase, leading to slower infiltration rates and deformations in the flow front. the overall infiltration time bar has a large deformation and bulges upward, and the infiltration time bar thickens, indicating slower infiltration at this time. The infiltration rate of liquid 5083Al decreased under the influence of gravity, making shrinkage and loosening phenomena more likely to occur. Infiltration temperature divided into three layers as shown in
Figure 14b. The temperature at the bottom where 5083Al was impregnated dropped rapidly and was close to the preset temperature of Al
2O
3(3D) RPC. The middle layer maintained a stable temperature between 614 °C and 598 °C, indicating stable 5083Al infiltration. The top layer had a temperature ranging from about 566 °C to 582 °C, closed to the solidification temperature of liquid 5083Al. At this stage, liquid 5083Al became sticky, and the infiltration rate decreases rapidly. The velocities of liquid 5083Al at the bottom could not meet the stable infiltration at the top, resulting in faster infiltration time in the middle than on both sides.
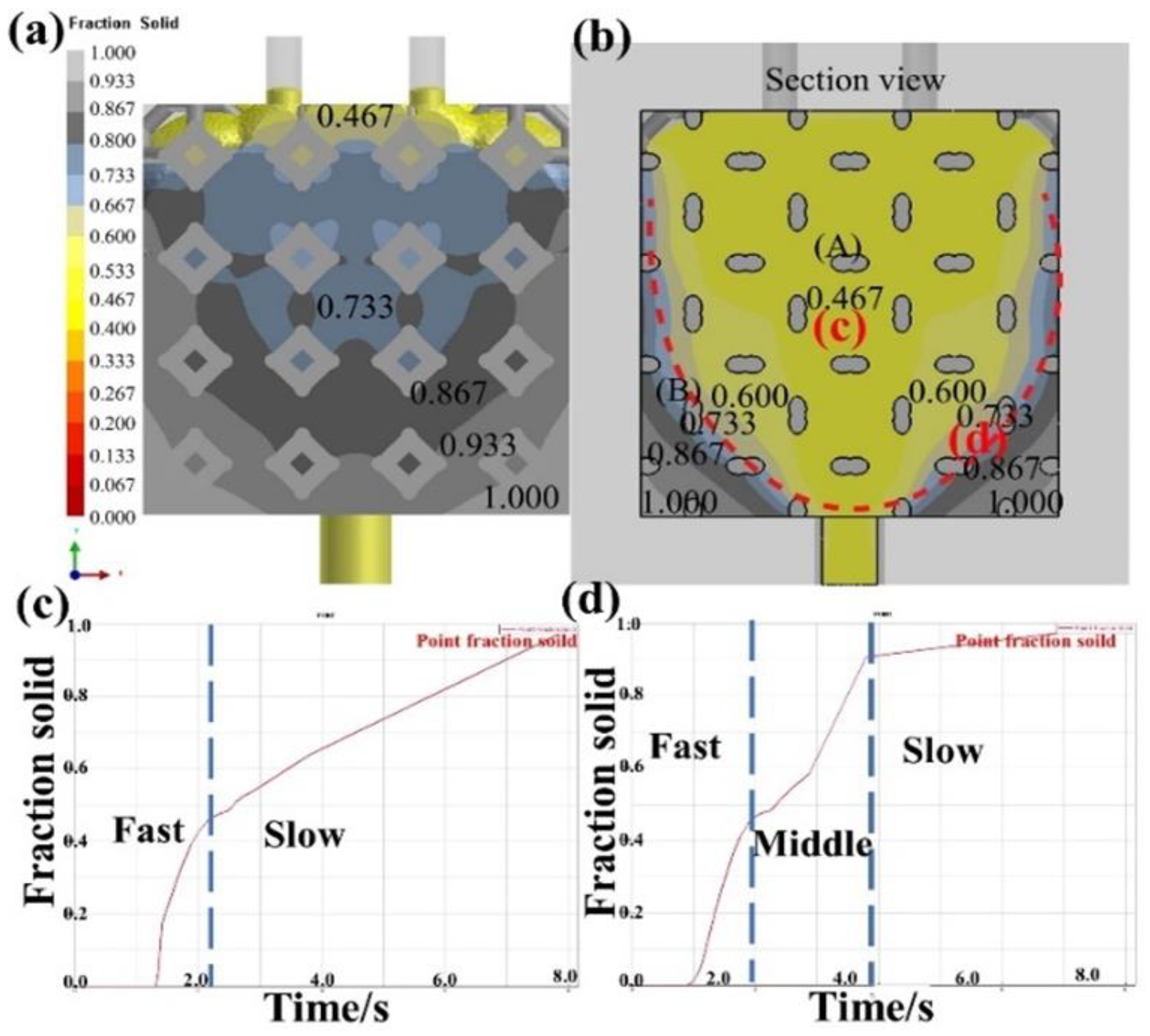
Figure 15 shows the solidification velocities of different parts and the solidification curve with liquid 5083Al at PV of 0.4 m/s and PT of 800 °C. The iteration step size was 1100, and the solidification state was centered towards the periphery. During infiltration, liquid Al flows from the bottom center to the periphery [
27]. As liquid 5083Al infiltrated upward, the flow rate of liquid 5083Al slowed down. Solidification rate of the Al liquid near the inner wall of the model with heat conduction of the graphite model was faster than that of the Al liquid under Al
2O
3(3D) RPC insulation. This resulted in funnel-shaped solidification of liquid 5083Al.
Figure 15c,d show the solidification temperature curves of marked points (c) and (d) in
Figure 15b, respectively [
28]. The solidification temperature curve in
Figure 15c shows two changes in velocities, and the driving force of solidification was temperature change. As the solidification developed from the inner wall of the model to the center of the casting, the solidification in
Figure 15c was controlled by the heat transfer of Al
2O
3(3D) RPC, resulting in a faster solidification rate [
29]. When Al
2O
3(3D) RPC temperature was consistent with the temperature of the aluminized liquid, the solidification changed to be controlled by the air cooling of the outer mold [
2].
Figure 15d shows in the first stage, when the liquid Al contacted the Al
2O
3(3D) RPC, it was controlled by the heat transfer of the Al
2O
3(3D) RPC, resulting in a faster solidification rate. In the second stage, because the temperature of Al
2O
3(3D) RPC was not consistent with that of liquid 5083Al, solidification was controlled by the air cooling of Al
2O
3(3D) RPC and outer mold. In the third stage, the temperature of Al
2O
3(3D) RPC was the same as that of liquid 5083Al, and the solidification changed to be controlled by the air cooling of the graphite mold [
30].
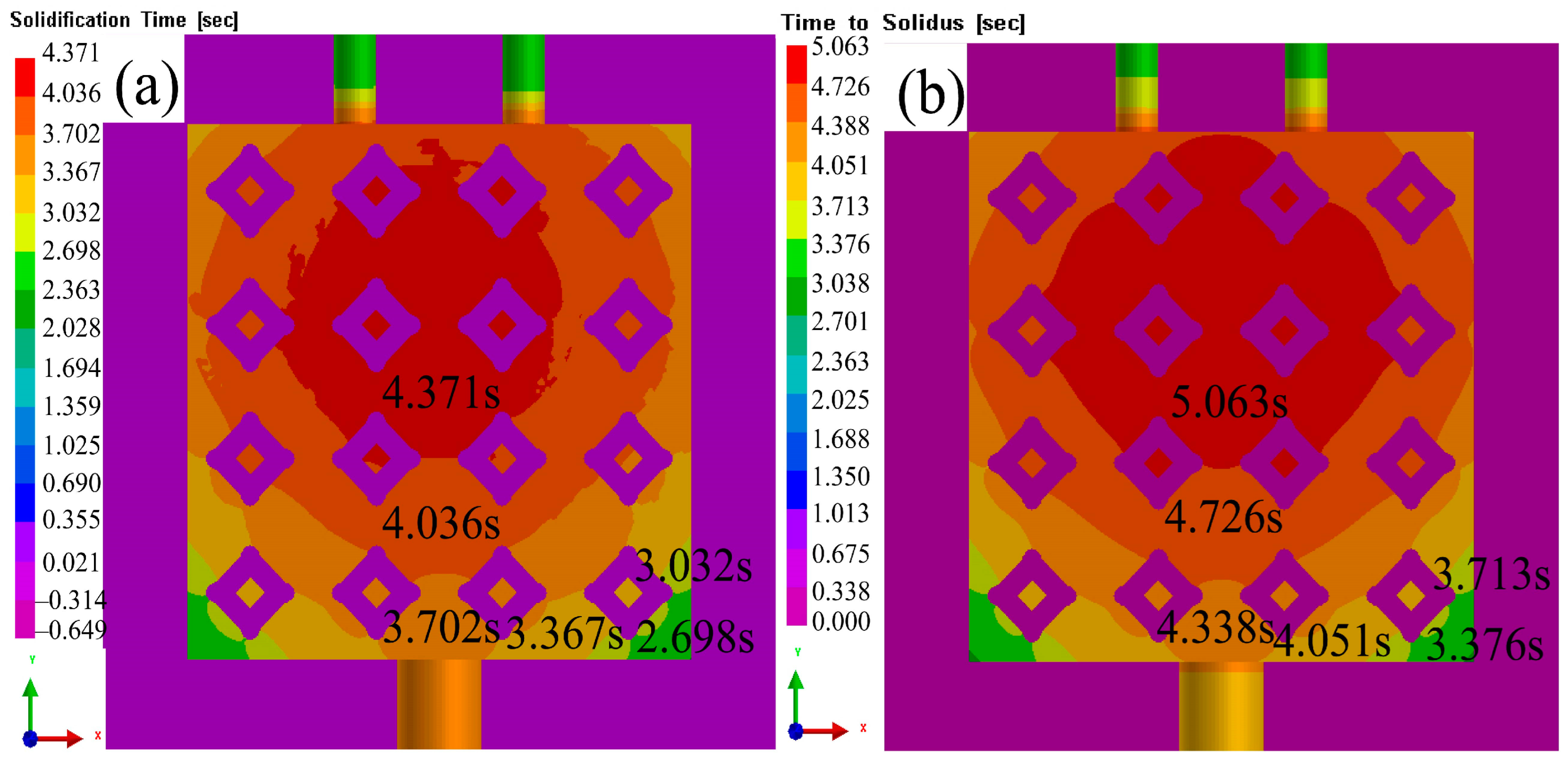
Figure 16a,b present a comparison of the solidification time and solid-phase transition completed time, revealing that the solidification time in the center was longer than that around it. The overall solidification process was influenced by Al
2O
3(3D) RPC, resulting in a concentration of solidification time and solid-liquid phase in the center, forming a spherical diffusion pattern. The solid-liquid phase could be divided into three distinct parts [
31]. The central part of the solidification processed and the time taken for the liquid phase to solidify were relatively long, indicating that the velocities of liquid 5083Al in this region was insufficient, and there was a probability of incomplete solidification leading to porosity. In contrast, the solidification time was more uniform in the peripheral regions due to the influence of the input of liquid Al and Al
2O
3(3D) RPC. As a result, the time range for solid-liquid phase transition was larger than the solidification time range. Specifically, the second layer experienced a solidification time ranging from 3.7 s to 4.0 s, and the transition time from solid-liquid phase to solid was from 4.4 s to 4.7 s for the entire solidification process, which aligned with the characteristics of this part. The third layer was mainly affected by the inner wall of the model, and the infiltration rate had little impact. At about 5.0 s, solid phase transition completed Additionally, Al
2O
3(3D) RPC resulted in a shorter solidification time, and the transition from solid-liquid phase to solid occurs earlier in this region [
16].
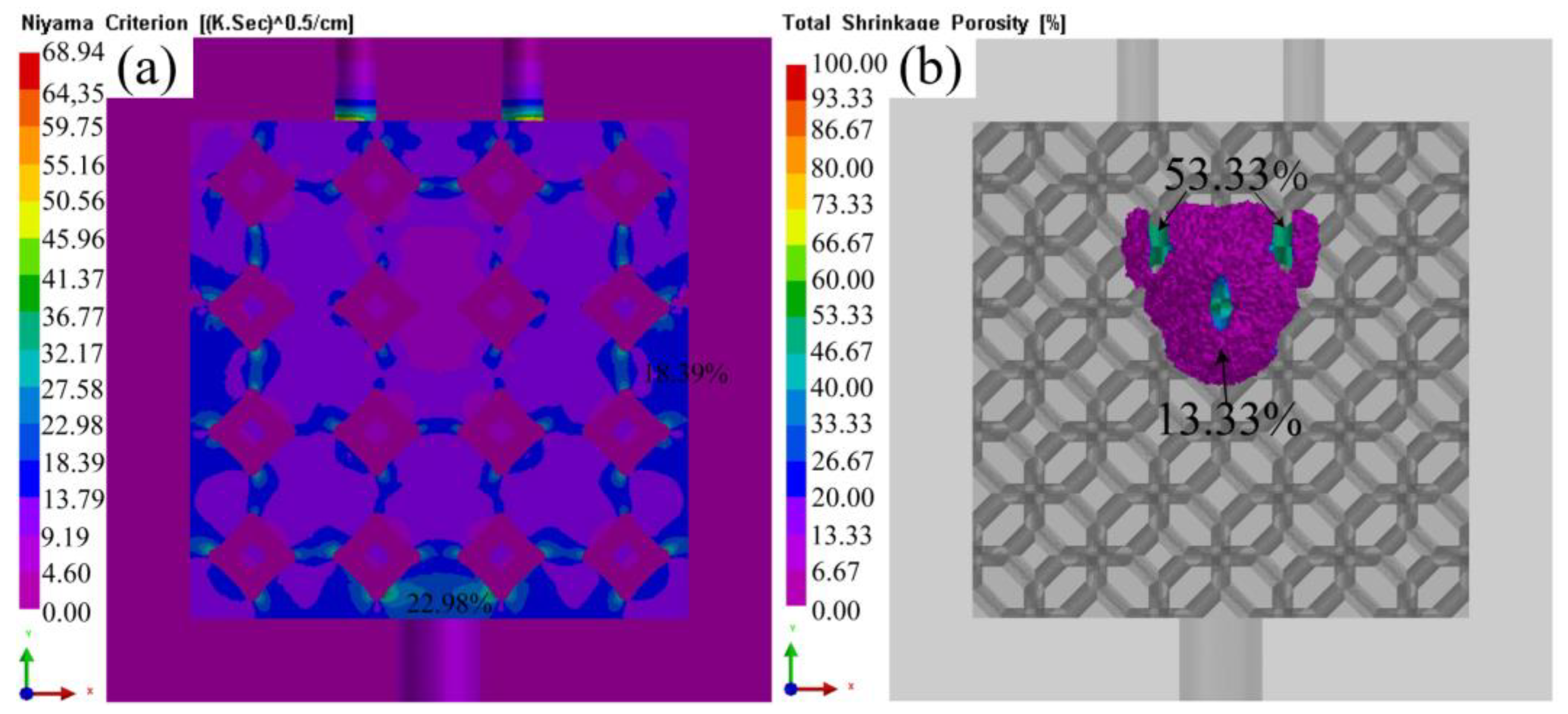
Figure 17 shows simulated prediction of porosity and shrinkage with liquid 5083Al at PV of 0.4 m/s and PT of 800 °C. Shrinkage pore distribution was more uniform, and the probability of shrinkage pore occurrence was small. The shrinkage porosity distribution is low and concentrated in Al
2O
3(3D)RPC center [
17]. There was a probability of shrinkage at interface of Al
2O
3(3D) RPC and 5083Al matrix, as well as certain probability of shrinkage in 5083Al matrix. The largest probability of shrinkage was the inlet part of liquid 5083Al. Due to the influence of many factors, such as residual stress concentration, the solidification temperature of liquid 5083Al in Al
2O
3(3D) RPC, the increase of viscosity of liquid Al
2O
3(3D) RPC, the shrinkage percentage was 13.33%, and the probability of shrinkage is small [
1].
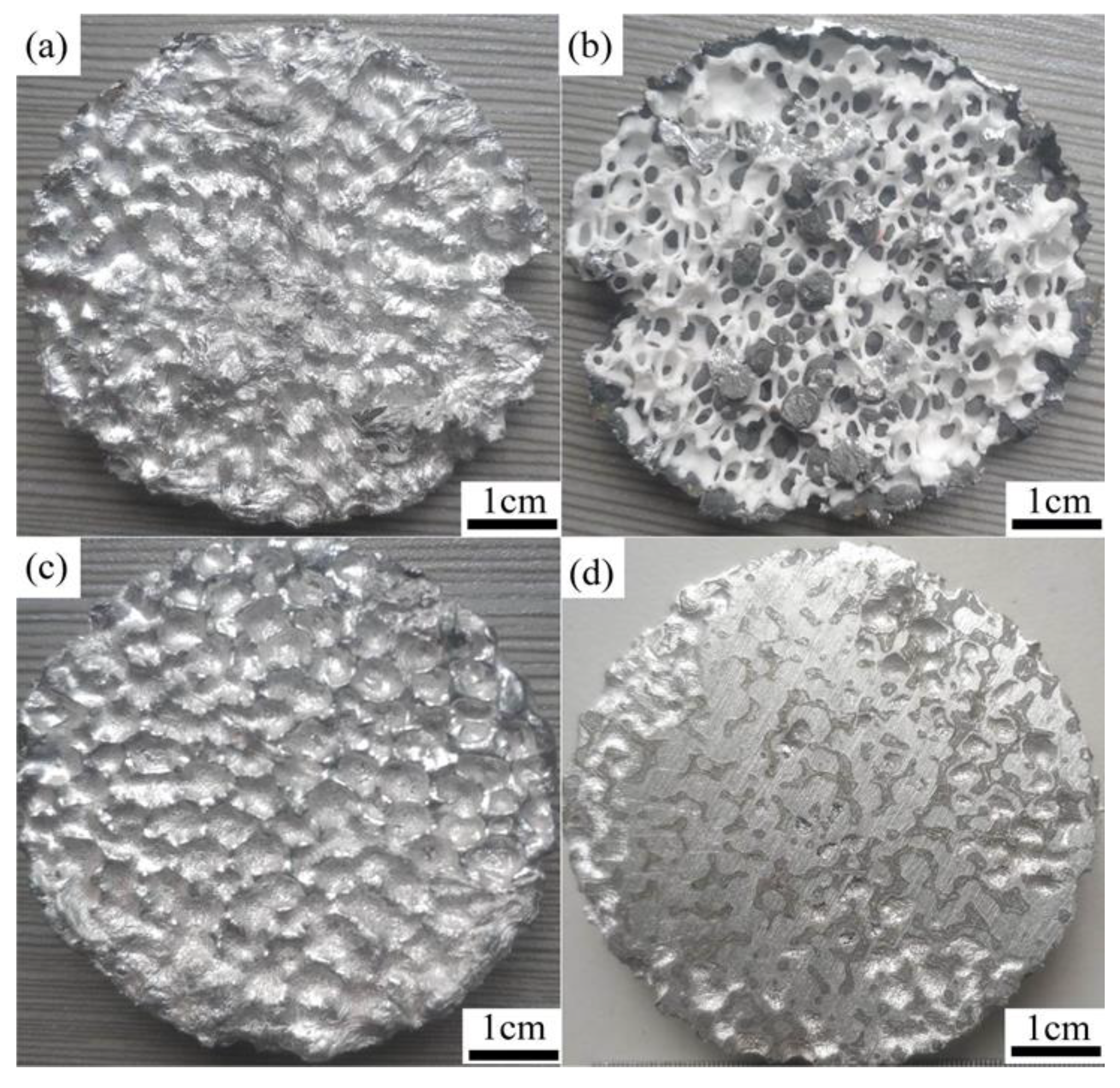
4.5. IPC Casting Process
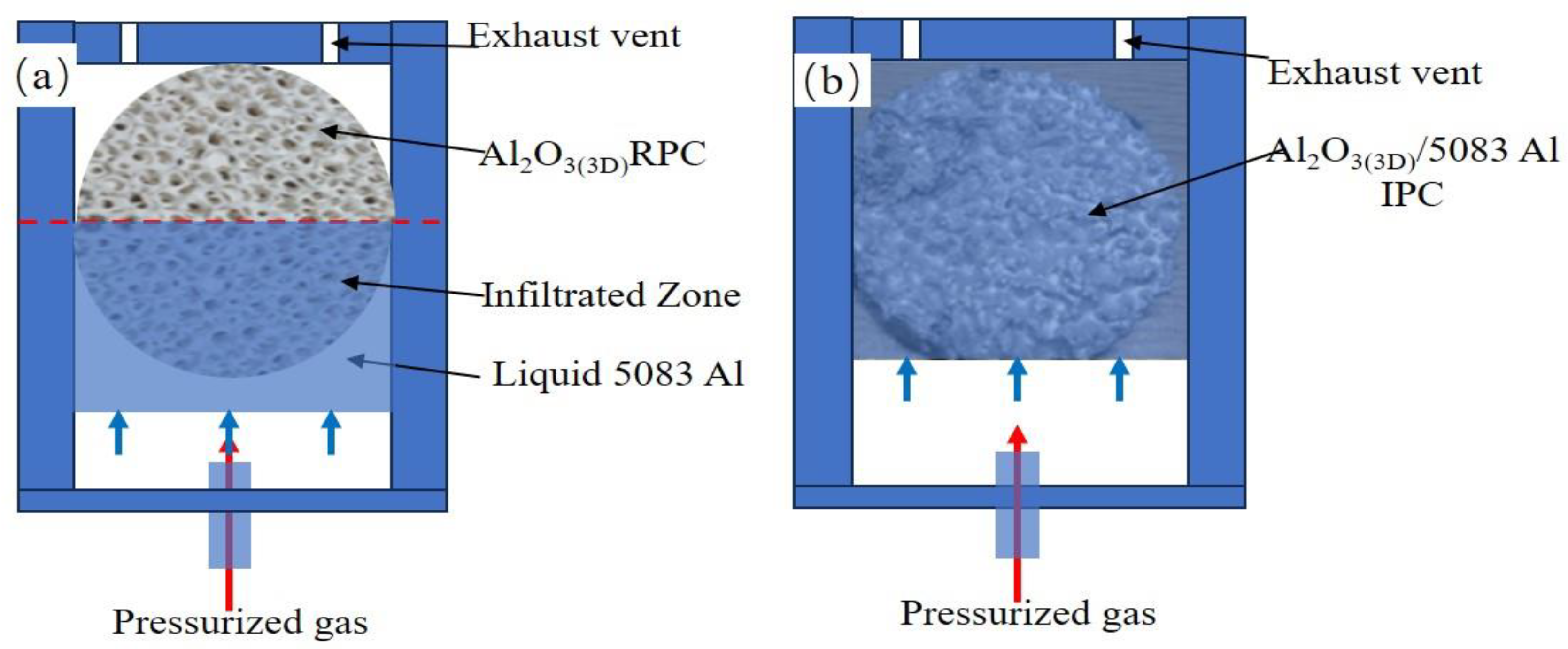
Liquid 5083Al was infiltrated into the as-prepared Al
2O
3(3D) RPC preforms with high uniform open porosity (58–74%), pore size (3.5 mm) to fabricate Al
2O
3(3D)/5083Al IPCs by LPIP. For successful melt infiltration to prepare Al
2O
3(3D)/5083Al IPCs, the Al
2O
3(3D) RPC preforms must be predominantly open porous and sufficiently strong struts without cracks or other defects. It was observed that the infiltration of the liquid 5083Al at PV of 0.4 m/s and PT of 740 °C was incomplete, and a significant amount of liquid 5083Al remained trapped inside the Al
2O
3(3D) RPC. This was likely due to the excellent heat dissipation ability of Al
2O
3(3D) RPC, as depicted in
Figure 18a, which resulted in rapid cooling of the liquid inside Al
2O
3(3D) RPC. Consequently, the infiltration inlet was obstructed by the cooled 5083Al, preventing further infiltration, as shown in
Figure 18b. To address this issue, Al
2O
3(3D)/5083 IPCs were prepared by LPIP with liquid 5083Al at PV of 0.4 m/s and PT of 800 °C, and the infiltration process was repeated. Test sample was successfully obtained in
Figure 18c. The test sample exhibited certain characteristics, such as a considerable weight, a reflective silver luster, and a solid sound without any hollow sensation upon gentle tapping. After the successful infiltration, the obtained sample, Al
2O
3(3D)/5083Al, was further polished, as shown in
Figure 18d. The surface of the polished sample exhibited distinct features: the gray parts corresponded to Al
2O
3(3D) RPC, while the metal luster indicated 5083Al.
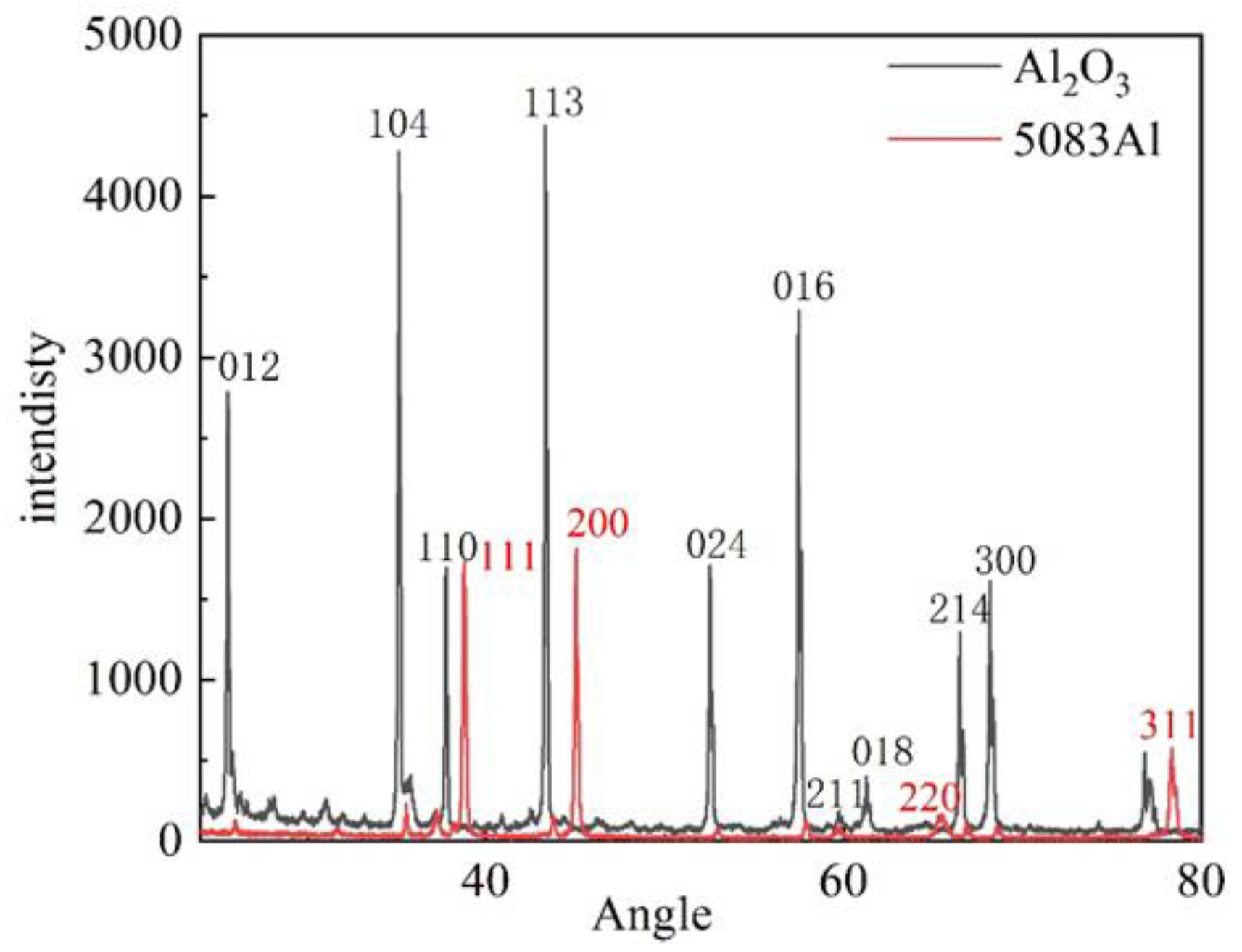
Figure 19 X-ray Diffraction (XRD) testing was conducted on Al
2O
3(3D)/5083Al IPCs. The results were compared with standard reference cards. The XRD analysis confirmed that the Al
2O
3(3D)/5083Al IPCs was composed of Al
2O
3 and Al alloy.
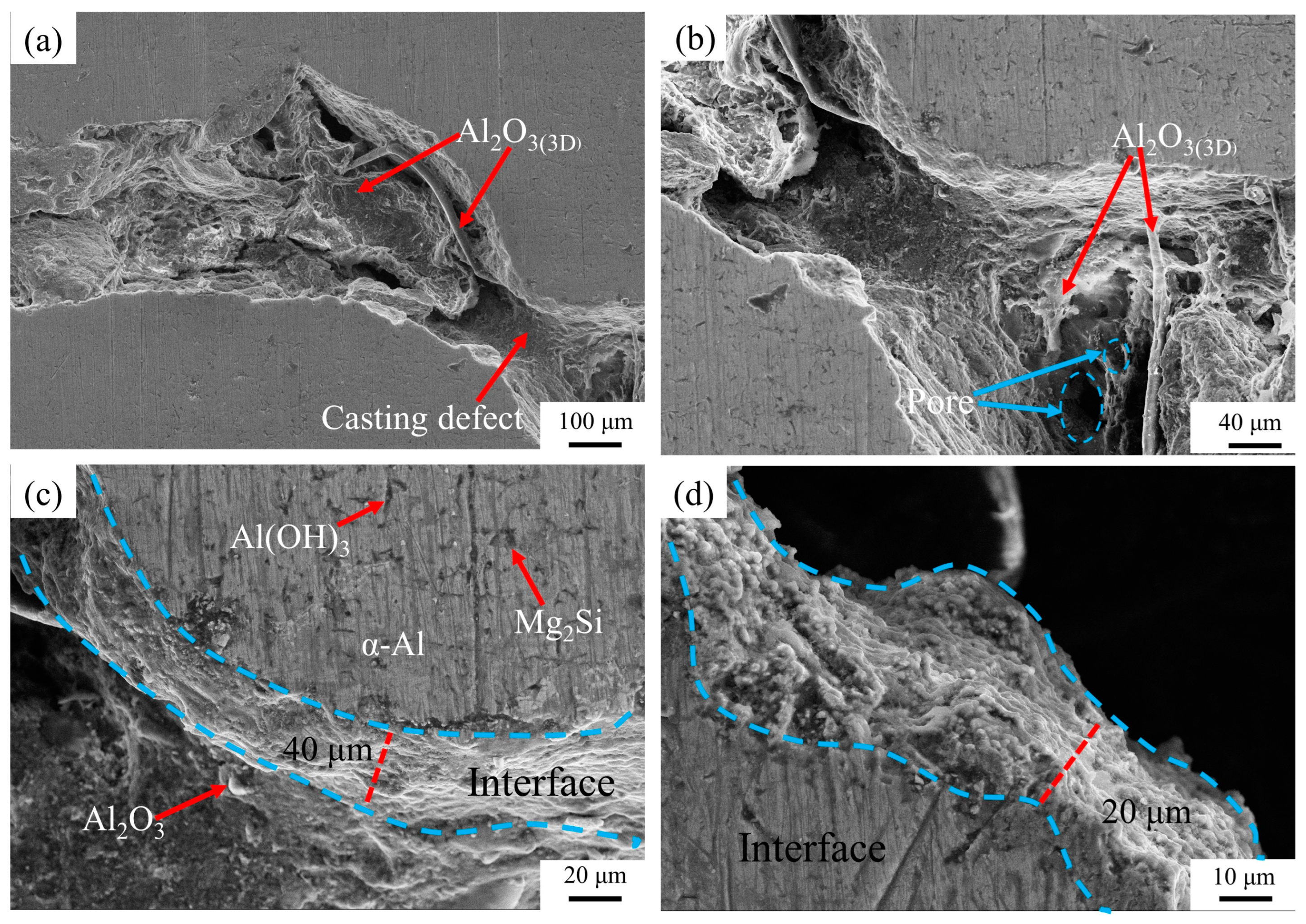
Figure 20 shows the SEM of surface morphology of Al
2O
3(3D)/5083Al. The dark color was Al
2O
3(3D) RPC, which contains fine pores. The Al
2O
3(3D)/5083 appeared to be well bonded with no large pore defects, and the interface between the two phases was closely bonded [
13]. The infiltration and solidification defects were reduced under air pressure of 0.3 MPa (corresponding to an inlet pressure of about 0.3 MPa or PV of 0.4 m/s) during LPIP. In addition, the Al
2O
3(3D) RPC exhibited excellent affinity and good wettability with the liquid 5083Al under pressure, fine air bubbles were effectively minimized at the interface between the two materials until solidification crystallization completed. As the result, the interface between Al
2O
3(3D) RPC and 5083Al demonstrated a strong bonding. This reduction in air bubbles helped to eliminate voids, leading to a more homogenous and structurally sound Al
2O
3(3D)/5083Al composite [
13]. This property made it suitable for low-pressure casting applications.
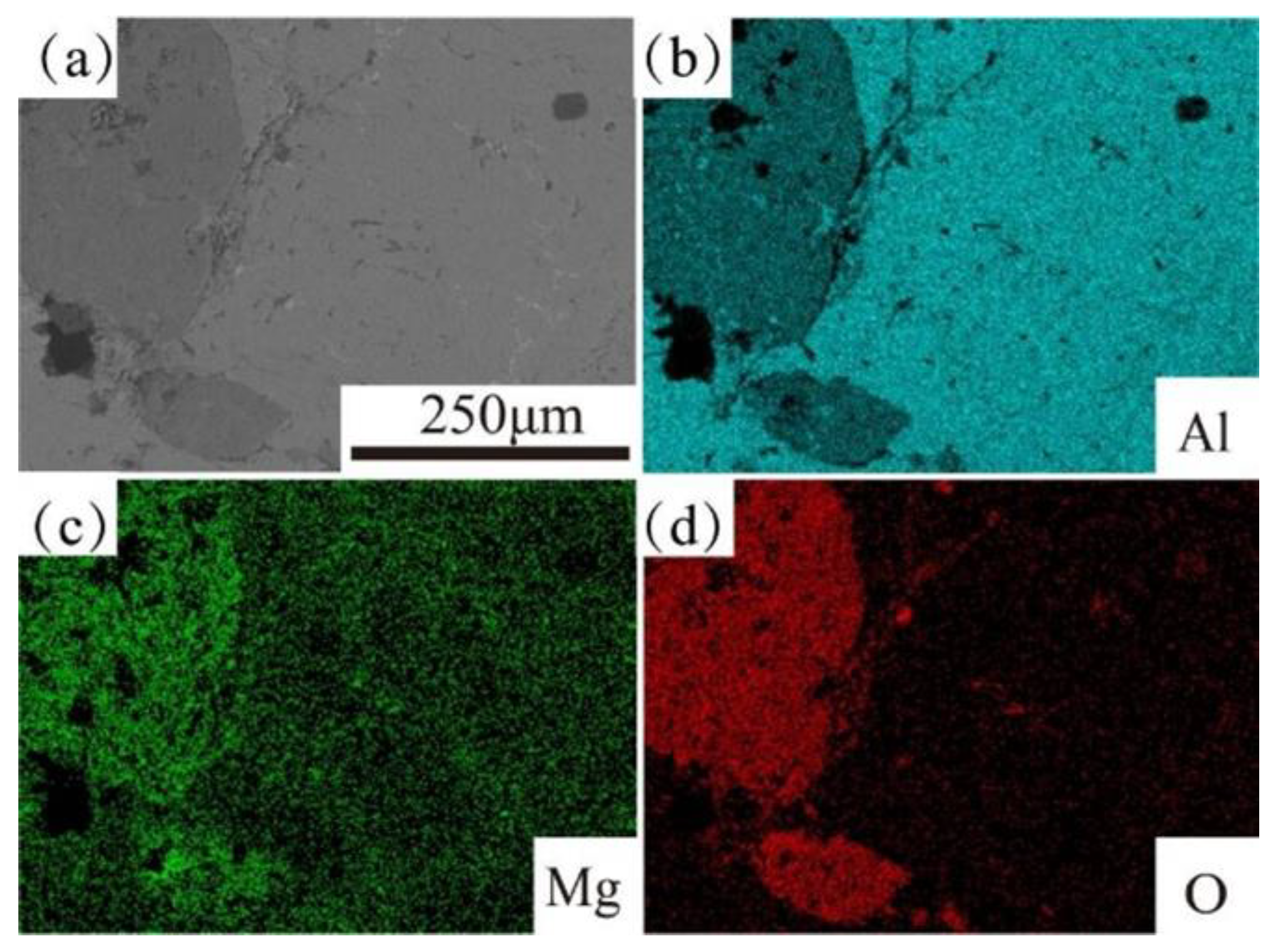
Figure 21 shows EDS map scanning shows the element distribution in Al
2O
3(3D)/5083Al. Al element was clearly divided at the phase interface [
31]. Mg element was enriched in Al
2O
3(3D) RPC compared to 5083Al, indicating Mg diffusion towards Al
2O
3(3D) RPC. Si element was precipitated on 5083, and O element formed a full and uniform oxide film on the Al
2O
3(3D)/5083 surface [
32].
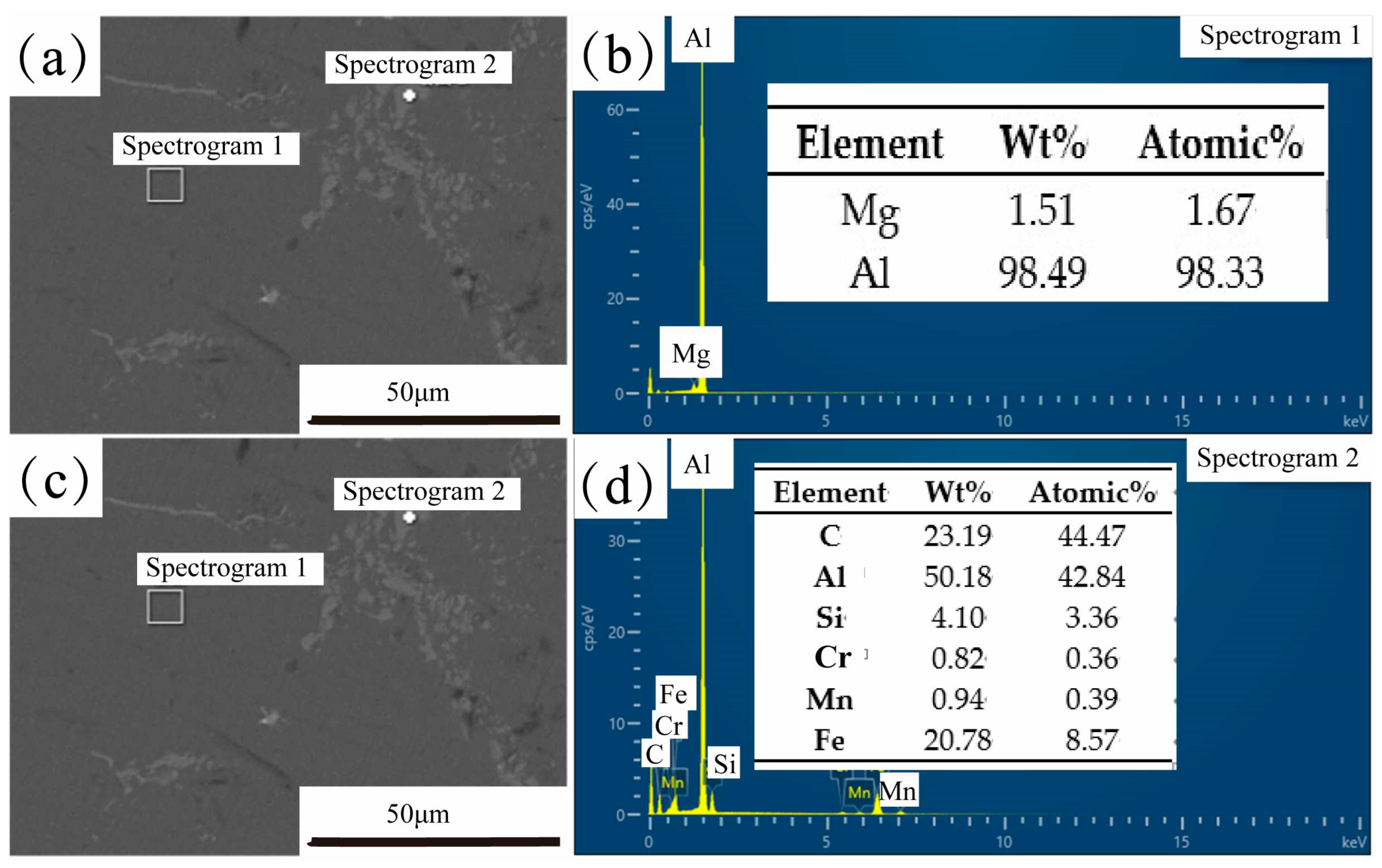
Figure 22 shows SEM images and EDS results of Al
2O
3(3D)/5083 from Al
2O
3(3D) porosity of 15 PPI with liquid 5083Al at PV 0.4 m/s and PT 800 °C. Point 1 contains 98.49% Al and 1.51% Mg, indicating that the material tested is an Al-Mg. Point 2, 50.18% Al, 23.19% C, 20.78% Fe, 4.1% Si, 0.82% Cu, and 0.94% Mn, indicating the presence of precipitates mainly containing Fe [
33]. Infiltration kinetics was better in the case of the RMP route with liquid 5083Al with PV 0.4 m/s at PT 800 °C. The reactive infiltration was carried out at PV 0.4 m/s to prepare IPCs by reactive infiltration of liquid 5083Al into Al
2O
3(3D) at 800 °C. The free surface tracking and the solidification phenomena for the infiltration of open-porous preforms was studied using both numerical simulation and experimental methods. The results provided insights into the optimal parameters for successful infiltration [
34]. in this study may provide essential implication for the simulation and optimization of processing parameters in various infiltration casting systems.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}