
Experimental Characterisation of Lime-Based Textile-Reinforced Mortar Systems Made of Either Jute or Flax Fabrics

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Geometric Characterisation of Natural Yarns
2.2. Physical Characterisation of Natural Yarns
2.2.1. Linear Density
- m is the mass, in gram, of the specimen;
- L is the length, in meters, of the specimen.
2.2.2. Density
- ρ is the solid specimen density;
- ρ(fl) is the fluid density;
- ρ(a) = 0.0012 g/cm3 is the air density measured at 20 °C and 101.325 kPa;
- W(a) is the weight of the solid specimen, in air;
- W(fl) is the weight of the solid specimen, in fluid;
- 0.99983 is the geometrical correction factor.
2.2.3. Other Properties
- Linear Density in dry conditionswhere:
- TEX is the linear density of the specimen in dry condition [27];
- Wdry is the weight of the solid specimen, in dry condition;
- L is the length of the solid specimen, equal to 75 cm.
- Densitywhere:
- Vdry is the volume of the specimen in dry condition, in cm3;
- ρdry is the density of the specimen in dry condition, in g/cm3.
- Cross section and diameter of the yarnwhere:
- Ayarn is the area of the yarn, in mm2;
- Ddry is the equivalent diameter assessed assuming a circular cross section of the specimen in dry condition, in mm.
- Water Absorption ratio
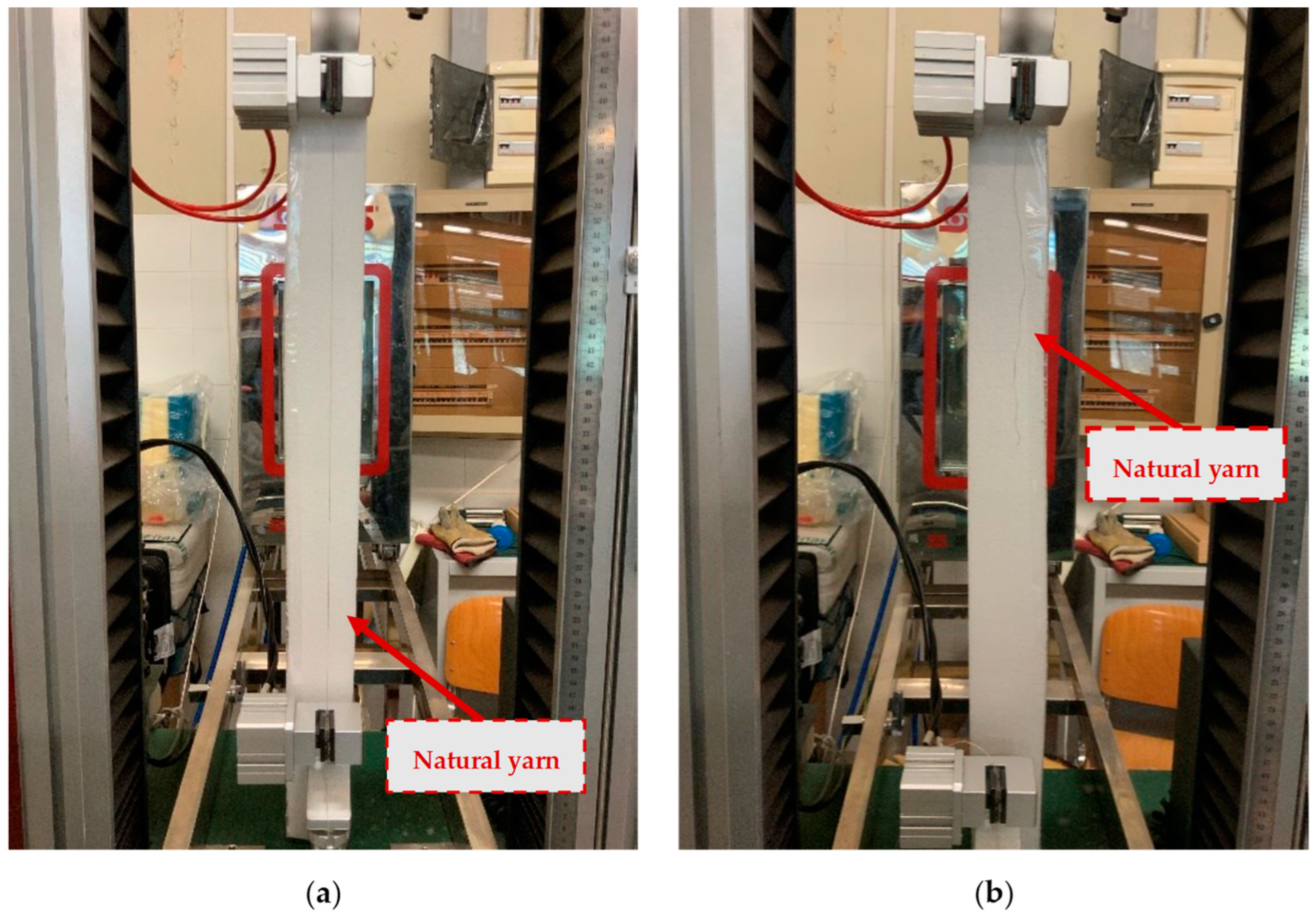
2.3. Mechanical Characterisation of Natural Yarns
2.4. Mechanical Characterisation of Natural Textiles
2.5. Mechanical Characterisation of Lime-Based Mortars
2.5.1. Flexural Strength
- f is the flexural strength;
- F is the maximum load applied to the specimen, in N;
- l is the distance between the axes of the support rollers, in mm;
- b is the width of the specimen, in mm;
- d is the depth of the specimen, in mm.
2.5.2. Compressive Strength
2.6. Mechanical Characterisation of Natural TRM Systems
- Limepor MT matrix with jute fabric reinforcement;
- Limepor EDO matrix with flax fabric reinforcement.
- Assembly of the formwork necessary for the implementation of the samples;
- Preparation of the two types of premixed mortar;
- The laying of a thin layer of release agent, in order to allow the easier removal of the samples, and then of the first layer of mortar;
- The laying of the fabric band;
- The laying of the last layer of mortar;
- After setting, the specimens were extracted from the formwork.
3. Results
3.1. Physical Properties of Natural Yarns
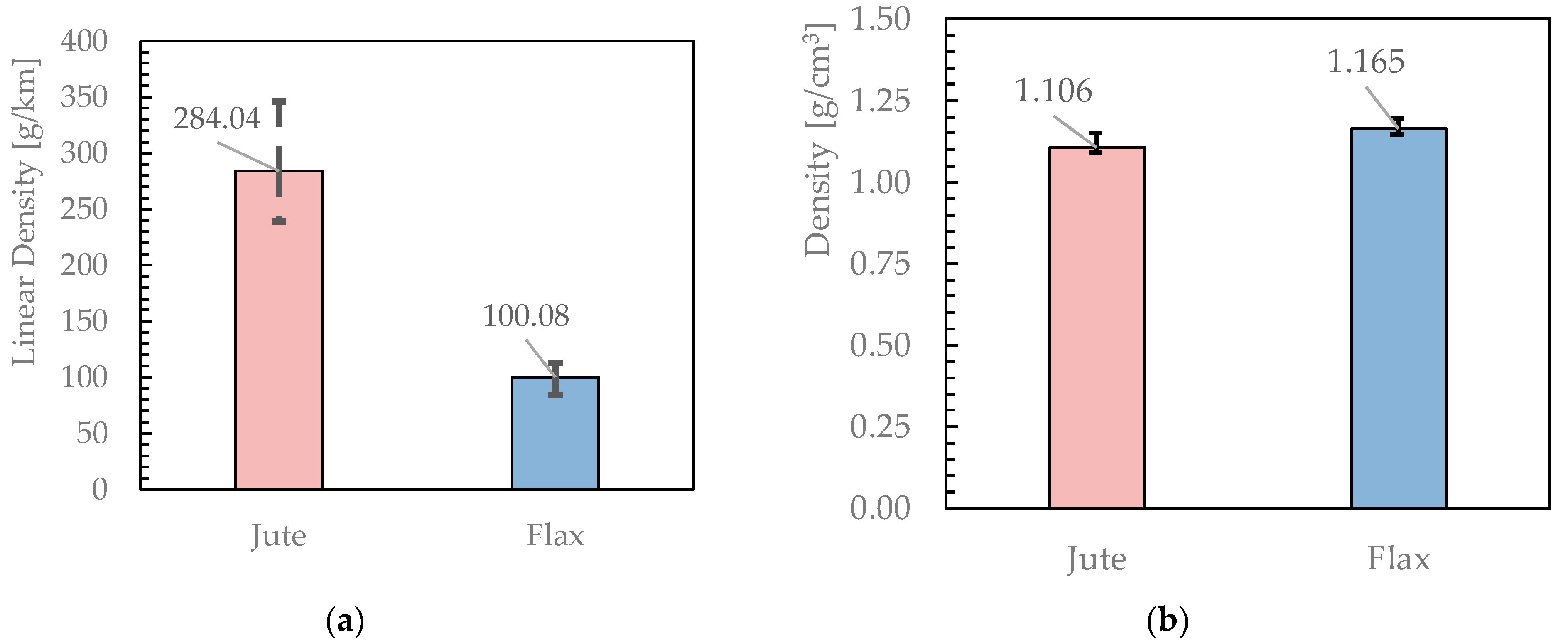
3.1.1. Linear Density and Density
3.1.2. Other properties: Cross Section and Absorption
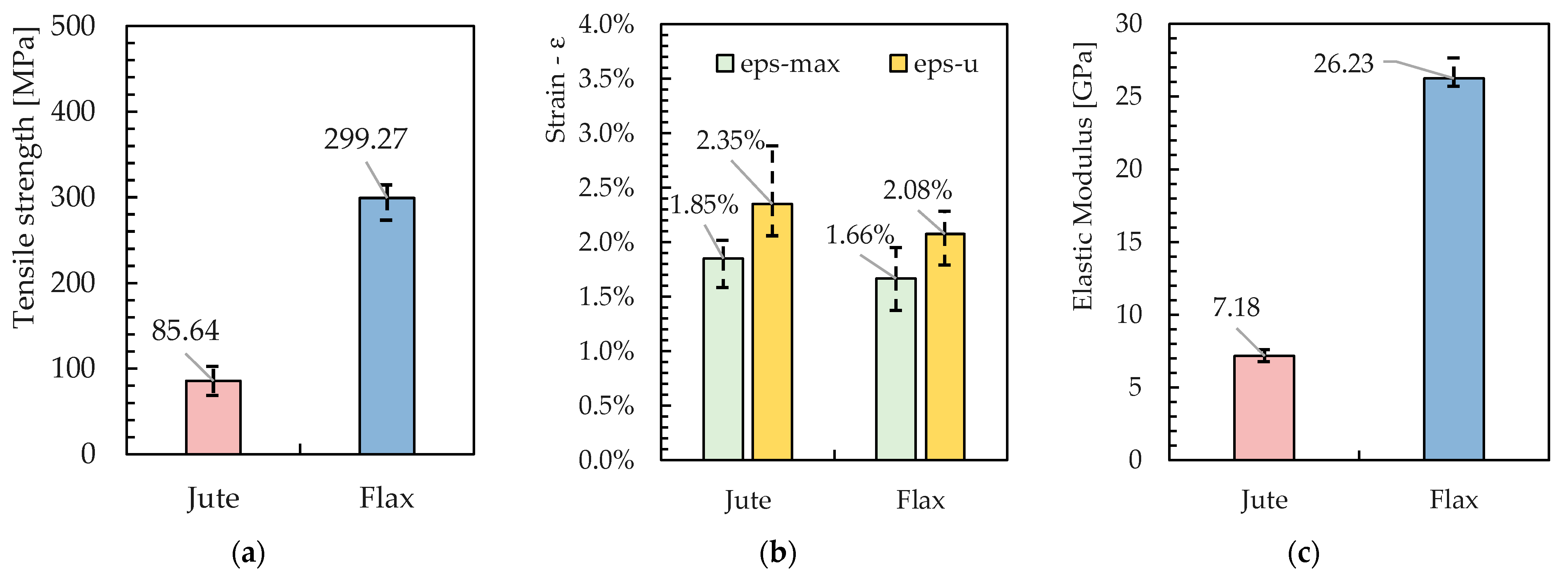
3.2. Mechanical Properties of Natural Yarns
3.2.1. Tensile Strength
3.2.2. Elastic Modulus
3.3. Mechanical Properties of Natural Textile
- σmax: Maximum tension reached during the test;
- εσmax: Deformation reached when maximum tension occurs;
- εu: Ultimate deformation reached before failure.
3.4. Mechanical Properties of Lime-Based Mortar
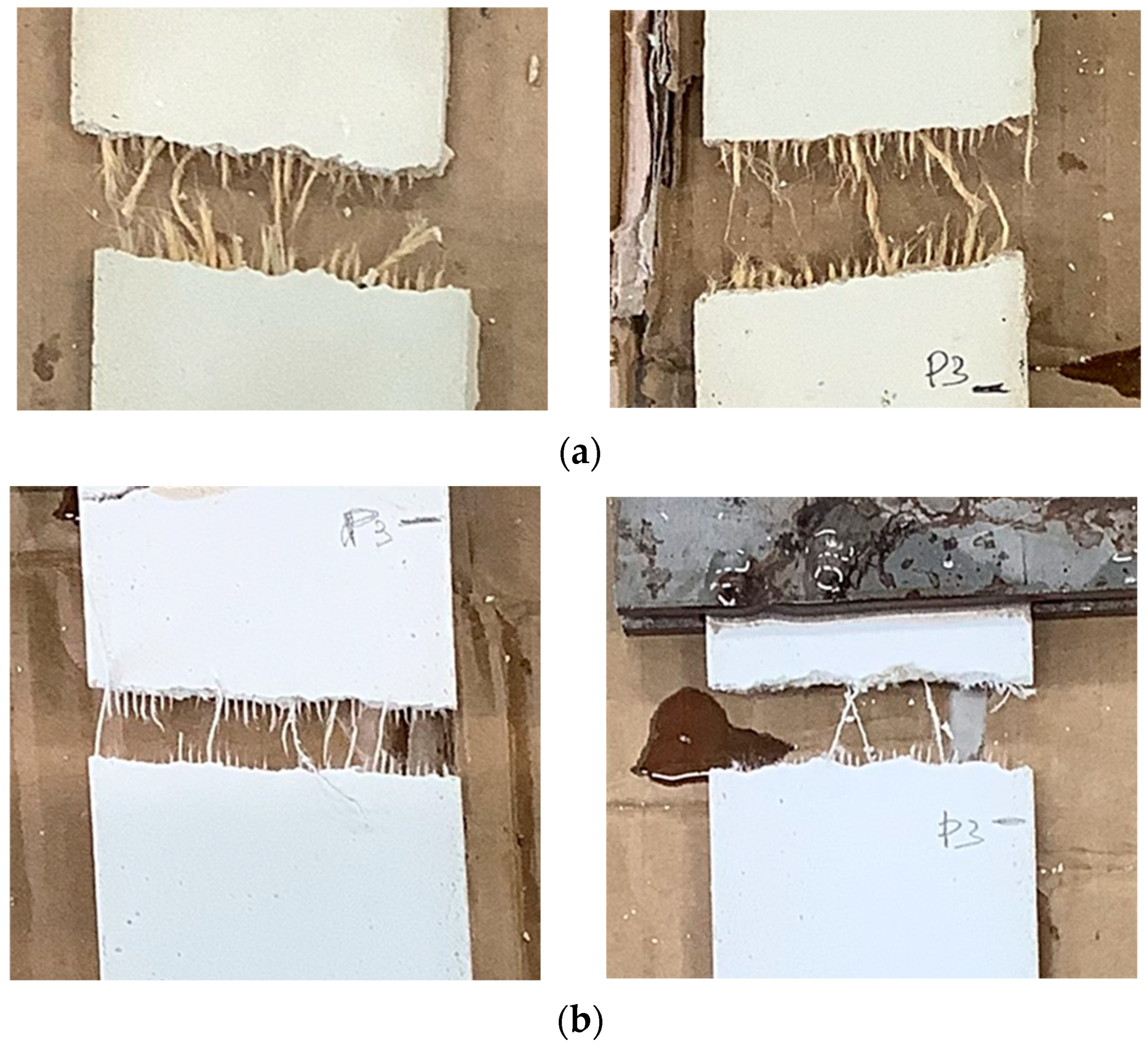
3.5. Mechanical Properties of NTRM
Comparisons in Terms of TRM Strength
4. Conclusions
- -
- The Jute fibre yarns have a transverse section bigger than the Flax yarns; specifically, the area of the former is almost three times bigger than the latter, yet it is affected by significant variability;
- -
- The bigger section area also leads to both higher (almost double) absorption capacity and (almost three times) lower tensile strength of the Jute fibres with respect to the Flax fibres;
- -
- Moreover, flax yarns are significantly stiffer in tension than jute fibres, as the Young modulus ratio is in the order of five between them;
- -
- The tensile response of NTRM is greatly affected by the aforementioned properties of the yarns and textile, as the tested Flax-TRM tends to outperform Jute-TRM in terms of both maximum bending strength and overall post-cracking toughness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ferrara, G.; Caggegi, C.; Martinelli, E.; Gabor, A. Shear capacity of masonry walls externally strengthened using Flax-TRM composite systems: Experimental tests and comparative assessment. Constr. Build. Mater. 2020, 261, 120490. [Google Scholar] [CrossRef]
- Ferrara, G.; Pepe, M.; Martinelli, E.; Tolêdo Filho, R.D. Tensile behavior of flax textile reinforced lime-mortar: Influence of reinforcement amount and textile impregnation. Cem. Concr. Compos. 2021, 119, 103984. [Google Scholar] [CrossRef]
- Ferrara, G.; Pepe, M.; Toledo Filho, R.D.; Martinelli, E. Mechanical response and analysis of cracking process in hybrid TRM composites with flax textile and curauá fibres. Polymers 2021, 13, 715. [Google Scholar] [CrossRef]
- Marques, A.I.; Ferreira, J.G.; Candeias, P.; Veiga, M.D.R. Experimental evaluation of brick masonry walls strengthened with TRM (textile reinforced mortar) renders. Buildings 2022, 12, 840. [Google Scholar] [CrossRef]
- Kimia Catalog. Limepor EDO. Technical Sheet. Available online: www.kimia.it/it/prodotti/limepor-edo (accessed on 19 December 2022).
- Kimia Catalog. Limepor MT. Technical Sheet. Available online: www.kimia.it/it/prodotti/limepor-MT (accessed on 19 December 2022).
- CNR DT 215/2018; Istruzioni per la Progettazione, L’esecuzione ed il Controllo di Interventi di Consolidamento Statico Mediante L’utilizzo di Compositi Fibrorinforzati a Matrice Inorganica. Consiglio Nazionale delle Ricerche: Roma, Italy, 2018.
- Amato, G.; Chen, J.F.; D’Anna, J.; La Mendola, L.; Minafò, G. FRCM systems for strengthening masonry structures. Adv. Compos. Constr. ACIC 2017, 244–249. [Google Scholar]
- ACI Committee 549, ACI 549.4R-13; Guide to Design and Construction of Externally Bonded Fabric-Reinforced Cementitous Matrix (FRCM) Systems for Repair and Strengthening Concrete Structures. ACI Committee: Farmington Hills, MI, USA, 2013.
- Consiglio Superiore dei Lavori Pubblici. Linea Guida per la Identificazione, la Qualificazione ed il Controllo di Accettazione di Compositi Fibrorinforzati a Matrice Inorganica (FRCM) da Utilizzarsi per il Consolidamento Strutturale di Costruzioni Esistenti; Consiglio Superiore dei Lavori Pubblici: Rome, Italy, 2018; p. 41.
- AC434. Acceptance Criteria for Concrete and Masonry Strengthening Using Fabric-Reinforced Cementitious Matrix (FRCM) Composite Systems; ICC Evaluation Service: Whittier, CA, USA, 2018. [Google Scholar]
- European Organisation for Technical Assessment EOTA. Externally-Bonded Composite Systems with Inorganic Matrix for Strengthening of Concrete and Masonry Structures; European Assessment Document EAD 340275-00-0104, January 2018; EOTA: Brussels, Belgium, 2020. [Google Scholar]
- Recommendation of RILEM TC 232-TDT: Test methods and design of textile reinforced concrete: Uniaxial tensile test: Test method to determine the load bearing behavior of tensile specimens made of textile reinforced concrete. Mater. Struct. 2016, 49, 4923–4927. [CrossRef] [Green Version]
- de Carvalho Bello, C.B.; Boem, I.; Cecchi, A.; Gattesco, N.; Oliveira, D.V. Experimental tests for the characterization of sisal fiber reinforced cementitious matrix for strengthening masonry structures. Constr. Build. Mater. 2019, 219, 44–55. [Google Scholar] [CrossRef] [Green Version]
- Ministero delle infrastrutture e dei trasporti. Norme Tecniche per le Costruzioni; DM 17/1/2018; Ministero delle infrastrutture e dei trasporti: Rome, Italy, 2018; pp. 1–372.
- Consiglio Superiore dei Lavori Pubblici. Linea Guida per la Progettazione, L’esecuzione e la Manutenzione di Interventi di Consolidamento Strutturale Mediante L’utilizzo di Sistemi di Rinforzo FRCM; Consiglio Superiore dei Lavori Pubblici: Rome, Italy, 2019; pp. 1–26.
- Codispoti, R.; Oliveira, D.V.; Olivito, R.S.; Lourenço, P.B.; Fangueiro, R. Mechanical performance of natural fiber-reinforced composites for the strengthening of masonry. Compos. Part B-Eng. 2015, 77, 74–83. [Google Scholar] [CrossRef]
- Zukowski, B.; dos Santos, E.R.F.; dos Santos Mendonça, Y.G.; de Andrade Silva, F.; Toledo Filho, R.D. The durability of SHCC with alkali treated curauá fiber exposed to natural weathering. Cem. Concr. Compos. 2018, 94, 116–125. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Banthia, N. Plant-based natural fibre reinforced cement composites: A review. Cem. Concr. Compos. 2016, 68, 96–108. [Google Scholar] [CrossRef]
- Tolêdo Filho, R.D.; Scrivener, K.; England, G.L.; Ghavami, K. Durability of alkali-sensitive sisal and coconut fibres in cement mortar composites. Cem. Concr. Compos. 2000, 22, 127–143. [Google Scholar] [CrossRef]
- Cevallos, O.A.; Olivito, R.S. Effects of fabric parameters on the tensile behaviour of sustainable cementitious composites. Compos. Part B-Eng. 2015, 69, 256–266. [Google Scholar] [CrossRef]
- Ferrara, G.; Pepe, M.; Martinelli, E.; Tolêdo Filho, D. Influence of an impregnation treatment on the morphology and mechanical behaviour of flax yarns embedded in hydraulic lime mortar. Fibers 2019, 7, 30. [Google Scholar] [CrossRef] [Green Version]
- Menna, C.; Asprone, D.; Durante, M.; Zinno, A.; Balsamo, A.; Prota, A. Structural behaviour of masonry panels strengthened with an innovative hemp fibre composite grid. Constr. Build. Mater. 2015, 100, 111–121. [Google Scholar] [CrossRef]
- Olivito, R.S.; Dubois, F.; Venneri, A.; Zuccarello, F.A. Experimental and numerical analysis of masonry macroelements reinforced by natural-fibre-composite materials. In Proceedings of the 6th International Conference on FRP Composites in Civil Engineering (CICE2012), Rome, Italy, 13–15 June 2012; pp. 1–8. [Google Scholar]
- Cevallos, O.A.; Olivito, R.S.; Codispoti, R.; Ombres, L. Flax and polyparaphenylene benzobisoxazole cementitious composites for the strengthening of masonry elements subjected to eccentric loading. Compos. B Eng. 2015, 71, 82–95. [Google Scholar] [CrossRef]
- Trochoutsou, N.; Di Benedetti, M.; Pilakoutas, K.; Guadagnini, M. In-Plane Cyclic Performance of Masonry Walls Retrofitted with Flax Textile–Reinforced Mortar Overlays. J. Compos. Constr. 2022, 26, 04022049. [Google Scholar] [CrossRef]
- BS EN ISO 1889:2009; Reinforcement Yarns—Determination of Linear Density. British Standard: London, UK, 2009.
- ASTM D8171-18; Standard Test Methods for Density Determination of Flax Fiber. ASTM: West Conshohocken, PA, USA, 2020; Volume i, pp. 1–8.
- Sartorius YDK 01, YDK 01-0D, YDK 01LP—Density Determination. Kit User’s Manual. Available online: http://www.cma4ch.org/chemo/ftp/YDK01_YDK01-0D_YDK01LP.pdf (accessed on 19 December 2022).
- BS ISO 3341:2000; Textile Glass—Yarns—Determination of Breaking Force and Breaking Elongation. British Standard: London, UK, 2000; p. 7.
- BS EN 1015-11; Methods of Test for Mortar for Masonry. British Standard: London, UK, 2019; pp. 1–15.
- Kimia Catalog. Kimitech EP-IN ST14-0221. Available online: https://www.kimia.it/it/prodotti/kimitech-ep-in (accessed on 19 December 2022).
- Ferrara, G. Flax-TRM Composite Systems for Strengthening of Masonry: From Material Identification to Structural Behavior; Springer: Cham, Switzerland, 2021. [Google Scholar]
- Hasan, K.M.; Horváth, P.G.; Alpár, T. Potential natural fiber polymeric nanobiocomposites: A review. Polymers 2020, 12, 1072. [Google Scholar] [CrossRef]
- Ramesh, M. Flax (Linum usitatissimum L.) fibre reinforced polymer composite materials: A review on preparation, properties and prospects. Prog. Mater. Sci. 2019, 102, 109–166. [Google Scholar] [CrossRef]
- Singh, H.; Singh, J.I.P.; Singh, S.; Dhawan, V.; Tiwari, S.K. A brief review of jute fibre and its composites. Mater. Today Proc. 2018, 5, 28427–28437. [Google Scholar] [CrossRef]
- Trochoutsou, N.; Di Benedetti, M.; Pilakoutas, K.; Guadagnini, M. Mechanical Characterisation of Flax and Jute Textile-Reinforced Mortars. Constr. Build. Mater. 2020, 271, 121564. [Google Scholar] [CrossRef]
- Abbass, A.; Lourenço, P.B.; Oliveira, D.V. The use of natural fibers in repairing and strengthening of cultural heritage buildings. Mater. Today Proc. 2020, 31, S321–S328. [Google Scholar] [CrossRef]
- Donnini, J.; Corinaldesi, V. Mechanical characterization of different FRCM systems for structural reinforcement. Constr. Build. Mater. 2017, 145, 565–575. [Google Scholar] [CrossRef]
- Hojdys, Ł.; Krajewski, P. Tensile Behaviour of FRCM Composites for Strengthening of Masonry Structures—An Experimental Investigation. Materials 2021, 14, 3626. [Google Scholar] [CrossRef] [PubMed]
- Ferrara, G.; Martinelli, E. Tensile behaviour of Textile Reinforced Mortar composite systems with flax fibres. Proc. 12th Fib Int. PhD Symp. Civ. Eng. 2018, 29, 863–869. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| X Direction | Y Direction | |
|---|---|---|
| Sample Dimension | 50 mm | 50 mm |
| Jute | 28 yarns | 28 yarns |
| Flax | 32 yarns | 31 yarns |
| Characteristic | Jute-TRM_1 | Jute-TRM_2 | Jute-TRM_3 | Jute-TRM_4 | Jute-TRM_5 |
|---|---|---|---|---|---|
| Thickness [mm] | 6.50 | 6.33 | 6.83 | 6.33 | 6.33 |
| Length [mm] | 300 | 300 | 300 | 200 | 200 |
| Characteristic | Flax-TRM_1 | Flax-TRM_2 | Flax-TRM_3 | Flax-TRM_4 |
|---|---|---|---|---|
| Thickness [mm] | 5.33 | 5.00 | 5.17 | 5.00 |
| Length [mm] | 300 | 300 | 200 | 300 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pepe, M.; Lombardi, R.; Ferrara, G.; Agnetti, S.; Martinelli, E. Experimental Characterisation of Lime-Based Textile-Reinforced Mortar Systems Made of Either Jute or Flax Fabrics. Materials 2023, 16, 709. https://doi.org/10.3390/ma16020709
Pepe M, Lombardi R, Ferrara G, Agnetti S, Martinelli E. Experimental Characterisation of Lime-Based Textile-Reinforced Mortar Systems Made of Either Jute or Flax Fabrics. Materials. 2023; 16(2):709. https://doi.org/10.3390/ma16020709
Chicago/Turabian StylePepe, Marco, Rosario Lombardi, Giuseppe Ferrara, Stefano Agnetti, and Enzo Martinelli. 2023. "Experimental Characterisation of Lime-Based Textile-Reinforced Mortar Systems Made of Either Jute or Flax Fabrics" Materials 16, no. 2: 709. https://doi.org/10.3390/ma16020709