
A Multiscale Topographical Surface Analysis of High Entropy Alloys Coatings by Laser Melting


 ,
,
Abstract
:1. Introduction
2. Experimental Process
2.1. Materials and Methods
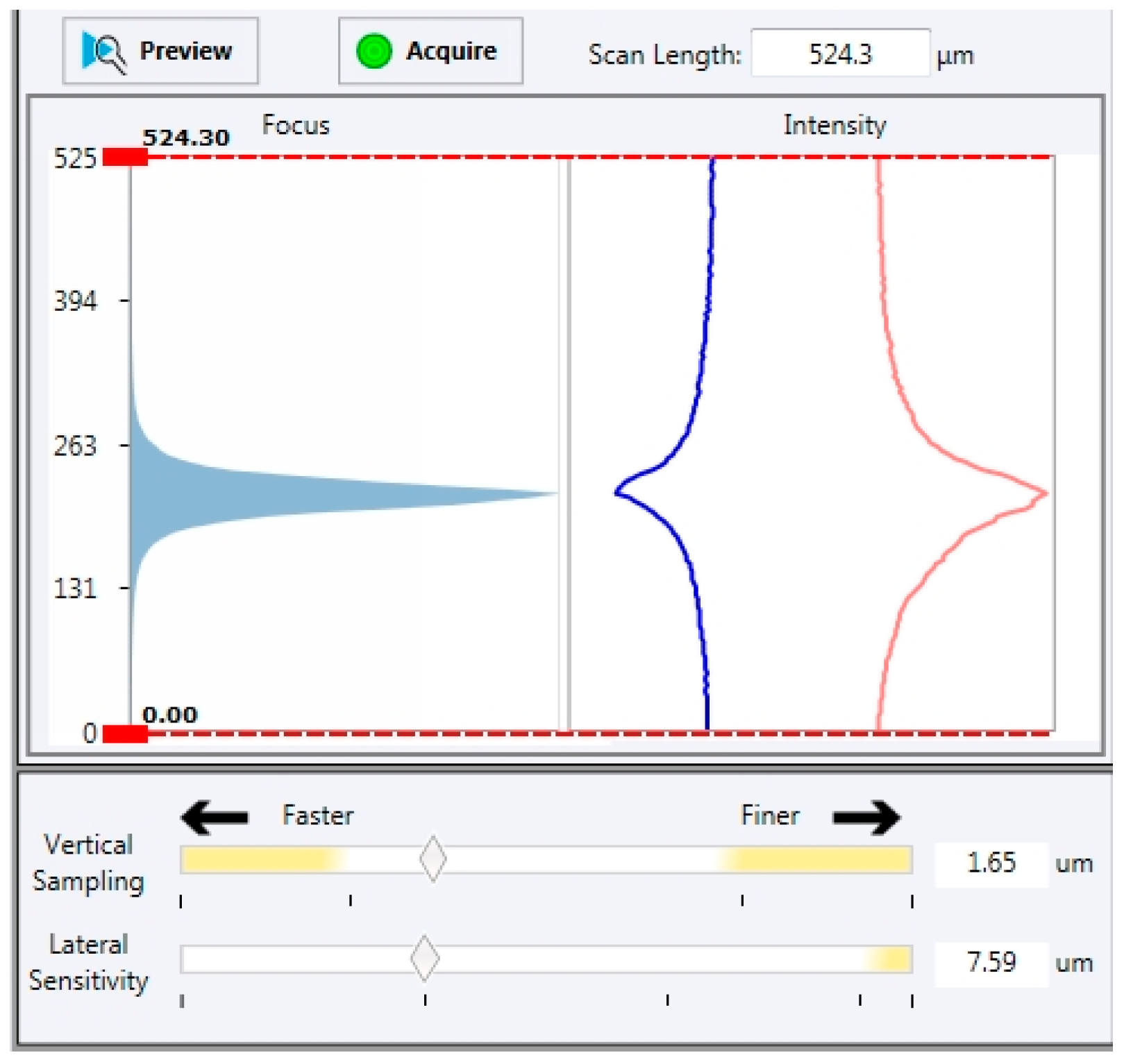
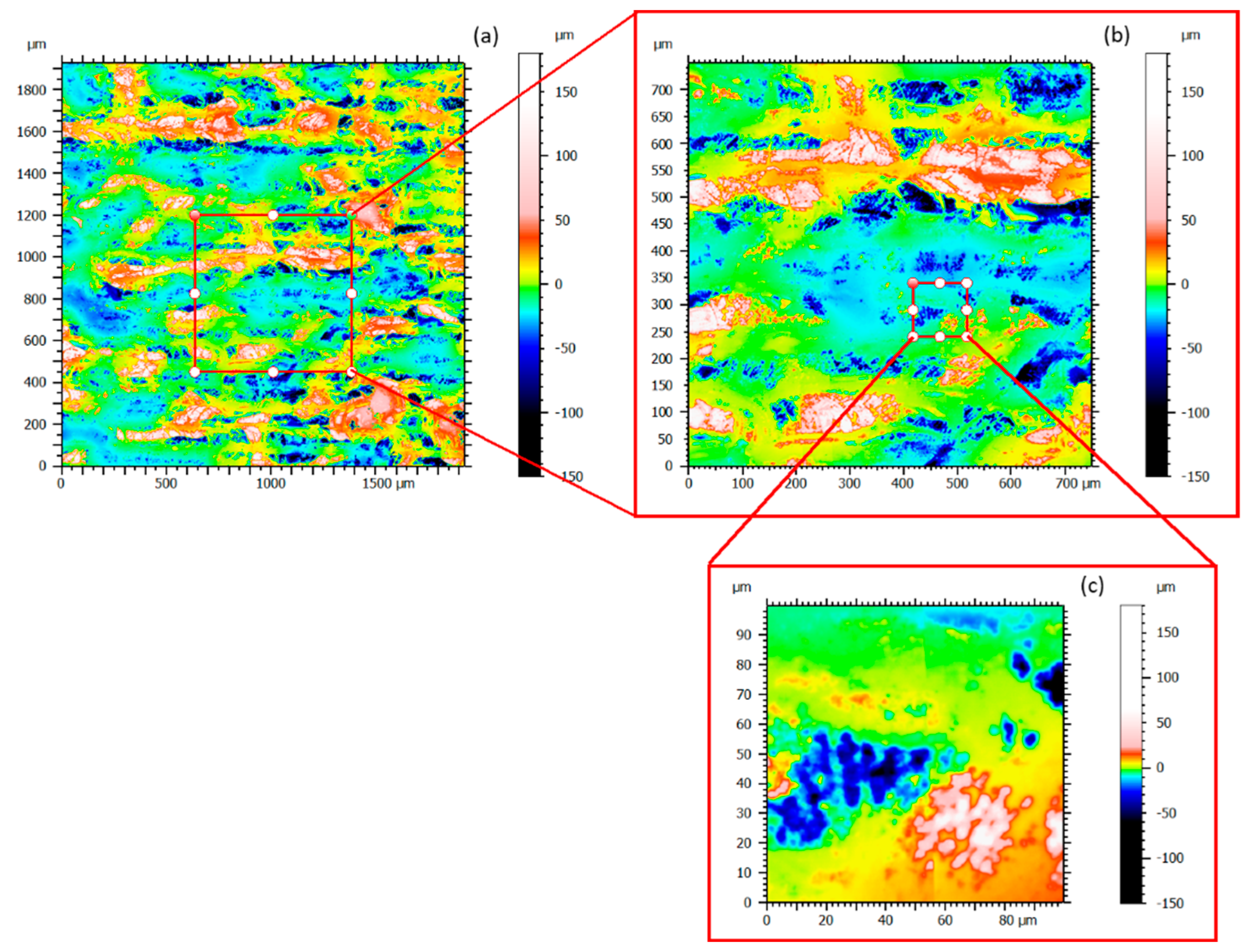
2.2. Topographic Analysis
3. Results and Discussion
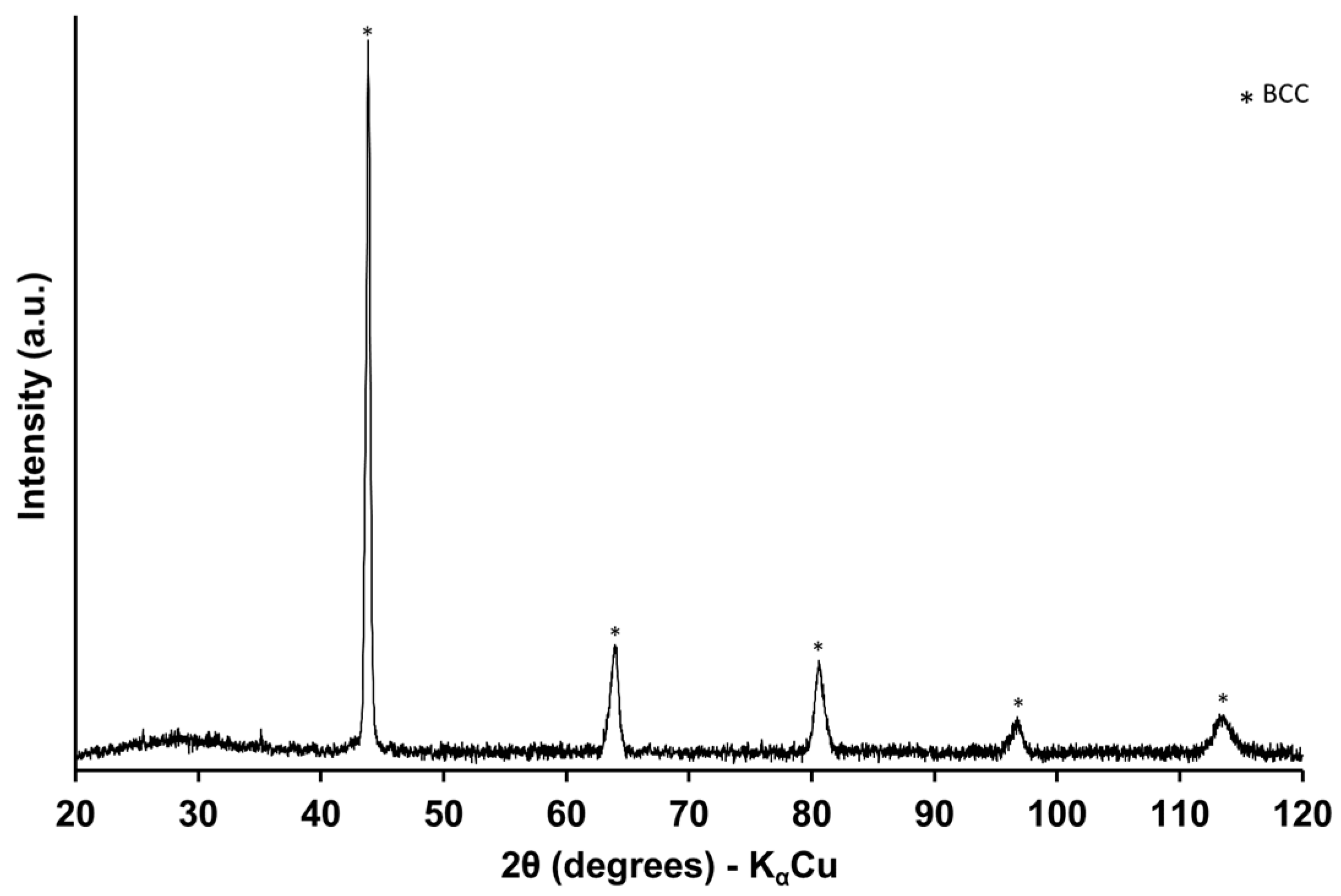
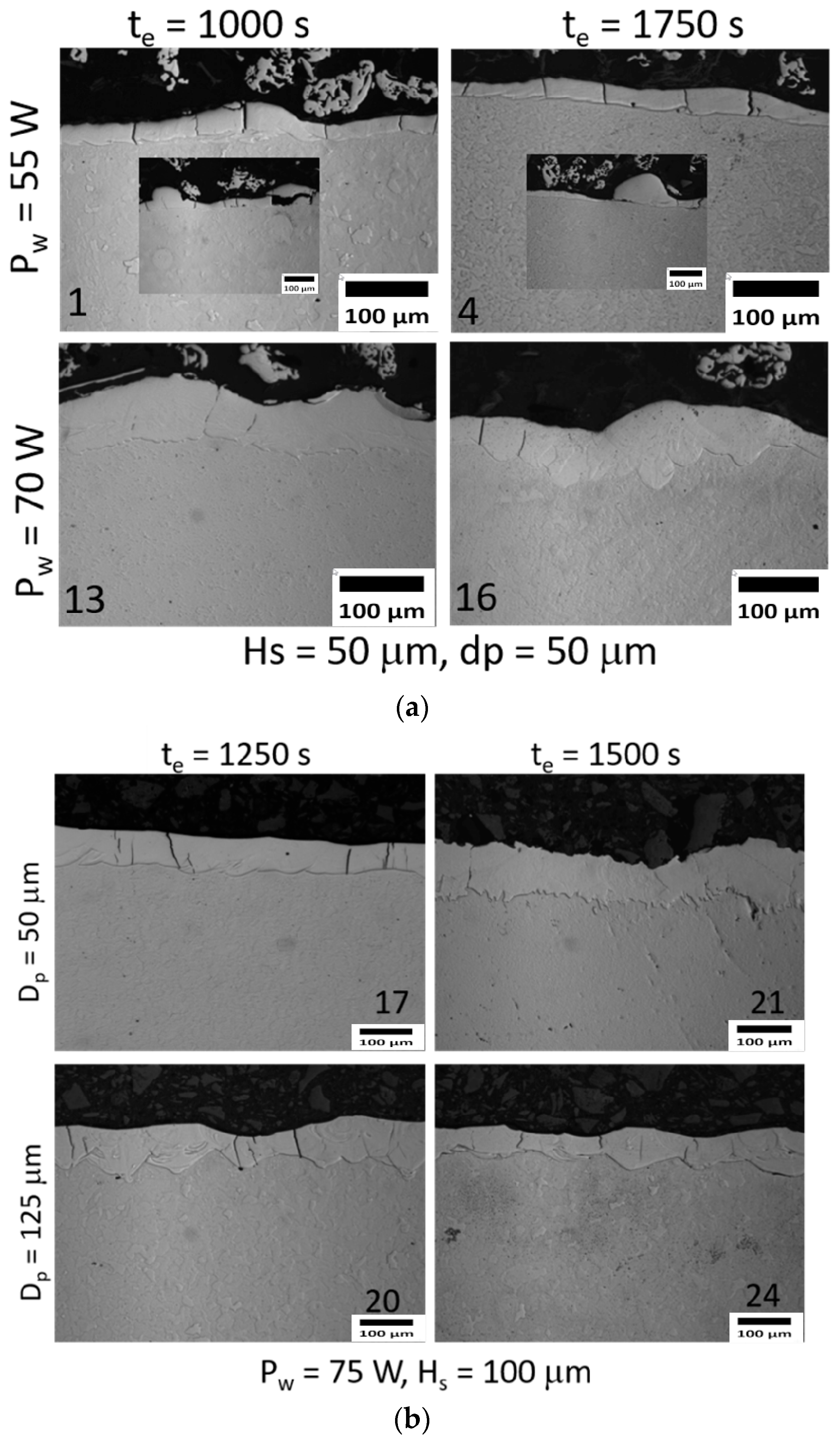
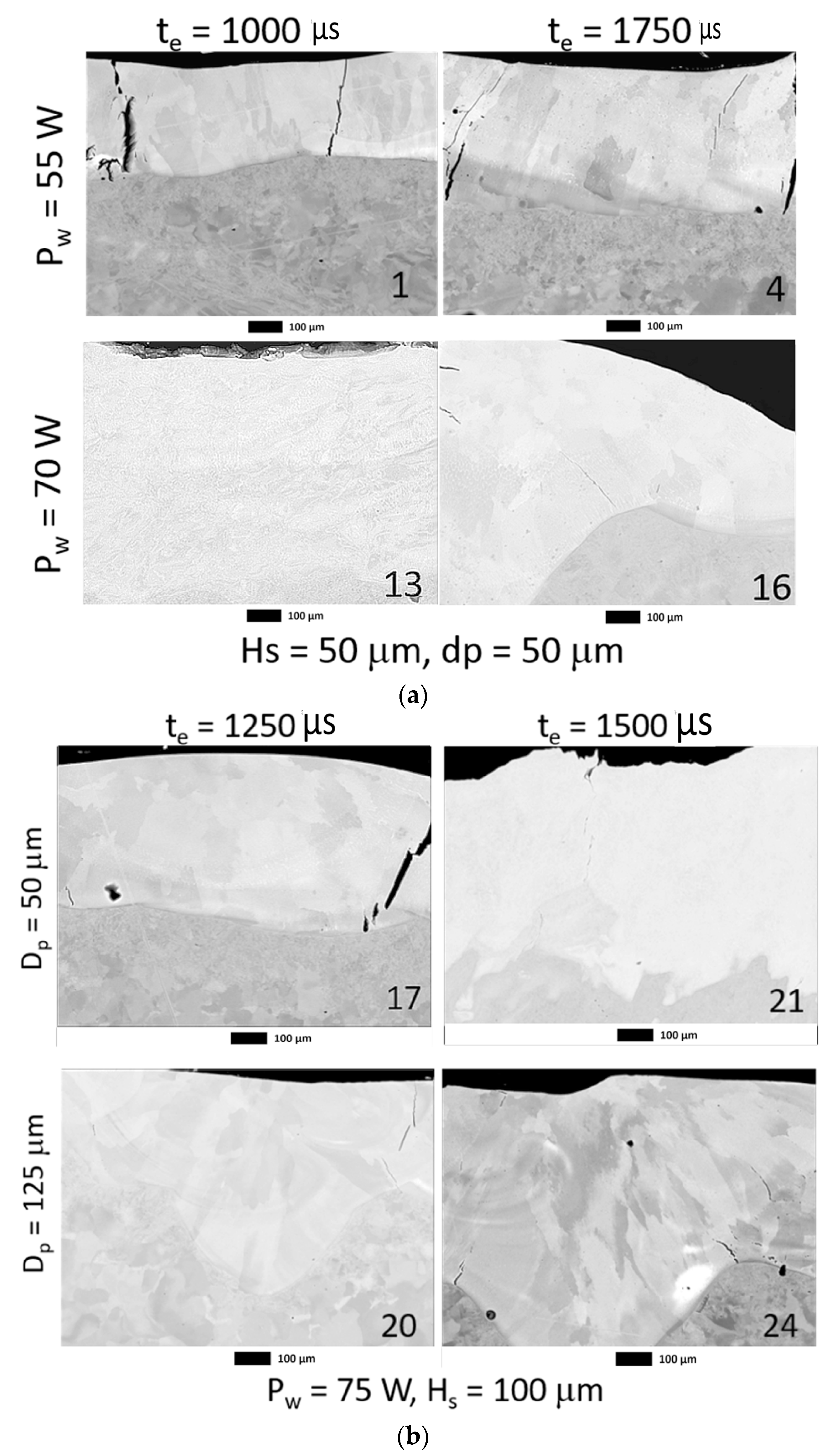
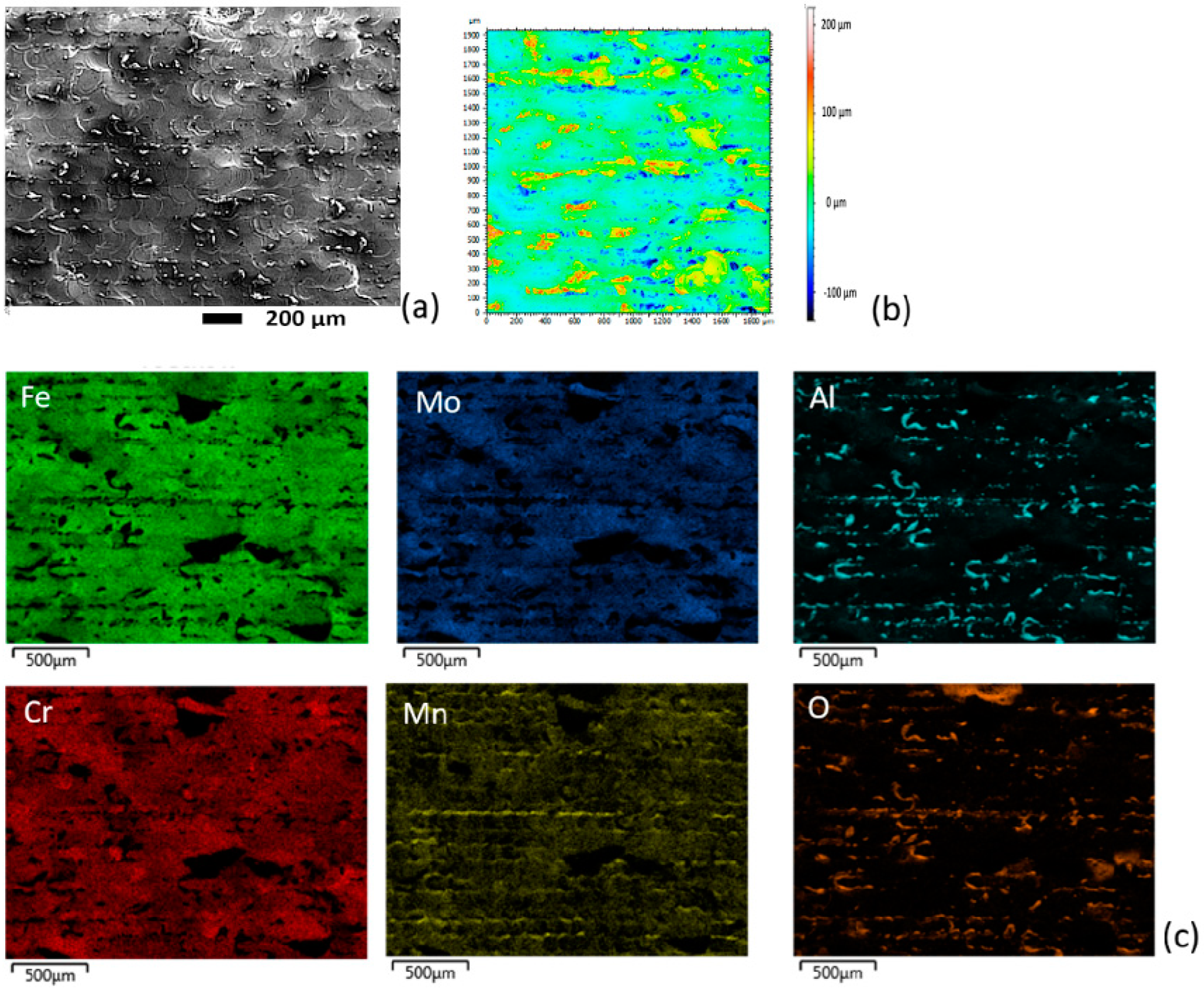
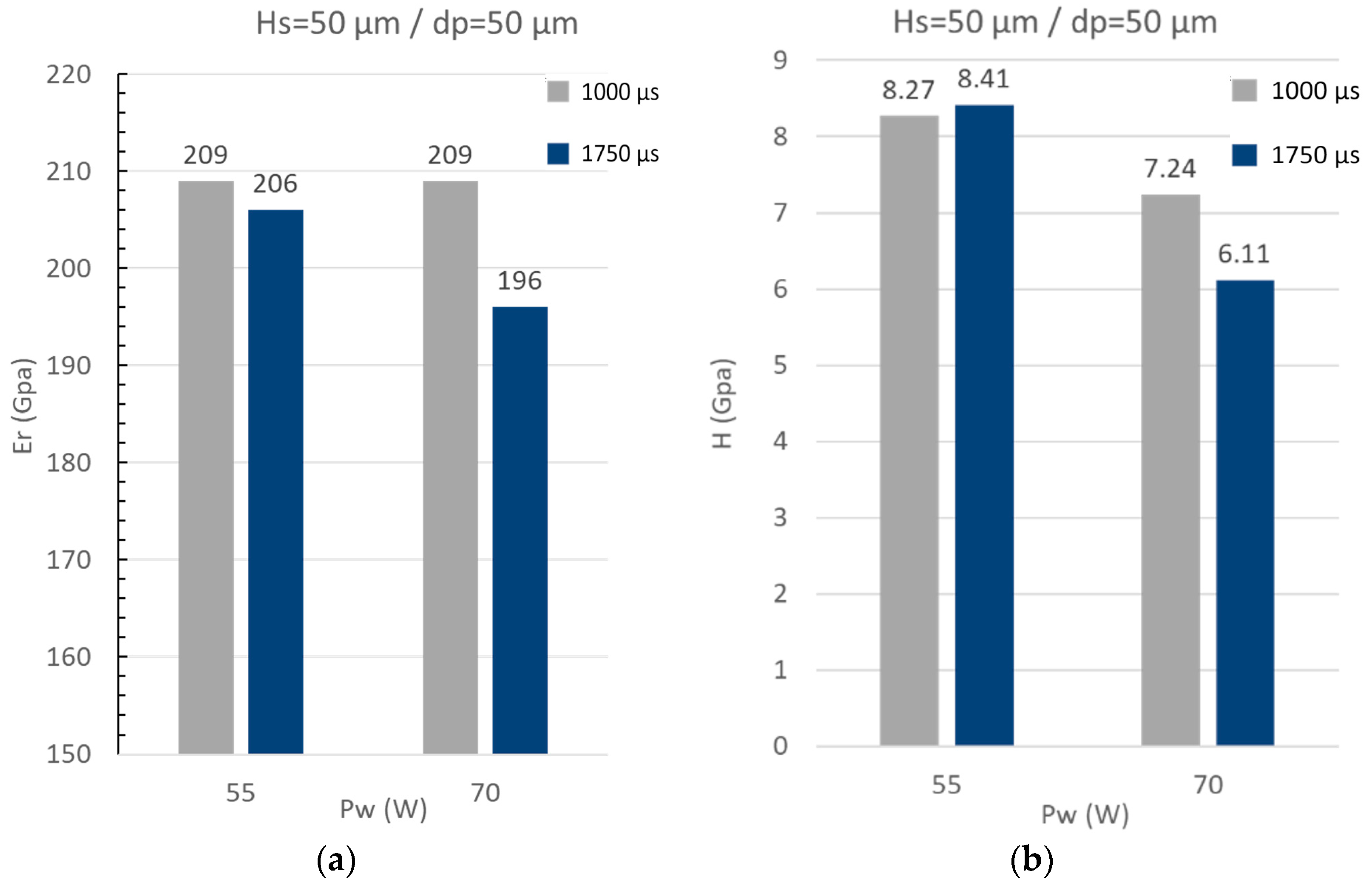
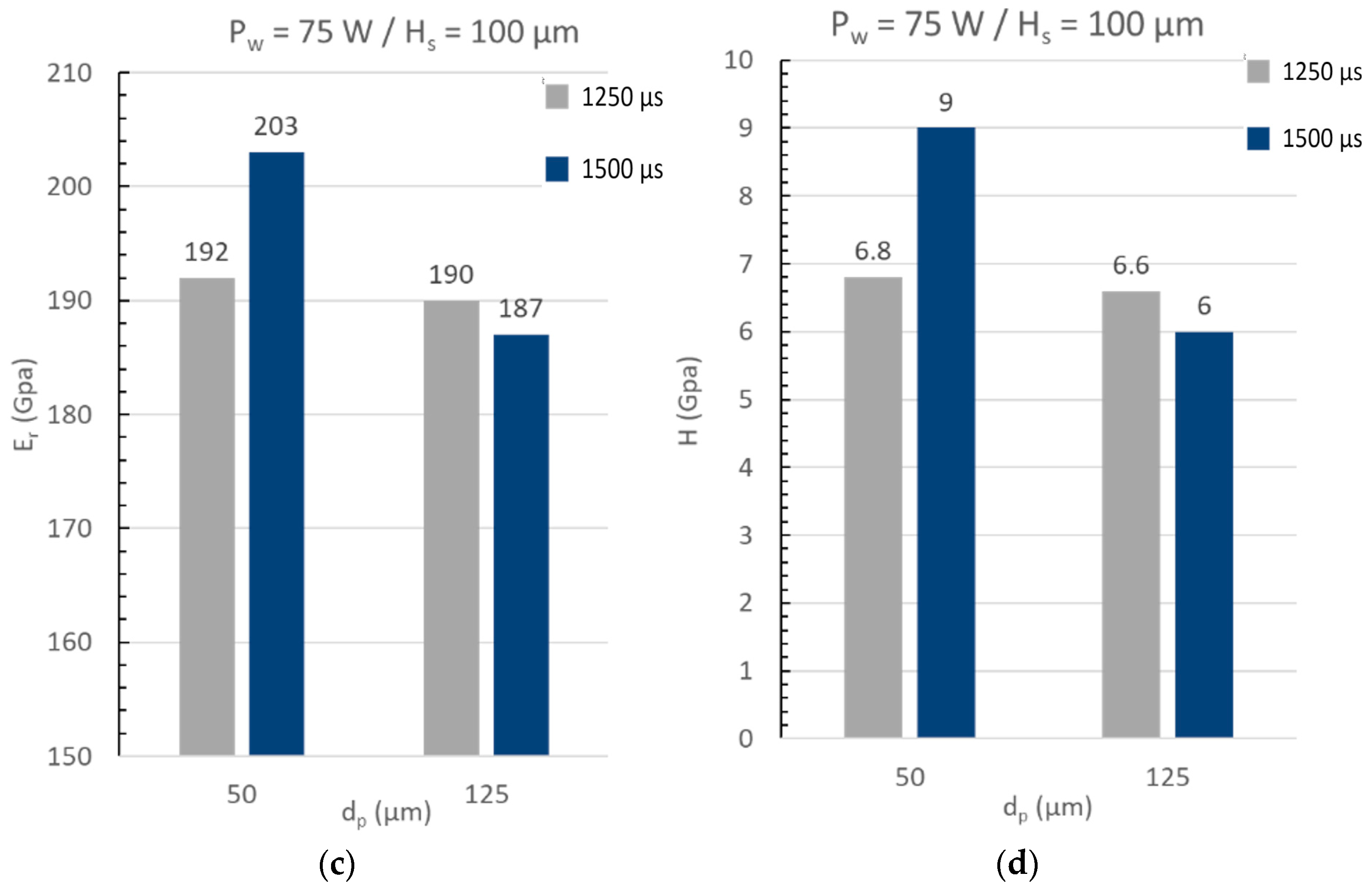
3.1. Characterization of the Coatings
3.2. Morphological Treatment
3.3. Statistical Treatments
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Costa, M. Toxicity and Carcinogenicity of Cr(VI) in Animal Models and Humans. Crit. Rev. Toxicol. 1997, 27, 431–442. [Google Scholar] [CrossRef] [PubMed]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Ye, X.; Ma, M.; Liu, W.; Li, L.; Zhong, M.; Liu, Y.; Wu, Q. Synthesis and Characterization of High-Entropy Alloy AlxFeCoNiCuCr by Laser Cladding. Adv. Mater. Sci. Eng. 2011, 2011, 485942. [Google Scholar] [CrossRef] [Green Version]
- Ye, Q.; Feng, K.; Li, Z.; Lu, F.; Li, R.; Huang, J.; Wu, Y. Microstructure and corrosion properties of CrMnFeCoNi high entropy alloy coating. Appl. Surf. Sci. 2017, 396, 1420–1426. [Google Scholar] [CrossRef]
- Jiang, Y.Q.; Li, J.; Juan, Y.F.; Lu, Z.J.; Jia, W.L. Evolution in microstructure and corrosion behaviour of AlCoCrxFeNi high-entropy alloy coatings fabricated by laser cladding. J. Alloys Compd. 2019, 775, 1–14. [Google Scholar] [CrossRef]
- Wu, W.; Li, J.; Hui, J.; Pan, X.M.; Cao, Z.Q.; Deng, D.W.; Wang, T.M.; Li, T.J. Phase Evolution and Properties of Al2CrFeNiMox High-Entropy Alloys Coatings by Laser Cladding. J. Therm. Spray Technol. 2015, 24, 1333–1340. [Google Scholar] [CrossRef]
- Shu, F.; Zhang, B.; Liu, T.; Sui, S.; Liu, Y.; He, P.; Liu, B.; Xu, B. Effects of laser power on microstructure and properties of laser cladded CoCrBFeNiSi high-entropy alloy amorphous coatings. Surf. Coat. Technol. 2019, 358, 667–675. [Google Scholar] [CrossRef]
- Liu, H.; Liu, J.; Chen, P.; Yang, H. Microstructure and high temperature wear behaviour of in-situ TiC reinforced AlCoCrFeNi-based high-entropy alloy composite coatings fabricated by laser cladding. Opt. Laser Technol. 2019, 118, 140–150. [Google Scholar] [CrossRef]
- Jin, G.; Cai, Z.; Guan, Y.; Cui, X.; Liu, Z.; Li, Y.; Dong, M.; Zhang, D. High temperature wear performance of laser-cladded FeNiCoAlCu high-entropy alloy coating. Appl. Surf. Sci. 2018, 445, 113–122. [Google Scholar] [CrossRef]
- Chen, C.-L.; Suprianto. Microstructure and mechanical properties of AlCuNiFeCr high entropy alloy coatings by mechanical alloying. Surf. Coat. Technol. 2020, 386, 125443. [Google Scholar] [CrossRef]
- Xiao, J.-K.; Tan, H.; Wu, Y.-Q.; Chen, J.; Zhang, C. Microstructure and wear behaviour of FeCoNiCrMn high entropy alloy coating deposited by plasma spraying. Surf. Coat. Technol. 2020, 385, 125430. [Google Scholar] [CrossRef]
- Srivastava, M.; Jadhav, M.; Chethan Chakradhar, R.P.S.; Muniprakash, M.; Singh, S. Synthesis and properties of high velocity oxy-fuel sprayed FeCoCrNi2Al high entropy alloy coating. Surf. Coat. Technol. 2019, 378, 124950. [Google Scholar] [CrossRef]
- Khan, N.A.; Akhavan, B.; Zhou, H.; Chang, L.; Wang, Y.; Sun, L.; Bilek, M.M.; Liu, Z. High entropy alloy thin films of AlCoCrCu0.5FeNi with controlled microstructure. Appl. Surf. Sci. 2019, 495, 143560. [Google Scholar] [CrossRef]
- Brif, Y.; Thomas, M.; Todd, I. The use of high-entropy alloys in additive manufacturing. Scr. Mater. 2015, 99, 93–96. [Google Scholar] [CrossRef]
- Leary, M. 4—Surface roughness optimisation for selective laser melting (SLM): Accommodating relevant and irrelevant surfaces. In Laser Additive Manufacturing, Materials Design, Technologies, and Applications; Woodhead Publishing Series in Electronic and Optical Materials; Woodhead Publishing: Sawston, UK, 2017; pp. 99–118. [Google Scholar] [CrossRef]
- Tonelli, L.; Fortunato, A.; Ceschini, L. CoCr alloy processed by Selective Laser Melting (SLM): Effect of Laser Energy Density on microstructure, surface morphology, and hardness. J. Manuf. Process. 2020, 2, 106–119. [Google Scholar] [CrossRef]
- Sun, Y.; Bailey, R.; Moroz, A. Surface finish and properties enhancement of selective laser melted 316L stainless steel by surface mechanical attrition treatment. Surf. Coat. Technol. 2019, 378, 124993. [Google Scholar] [CrossRef]
- Wang, D.; Shibiao, W.; Fu, F.; Mai, S.; Yang, Y.; Liu, Y.; Song, C. Mechanisms and characteristics of spatter generation in SLM processing and its effect on the properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Alrbaey, K.; Wimpenny, D.; Tosi, R.; Manning, W.; Moroz, A. On Optimization of Surface Roughness of Selective Laser Melted Stainless Steel Parts: A Statistical Study. J. Mater. Eng. Perform. 2014, 23, 2139–2148. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, X.; Zhang, D.; Shen, Z.; Liu, W. Balling phenomena in selective laser melted tungsten. J. Mater. Process. Technol. 2015, 222, 33–42. [Google Scholar] [CrossRef]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef] [Green Version]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling processes during selective laser treatment of powders. Rapid Prototyp. J. 2004, 10, 78–87. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Surface Morphology in Selective Laser Melting of Metal Powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef] [Green Version]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Fluid and particle dynamics in laser powder bed fusion. Acta Mater. 2018, 142, 107–120. [Google Scholar] [CrossRef]
- Gorsse, S.; Nguyen, M.H.; Senkov, O.N.; Miracle, D.B. Database on the mechanical properties of high entropy alloys and complex concentrated alloys. Data Brief 2018, 21, 2664–2678. [Google Scholar] [CrossRef]
- Phani, P.S.; Oliver, W. A critical assessment of the effect of indentation spacing on the measurement of hardness and modulus using instrumented indentation testing. Mater. Des. 2019, 164, 107563. [Google Scholar] [CrossRef]
- Oliver, W.; Pharr, G. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Leach, R. Introduction to Surface Texture Measurement. In Optical Measurement of Surface Topography; Leach, R., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 1–11. ISBN 978-3-642-12011-4. [Google Scholar]
- Jin, B.; Zhang, N.; Yu, H.; Hao, D.; Ma, Y. AlxCoCrFeNiSi high entropy alloy coatings with high microhardness and improved wear resistance. Surf. Coat. Technol. 2020, 402, 126328. [Google Scholar] [CrossRef]
- Scott, P. Foundation of topological characterization of surface texture. In Proceedings of the 7th International Conference on Metrology and Properties of Engineering Surfaces, Goteborg, Sweden, 2–4 April 1997. [Google Scholar]
- ISO 25178-2:2012; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2012. Available online: https://www.iso.org/standard/42785.html (accessed on 1 December 2021).
- Wolf, G.W. Surfaces—Topography and topology. Surf. Topogr. Metrol. Prop. 2020, 8, 014003. [Google Scholar] [CrossRef] [Green Version]
- Rana, S. Topological Data Structures for Surfaces; Wiley: Chichester, UK, 2004. [Google Scholar]
- Gaddum, J.H. Lognormal distributions. Nature 1945, 156, 463–466. [Google Scholar] [CrossRef]
- Mitzenmacher, M. A brief history of generative models for power law and lognormal distributions. Internet Math. 2004, 1, 226–251. [Google Scholar] [CrossRef] [Green Version]
- Smith, J.E.; Jordan, M.L. Mathematical and graphical interpretation of the log-normal law for particle size distribution analysis. J. Colloid Sci. 1964, 19, 549–559. [Google Scholar] [CrossRef]
- Ünal, A. Effect of processing variables on particle size in gas atomization of rapidly solidified aluminium powders. Mater. Sci. Technol. 1987, 3, 1029–1039. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, X.-H.; Lai, Y.-J.; Wang, Q.-X.; Lei, L.-M.; Liang, S.-J. A brief introduction to the selective laser melting of Ti6Al4V powders by supreme-speed plasma rotating electrode process. Prog. Nat. Sci. Mater. Int. 2020, 30, 94–99. [Google Scholar] [CrossRef]
- Wang, Q.; Yang, H.; Shi, J.; Zou, G. Preparation and characterization of nanocrystalline powders of Cu–Zn alloy by wire electrical explosion method. Mater. Sci. Eng. A 2001, 307, 190–194. [Google Scholar] [CrossRef]
- Zhang, L.P.; Zhao, Y.Y. Particle size distribution of tin powder produced by centrifugal atomisation using rotating cups. Powder Technol. 2017, 318, 62–67. [Google Scholar] [CrossRef]
- Xie, J.W.; Zhao, Y.Y.; Dunkley, J.J. Effects of processing conditions on powder particle size and morphology in centrifugal atomisation of tin. Powder Metall. 2004, 47, 168–172. [Google Scholar] [CrossRef]
- Smoluchowski, M.V. Versuch einer mathematischen Theorie der Koagulations kinetik kolloider Lösungen. Zeitschrift f. Physik. Chemie 1917, 92, 129–168. [Google Scholar] [CrossRef]
- Kiss, L.B.; Söderlund, J.; Niklasson, G.A.; Granqvist, C.G. New approach to the origin of lognormal size distributions of nanoparticles. Nanotechnology 1999, 10, 25–28. [Google Scholar] [CrossRef]
- Söderlund, J.; Kiss, L.B.; Niklasson, G.A.; Granqvist, C.G. Lognormal size distributions in particle growth processes without coagulation. Phys. Rev. Lett. 1998, 80, 2386–2388. [Google Scholar] [CrossRef]
- Marteau, J.; Bigerelle, M.; Mazeran, P.-E.; Bouvier, S. Relation between roughness and processing conditions of AISI 316L stainless steel treated by ultrasonic shot peening. Tribol. Int. 2015, 82, 319–329. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| N° of the Sample | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
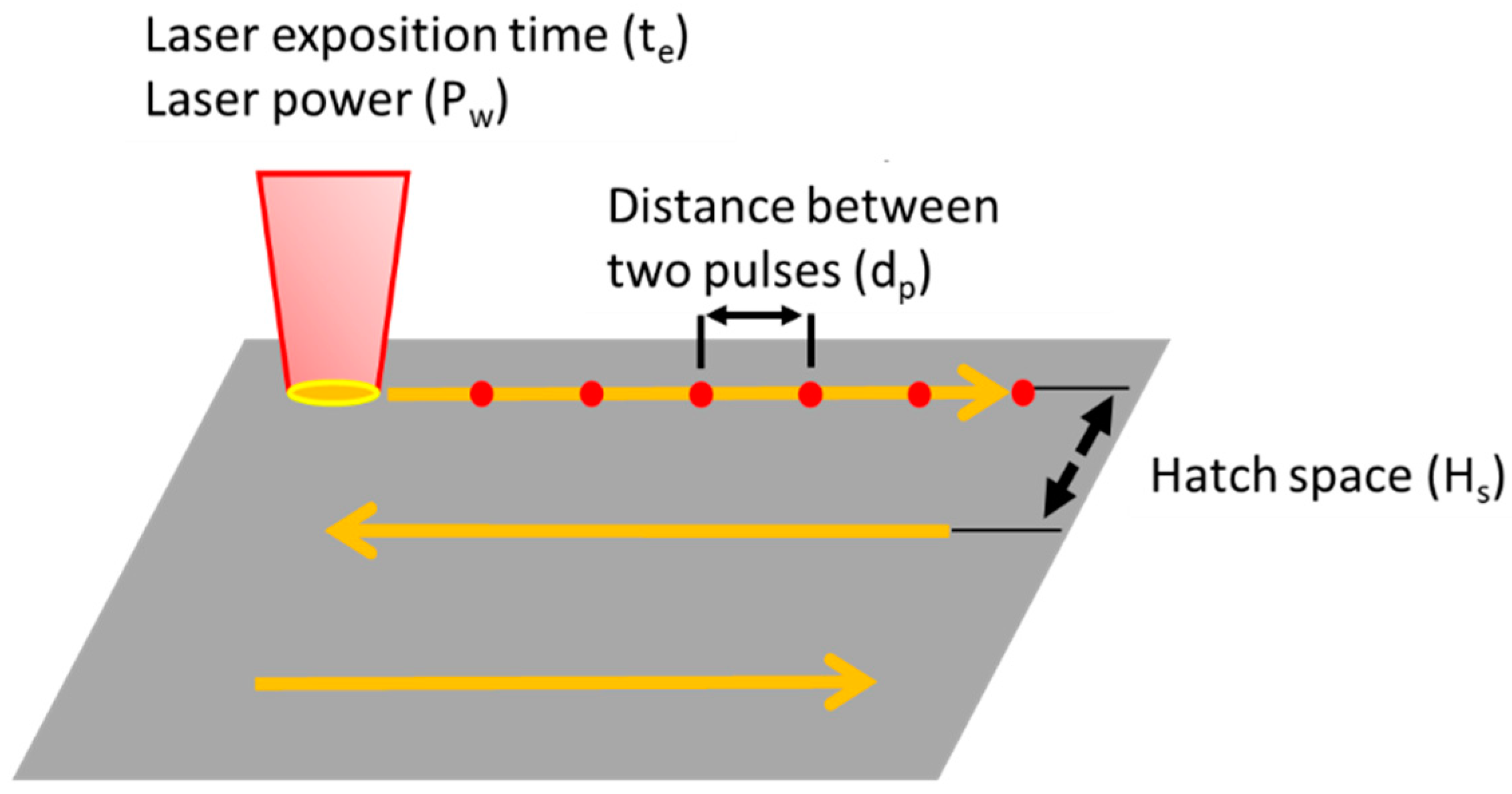
| Pw (W) | 55 | 55 | 55 | 55 | 60 | 60 | 60 | 60 |
| Hs (µm) | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
| te (µs) | 1000 | 1250 | 1500 | 1750 | 1000 | 1250 | 1500 | 1750 |
| dp (µm) | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
| N° of the sample | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| Pw (W) | 65 | 65 | 65 | 65 | 70 | 70 | 70 | 70 |
| Hs (µm) | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
| te (µs) | 1000 | 1250 | 1500 | 1750 | 1000 | 1250 | 1500 | 1750 |
| dp (µm) | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
| N° of the sample | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| Pw (W) | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 |
| Hs (µm) | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| te (µs) | 1250 | 1250 | 1250 | 1250 | 1500 | 1500 | 1500 | 1500 |
| dp (µm) | 50 | 75 | 100 | 125 | 50 | 75 | 100 | 125 |
| Sample | Pw (W) | te (s) | Chemical Composition (% at.) | Thickness (μm) | ||||
|---|---|---|---|---|---|---|---|---|
| Al | Cr | Mn | Fe | Mo | ||||
| 1 | 55 | 1000 | 14.9 ± 3.3 | 19.5 ± 3.2 | 7.7 ± 2.0 | 46.1 ± 10.0 | 11.8 ± 1.7 | 34 ± 8 |
| 4 | 55 | 1750 | 15.1 ± 1.5 | 24.2 ± 1.7 | 12.9 ± 1.4 | 34.9 ± 4.0 | 12.9 ± 2.3 | 32 ± 5 |
| 5 | 60 | 1000 | 16.8 ± 1.7 | 22.3 ± 3.9 | 6.1 ± 1.5 | 41.1 ± 4.1 | 13.7 ± 0.9 | 51 ± 17 |
| 8 | 60 | 1750 | 15.9 ± 1.0 | 24.1 ± 1.3 | 12.8 ± 1.5 | 34.4 ± 1.3 | 12.7 ± 0.5 | 37 ± 9 |
| 9 | 65 | 1000 | 13.0 ± 2.2 | 17.5 ± 4.5 | 3.3 ± 0.9 | 53.6 ± 9.0 | 12.6 ± 2.6 | 40 ± 11 |
| 12 | 65 | 1750 | 11.3 ± 2.1 | 14.5 ± 1.2 | 9.1 ± 0.9 | 53.7 ± 6.2 | 11.4 ± 3.3 | 47 ± 9 |
| 13 | 70 | 1000 | 7.7 ± 1.9 | 9.7 ± 2.6 | 2.0 ± 0.8 | 74.4 ± 5.2 | 6.2 ± 1.7 | 90 ± 18 |
| 16 | 70 | 1750 | 10.9 ± 1.1 | 13.8 ± 1.4 | 2.6 ± 0.3 | 61.8 ± 1.7 | 10.9 ± 0.9 | 78 ± 32 |
| Sample | te (µs) | Dp (μm) | Al | Cr | Mn | Fe | Mo | Thickness (μm) |
|---|---|---|---|---|---|---|---|---|
| 17 | 1250 | 50 | 13.4 ± 0.9 | 17.2 ± 0.8 | 4.5 ± 0.9 | 51.8 ± 3.0 | 13.1 ± 1.4 | 59 ± 6 |
| 20 | 1250 | 125 | 9.4 ± 1.7 | 12.1 ± 2.6 | 6.0 ± 0.8 | 65.6 ± 6.4 | 6.9 ± 1.5 | 60 ± 16 |
| 21 | 1500 | 50 | 11.5 ± 0.9 | 12.7 ± 0.6 | 3.4 ± 0.6 | 60.8 ± 2.7 | 11.6 ± 2.1 | 87 ± 17 |
| 24 | 1500 | 125 | 10.7 ± 0.6 | 13.7 ± 0.9 | 6.1 ± 0.4 | 60.7 ± 1.0 | 8.8 ± 0.3 | 79 ± 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bigerelle, M.; Galliere, A.; Santana, Y.Y.; Morvan, H.; Dubar, M.; Trelcat, J.-F.; Boilet, L.; Paris, E. A Multiscale Topographical Surface Analysis of High Entropy Alloys Coatings by Laser Melting. Materials 2023, 16, 629. https://doi.org/10.3390/ma16020629
Bigerelle M, Galliere A, Santana YY, Morvan H, Dubar M, Trelcat J-F, Boilet L, Paris E. A Multiscale Topographical Surface Analysis of High Entropy Alloys Coatings by Laser Melting. Materials. 2023; 16(2):629. https://doi.org/10.3390/ma16020629
Chicago/Turabian StyleBigerelle, Maxence, Anaïs Galliere, Yucelys Y. Santana, Hervé Morvan, Mirentxu Dubar, Jean-François Trelcat, Laurent Boilet, and Emmanuel Paris. 2023. "A Multiscale Topographical Surface Analysis of High Entropy Alloys Coatings by Laser Melting" Materials 16, no. 2: 629. https://doi.org/10.3390/ma16020629