1. Introduction
The increase in greenhouse gas emissions from ordinary Portland cement (OPC) has led to a growing demand for sustainable cementitious materials. Cement production is responsible for more than 8% of the world’s carbon dioxide emissions, making it crucial to reduce its environmental impact [
1,
2]. Developed in the 1990s for the building industry, reactive powder concrete (RPC) is an innovative type of cement composite with exceptional strength and superior characteristics compared to conventional concrete [
3]. RPC’s microstructure features a high density of fine, and mostly reactive, particles, which leads to low porosity and high compressive strength (CS). It also exhibits high tensile strength and ductility, making it capable of withstanding high stress and deformation without cracking or fracturing [
4].
Although RPC has been widely recognized as a superior material for construction, its production has been limited in many countries, particularly in developing nations, due to several factors. As noted by Peng et al. [
5] and Mayhoub [
6], the hard-to-find aspect and high cost of some of the component elements, such as high-performance silica fume and ultrafine powders, make it difficult to produce RPC at a large scale, especially in areas where these materials are not readily available [
1,
2]. Furthermore, the use of these materials can also result in environmental degradation and unsustainable resource consumption. As such, researchers have been exploring alternative methods for RPC production, such as using waste materials or locally sourced resources, in order to make RPC more accessible and sustainable [
7,
8]. According to Nasr et al. [
9], incorporating waste materials such as fly ash and slag can reduce the environmental impact of RPC and lower its production costs while maintaining its superior properties. Such efforts are crucial for making RPC more widely available and sustainable, particularly in regions where traditional cement-based materials are not ideal due to their lower durability and strength.
Further from the carbon footprint problems, the increased cement need in RPC has various negative implications on the performance of the concrete due to shrinkage and microcracking concerns [
3]. Furthermore, specific and more expensive ingredients such as silica fume (SF) play an important role in RPC, improving the microstructure of this particular concrete [
4,
10]. The addition of SF to RPC can enhance its mechanical qualities [
4,
11] (and durability) by decreasing its permeability to water and chemicals and enhancing its resilience to freeze–thaw cycles [
7,
12,
13].
Several researchers have conducted experimental works to analyze the effect of SF dosage on the properties of reactive powder concrete (RPC) [
14]. According to Al-Hassani et al. [
15], increasing the SF content in RPC resulted in a significant increase in compressive strength but a comparatively modest improvement in tensile strength. Additionally, the addition of steel fibers improved the tensile strength and load-deflection behavior of RPC. Chan and Chu [
14] discovered that incorporating SF significantly increased the bond strength between fiber and matrix, particularly the fiber pullout energy. The authors state that for bond properties, the ideal SF dose ranged between 20 and 30% [
11,
14]. However, the high cost and influence of SF on the water-to-binder ratio, and thus on concrete shrinkage, are some of the drawbacks associated with this high-silicon-oxide and ultra-fine mineral admixture [
16,
17].
On the other hand, as recycled glass (GP) is used progressively more, the capacity of landfills to properly handle it and dispose of it permanently is being exceeded [
18]. It is discouraging that while being a highly recyclable material, it leaves behind a significant amount of waste when disposed of in quarries due to the fact that it is not biodegradable [
19]. While this problem remains, interest in integrating GP as a study material for implementation within the construction industry, particularly in the development of structural elements [
20], has increased due to its accessibility, low cost, and favorable properties within the mixtures [
21,
22]. In turn, this helps lessen its environmental impact [
23].
Numerous studies in the sector have recently focused on recycled glass as a potential concrete component to enhance its qualities, affordability, and carbon footprint. According to Kaminsky et al. [
24], the properties of the treated GP allow for the possibility of using it as a supplementary cementitious material (SMC) in concrete mixtures. A study by Sadiqul et al. [
23] looked into using GP as a binder in mortar and concrete mixtures when combined with cement. According to these researchers, they increased compressive strength by 8% above the control mixture by employing 20% GP as a binder.
Du and Tan [
25], who examined the mechanical and durability characteristics of concrete mixtures employing GP as a replacement for cement, came to similar conclusions. These authors claimed that when GP content was increased to at least 30%, compressive strength improved by up to 27%, water absorption capacity decreased by 75%, and electrical conductivity decreased by 88%. Similar results were reported by other authors [
19,
26]. Low Ca/Si ratios are thought to be responsible for these improvements because they induce the production of C-S-H gel, which enhances the microstructure of the cementitious matrix and lowers ion concentrations in the pore solution [
25,
26]. In a thorough investigation of the mechanical and durability attributes of concrete, Lal Jain et al. [
27] substituted varying amounts of GP (5, 10, 15, 20, and 25%) and granite powder (GrP, 10, 20, 30, 40, and 50%) for cement and fine aggregate, respectively. A higher GP dosage led to a rise in compressive strength (CS) at 28 days compared to the control mix, and mixtures containing 20% GP and 0% GrP showed a significant 24.8% increase in strength. Furthermore, concretes containing 15% GP and 30% GrP revealed a 34% increase in CS over the control combination. Kou and Xing [
22] achieved similar results when they explored the use of recycled GP (15% and 30% by weight) in combination with SF as SMCs for fiber-reinforced UHPC mixtures. According to their findings, larger GP dosages resulted in decreased workability, while CS increased by 7.0% and 2.8%, respectively, when compared to the control mixture. The chemical stimulation given by GP, which combines with CH to form a low basicity C-S-H, can be linked to the achievement of CS by means of the pozzolanic reaction [
21,
26].
Al-Awabdeh et al. [
28] used a water-to-cement ratio of 0.46 and partially substituted fine and coarse aggregates at levels of 30% and 50% to study the effects of silane-treated glass cullet on concrete mixtures. Glass powder was added to the mixes in amounts ranging from 2% to 5% by weight. The results of this investigation showed that the absorption capacity was significantly reduced by up to 87% when treated broken glass was added. However, compressive strength was reduced by as much as 46% when treated glass was employed to partially replace fine and coarse stones. Castro and Brito [
29] studied the use of GP as a replacement for 5, 10, and 20% of fine aggregate in concrete mixes and found that similar results were obtained. The employment of 20% GP boosts concrete workability, according to the researchers. Wang [
30] also found similar outcomes when he looked at the impact of using GP as a fine aggregate replacement in three different concrete mix designs with target strengths of 21, 28, and 35 MPa. According to Wang’s study, adding more GP than 20% had a negative impact on how well concrete mixtures worked. In addition, the cementitious matrix’s compressive strength was raised, and chloride ion penetration was decreased when 20% of the fine aggregate was replaced with GP [
31,
32].
Due to the alkali nature of glass and its high silica content, which is primarily in the amorphous condition, the alkali–silica reaction (ASR) is an expected but adverse behavior that must be properly handled when adding glass waste into the manufacture of concrete. ASR is mostly detected in the later phases of curing as a formation of cracks and expansion of the cement matrix, which ultimately can cause considerable structural damage [
33]. However, glass powder silica oxide can react with CH to generate C-S-H when water is included [
26], and therefore, optimal dosages and treatments of GP could improve the mechanical properties of concrete compositions. In glass powder concrete, Guo et al. [
34] discovered that including (SCMs) such as fly ash can significantly reduce the rate of early-age alkali–silica reaction (ASR) growth while Dhir et al. [
35] established that the addition of slag and metakaolin mitigates this expansion. Glass particle reactivity is regulated by size, and particles smaller than 600 m do not generate deleterious ASR even when ASR suppressants are used [
36]. These data imply that the negative impacts of using recycled glass in concrete, particularly with regard to ASR, can be mitigated by the use of SCMs or GP particles smaller than the #30 sieve size.
On the other hand, the mechanical properties of ultra-high-strength concrete with particle packing density, such as RPC, may benefit from GP, according to some research. For example, in order to partially substitute cement in RPC, Hussain et al. [
37] used GP, and the results showed that adding 20% sustainable GP to cement enhanced CS and flexural behavior. Similar findings were reported by other investigations [
38,
39].
Furthermore, multiple research projects have been conducted to explore the impact and synergistic effects of various SCMs, in addition to SF, in the construction of environmentally friendly RPC concrete [
38,
40,
41]. Based on the foregoing findings, it is reasonable to conclude that GP offers the potential as a viable option for traditional materials in the development of RPC [
42,
43].
Despite its benefits, RPC has two key drawbacks: a high cost and a large carbon impact. Numerous research has looked at the use of inexpensive, ecologically benign, and locally accessible minerals as additives in RPC combinations [
20,
21], but their effects on parameters other than compressive strength (CS) have received little attention. In order to fill this knowledge gap, our project experimentally evaluates a wide variety of mechanical and durability parameters. To serve as binding components in RPC combinations, calcium carbonate and ground glass powders must be combined in the most advantageous, economical, and environmentally responsible way possible.
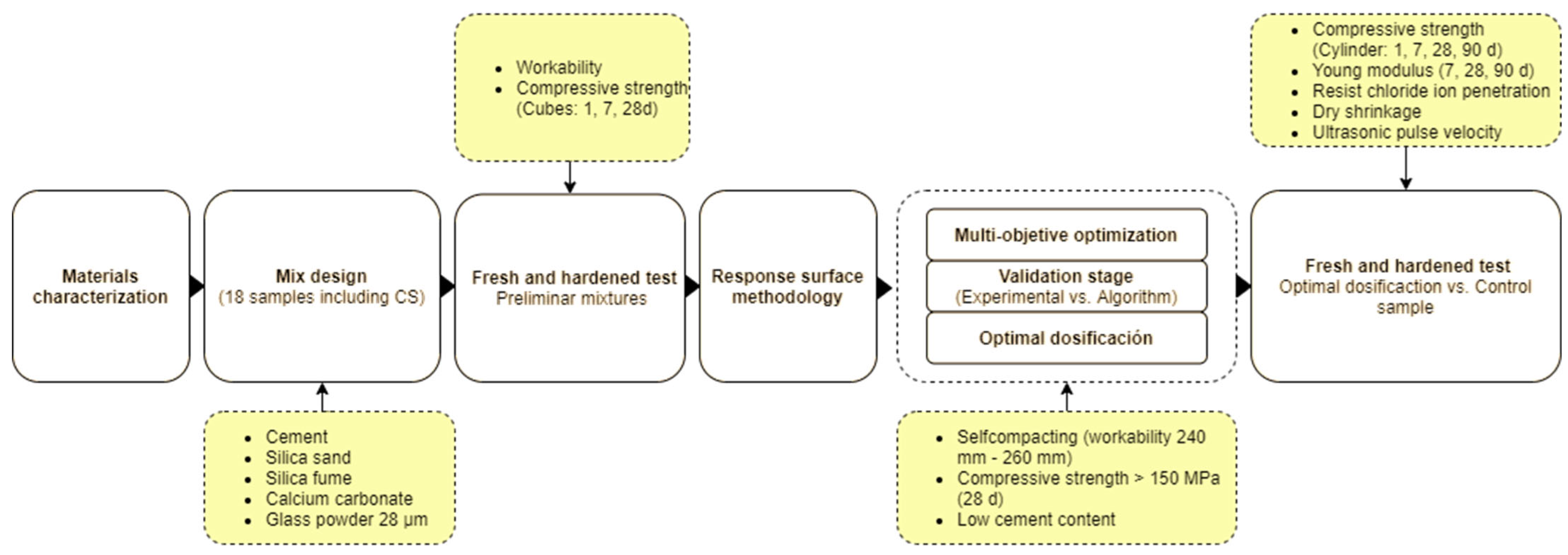
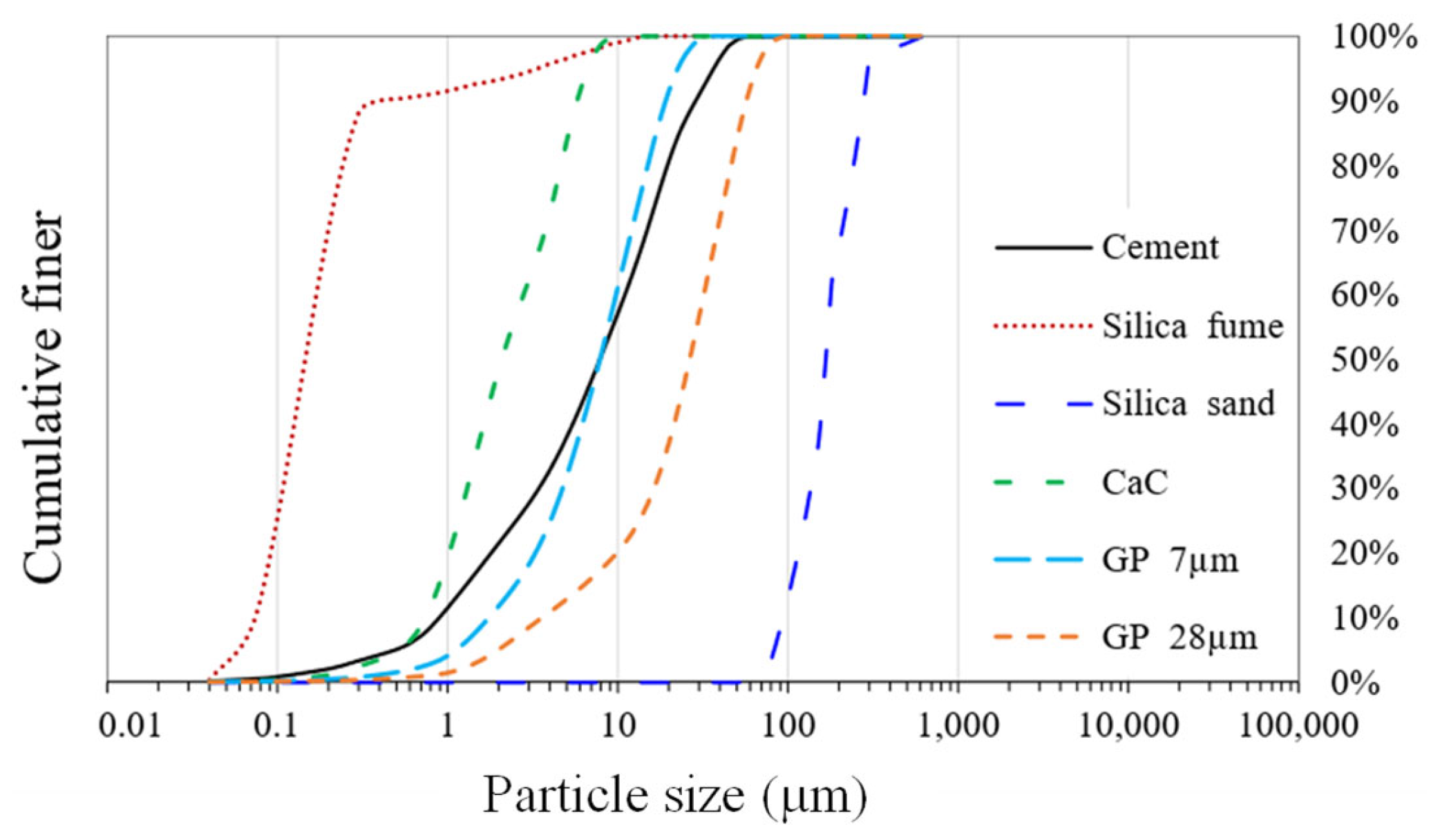
Numerous endeavors have been made to refine RPC formulations, yet the current research uniquely pivots towards the incorporation of eco-friendly components like waste glass and micro calcium carbonate. Hence, we not only advocate for pioneering waste management solutions but also underscore the significance of sustainable construction methodologies. Beyond formulation, we have explored the performance metrics of these novel RPC mixtures, spanning from their workability to their durability under various conditions, such as chloride ion exposure. The utilized methodology, underscored by the adoption of the Modified Andreasen and Andersen (MAA) model, offers a robust approach to assessing particle distribution and density, amplifying the reliability of the outcomes.
4. Conclusions, Implications, and Outlook
A multi-objective simultaneous optimization methodology was adopted in this study to create a financially viable and environmentally sustainable reactive powder concrete (RPC). The strategy included the use of byproducts, such as ground glass powder (GP) as an SCM, with the goal of producing a cost-effective and environmentally friendly concrete that meets many objectives at the same time. The produced material had desirable workability and mechanical properties. The optimized RPC combination from the response surface method was subjected to extensive testing, which included measurements of compressive strength in cylinders, chloride ion penetration, ultrasonic pulse velocity, and drying shrinkage.
The results from this study emphasize the need for overseeing components such as cement dosage, water-to-binder ratio, and superplasticizer content in order to improve RPC’s early and long-term compressive strength while also taking workability and other crucial variables into consideration. The optimized reactive powder concrete (RPC) mixture had a slightly lower compressive strength at 90 days than the control mixture, but both showed normal strength growth over time, with the optimized mixture demonstrating an acceptable performance when mineral admixtures such as cement replacements and silica fume were used. Using powdered granulated blast furnace slag (GP) in ultra-high-performance concrete (UHPC) mixtures can cause an alkali–silica reaction, which has a direct effect on the mixture’s capacity for compressive strength. In influencing the slump flow of reactive powder concrete (RPC) at its fresh stage, the water-to-binder ratio (w/b) is a critical factor. It displays a distinct linear relationship with the slump flow, demonstrating its major impact on workability.
The use of superplasticizers based on polycarboxylates stimulates the formation of calcium-silicate-hydrate (C-S-H), which improves the microstructure of the cementitious matrix. It also has an effect on silicate hydration and ettringite production. However, too much of this chemical addition might cause stickiness in fresh RPC.
When compared to the control mixture, the optimized reactive powder concrete (RPC) dosage has a lower water-to-binder ratio and superplasticizer concentration, which is influenced by factors such as silica fume-specific surface area, the reduced presence of free water, the lubricating effect of calcium carbonate (CaC), and the water-reducing and dispersing properties of glass powder, resulting in improved rheological performance.
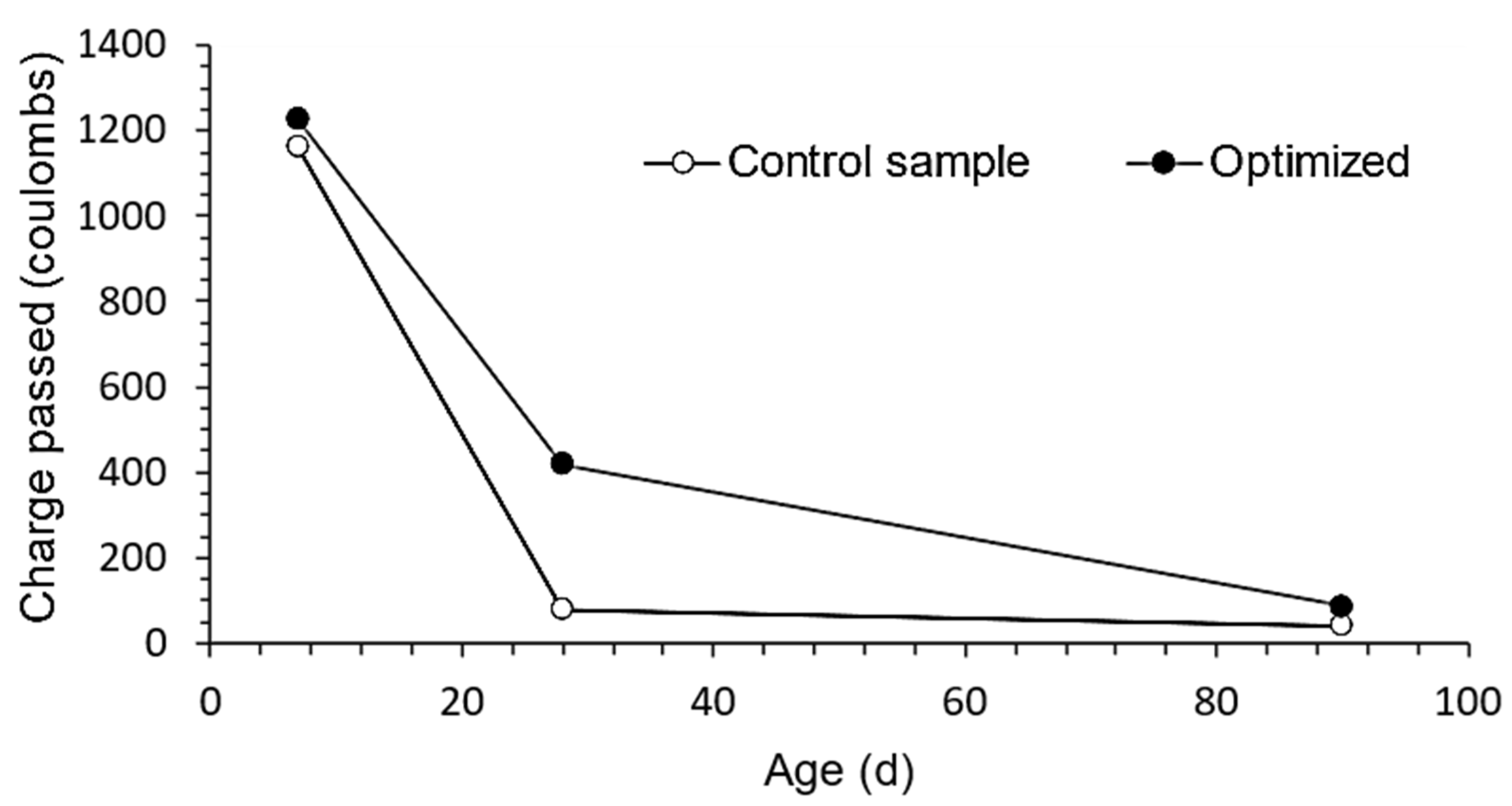
The pozzolanic activity of silica fume and waste glass resulted in noticeable differences between the optimized reactive powder concrete (RPC) mixture and the control mixture at the 28-day mark; however, both mixtures demonstrated satisfactory performance over time, with improved chloride ion penetration resistance and reduced permeability to chloride ions, making it suitable for construction in harsh environments such as coastal areas.
The optimized reactive powder concrete (RPC) with partial substitution of OPC and SF by mineral admixtures showed less drying shrinkage than the control RPC dosage, resulting in slower volumetric change at early ages and a lower likelihood of the formation of cracks and microcracks, highlighting the effectiveness of mineral admixtures in minimizing essential drying shrinkage and improving RPC’s mass integrity.
To summarize, as the inclusion of SCMs in the RPC mixture can influence the hydration kinetics and microstructure of the material, future research should strive to understand the underlying chemical mechanisms, hydration products, and pore structure evolution of blended RPC in order to improve its overall performance and potential considering the previously identified limitations and constraints. This analysis would play a role in ensuring a balanced strategy that meets both workability and financial goals.
In the current phase of our investigation, we have focused on an RPC formulation that uniquely incorporates waste glass and micro calcium carbonate. While our assessments have been confined to laboratory settings, the initial findings, including notable workability and compressive strength, hint at its viability for real-world engineering scenarios. This RPC not only offers an eco-friendly construction alternative by repurposing waste, but also presents potential economic efficiencies by substituting pricier traditional elements. Furthermore, its robust performance metrics, such as resistance to chloride infiltration, suggest broad applicability in diverse construction contexts, marking a significant stride in sustainable infrastructure development.
Future research could further explore alternative materials and methodologies to enhance the properties of RPC beyond those of traditional concrete. Exploring the incorporation of nanomaterials, diverse fiber types, or supplementary cementitious materials offers promising avenues. Furthermore, refining mixing protocols, curing processes, and particle packing strategies may lead to significant advancements.

 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}