
Study on Boiling Heat Transfer Characteristics of Composite Porous Structure Fabricated by Selective Laser Melting

Abstract
:1. Introduction
2. Materials and Methods
2.1. Design and Manufacture of Samples
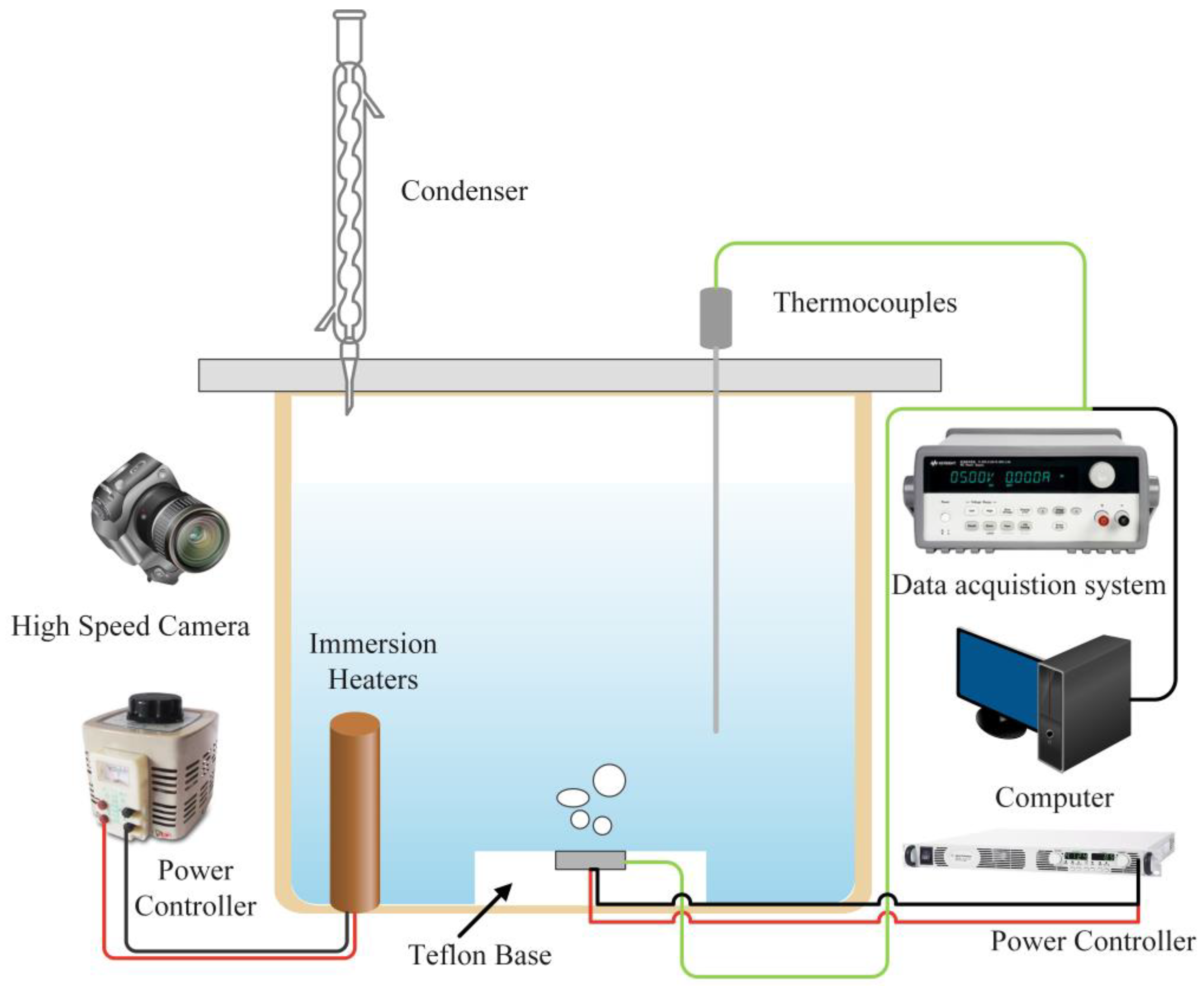
2.2. Experimental Apparatus and Data Reduction
3. Results
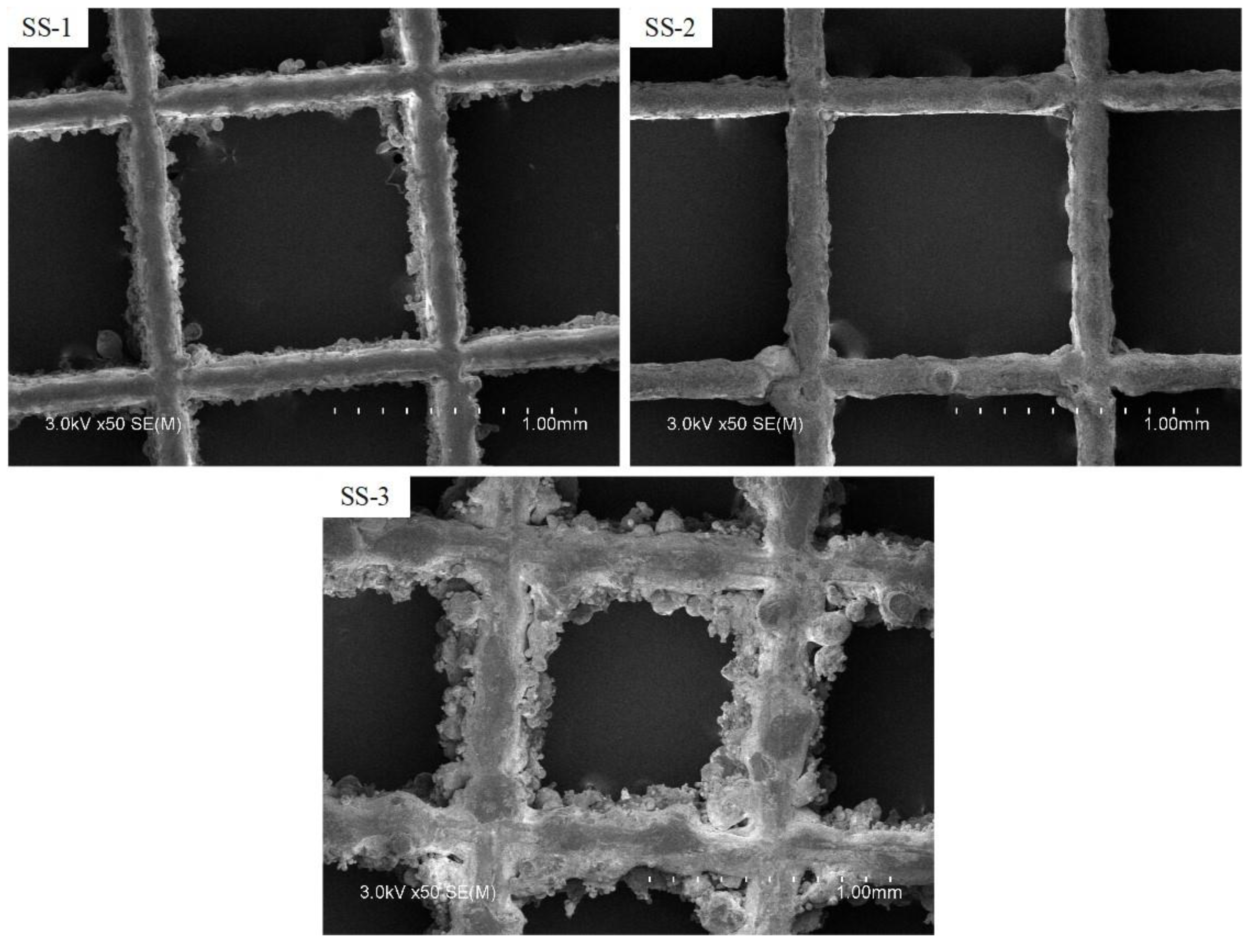
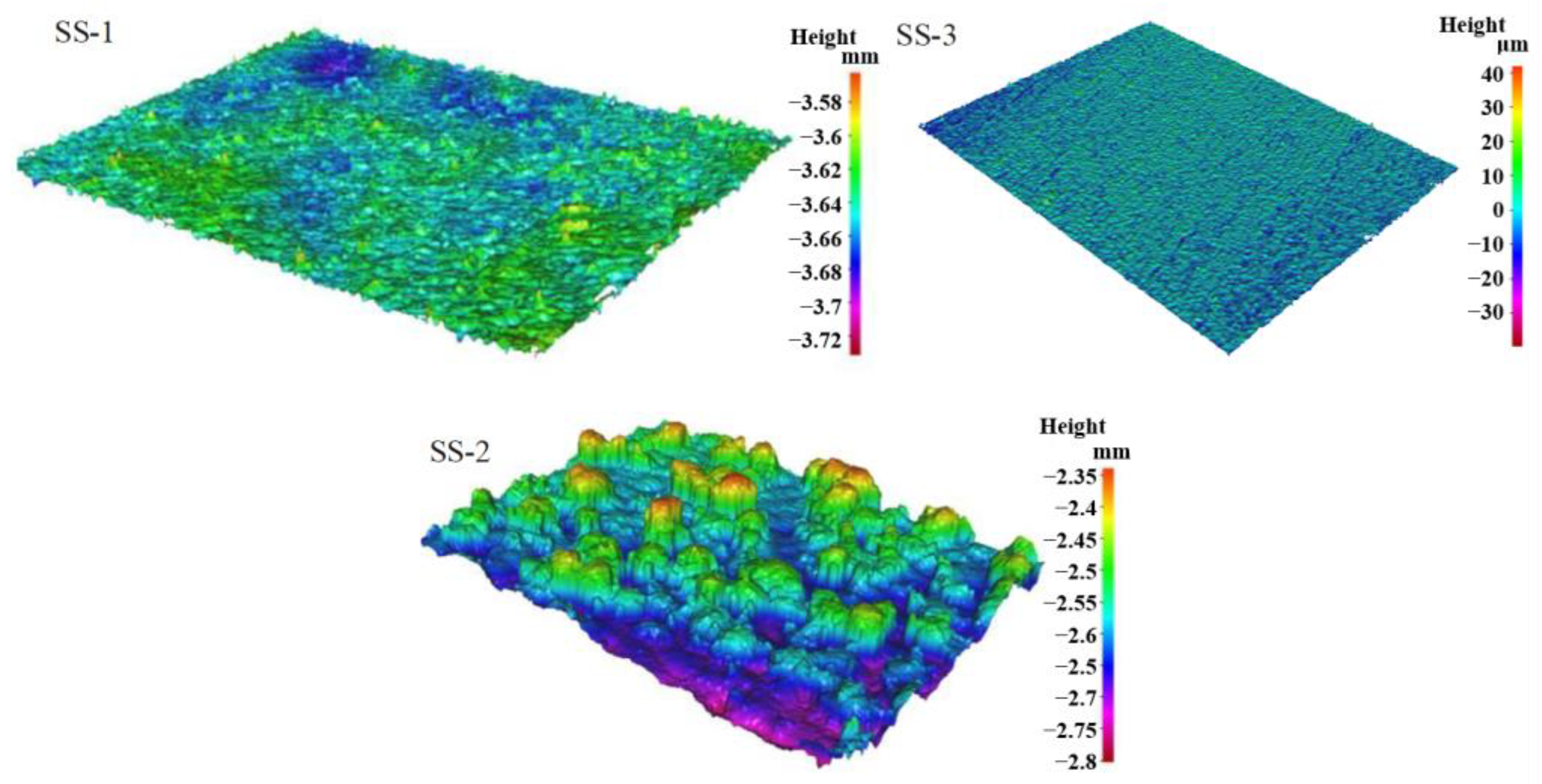
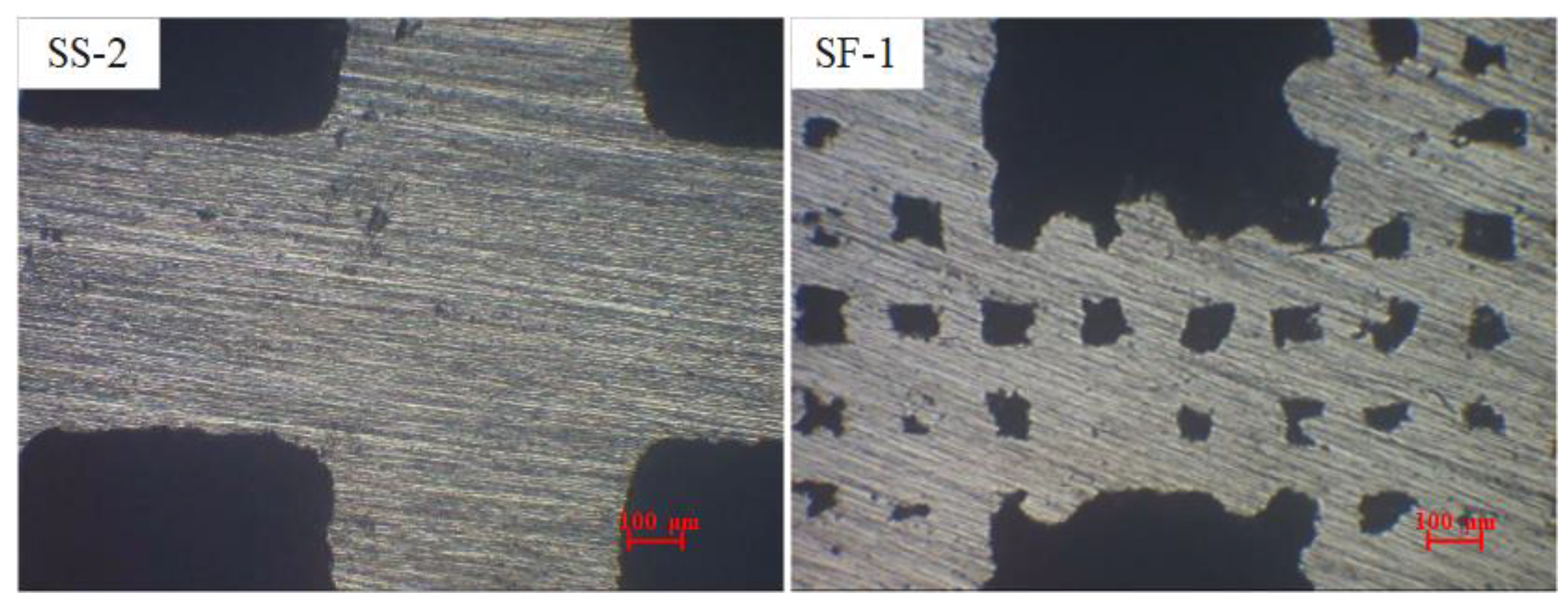
3.1. Analysis of Pore Characteristics of Samples
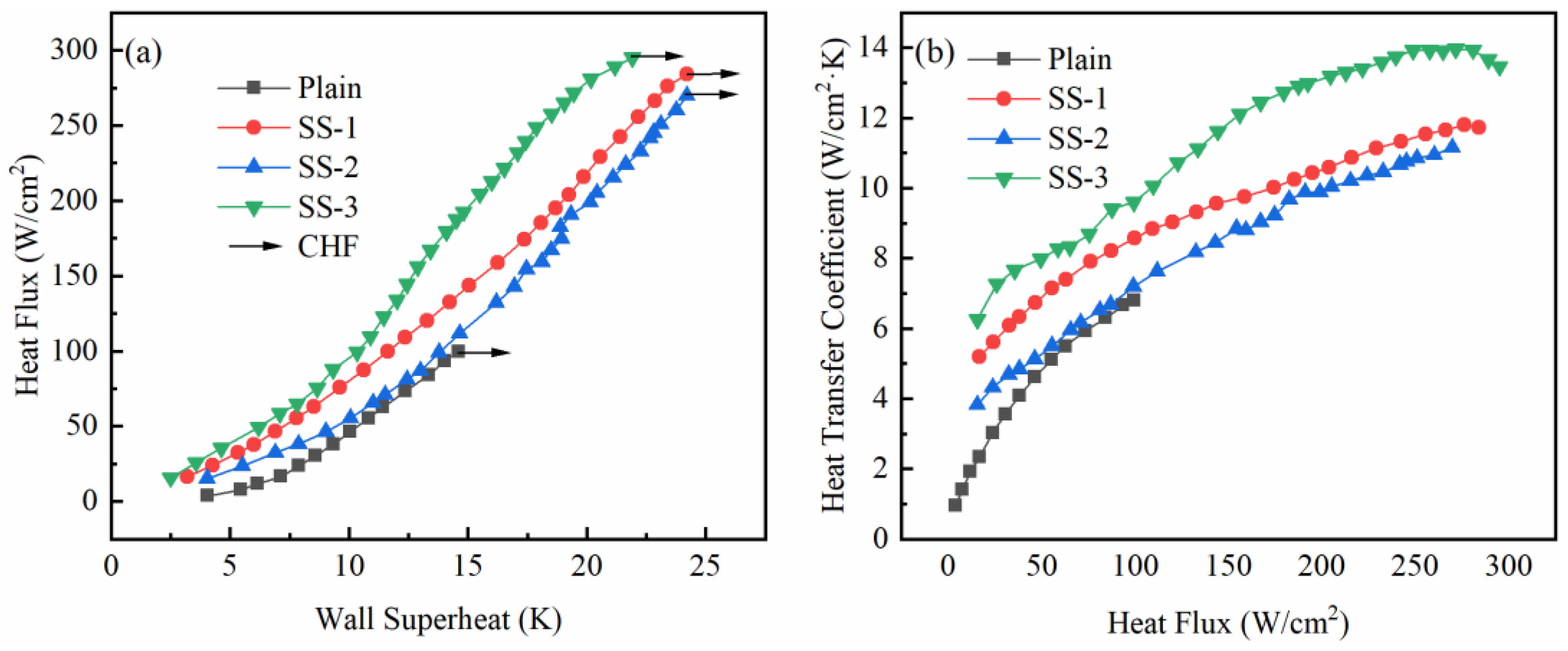
3.2. Comparison of Heat Transfer between Surface Microporous Composite Porous Samples
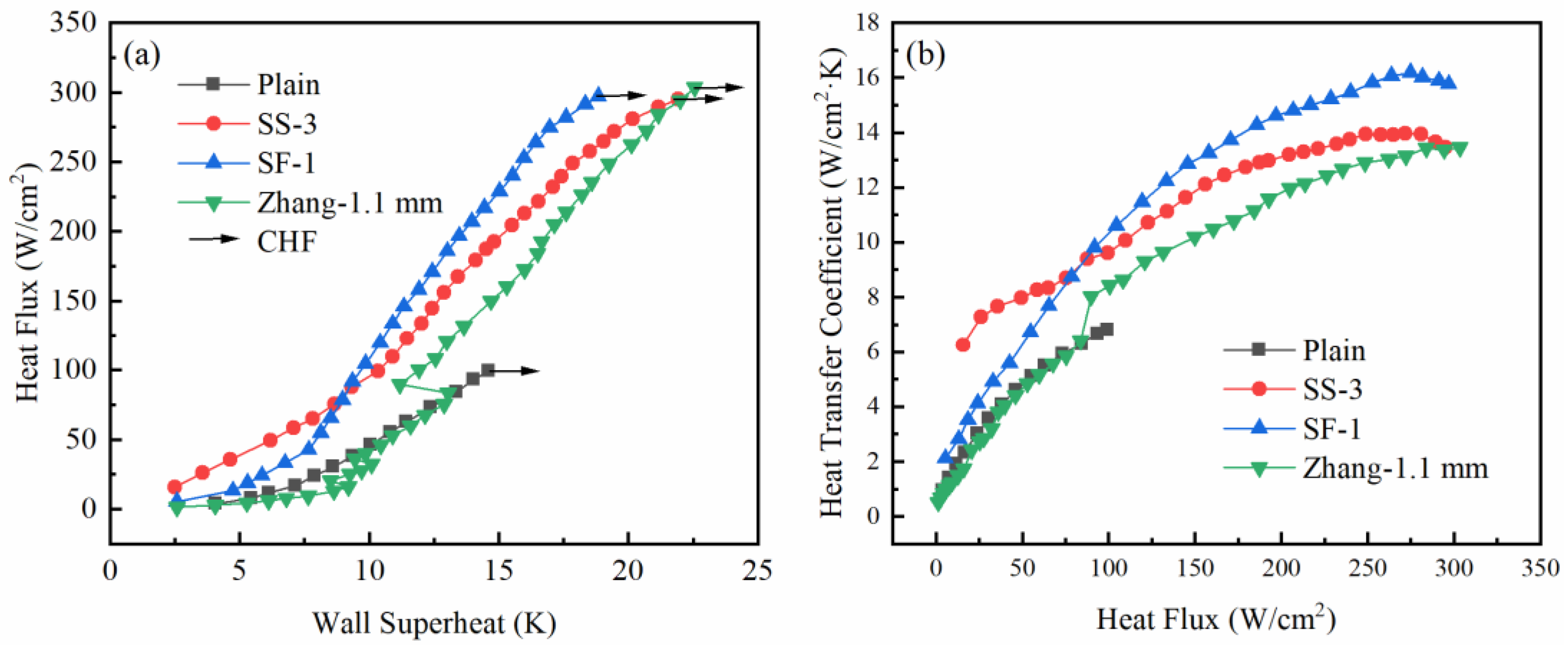
3.3. Comparison of Heat Transfer between Composite Porous Structures with Different Pore Forms
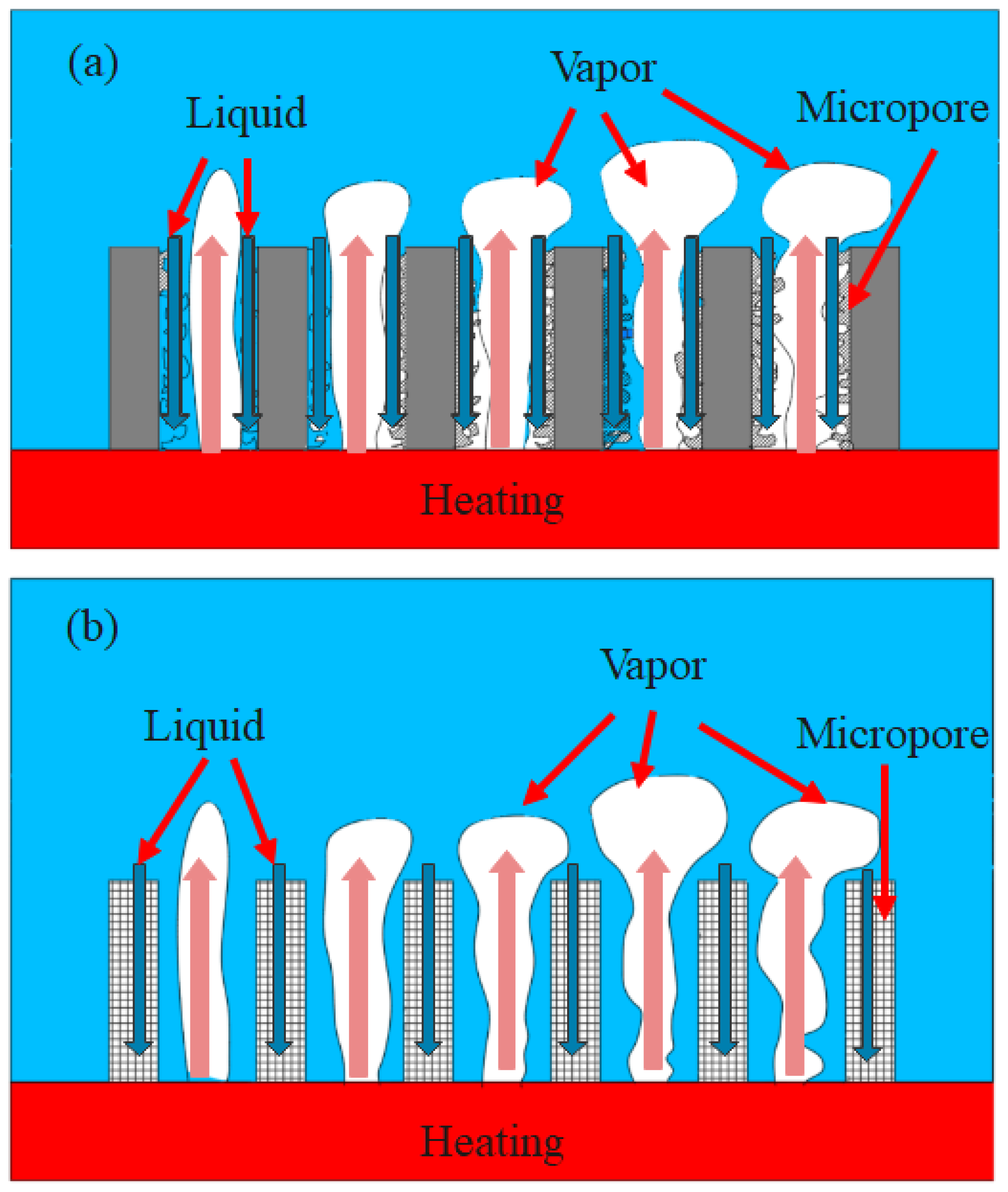
3.4. Analysis of Heat Transfer Enhancement Mechanism with Different Pore Structures
4. Conclusions
- (1)
- Surface micropores play a crucial role in affecting the HTC of composite porous samples, and increasing the surface roughness of the sample can enhance the HTC. Sandblasting treatment removes the microporous layer on the surface of the composite porous sample, resulting in a decrease in the HTC of the sample. In the present study, the average heat transfer coefficient of the sample with a rough surface was increased by 40% compared with that of the sandblasted sample.
- (2)
- Under low heat flux conditions, the surface micropores of composite porous samples increase the heat transfer area and nucleation sites, leading to a higher enhancement of HTC. Conversely, under high heat flux, composite porous samples with micropores in the framework can form effective gas–liquid separation, resulting in higher HTC enhancement.
- (3)
- Increasing either the surface micropores or the framework micropores in the sample contributes to the HTC enhancement of the composite porous sample, and the limitation of macroscopic pores on bubbles is a key control factor for CHF enhancement.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | surface area, mm2 |
| Db | bubble diameter, mm |
| g | gravitational acceleration, m/s2 |
| h | heat transfer coefficient, W/(cm2·K) |
| I | current, A |
| heat flux, W/cm2 | |
| Tsat | saturated temperature of the working fluid, K |
| U | voltage, V |
| Greek symbols | |
| surface tension force, N/m | |
| density, kg/m3 | |
| contact angle, ° | |
| Subscripts | |
| b | bubble |
| l | liquid |
| sat | saturation |
| vapor | |
| wall |
References
- Leong, K.C.; Ho, J.Y.; Wong, K.K. A critical review of pool and flow boiling heat transfer of dielectric fluids on enhanced surfaces. Appl. Therm. Eng. 2017, 112, 999–1019. [Google Scholar] [CrossRef]
- Nirgude, V.V.; Sahu, S.K. Enhancement of nucleate boiling heat transfer using structured surfaces. Chem. Eng. Process. 2017, 122, 222–234. [Google Scholar] [CrossRef]
- Gouda, R.K.; Pathak, M.; Khan, M.K. Pool boiling heat transfer enhancement with segmented finned microchannels structured surface. Int. J. Heat Mass Transf. 2018, 127, 39–50. [Google Scholar] [CrossRef]
- Jiang, H.; Yu, X.; Xu, N.; Wang, D.; Yang, J.; Chu, H. Effect of T-shaped micro-fins on pool boiling heat transfer performance of surfaces. Exp. Therm. Fluid Sci. 2022, 136, 110663. [Google Scholar] [CrossRef]
- Sun, Y.; Tang, Y.; Zhang, S.; Yuan, W.; Tang, H. A review on fabrication and pool boiling enhancement of three-dimensional complex structures. Renew. Sust. Energ. Rev. 2022, 162, 112437. [Google Scholar] [CrossRef]
- Sarangi, S.; Weibel, J.A.; Garimella, S.V. Effect of particle size on surface-coating enhancement of pool boiling heat transfer. Int. J. Heat Mass Transf. 2015, 81, 103–113. [Google Scholar] [CrossRef]
- Jun, S.; Kim, J.; You, S.M.; Kim, H.Y. Effect of heater orientation on pool boiling heat transfer from sintered copper microporous coating in saturated water. Int. J. Heat Mass Transf. 2016, 103, 277–284. [Google Scholar] [CrossRef]
- Ji, X.; Xu, J.; Zhao, Z.; Yang, W. Pool boiling heat transfer on uniform and non-uniform porous coating surfaces. Exp. Therm. Fluid Sci. 2013, 48, 198–212. [Google Scholar] [CrossRef]
- Mehdikhani, A.; Moghadasi, H.; Saffari, H. An experimental investigation of pool boiling augmentation using four-step electrodeposited micro/nanostructured porous surface in distilled water. Int. J. Mech. Sci. 2020, 187, 105924. [Google Scholar] [CrossRef]
- Li, J.; Fu, W.; Zhang, B.; Zhu, G.; Miljkovic, N. Ultrascalable three-tier hierarchical nanoengineered surfaces for optimized boiling. ACS Nano 2019, 13, 14080–14093. [Google Scholar] [CrossRef]
- Gheitaghy, A.M.; Saffari, H.; Ghasimi, D.; Ghasemi, A. Effect of electrolyte temperature on porous electrodeposited copper for pool boiling enhancement. Appl. Therm. Eng. 2017, 113, 1097–1106. [Google Scholar] [CrossRef]
- Kam, D.H.; Bhattacharya, S.; Mazumder, J. Control of the wetting properties of an AlSi 316L stainless steel surface by femtosecond laser-induced surface modification. J. Micromech. Microeng. 2012, 22, 105019. [Google Scholar] [CrossRef]
- Kruse, C.; Lucis, M.; Shield, J.E.; Anderson, T.; Zuhlke, C.; Alexander, D.; Gogos, G.; Ndao, S. Effects of femtosecond laser surface processed nanoparticle layers on pool boiling heat transfer performance. J. Therm. Sci. Eng. Appl. 2018, 10, 031009. [Google Scholar] [CrossRef] [PubMed]
- Cora, Ö.N.; Min, D.; Koç, M.; Kaviany, M. Microscale-modulated porous coatings: Fabrication and pool-boiling heat transfer performance. J. Micromech. Microeng. 2010, 20, 035020. [Google Scholar] [CrossRef]
- Ha, M.; Graham, S. Pool boiling enhancement using vapor channels in microporous surfaces. Int. J. Heat Mass Transf. 2019, 143, 118532. [Google Scholar] [CrossRef]
- Jaikumar, A.; Kandlikar, S.G. Enhanced pool boiling heat transfer mechanisms for selectively sintered open microchannels. Int. J. Heat Mass Transf. 2015, 88, 652–661. [Google Scholar] [CrossRef]
- Patil, C.M.; Kandlikar, S.G. Pool boiling enhancement through microporous coatings selectively electrodeposited on fin tops of open microchannels. Int. J. Heat Mass Transf. 2014, 79, 816–828. [Google Scholar] [CrossRef]
- Chen, G.; Chukwunenye, N.; Jones, G.F.; Li, C.H. Biomimetic structures by leaf vein growth mechanism for pool boiling heat transfer enhancements. Int. J. Heat Mass Transf. 2020, 155, 119699. [Google Scholar] [CrossRef]
- Shakeri, H.; Heidary, A.; Saffari, H.; Hosseinalipoor, S.M. A comprehensive study of electrodeposition by response surface methodology with presenting hybrid bi-conductive surfaces for promoting pool boiling. Chem. Eng. Process. 2023, 187, 109296. [Google Scholar] [CrossRef]
- Der, O.; Alqahtani, A.A.; Marengo, M.; Bertola, V. Characterization of polypropylene pulsating heat stripes: Effects of orientation, heat transfer fluid, and loop geometry. Appl. Therm. Eng. 2021, 184, 116304. [Google Scholar] [CrossRef]
- Wong, M.; Owen, I.; Sutcliffe, C.J.; Puri, A. Convective heat transfer and pressure losses across novel heat sinks fabricated by Selective Laser Melting. Int. J. Heat Mass Transf. 2009, 52, 281–288. [Google Scholar] [CrossRef]
- Fasano, M.; Ventola, L.; Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Chiavazzo, E.; Asinari, P. Passive heat transfer enhancement by 3D printed pitot tube based heat sink. Int. Commun. Heat Mass Transf. 2016, 74, 36–39. [Google Scholar] [CrossRef]
- Dede, E.M.; Joshi, S.N.; Zhou, F. Topology optimization, additive layer manufacturing, and experimental testing of an air-cooled heat sink. J. Mech. Design 2015, 137, 111403. [Google Scholar] [CrossRef]
- Ho, J.Y.; Wong, K.K.; Leong, K.C.; Wong, T.N. Convective heat transfer performance of airfoil heat sinks fabricated by selective laser melting. Int. J. Therm. Sci. 2017, 114, 213–228. [Google Scholar] [CrossRef]
- Wong, K.K.; Leong, K.C. Saturated pool boiling enhancement using porous lattice structures produced by selective laser melting. Int. J. Heat Mass Transf. 2018, 121, 46–63. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, C.; Wang, J.; Zhang, L. Critical heat flux enhancement using composite porous structure produced by selective laser melting. Appl. Therm. Eng. 2021, 197, 117396. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Xu, H.; Li, P.; Qian, B. Performance of pool boiling with 3D grid structure manufactured by selective laser melting technique. Int. J. Heat Mass Transf. 2019, 128, 570–580. [Google Scholar] [CrossRef]
- Liu, H.; Wang, J.; Gu, Z.; Fei, X.; Zhang, L. Enhancement of pool boiling heat transfer using 3D-printed groove structure. Int. J. Heat Mass Transf. 2022, 183, 122155. [Google Scholar] [CrossRef]
- Mt Aznam, S.; Mori, S.; Sakakibara, F.; Okuyama, K. Effects of heater orientation on critical heat flux for nanoparticle-deposited surface with honeycomb porous plate attachment in saturated pool boiling of water. Int. J. Heat Mass Transf. 2016, 102, 1345–1355. [Google Scholar] [CrossRef]
- Kline, S.J.; Mcclintock, F.A. Describing uncertainties in single sample experiments. Mech. Eng. 1953, 75, 3–8. [Google Scholar]
- Robinson, A.J.; Colenbrander, J.; Deaville, T.; Durfee, J.; Kempers, R. A wicked heat pipe fabricated using metal additive manufacturing. Int. J. Thermofluids 2021, 12, 100117. [Google Scholar] [CrossRef]
- Kim, D.E.; Park, J. Visualization study of phase distribution on a boiling surface. Exp. Therm. Fluid Sci. 2020, 121, 110261. [Google Scholar] [CrossRef]
- Fritz, W. Berechnung des maximalvolumes von dampfblasen. Physik. Zeitschr 1935, 36, 379–384. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Number | SS-1 | SS-2 | SS-3 | SF-1 |
|---|---|---|---|---|
| Power (W) | 180 | 180 | 180 | 180 |
| Speed (mm/s) | 1000 | 1000 | 1000 | 1000 |
| Layer thickness (mm) | 0.02 | 0.02 | 0.04 | 0.02 |
| Distance (mm) | 0.08 | 0.08 | 0.08 | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Gu, Z.; Liang, J. Study on Boiling Heat Transfer Characteristics of Composite Porous Structure Fabricated by Selective Laser Melting. Materials 2023, 16, 6391. https://doi.org/10.3390/ma16196391
Liu H, Gu Z, Liang J. Study on Boiling Heat Transfer Characteristics of Composite Porous Structure Fabricated by Selective Laser Melting. Materials. 2023; 16(19):6391. https://doi.org/10.3390/ma16196391
Chicago/Turabian StyleLiu, Houli, Zhonghao Gu, and Jun Liang. 2023. "Study on Boiling Heat Transfer Characteristics of Composite Porous Structure Fabricated by Selective Laser Melting" Materials 16, no. 19: 6391. https://doi.org/10.3390/ma16196391