
Low-CO2 Optimization Design of Quaternary Binder Containing Calcined Clay, Slag, and Limestone
 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Method
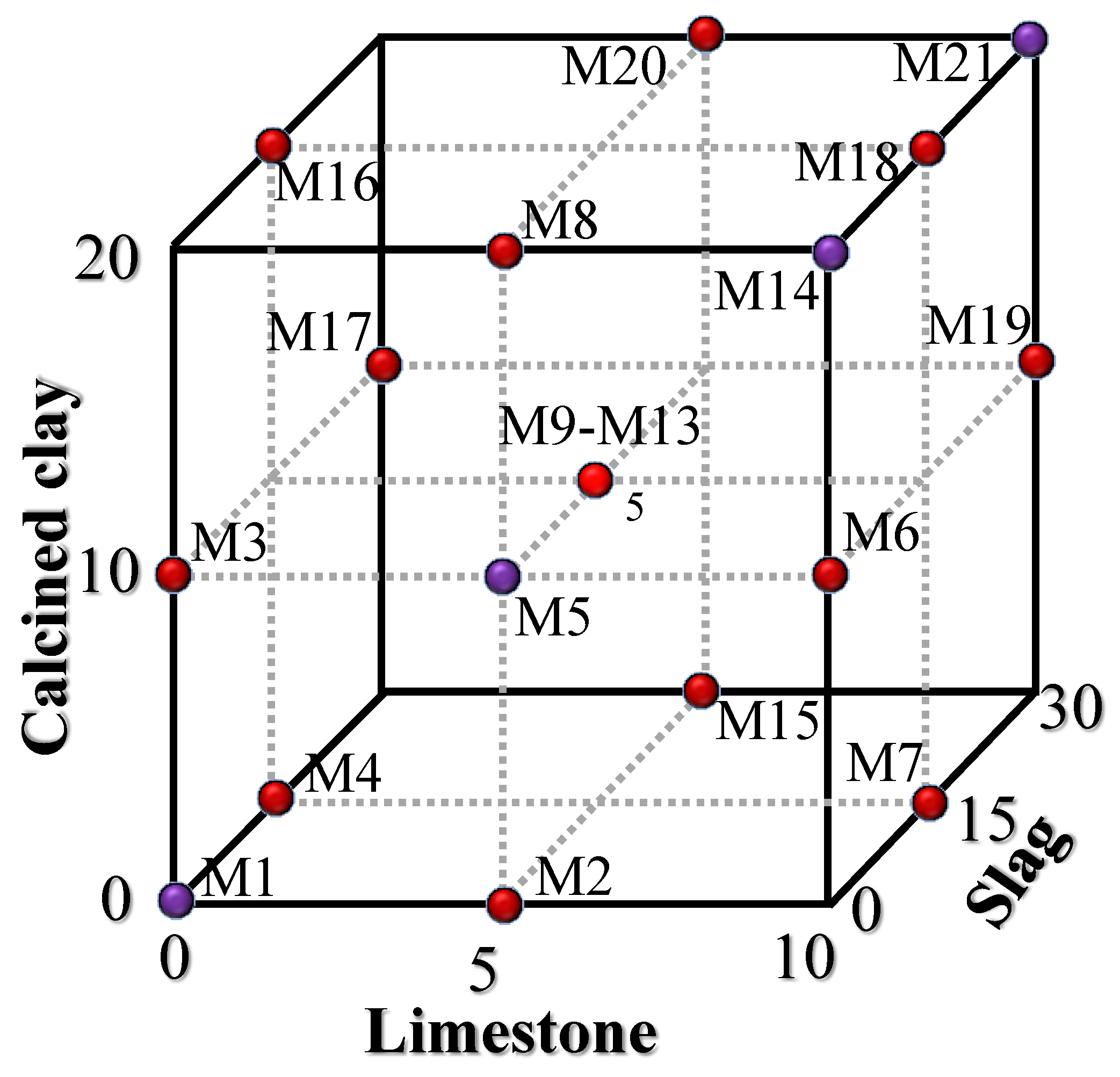
2.3. Experimental Design
3. Experimental Results
3.1. Flow of Paste
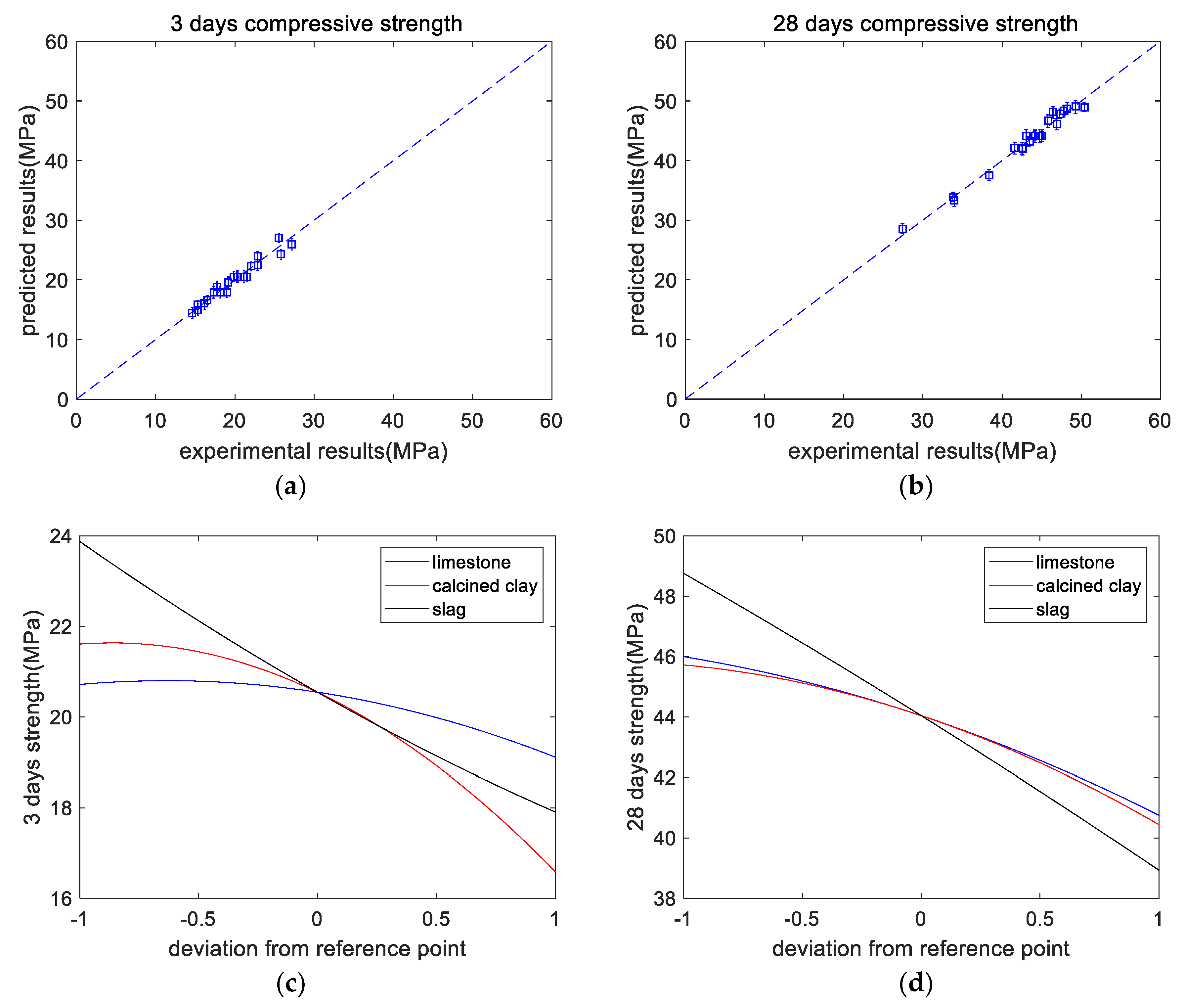
3.2. Compressive Strength
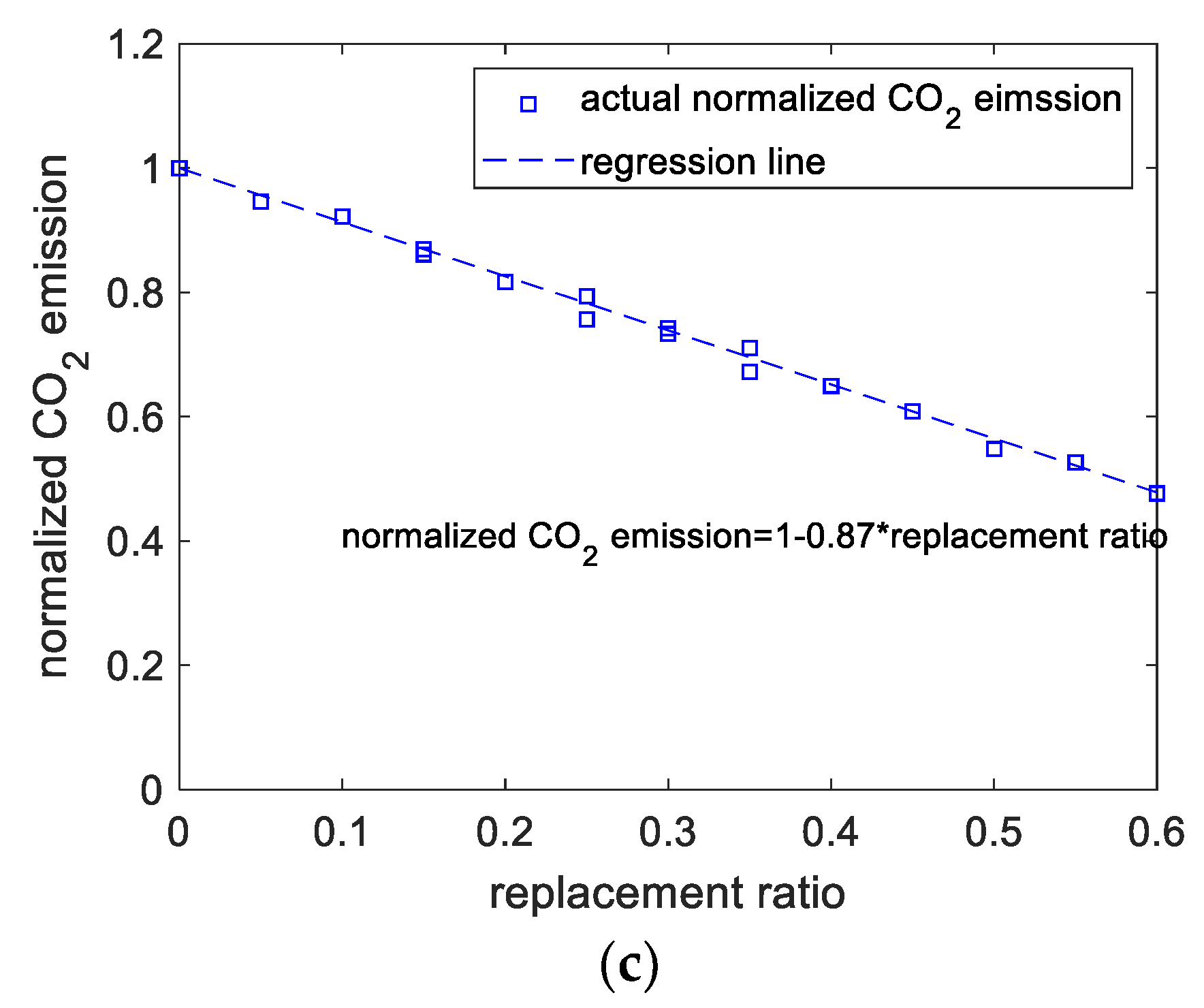
3.3. CO2 Emissions
4. Optimal Design Results and Discussion
4.1. Multi-Objective Optimal Design
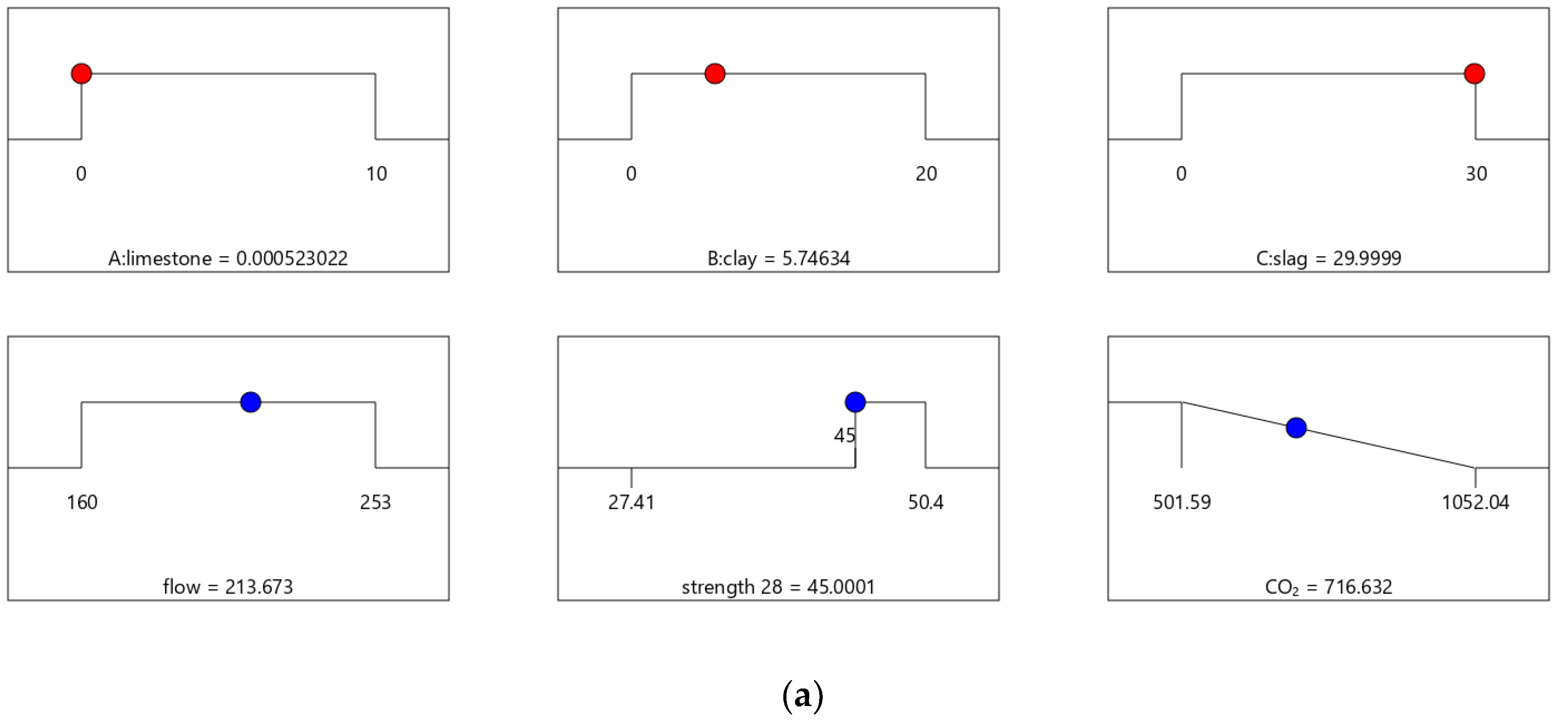
4.2. Results of Optimal Design
4.3. Optimized Design of CO2 Emissions Based on 1 kg Binder
4.4. Discussion of the Optimal Design
5. Conclusions
- (1)
- Flow, strength, and CO2 emissions decrease with increasing mineral admixture content. The flow decreases significantly with increasing calcined clay content. At 3 days of age, the normalized strength value is close to the dilution effect line, but at 28 days of age, the normalized strength value is much higher than the dilution effect line. Normalized CO2 emissions decrease linearly as the substitution rate increases.
- (2)
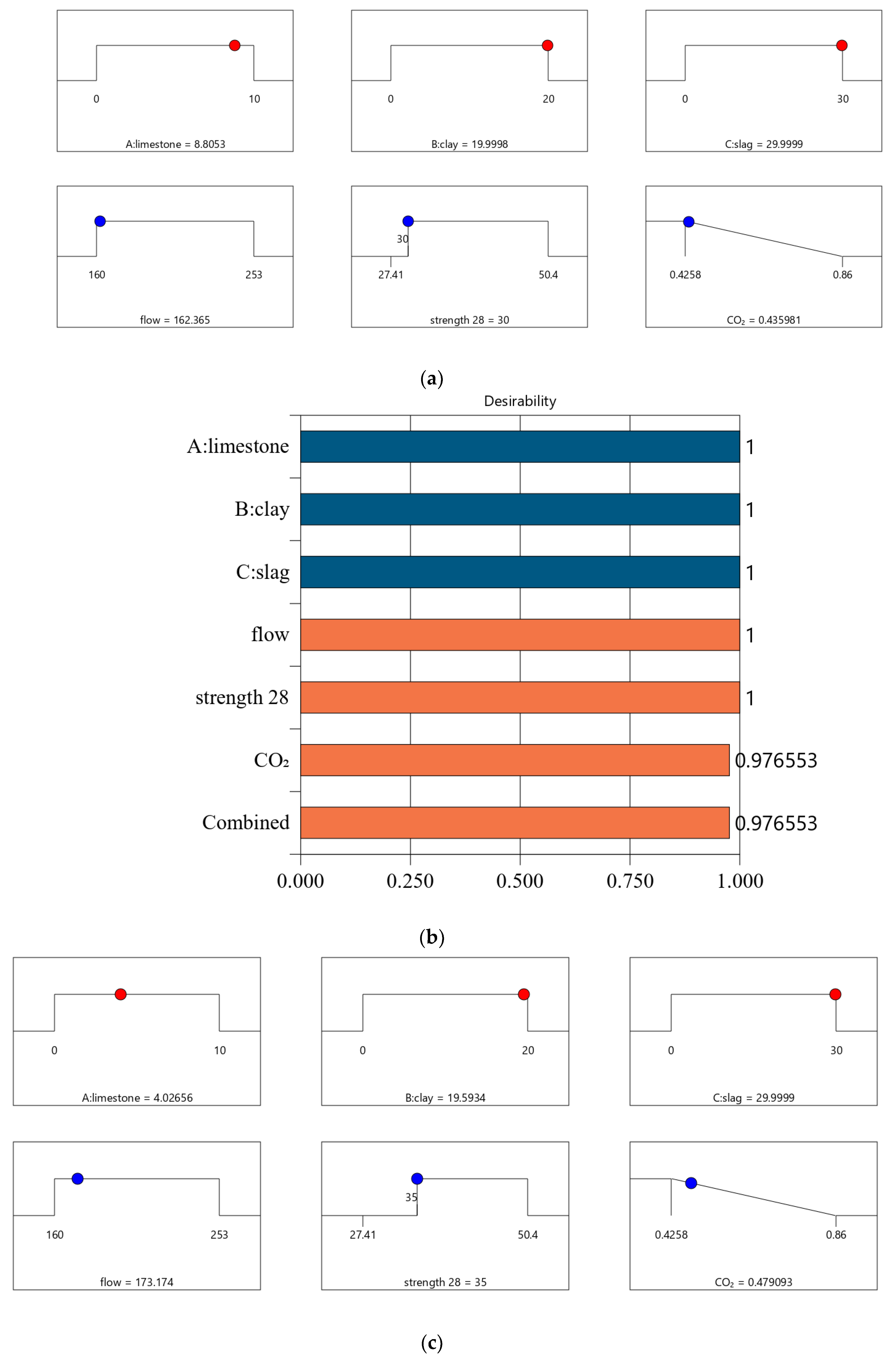
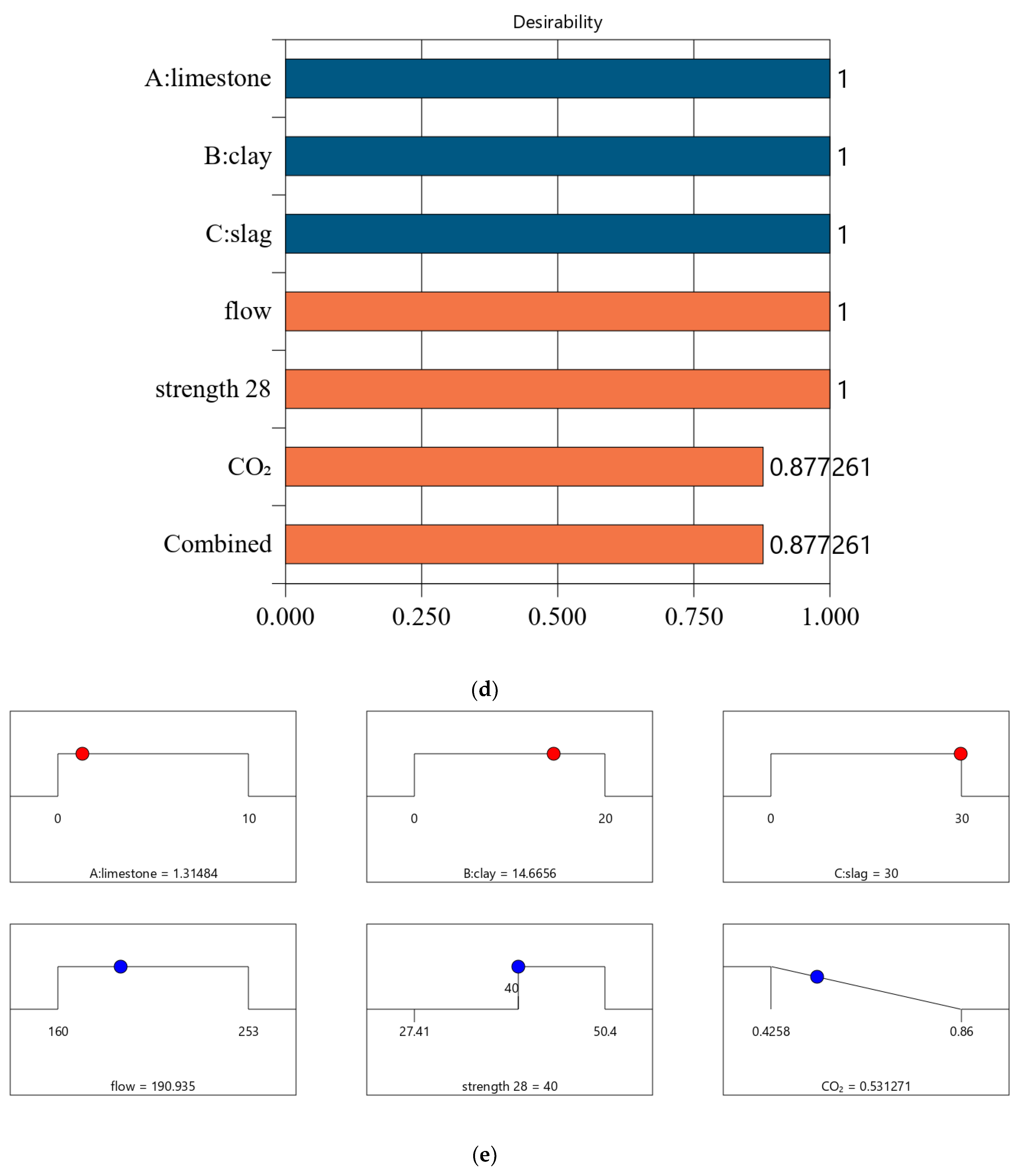
- Four design cases (Mix-30, Mix-35, Mix-40, and Mix-45) with different 28-day design strengths (30, 35, 40, and 45 MPa) were considered. Each design case considered various aspects, namely basic requirements (strength and workability) and ecological aspects (CO2 emissions). Multi-objective optimization was implemented based on a composite desirability function that was calculated using the individual responses and desirability for each objective.
- (3)
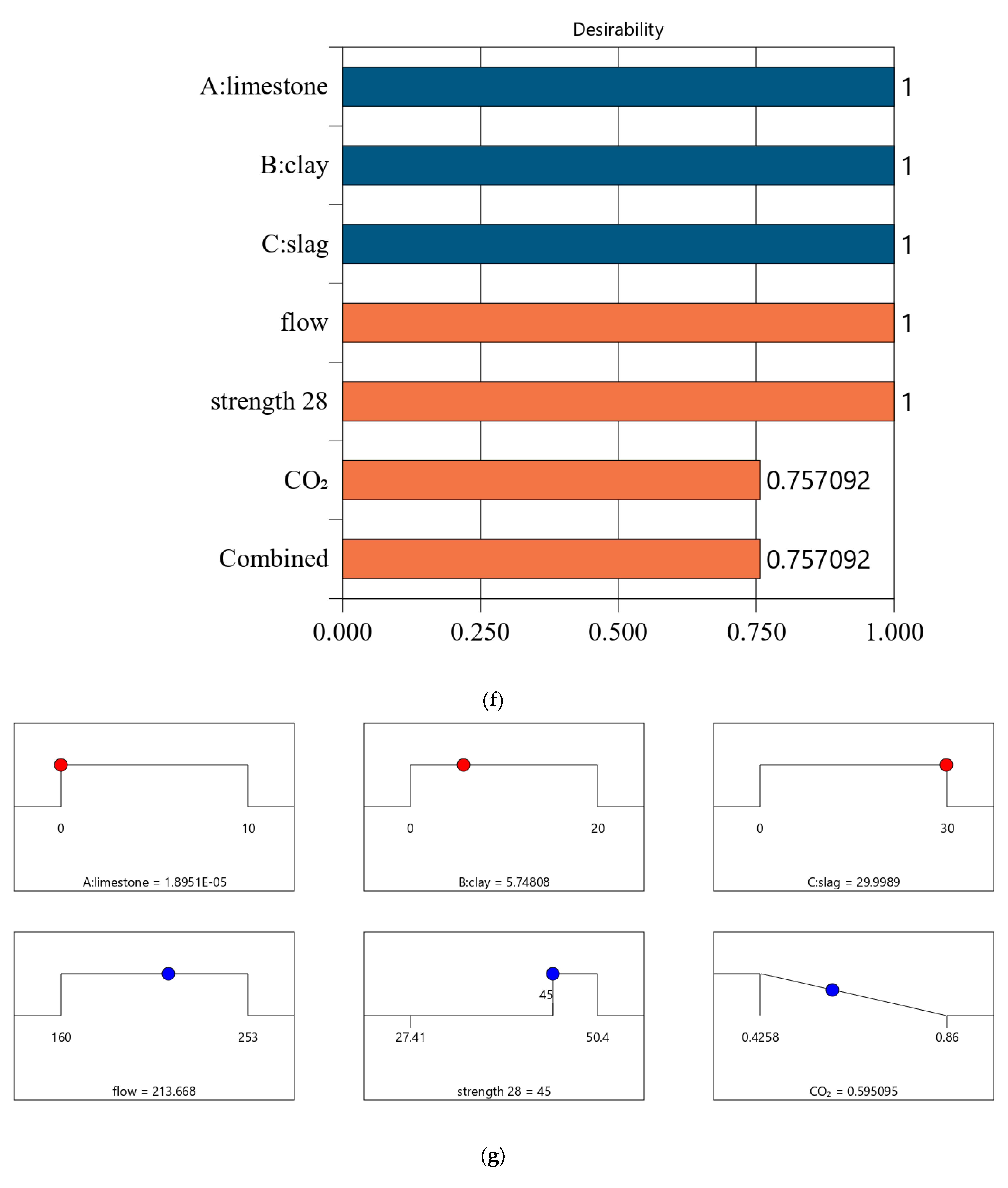
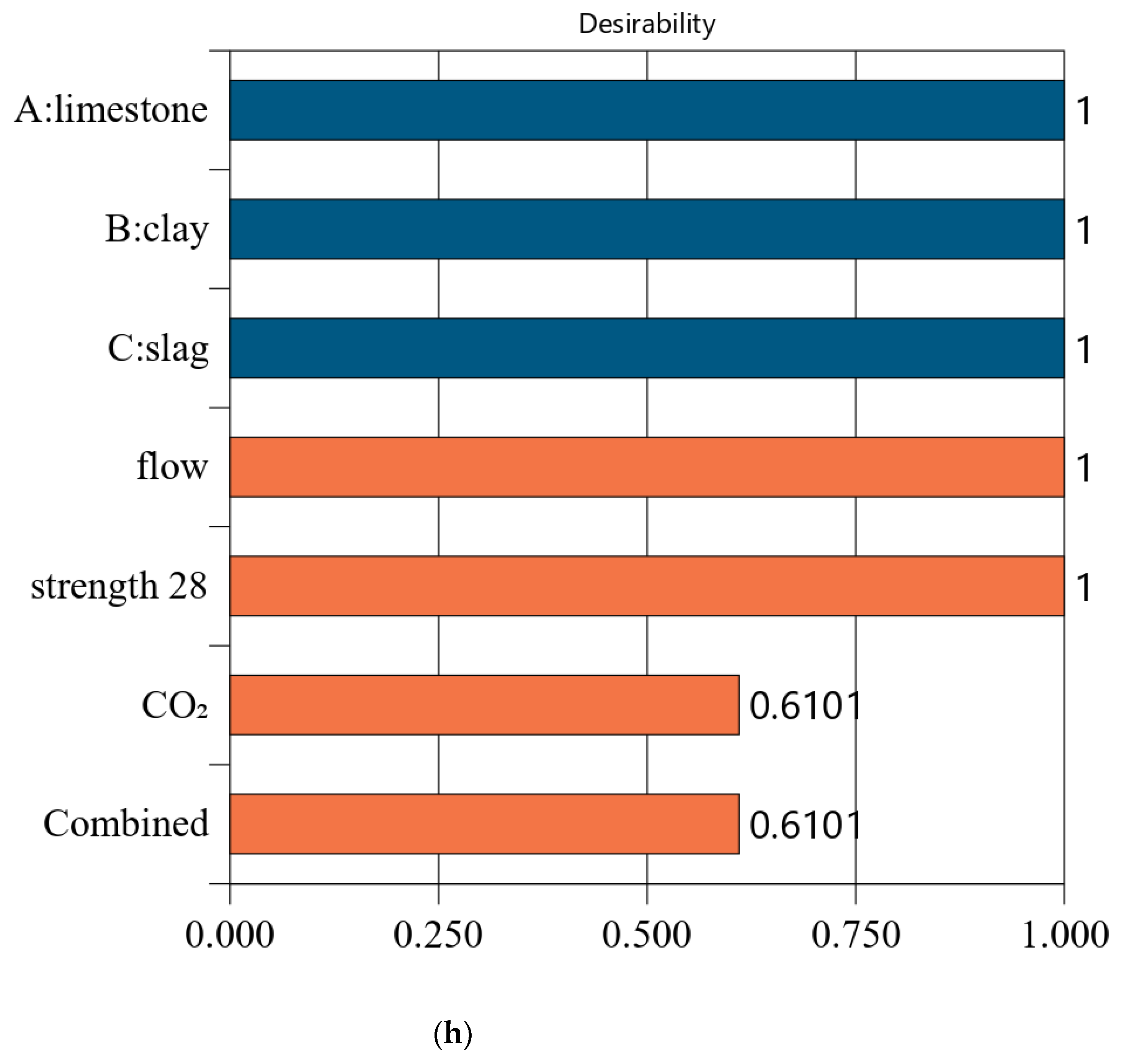
- From Mix-30 to Mix-45, as the content of supplementary cementing materials decreased, CO2 emissions increased. Because the aim of CO2 emissions optimization is to reach low CO2 emissions, increasing CO2 emissions lowered the individual desirability of the cases. In addition, the individual desirability values of strength and flow were 1 for each case. Consequently, the composite desirability decreased from 0.977 to 0.609 as the design strength increased from 30 to 45 MPa. The performance trend of the best combination was consistent with the experimental results.
- (4)
- The results presented in this paper can be used to guide a general method for designing low-carbon concrete. Adopting this method requires two steps. The first step is to produce an experimental design using the response surface method, conduct experimental research on the strength and fluidity, and calculate the CO2 emissions. The second step is to optimize the design according to the required strength and flow level and choose the right combination of low-CO2 cementitious materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, T.; Li, L.; Gao, X.; Guo, M.; Qin, L. New insights into the role of early accelerated carbonation on the calcium leaching behavior of cement paste. Cem. Concr. Compos. 2023, 140, 105103. [Google Scholar] [CrossRef]
- Li, L.; Chen, T.; Gao, X. Effects of superimposed carbonation synergy on BOFS cement-based materials. Cem. Concr. Compos. 2023, 138, 105008. [Google Scholar] [CrossRef]
- Kang, S.-H.; Jeong, Y.; Tan, K.H.; Moon, J. High-volume use of limestone in ultra-high performance fiber-reinforced concrete for reducing cement content and autogenous shrinkage. Constr. Build. Mater. 2019, 213, 292–305. [Google Scholar] [CrossRef]
- Li, C.; Jiang, L.; Li, S. Effect of limestone powder addition on threshold chloride concentration for steel corrosion in reinforced concrete. Cem. Concr. Res. 2020, 131, 106018. [Google Scholar] [CrossRef]
- Tironi, A.; Castellano, C.C.; Bonavetti, V.L.; Trezza, M.A.; Scian, A.N.; Irassar, E.F. Kaolinitic calcined clays—Portland cement system: Hydration and properties. Constr. Build. Mater. 2014, 64, 215–221. [Google Scholar] [CrossRef]
- Lin, R.S.; Wang, X.Y.; Lee, H.S.; Cho, H.K. Hydration and Microstructure of Cement Pastes with Calcined Hwangtoh Clay. Materials 2019, 12, 458. [Google Scholar] [CrossRef]
- Kocaba, V.; Gallucci, E.; Scrivener, K.L. Methods for determination of degree of reaction of slag in blended cement pastes. Cem. Concr. Res. 2012, 42, 511–525. [Google Scholar] [CrossRef]
- Arora, A.; Sant, G.; Neithalath, N. Ternary blends containing slag and interground/blended limestone: Hydration, strength, and pore structure. Constr. Build. Mater. 2016, 102, 113–124. [Google Scholar] [CrossRef]
- Ramezanianpour, A.M.; Hooton, R.D. A study on hydration, compressive strength, and porosity of Portland-limestone cement mixes containing SCMs. Cem. Concr. Compos. 2014, 51, 1–13. [Google Scholar] [CrossRef]
- Dhandapani, Y.; Santhanam, M. Assessment of pore structure evolution in the limestone calcined clay cementitious system and its implications for performance. Cem. Concr. Compos. 2017, 84, 36–47. [Google Scholar] [CrossRef]
- Dhandapani, Y.; Sakthivel, T.; Santhanam, M.; Gettu, R.; Pillai, R.G. Mechanical properties and durability performance of concretes with Limestone Calcined Clay Cement (LC3). Cem. Concr. Res. 2018, 107, 136–151. [Google Scholar] [CrossRef]
- Pillai, R.G.; Gettu, R.; Santhanam, M.; Rengaraju, S.; Dhandapani, Y.; Rathnarajan, S.; Basavaraj, A.S. Service life and life cycle assessment of reinforced concrete systems with limestone calcined clay cement (LC3). Cem. Concr. Res. 2019, 118, 111–119. [Google Scholar] [CrossRef]
- Mo, Z.; Gao, X.; Su, A. Mechanical performances and microstructures of metakaolin contained UHPC matrix under steam curing conditions. Constr. Build. Mater. 2021, 268, 121112. [Google Scholar] [CrossRef]
- Qin, L.; Gao, X.; Su, A.; Li, Q. Effect of carbonation curing on sulfate resistance of cement-coal gangue paste. J. Clean. Prod. 2021, 278, 123897. [Google Scholar] [CrossRef]
- Kolani, B.; Buffo-Lacarrière, L.; Sellier, A.; Escadeillas, G.; Boutillon, L.; Linger, L. Hydration of slag-blended cements. Cem. Concr. Compos. 2012, 34, 1009–1018. [Google Scholar] [CrossRef]
- Wang, X.-Y. Analysis of Hydration-Mechanical-Durability Properties of Metakaolin Blended Concrete. Appl. Sci. 2017, 7, 1087. [Google Scholar] [CrossRef]
- Wang, X.Y. Modeling of Hydration, Compressive Strength, and Carbonation of Portland-Limestone Cement (PLC) Concrete. Materials 2017, 10, 115. [Google Scholar] [CrossRef]
- Kunther, W.; Dai, Z.; Skibsted, J. Thermodynamic modeling of hydrated white Portland cement–metakaolin–limestone blends utilizing hydration kinetics from 29Si MAS NMR spectroscopy. Cem. Concr. Res. 2016, 86, 29–41. [Google Scholar] [CrossRef]
- Wang, X.-Y.; Luan, Y. Modeling of Hydration, Strength Development, and Optimum Combinations of Cement-Slag-Limestone Ternary Concrete. Int. J. Concr. Struct. Mater. 2018, 12, 12. [Google Scholar] [CrossRef]
- Carrasco, M.F.; Menéndez, G.; Bonavetti, V.; Irassar, E.F. Strength optimization of “tailor-made cement” with limestone filler and blast furnace slag. Cem. Concr. Res. 2005, 35, 1324–1331. [Google Scholar] [CrossRef]
- Yang, P.; Dhandapani, Y.; Santhanam, M.; Neithalath, N. Simulation of chloride diffusion in fly ash and limestone-calcined clay cement (LC3) concretes and the influence of damage on service-life. Cem. Concr. Res. 2020, 130, 106010. [Google Scholar] [CrossRef]
- Avet, F.; Li, X.; Scrivener, K. Determination of the amount of reacted metakaolin in calcined clay blends. Cem. Concr. Res. 2018, 106, 40–48. [Google Scholar] [CrossRef]
- ASTM C150; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2007.
- ASTM. Standard Test Method for Compressive Strength of Hydraulic-Cement Mortars (Using Portions of Prisms Broken in Flexure); ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Li, Z.; Lu, D.; Gao, X. Multi-objective optimization of gap-graded cement paste blended with supplementary cementitious materials using response surface methodology. Constr. Build. Mater. 2020, 248, 118552. [Google Scholar] [CrossRef]
- Miller, S.A.; John, V.M.; Pacca, S.A.; Horvath, A. Carbon dioxide reduction potential in the global cement industry by 2050. Cem. Concr. Res. 2018, 114, 115–124. [Google Scholar] [CrossRef]
- Jeong, Y.; Kang, S.-H.; Kim, M.O.; Moon, J. Acceleration of cement hydration from supplementary cementitious materials: Performance comparison between silica fume and hydrophobic silica. Cem. Concr. Compos. 2020, 112, 103688. [Google Scholar] [CrossRef]
- Vaughn, N. Design-Expert® Software, 55; C.J.S.-E. Polnaszek, Inc.: Minneapolis, MN, USA, 2007. [Google Scholar]
- Yeh, I.C. Computer-aided design for optimum concrete mixtures. Cem. Concr. Compos. 2007, 29, 193–202. [Google Scholar] [CrossRef]
- Kim, T.; Tae, S.; Roh, S. Assessment of the CO2 emission and cost reduction performance of a low-carbon-emission concrete mix design using an optimal mix design system. Renew. Sustain. Energy Rev. 2013, 25, 729–741. [Google Scholar] [CrossRef]
- Yang, K.-H.; Jung, Y.-B.; Cho, M.-S.; Tae, S.-H. Effect of supplementary cementitious materials on reduction of CO2 emissions from concrete. J. Clean. Prod. 2015, 103, 774–783. [Google Scholar] [CrossRef]
- Mosaberpanah, M.A.; Eren, O. CO2-full factorial optimization of an ultra-high performance concrete mix design. Eur. J. Environ. Civ. Eng. 2016, 22, 450–463. [Google Scholar] [CrossRef]
- Ferdosian, I.; Camoes, A. Eco-efficient ultra-high performance concrete development by means of response surface methodology. Cem. Concr. Compos. 2017, 84, 146–156. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cement (%) | Limestone (%) | Calcined Clay (%) | Slag (%) | |
|---|---|---|---|---|
| SiO2 | 22.1 | 1.8 | 63.27 | 32.2 |
| Al2O3 | 5.23 | 0.19 | 25.36 | 15.7 |
| Fe2O3 | 3.09 | - | 7.55 | 0.65 |
| CaO | 62.41 | 54.14 | 0.45 | 38.9 |
| MgO | 2.62 | 1.41 | 0.66 | 7.08 |
| Na2O | 0.09 | - | - | 0.30 |
| TiO2 | 0.21 | - | 0.86 | 0.43 |
| SO3 | 2.32 | - | 0.12 | 2.65 |
| LOI a | 1.56 | 41.52 | 0.94 | 1.25 |
| Density (g/cm3) | 3.15 | 2.60 | 2.50 | 2.90 |
| Component | Name | Minimum | Maximum (%) | Low-Coded | High-Coded |
|---|---|---|---|---|---|
| A | Limestone | 0.0000 | 10.00 | −1 ↔ 0.00 | +1 ↔ 10.00 |
| B | Clay | 0.0000 | 20.00 | −1 ↔ 0.00 | +1 ↔ 20.00 |
| C | Slag | 0.0000 | 30.00 | −1 ↔ 0.00 | +1 ↔ 30.00 |
| Runs | Coded Values | Mass (%) | |||||
|---|---|---|---|---|---|---|---|
| A | B | C | OPC | Limestone (A) | Clay (B) | Slag (C) | |
| M1 | −1 | −1 | −1 | 100 | 0 | 0 | 0 |
| M2 | 0 | −1 | −1 | 95 | 5 | 0 | 0 |
| M3 | −1 | 0 | −1 | 90 | 0 | 10 | 0 |
| M4 | −1 | −1 | 0 | 85 | 0 | 0 | 15 |
| M5 | 0 | 0 | −1 | 85 | 5 | 10 | 0 |
| M6 | 1 | 0 | −1 | 80 | 10 | 10 | 0 |
| M7 | 1 | −1 | 0 | 75 | 10 | 0 | 15 |
| M8 | 0 | 1 | −1 | 75 | 5 | 20 | 0 |
| M9 | 0 | 0 | 0 | 70 | 5 | 10 | 15 |
| M10 | 0 | 0 | 0 | 70 | 5 | 10 | 15 |
| M11 | 0 | 0 | 0 | 70 | 5 | 10 | 15 |
| M12 | 0 | 0 | 0 | 70 | 5 | 10 | 15 |
| M13 | 0 | 0 | 0 | 70 | 5 | 10 | 15 |
| M14 | 1 | 1 | −1 | 70 | 10 | 20 | 0 |
| M15 | 0 | −1 | 1 | 65 | 5 | 0 | 30 |
| M16 | −1 | 1 | 0 | 65 | 0 | 20 | 15 |
| M17 | −1 | 0 | 1 | 60 | 0 | 10 | 30 |
| M18 | 1 | 1 | 0 | 55 | 10 | 20 | 15 |
| M19 | 1 | 0 | 1 | 50 | 10 | 10 | 30 |
| M20 | 0 | 1 | 1 | 45 | 5 | 20 | 30 |
| M21 | 1 | 1 | 1 | 40 | 10 | 20 | 30 |
| Cement | Limestone Powder | Calcined Clay | Slag | Water |
|---|---|---|---|---|
| 0.86 | 0.008 | 0.27 | 0.09 | 0.0001 |
| Runs | Strength at 3 Days (MPa) | Strength at 28 Days (MPa) | Flow (mm) | CO2 Emissions (kg/m3) | |||
|---|---|---|---|---|---|---|---|
| Mean | Standard Deviation | Mean | Standard Deviation | Mean | Standard Deviation | Mean | |
| M1 | 25.55 | 0.93 | 50.40 | 1.04 | 247.50 | 3.39 | 1052.04 |
| M2 | 27.21 | 1.00 | 49.26 | 1.05 | 253.00 | 4.75 | 995.84 |
| M3 | 25.82 | 1.02 | 47.83 | 0.82 | 210.00 | 4.89 | 970.07 |
| M4 | 22.85 | 0.88 | 46.42 | 0.94 | 220.50 | 4.47 | 906.20 |
| M5 | 22.87 | 0.74 | 48.22 | 0.92 | 225.00 | 4.60 | 914.76 |
| M6 | 22.00 | 0.74 | 47.29 | 1.00 | 228.00 | 4.57 | 859.89 |
| M7 | 19.16 | 0.78 | 41.56 | 1.02 | 241.00 | 3.99 | 795.99 |
| M8 | 17.74 | 0.98 | 45.77 | 1.04 | 195.00 | 4.43 | 835.28 |
| M9 | 21.15 | 0.78 | 44.99 | 0.86 | 213.00 | 3.62 | 771.63 |
| M10 | 21.53 | 0.97 | 44.14 | 1.01 | 210.10 | 4.51 | 771.63 |
| M11 | 19.84 | 0.78 | 44.74 | 1.00 | 218.12 | 3.39 | 771.63 |
| M12 | 20.25 | 1.01 | 43.04 | 0.82 | 217.25 | 3.80 | 771.63 |
| M13 | 20.38 | 0.81 | 44.09 | 0.80 | 216.30 | 3.41 | 771.63 |
| M14 | 18.96 | 0.76 | 46.87 | 0.94 | 185.00 | 3.50 | 781.27 |
| M15 | 18.13 | 0.78 | 42.52 | 1.12 | 236.50 | 4.71 | 707.33 |
| M16 | 16.17 | 0.90 | 42.59 | 0.88 | 179.00 | 4.49 | 747.55 |
| M17 | 17.31 | 0.85 | 43.43 | 0.98 | 206.50 | 3.86 | 683.52 |
| M18 | 15.30 | 0.81 | 38.34 | 0.84 | 170.00 | 4.92 | 640.75 |
| M19 | 16.53 | 0.98 | 33.96 | 1.04 | 200.00 | 3.39 | 576.70 |
| M20 | 15.32 | 0.89 | 33.79 | 0.85 | 164.00 | 4.07 | 553.97 |
| M21 | 14.63 | 0.88 | 27.41 | 0.95 | 160.00 | 3.97 | 501.59 |
| Factor | Flow (mm) | 3-Day Strength (MPa) | 28-Day Strength (MPa) | CO2 Emissions (kg/m3) |
|---|---|---|---|---|
| Intercept | 213.82 | 20.55 | 44.05 | 771.62 |
| Linear terms | ||||
| A—limestone | 1.75 | −0.8023 | −2.62 | −54.26 |
| B—clay | −31.50 | −2.51 | −2.64 | −78.48 |
| C—slag | −10.28 | −2.98 | −4.91 | −142.45 |
| Quadratic terms | ||||
| A2 | −5.39 | −0.6315 | −0.6679 | 0.2215 |
| B2 | −4.39 | −1.45 | −0.9604 | 0.7804 |
| C2 | 3.47 | 0.3462 | −0.1966 | 0.7006 |
| Interaction terms | ||||
| AB | −5.18 | 0.6547 | 0.3993 | 0.8564 |
| AC | −3.13 | 0.1745 | −2.37 | 0.8391 |
| BC | −0.6303 | 1.08 | −1.45 | 1.80 |
| Other terms | ||||
| p-value | <0.0001 | <0.0001 | <0.0001 | <0.0001 |
| (significant) | (significant) | (significant) | (significant) | |
| Lack of fit | 0.1081 | 0.1399 | 0.1836 | - |
| (not significant) | (not significant) | (not significant) | ||
| R2 | 0.95 | 0.98 | 0.975 | - |
| Items | Lower Limit | Upper Limit | Goal |
|---|---|---|---|
| Independent variables | |||
| Limestone powder | 0 | 10% | In range |
| Calcined clay | 0 | 20% | |
| Slag | 0 | 30% | |
| Response variables | |||
| Strength at 28 days (MPa) | 27.41 | 50.4 | 28-day strength ≥ 30, 35, 40, or 45 |
| Flow (mm) | 160 | 253 | Flow ≥ 160 |
| CO2 emissions (kg/m3) | 501.59 | 1052.04 | Minimum |
| Optimal Combinations | Cement (%) | Limestone (%) | Calcined Clay (%) | Slag (%) |
|---|---|---|---|---|
| Mix-30 | 41.19 | 8.81 | 20.00 | 30.00 |
| Mix-35 | 46.27 | 3.75 | 19.98 | 30.00 |
| Mix-40 | 53.9 | 1.03 | 15.07 | 30.00 |
| Mix-45 | 64.26 | 0.00 | 5.74 | 30.00 |
| Optimal Combinations | Flow (mm) | 28-Day Strength (MPa) | CO2 Emissions (kg/m3) | Composite Desirability |
|---|---|---|---|---|
| Mix-30 | 162.36 | 30.00 | 514.09 | 0.977 |
| Mix-35 | 171.85 | 35.00 | 567.62 | 0.881 |
| Mix-40 | 189.36 | 40.00 | 633.41 | 0.761 |
| Mix-45 | 213.66 | 45.00 | 716.63 | 0.609 |
| OPC | Limestone (A) | Clay (B) | Slag (C) | CO2 Emission for 1 kg Binder (kg/kg) | |
|---|---|---|---|---|---|
| M1 | 100 | 0 | 0 | 0 | 0.86 |
| M2 | 95 | 5 | 0 | 0 | 0.8174 |
| M3 | 90 | 0 | 10 | 0 | 0.801 |
| M4 | 85 | 0 | 0 | 15 | 0.7445 |
| M5 | 85 | 5 | 10 | 0 | 0.7584 |
| M6 | 80 | 10 | 10 | 0 | 0.7158 |
| M7 | 75 | 10 | 0 | 15 | 0.6593 |
| M8 | 75 | 5 | 20 | 0 | 0.6994 |
| M9 | 70 | 5 | 10 | 15 | 0.6429 |
| M10 | 70 | 5 | 10 | 15 | 0.6429 |
| M11 | 70 | 5 | 10 | 15 | 0.6429 |
| M12 | 70 | 5 | 10 | 15 | 0.6429 |
| M13 | 70 | 5 | 10 | 15 | 0.6429 |
| M14 | 70 | 10 | 20 | 0 | 0.6568 |
| M15 | 65 | 5 | 0 | 30 | 0.5864 |
| M16 | 65 | 0 | 20 | 15 | 0.6265 |
| M17 | 60 | 0 | 10 | 30 | 0.57 |
| M18 | 55 | 10 | 20 | 15 | 0.5413 |
| M19 | 50 | 10 | 10 | 30 | 0.4848 |
| M20 | 45 | 5 | 20 | 30 | 0.4684 |
| M21 | 40 | 10 | 20 | 30 | 0.4258 |
| Optimal Combinations | Cement (%) | Limestone (%) | Calcined Clay (%) | Slag (%) |
|---|---|---|---|---|
| Mix-30 | 41.19 | 8.81 | 20.00 | 30.00 |
| Mix-35 | 46.40 | 4.06 | 19.54 | 30.00 |
| Mix-40 | 54.02 | 1.28 | 14.70 | 30.00 |
| Mix-45 | 64.26 | 0.00 | 5.74 | 30.00 |
| Optimal Combinations | Flow (mm) | 28-Day Strength (MPa) | CO2 Emissions (kg/kg) | Composite Desirability |
|---|---|---|---|---|
| Mix-30 | 162.36 | 30.00 | 0.4359 | 0.977 |
| Mix-35 | 173.33 | 35.00 | 0.479 | 0.877 |
| Mix-40 | 190.78 | 40.00 | 0.531 | 0.757 |
| Mix-45 | 213.66 | 45.00 | 0.595 | 0.610 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, R.-S.; Liao, Y.; Han, Y.; Oh, S.; Park, K.-B.; Yang, H.-M.; Wang, X.-Y.; Yang, B.; Meng, L.-Y. Low-CO2 Optimization Design of Quaternary Binder Containing Calcined Clay, Slag, and Limestone. Materials 2023, 16, 6385. https://doi.org/10.3390/ma16196385
Lin R-S, Liao Y, Han Y, Oh S, Park K-B, Yang H-M, Wang X-Y, Yang B, Meng L-Y. Low-CO2 Optimization Design of Quaternary Binder Containing Calcined Clay, Slag, and Limestone. Materials. 2023; 16(19):6385. https://doi.org/10.3390/ma16196385
Chicago/Turabian StyleLin, Run-Sheng, Yongpang Liao, Yi Han, Seokhoon Oh, Ki-Bong Park, Hyun-Min Yang, Xiao-Yong Wang, Bo Yang, and Li-Yi Meng. 2023. "Low-CO2 Optimization Design of Quaternary Binder Containing Calcined Clay, Slag, and Limestone" Materials 16, no. 19: 6385. https://doi.org/10.3390/ma16196385