



Metallographic Evaluation of Increased Susceptibility to Intermediate Embrittlement of Engine Valve Forgings Made of NCF 3015 High Nickel and Chromium Steel
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
- Macro- and microstructural studies:
- 2.
- Hardness:
- 3.
- Static tensile test:
- HBM rheometer (maximum range up to 165% Fnom of the head used)—accuracy class 0.5/1, range in accordance with the force measuring head used in accordance with PN-EN ISO 6892-1:2020-05 [31]
- macroextensometer with MT25 sensor with a measurement range of 0–150 mm and a resolution of 0.2 μm
- resistance furnace for heating (10 °C/s, in the range 0–1500 °C)
- licenced testXpert® software (version 3.3.0.4258).
3. Results
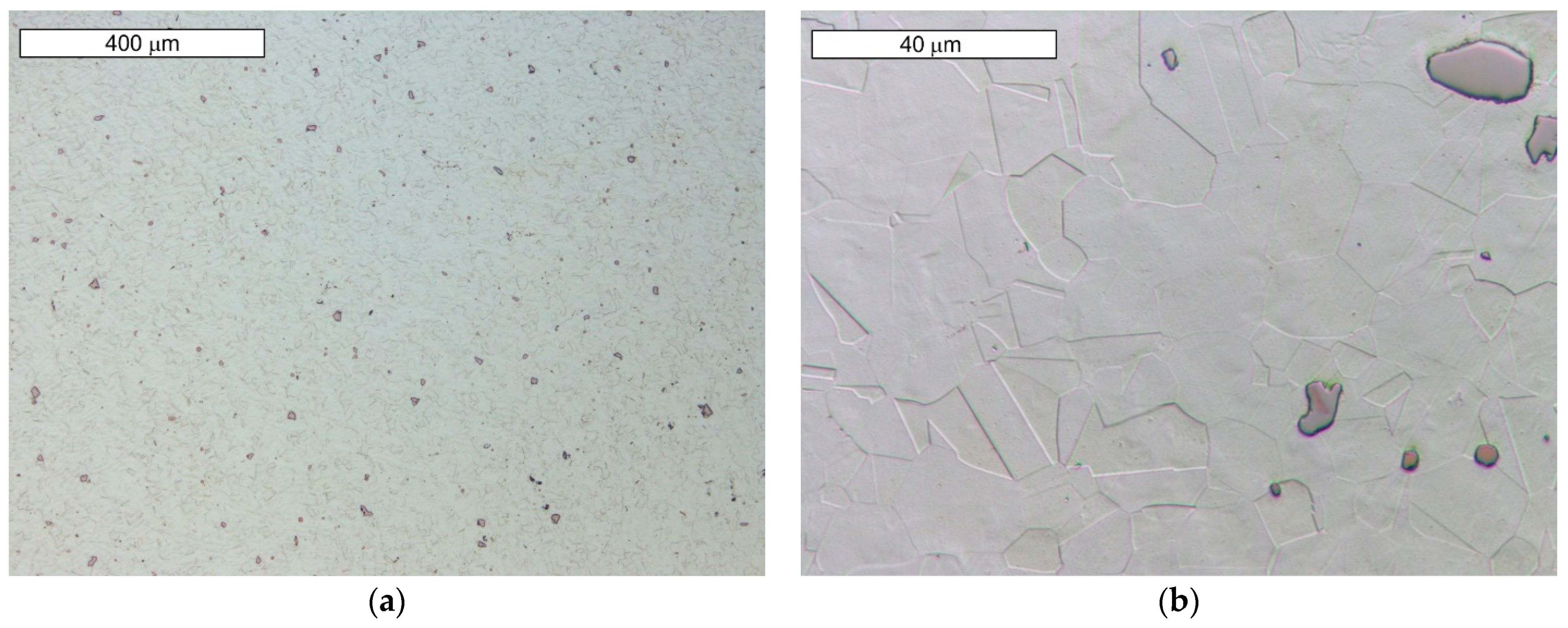
3.1. Characterisation of the Material as Delivered
3.1.1. Microstructural Examination
3.1.2. Hardness of the Material
3.1.3. Temperature-Dependent Tensile Test
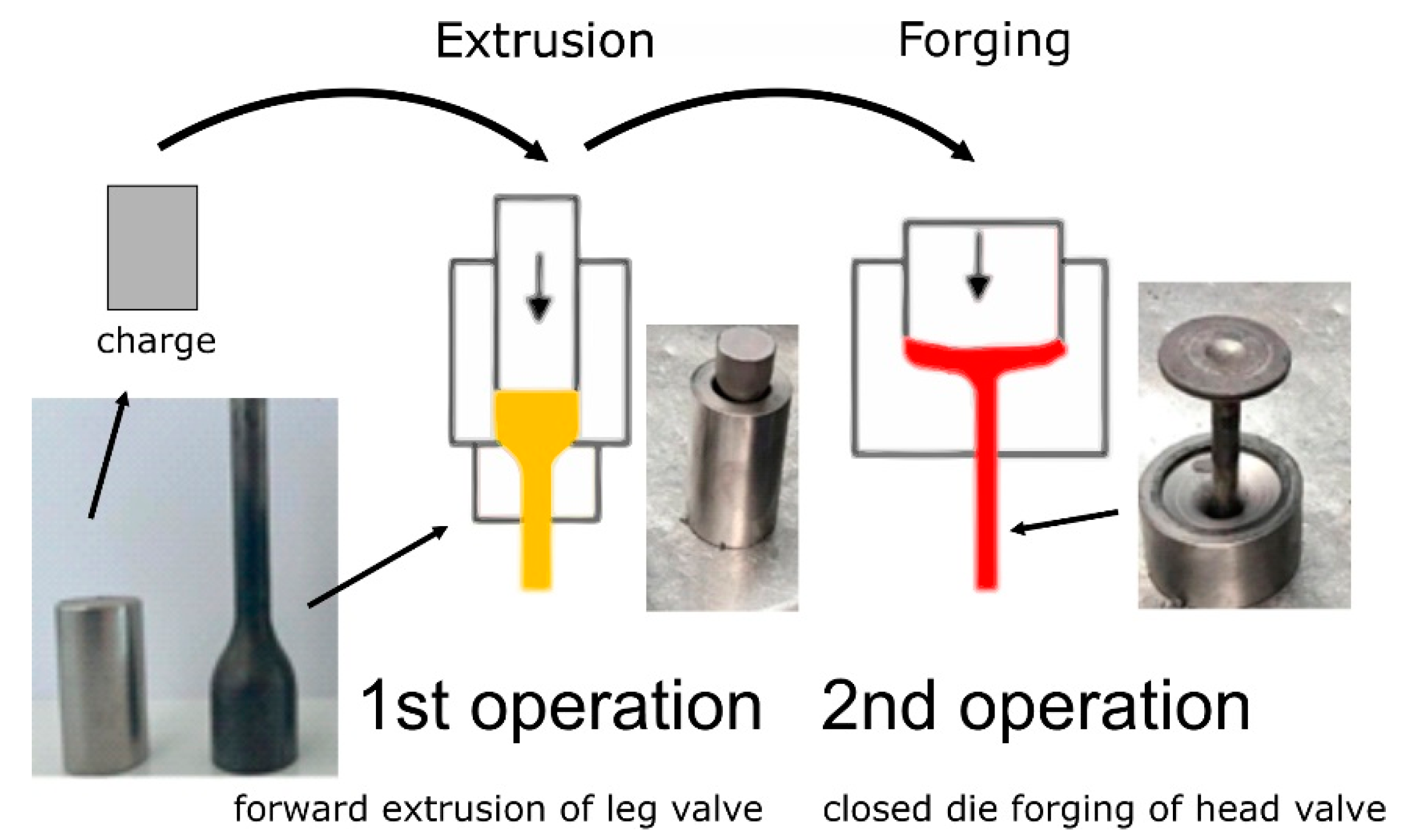
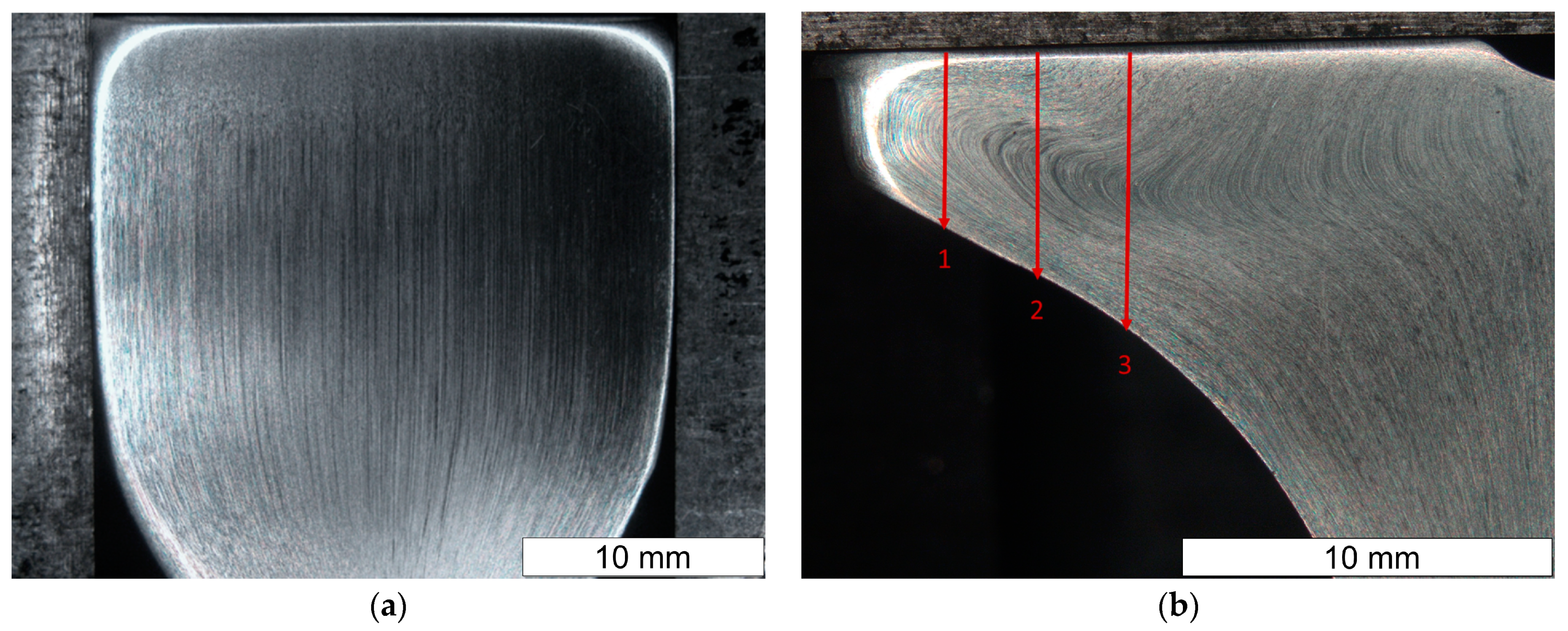
3.2. Characterisation of the Valve Forging Process
3.3. Testing a Fractured Valve
4. Discussion
- If the presence of internal stresses present in the material prior to forging was the cause of crack formation at the heating stage (RC mechanism), then a higher randomness of the locations where cracks occur would be expected. Instead, they occur only in the most stressed area, i.e., at the edge of the valve head, which allows this mechanism to be ruled out.
- No increase in phosphorus content was observed in the chemical composition of the material of the tested materials, which also allows the exclusion of segregation of impurities as the main cause of cracking. However, it should be noted that phosphorus may intensify the negative effect of carbon in this respect.
- The presence of intracrystalline particles (such as carbide nitrides and carbides of titanium, niobium, and molybdenum) can induce a strengthening of the grain interior, which may contribute to a reduction in the strength of the boundary areas with respect to the grain interiors. This is because the presence of these particles increases the resistance to deformation and reduces the ductility. Also, strong grain interiors induced by increased carbon content can cause deformation concentrated at the GBs.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bayata, F.; Alpas, A.T. The high temperature wear mechanisms of iron-nickel steel (NCF 3015) and nickel based superalloy (inconel 751) engine valves. Wear 2021, 480–481, 203493. [Google Scholar] [CrossRef]
- Khan, M.I.; Khan, M.A.; Shakoor, A. A failure analysis of the exhaust valve from a heavy duty natural gas engine. Eng. Fail. Anal. 2018, 85, 77–88. [Google Scholar] [CrossRef]
- Pierce, D.; Haynes, A.; Hughes, J.; Graves, R.; Maziasz, P.; Muralidharan, G.; Shyam, A.; Wang, B.; England, R.; Daniel, C. High temperature materials for heavy duty diesel engines: Historical and future trends. Prog. Mater. Sci. 2019, 103, 109–179. [Google Scholar] [CrossRef]
- Hawryluk, M.R.; Lachowicz, M.; Janik, M.; Gronostajski, Z.; Stachowicz, M. Effect of heating temperature on a nickel-chromium steel charge material on the stability of the forging process and the durability of the die. Arch. Metall. Mater. 2023, 68, 711–722. [Google Scholar] [CrossRef]
- Jia, S.; Qu, S.; Hu, X.; Lai, F.; Duan, C.; Li, X. Study on the tribology properties of iron-nickel-base NCF 3015 steel for engine valve at high temperatures. J. Mater. Eng. Perform. 2023, 32, 1545–1557. [Google Scholar] [CrossRef]
- Shaban Ghazani, M.; Eghbali, B. Characterization of the hot deformation microstructure of AISI 321 austenitic stainless steel. Mater. Sci. Eng. A 2018, 730, 380–390. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Parsa, M.H.; Ohadi, D. Hot deformation behavior of austenitic stainless steel for a wide range of initial grain size. Mater. Sci. Eng. A 2013, 569, 54–60. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Phaniraj, C.; Bhaduri, A.K. Flow behavior and microstructural evolution during hot deformation of AISI Type 316 L(N) austenitic stainless steel. Mater. Sci. Eng. A 2011, 528, 8565–8572. [Google Scholar] [CrossRef]
- Jabłońska, M.B.; Jasiak, K.; Kowalczyk, K.; Bednarczyk, I.; Skwarski, M.; Tkocz, M.; Gronostajski, Z. Deformation behaviour of high-manganese steel with addition of niobium under quasi-static tensile loading. Mater. Sci. Pol. 2022, 40, 1–11. [Google Scholar] [CrossRef]
- Kowalczyk, K. The influence of post-deformation annealing temperature on the mechanical properties of low-carbon ferritic steel deformed by the DRECE method. Mater. Sci. Pol. 2021, 39, 430–435. [Google Scholar] [CrossRef]
- Dhooge, A. Survey on reheat cracking in austenitic stainless steels and Ni base alloys. Weld World 1998, 41, 206–219. [Google Scholar]
- Chen, B.; Flewitt, P.E.J.; Smith, D.J. Microstructural sensitivity of 316H austenitic stainless steel: Residual stress relaxation and grain boundary fracture. Mater. Sci. Eng. A 2010, 527, 7387–7399. [Google Scholar] [CrossRef]
- Barnard, P. 4–Austenitic steel grades for boilers in ultra-supercritical power plants. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Di Gianfrancesco, A., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 99–119. [Google Scholar] [CrossRef]
- Jang, A.Y.; Lee, D.J.; Lee, S.H.; Shim, J.H.; Kang, S.W.; Lee, H.W. Effect of Cr/Ni equivalent ratio on ductility-dip cracking in AISI 316L weld metals. Mater. Des. 2011, 32, 371–376. [Google Scholar] [CrossRef]
- Lee, D.J.; Byun, J.C.; Sung, J.H.; Lee, H.W. The dependence of crack properties on the Cr/Ni equivalent ratio in AISI 304L austenitic stainless steel weld metals. Mater. Sci. Eng. A 2009, 513–514, 154–159. [Google Scholar] [CrossRef]
- Rapetti, A.; Christien, F.; Tancret, F.; Todeschini, P.; Hendili, S. Effect of composition on ductility dip cracking of 690 nickel alloy during multipass welding. Mater. Today Commun. 2020, 24, 101163. [Google Scholar] [CrossRef]
- Xu, Y.; Ran, Q.; Li, J.; Peng, J.; Xiao, X.; Cao, X.; Jia, G. Strengthening behavior of Nb in the modified Nimonic 80A. Mater. Sci. Eng. A 2013, 569, 27–40. [Google Scholar] [CrossRef]
- Pommier, H.; Busso, E.P.; Morgeneyer, T.F.; Pineau, A. Intergranular damage during stress relaxation in AISI 316L-type austenitic stainless steels: Effect of carbon, nitrogen and phosphorus contents. Acta Mater. 2016, 103, 893–908. [Google Scholar] [CrossRef]
- Jiang, H.; Xiang, X.; Dong, J. The morphology and characteristics evolution of MC carbide during homogenization in hard-to-deform superalloy GH4975. J. Alloys Compd. 2022, 929, 167086. [Google Scholar] [CrossRef]
- Young, G.A.; Capobianco, T.E.; Penik, M.A.; Morris, B.W.; Mcgee, J.J. The Mechanism of Ductility Dip Cracking in Nickel-Chromium Alloys: Subsolidus cracking results from global stresses produced during fusion welding and local stresses generated when coherent or partially coherent second phases form. Weld. J. 2008, 87, 30–43. [Google Scholar]
- Xiao, X.; Li, D.; Li, Y.; Lu, S. Microstructural evolution and stress relaxation cracking mechanism for Super304H austenitic stainless steel weld metal. J. Mater. Sci. Technol. 2022, 100, 82–90. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, S.; Jiang, L.; Li, Z. Study on the ductility-dip cracking and its formation mechanism of additive manufactured NiCrFe-7A alloy: Effect of the carbon content. Mater. Lett. 2022, 313, 131761. [Google Scholar] [CrossRef]
- Golański, G.; Lachowicz, M.M. Failure cause analysis for the suspension element of boiler superheater. Eng. Fail. Anal. 2019, 105, 490–495. [Google Scholar] [CrossRef]
- Lange, A. Influence of flame straightening on the properties of welded joints made of X2CrNi22-2 duplex steel. Mater. Sci. Pol. 2021, 39, 446–457. [Google Scholar] [CrossRef]
- Królicka, A.; Żak, A.; Kuziak, R.; Radwański, K.; Ambroziak, A. Decomposition mechanisms of continuously cooled bainitic rail in the critical heat-affected zone of a flash-butt welded joints. Mater. Sci. Pol. 2021, 39, 615–625. [Google Scholar] [CrossRef]
- Sun, D.S.; Yamane, T.; Hirao, K. Influence of thermal histories on intermediate temperature embrittlement of an Fe-17Cr alloy. J. Mater. Sci. 1991, 26, 5767–5769. [Google Scholar] [CrossRef]
- Kegg, G.R.; Silcock, J.M.; West, D.R.F. The Effect of Phosphorus Additions and Cooling Rate on the Precipitation of M23C6 in Austenite. Met. Sci. 1974, 8, 337–343. [Google Scholar] [CrossRef]
- Yan, Y.; Yan, Y.; He, Y.; Li, J.; Su, Y.; Qiao, L. Hydrogen-induced cracking mechanism of precipitation strengthened austenitic stainless steel weldment. Int. J. Hydrogen Energy 2015, 40, 2404–2414. [Google Scholar] [CrossRef]
- Pepe, J.J.; Savage, W.F. Effects of constitutional liquation in 18-Ni maraging steel weldments. Weld. J. 1967, 46, 411s–422s. [Google Scholar]
- Guo, C.; Li, G.; Li, S.; Hu, X.; Lu, H.; Li, X.; Xu, Z.; Chen, Y.; Li, Q.; Lu, J.; et al. Additive manufacturing of Ni-based superalloys: Residual stress, mechanisms of crack formation and strategies for crack inhibition. Nano Mater. Sci. 2023, 5, 53–77. [Google Scholar] [CrossRef]
- ISO 6892-2:2018; Metallic Materials—Tensile Testing—Part 2: Method of Test at Elevated Temperature I. International Organization for Standardization: Geneva, Switzerland, 2018.
- ISO 643:2019; Steels—Micrographic Determination of the Apparent Grain Size. International Organization for Standardization: Geneva, Switzerland, 2019.
- El Wahabi, M.; Gavard, L.; Montheillet, F.; Cabrera, J.M.; Prado, J.M. Effect of initial grain size on dynamic recrystallization in high purity austenitic stainless steels. Acta Mater. 2005, 53, 4605–4612. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, W.; Li, Y.; Li, D.; Kang, Y.; Yang, X.; Eckert, J.; Yan, Z. Stress-strain behavior and microstructural evolution of ultra-high carbon Fe-C-Cr-V-Mo steel subjected to hot deformation. Mater. Charact. 2021, 171, 110746. [Google Scholar] [CrossRef]
- Yu, Z.W.; Xu, X.L. Failure analysis and metallurgical investigation of diesel engine exhaust valves. Eng. Fail. Anal. 2006, 13, 673–682. [Google Scholar] [CrossRef]
- Cao, B.X.; Wei, D.X.; Zhang, X.F.; Kong, H.J.; Zhao, Y.L.; Hou, J.X.; Luan, J.H.; Jiao, Z.B.; Liu, Y.; Yang, T.; et al. Intermediate temperature embrittlement in a precipitation-hardened high-entropy alloy: The role of heterogeneous strain distribution and environmentally assisted intergranular damage. Mater. Today Phys. 2022, 24, 100653. [Google Scholar] [CrossRef]
- Ma, C.; Qi, Y.; Zhang, Y.; Wu, Z.; Zhang, X. Weld defects and precipitates of deposited metal in 9Ni steel welded joint. Mater. Sci. Pol. 2022, 40, 25–48. [Google Scholar] [CrossRef]
- Li, X.; Cai, Z.; Hu, M.; Li, K.; Hou, M.; Pan, J. Effect of NbC precipitation on toughness of X12CrMoWNbVN10-1-1 martensitic heat resistant steel for steam turbine blade. J. Mater. Res. Technol. 2021, 11, 2092–2105. [Google Scholar] [CrossRef]
- Pineau, A.; Benzerga, A.A.; Pardoen, T. Failure of metals I: Brittle and ductile fracture. Acta Mater. 2016, 107, 424–483. [Google Scholar] [CrossRef]
- Jia, Z.; Wei, B.; Jia, C.; Ding, Y.; Yang, Y.; Ling, D.; Chen, H. The mechanism of crack generation and propagation in the new casting alloy GH4151 during cogging. Int. J. Adv. Manuf. Technol. 2021, 116, 2455–2465. [Google Scholar] [CrossRef]
- Liu, M.L.; Zhu, G.H.; Tang, H.Q.; Ma, X.P.; Subramanian, S.V. Analysis of precipitation of NbC in low reduction ratio conditions. Metallogr. Microstruct. Anal. 2021, 10, 377–382. [Google Scholar] [CrossRef]
- Noh, H.S.; Kang, J.H.; Kim, K.M.; Kim, S.J. The effect of carbon on hydrogen embrittlement in stable Cr-Ni-Mn-N austenitic stainless steels. Corros. Sci. 2017, 124, 63–70. [Google Scholar] [CrossRef]
- Min, J.H.; Heo, Y.U.; Kwon, S.H.; Moon, S.W.; Kim, D.G.; Lee, J.S.; Yim, C.H. Embrittlement mechanism in a low-carbon steel at intermediate temperature. Mater. Charact. 2019, 149, 34–40. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|---|
| Supplier D1 | 0.025 | 0.24 | 0.34 | 0.006 | 0.002 | 14.53 | 31.6 |
| Supplier D2 | 0.078 | 0.26 | 0.13 | 0.012 | 0.001 | 13.92 | 31.2 |
| Requirements | Max. 0.08 | Max. 0.5 | Max. 0.5 | Max. 0.015 | Max. 0.001 | 13.5 ÷ 17.00 | 30.0 ÷ 33.5 |
| Element | Mo | Al | Ti | Nb | B | N | Fe |
| Supplier D1 | 0.60 | 1.92 | 2.51 | 0.58 | 0.004 | 0.004 | balance |
| Supplier D2 | 0.66 | 1.87 | 2.50 | 0.61 | 0.002 | 0.006 | balance |
| Requirements | 0.4 ÷ 1.0 | 1.6 ÷ 2.2 | 2.3 ÷ 2.9 | 0.4 ÷ 0.9 | 0.001 ÷ 0.004 | Max. 0.015 | balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lachowicz, M.M.; Zwierzchowski, M.; Hawryluk, M.; Gronostajski, Z.; Janik, M. Metallographic Evaluation of Increased Susceptibility to Intermediate Embrittlement of Engine Valve Forgings Made of NCF 3015 High Nickel and Chromium Steel. Materials 2023, 16, 6370. https://doi.org/10.3390/ma16196370
Lachowicz MM, Zwierzchowski M, Hawryluk M, Gronostajski Z, Janik M. Metallographic Evaluation of Increased Susceptibility to Intermediate Embrittlement of Engine Valve Forgings Made of NCF 3015 High Nickel and Chromium Steel. Materials. 2023; 16(19):6370. https://doi.org/10.3390/ma16196370
Chicago/Turabian StyleLachowicz, Marzena M., Maciej Zwierzchowski, Marek Hawryluk, Zbigniew Gronostajski, and Marta Janik. 2023. "Metallographic Evaluation of Increased Susceptibility to Intermediate Embrittlement of Engine Valve Forgings Made of NCF 3015 High Nickel and Chromium Steel" Materials 16, no. 19: 6370. https://doi.org/10.3390/ma16196370