
Numerical Study on Residual Stresses and Plastic Strains in Cold-Formed High-Strength Steel Circular Hollow Sections

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. FE-Based Method
3. FE Modeling for Residual Stresses and Stub Column Behavior
3.1. General
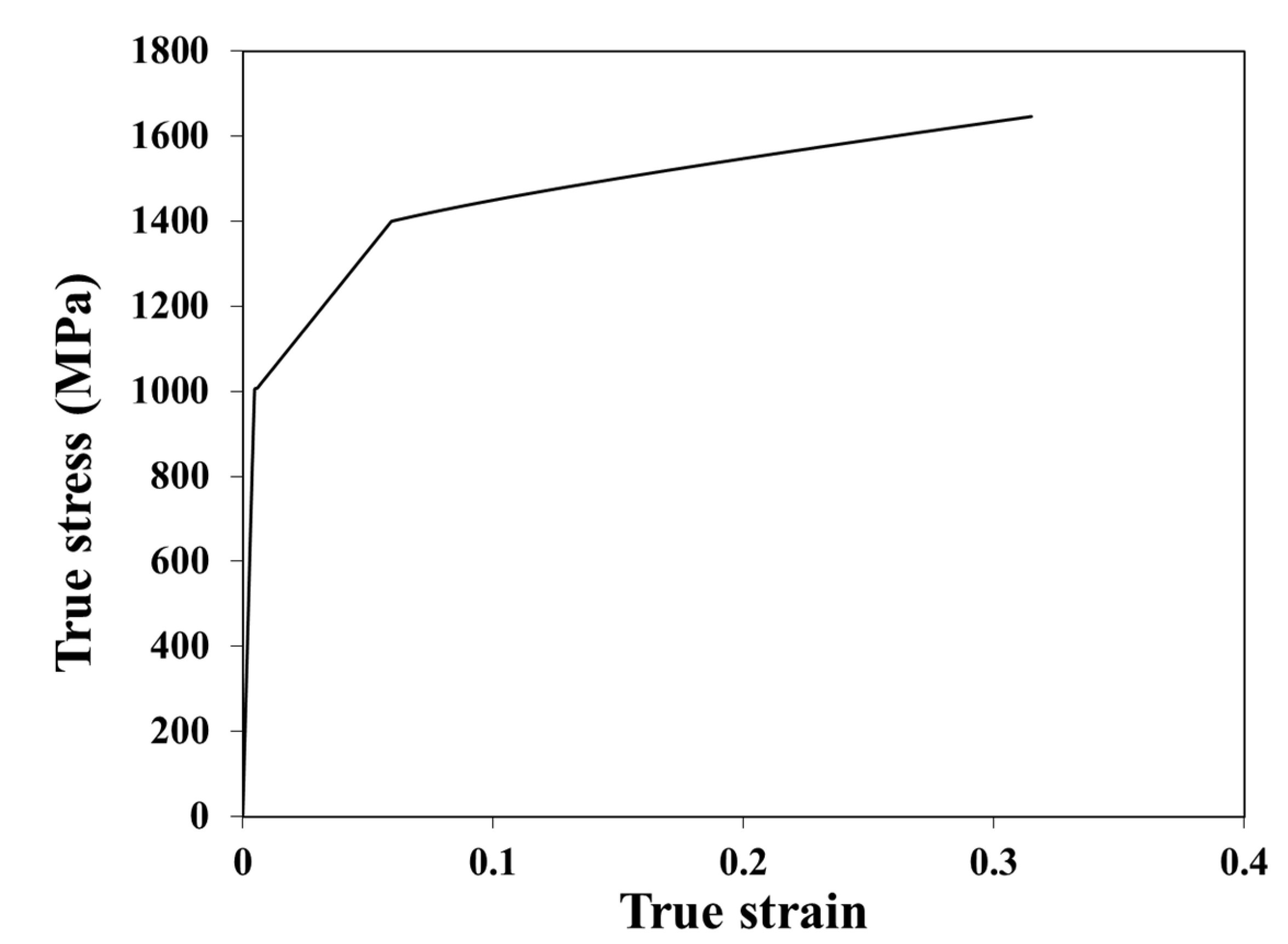
3.2. Virgin Material Properties at the Ambient Temperature
3.3. Analytical Solutions for Residual Stresses Due to the Coiling–Uncoiling and Transverse Bending Operations
3.4. FE Simulation of Welding
3.4.1. Assumptions
3.4.2. Heat Input
3.4.3. Thermal and Mechanical Properties at Elevated Temperatures
3.5. FE simulation of Shaping
3.5.1. Design of Rolls
3.5.2. Static Stress Analysis
3.6. FE Simulation for Sectioning Operations
3.7. FE Modeling for the Stub Column Response in CFHSS CHS
4. Comparison of FE Predictions with Test Results
4.1. Residual Strains
4.2. Stub Column Behavior
5. Distributions of Equivalent Plastic Strains and Residual Stresses
6. Effect of Cold Work on the Structural Response
7. Conclusions
- (a)
- As the difference between the residual strains predicted by the two FE models (one considering the ERW and the other one without considering the ERW) was very small; it can be concluded that the effect of high-frequency ERW on residual stresses in CFHSS CHS is negligible in the continuous-forming process.
- (b)
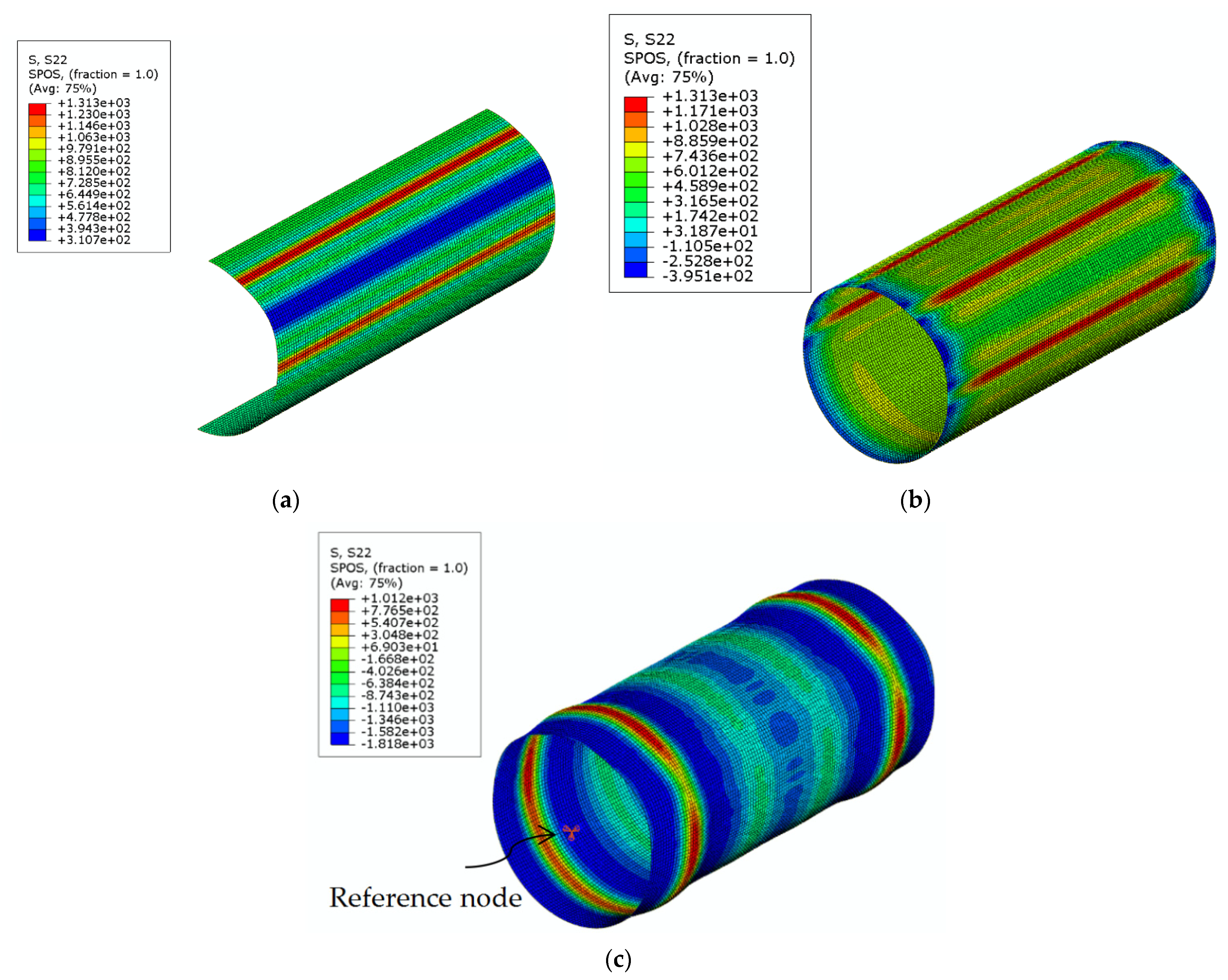
- In CFHSS CHS, the equivalent plastic strains and longitudinal residual stresses are generally uniform around the circular cross-section. The transverse and longitudinal residual stresses are generally uniform across each half-thickness, with the inner half-thickness under compression and the outer half-thickness under tension.
- (c)
- As the bending residual stresses are predominant and the membrane residual stresses are relatively small in CFHSS CHS, the magnitudes of these uniform tensile and compressive residual stress blocks across the half-thicknesses are almost equal.
- (d)
- In CFHSS CHS, the through-thickness variations of equivalent plastic strains are generally bilinear; the minimum value is near the middle surface of the wall thickness; and the peak values are at the inner and outer surfaces.
- (e)
- The effect of both the plastic strains and residual stresses induced by the cold-forming process may significantly affect the cross-section capacities of CFHSS CHS. The ultimate load of stub columns can be highly enhanced as a result of the cold forming.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shi, G.; Xue, J.; Zhou, W.J.; Chan, T.M.; Zhang, Y. Experimental investigation and modeling on residual stress of welded steel circular tubes. Int. J. Steel Struct. 2013, 13, 495–508. [Google Scholar] [CrossRef]
- Ma, J.L.; Chan, T.M.; Young, B. Material properties and residual stresses of cold-formed high strength steel hollow sections. J. Constr. Steel Res. 2015, 109, 152–165. [Google Scholar] [CrossRef]
- Ma, J.L.; Chan, T.M.; Young, B. Experimental investigation on stub-column behavior of cold-formed high-strength steel tubular sections. J. Struct. Eng. 2016, 142, 04015174. [Google Scholar] [CrossRef]
- Yao, Y.; Quach, W.M.; Young, B. Finite element-based method for residual stresses and plastic strains in cold-formed steel hollow sections. Eng. Struct. 2019, 188, 24–42. [Google Scholar] [CrossRef]
- Kato, B.; Aoki, H. Residual stresses in cold-formed tubes. J. Strain Anal. 1978, 13, 193–204. [Google Scholar] [CrossRef]
- Key, P.W.; Hancock, G.J. A theoretical investigation of the column behaviour of cold-formed square hollow sections. Thin Walled Struct. 1993, 16, 31–64. [Google Scholar] [CrossRef]
- Rasmussen, K.J.R.; Hancock, G.J. Design of cold-formed stainless steel tubular members. I: Columns. J. Struct. Eng. 1993, 119, 2349–2367. [Google Scholar] [CrossRef]
- Young, B.; Liu, W.M. Behavior of cold-formed high strength stainless steel sections. J. Struct. Eng. 2005, 131, 1738–1745. [Google Scholar] [CrossRef]
- Cruise, R.B.; Gardner, L. Residual stress analysis of structural stainless steel sections. J. Constr. Steel Res. 2008, 64, 352–366. [Google Scholar] [CrossRef]
- Jandera, M.; Gardner, L.; Machacek, J. Residual stresses in cold-rolled stainless steel hollow sections. J. Constr. Steel Res. 2008, 64, 1255–1263. [Google Scholar] [CrossRef]
- Huang, Y.; Young, B. Material properties of cold-formed lean duplex stainless steel sections. Thin-Walled Struct. 2012, 54, 72–81. [Google Scholar] [CrossRef]
- Jiao, H.; Zhao, X.L. Imperfection, residual stresses and yield slenderness limit of very high strength (VHS) circular steel tubes. J. Constr. Steel Res. 2003, 59, 233–249. [Google Scholar] [CrossRef]
- Chen, J.; Chan, T.M. Material properties and residual stresses of cold-formed high-strength-steel circular hollow sections. J. Constr. Steel Res. 2020, 170, 106099. [Google Scholar] [CrossRef]
- Liu, J.Z.; Fang, H.; Chen, S.X.; Chan, T.M. Material properties and residual stresses of high strength steel hexagonal hollow sections. J. Constr. Steel Res. 2022, 190, 107061. [Google Scholar] [CrossRef]
- Liu, J.Z.; Fang, H.; Chan, T.M. Investigations on material properties and residual stresses in cold-formed high strength steel irregular hexagonal hollow sections. Thin-Walled Struct. 2022, 176, 109220. [Google Scholar] [CrossRef]
- Liu, J.Z.; Fang, H.; Chan, T.M. Experimental investigation on material properties and residual stresses in cold-formed high strength steel irregular octagonal hollow sections. Thin-Walled Struct. 2022, 191, 107170. [Google Scholar] [CrossRef]
- Li, S.H.; Zeng, G.; Ma, Y.F.; Guo, Y.J.; Lai, X.M. Residual stresses in rolled formed square hollow sections. Thin-Walled Struct. 2009, 47, 505–513. [Google Scholar] [CrossRef]
- Tong, L.W.; Hou, G.; Chen, Y.Y. Experimental investigation on longitudinal residual stresses for cold-formed thick-walled square hollow sections. J. Constr. Steel Res. 2012, 73, 105–116. [Google Scholar] [CrossRef]
- Rossi, B.; Degée, H.; Boman, R. Numerical simulation of the roll forming of thin-walled sections and evaluation of corner strength enhancement. Finite Elem. Anal. Des. 2013, 72, 13–20. [Google Scholar] [CrossRef]
- Pastor, M.M.; Bonada, J.; Roure, F.; Casafont, M. Residual stresses and initial imperfections in non-linear analysis. Eng. Struct. 2013, 46, 493–507. [Google Scholar] [CrossRef]
- Yao, Y.; Quach, W.M.; Young, B. Cross-section behavior of cold-formed steel elliptical hollow sections—A numerical study. Eng. Struct. 2019, 201, 109797. [Google Scholar] [CrossRef]
- Yao, Y.; Quach, W.M.; Young, B. Simplified models for residual stresses and equivalent plastic strains in cold-formed steel elliptical hollow sections. Thin-Walled Struct. 2020, 154, 106835. [Google Scholar] [CrossRef]
- Quach, W.M.; Teng, J.G.; Chung, K.F. Residual stresses in steel sheets due to coiling and uncoiling: A closed-form analytical solution. Eng. Struct. 2004, 26, 1249–1259. [Google Scholar] [CrossRef]
- Quach, W.M. Residual Stresses in Cold-Formed Steel Sections and Their Effect on Column Behaviour. Ph.D. Thesis, The Hong Kong Polytechnic University, Hong Kong, China, 2005. [Google Scholar]
- Quach, W.M.; Cai, C. Deformationally-Induced Residual Stresses in cold-Formed Steel Circular Hollow Sections: An Analytical Solution. In Proceedings of the 4th International Conference–Steel & Composite Structures, Sydney, Australia, 21–23 July 2010; pp. 310–311. [Google Scholar]
- ABAQUS. Standard User’s Manual; Version 6.14; Hibbitt, Karlsson and Sorensen, Inc.: Providence, RI, USA, 2014. [Google Scholar]
- Quach, W.M.; Qiu, P. Strength and ductility of corner materials in cold-formed stainless steel sections. Thin-Walled Struct. 2014, 83, 28–42. [Google Scholar] [CrossRef]
- EN 1993-1-1; Eurocode 3: Design of Steel Structures, Part 1-1: General Rules and Rules for Buildings. CEN: Brussels, Belgium, 2005.
- RUKKI. Raex 400 Tube Circular; RUUKKI: Helsinki, Finland, 2014. [Google Scholar]
- RUKKI. Raex Wear-Resistant Steel; RUUKKI: Helsinki, Finland, 2015. [Google Scholar]
- Ueda, Y.; Murakawa, H.; Ma, N. Welding Deformation and Residual Stress Prevention; Butterworth-Heinemann: Waltham, MA, USA, 2012. [Google Scholar]
- Hübner, A.; Teng, J.G.; Saal, H. Buckling behaviour of large steel cylinders with patterned welds. Int. J. Press. Vessel. Pip. 2006, 83, 13–26. [Google Scholar] [CrossRef]
- Pircher, M.; Berry, P.A.; Bridge, R.Q. The Properties of Circumferential Weld-Induced Imperfections in Silos and Tanks; University of Western Sydney: Sydney, Australia, 2000. [Google Scholar]
- Komine, I.; Takahashi, I.; Ishiro, S. Heat control for electric resistance welding in steel pipe production. IEEE Control Systems Mag. 1987, 7, 10–14. [Google Scholar] [CrossRef]
- Scott, P.F. Key parameters of high frequency welding. In Proceedings of the Tube/Pipe Congress 96, Dusseldorf, Germany, 16–18 April 1996; pp. 1–17. [Google Scholar]
- Annette, O. Welding Handbook, Ninth Edition, Volume 3, Welding Processes, Part 2; American Welding Society: Doral, FL, USA, 2007. [Google Scholar]
- Scott, P. Selecting a welding frequency. Tube Pipe J. 2003, 12, 1–6. [Google Scholar]
- Ogawa, K.; Deng, D.; Kiyoshima, S.; Yanagida, N.; Saito, K. Investigations on welding residual stresses in penetration nozzles by means of 3D thermal elastic plastic FEM and experiment. Comput. Mater. Sci. 2009, 45, 1031–1042. [Google Scholar] [CrossRef]
- Choi, I.R.; Chung, K.S.; Kim, D.H. Thermal and mechanical properties of high-strength structural steel HSA800 at elevated temperatures. Mater. Des. 2014, 63, 544–551. [Google Scholar] [CrossRef]
- EN 1993-1-2; Eurocode 3: Design of Steel Structures, Part 1-2: General rules—Structural Fire Design. CEN: Brussels, Belgium, 2005.
- Chen, J.; Young, B. Design of high strength steel columns at elevated temperatures. J. Constr. Steel Res. 2008, 64, 689–703. [Google Scholar] [CrossRef]
- Li, H.T.; Young, B. Material properties of cold-formed high strength steel at elevated temperatures. Thin-Walled Struct. 2017, 115, 289–299. [Google Scholar] [CrossRef]
- Nagamachi, T.; Nakako, T.; Nakamura, D. Effects of roll diameter and offset on sectional shape of square steel pipe processed by roll forming. Mater. Trans. 2011, 52, 2159–2164. [Google Scholar] [CrossRef]
- Nagamachi, T.; Kitawaki, T.; Matsumura, K. Effects of ellipse preforming on cross-sectional shapes of square steel pipe formed by roll forming. Mater. Trans. 2013, 54, 2189–2194. [Google Scholar] [CrossRef]
- Nagamachi, T.; Nakako, T.; Nakamura, D. Effects of forming conditions of roll offset method on sectional shape at the corner of square steel pipe. Mater. Trans. 2013, 54, 1703–1708. [Google Scholar] [CrossRef]
- Wang, X.J. Cold-Formed Steel Production and Application; Metallurgical Industry Press: Beijing, China, 1994. [Google Scholar]
- Du, H.Q. Roll pass design of square pipe 200 mm × 60 mm × 3 mm. Welded Pipe Tube 2006, 29, 55–58. (In Chinese) [Google Scholar]
- Gardner, L.; Nethercot, D.A. Numerical modeling of stainless steel structural components—A consistent approach. J. Struct. Eng. 2004, 130, 1586–1601. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, Y.; Quach, W.-M. Numerical Study on Residual Stresses and Plastic Strains in Cold-Formed High-Strength Steel Circular Hollow Sections. Materials 2023, 16, 6337. https://doi.org/10.3390/ma16186337
Yao Y, Quach W-M. Numerical Study on Residual Stresses and Plastic Strains in Cold-Formed High-Strength Steel Circular Hollow Sections. Materials. 2023; 16(18):6337. https://doi.org/10.3390/ma16186337
Chicago/Turabian StyleYao, Ye, and Wai-Meng Quach. 2023. "Numerical Study on Residual Stresses and Plastic Strains in Cold-Formed High-Strength Steel Circular Hollow Sections" Materials 16, no. 18: 6337. https://doi.org/10.3390/ma16186337