
Analysis of Compressive Strength of Anhydrite Binder Using Full Factorial Design

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
- Y—a response;
- xi, xj—an independent factor;
- b0—an intercept;
- bi—a linear coefficient;
- bij—an interaction coefficient.
3. Results and Discussion
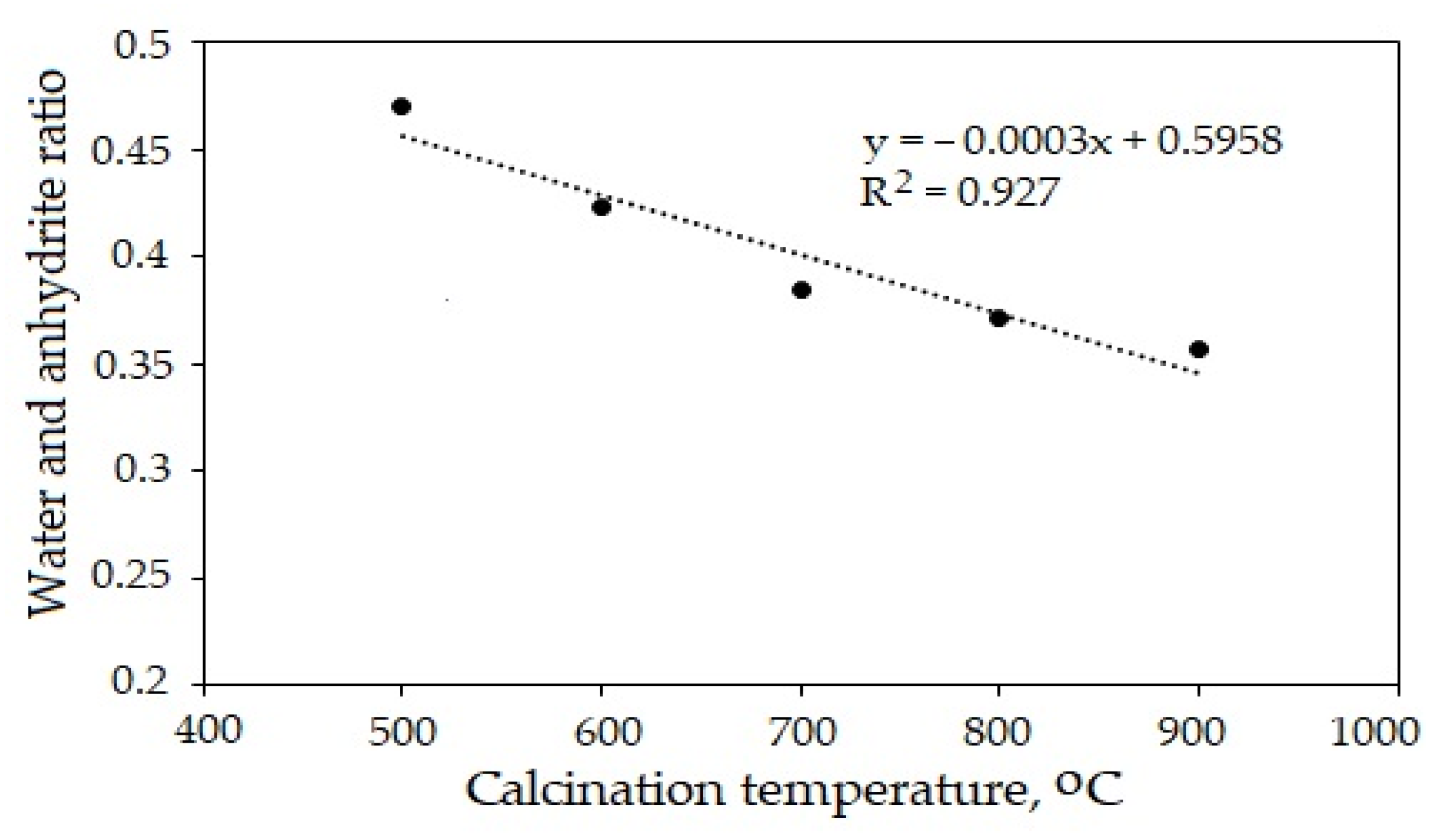
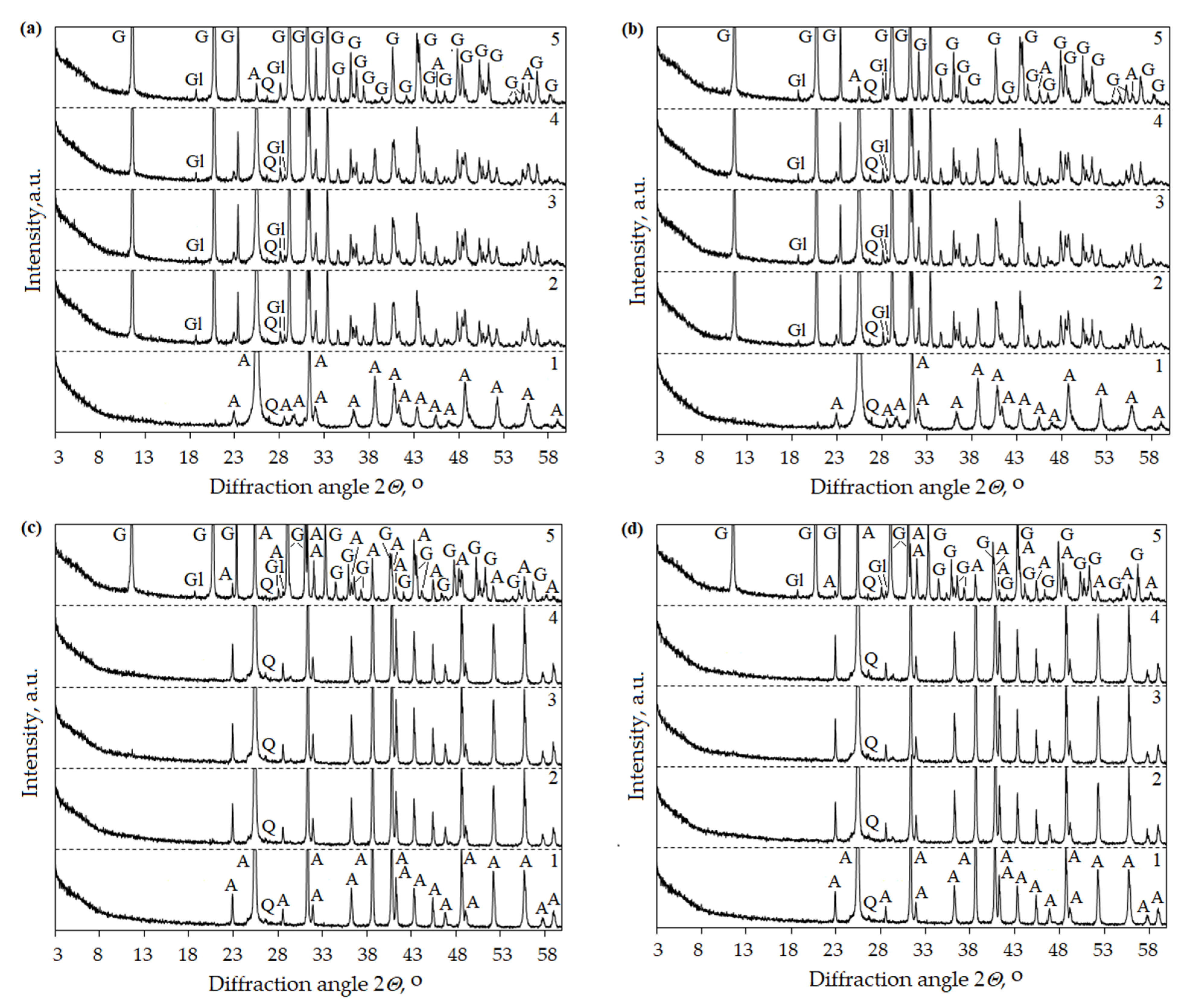
3.1. Calcination Temperature
3.2. Activators and Amount of Activator
3.3. Full Factorial Design and Statistical Methods
- —the response: the measured compressive strength of the anhydrite binder using different activators;
- x1, x2, x3—the independent factors: calcination temperature, hydration time and amount of activator;
- x12, x13, x23—the interaction between independent factors;
- b0—the intercept term;
- b1, b2, b3—the linear coefficients for the main factors;
- b12, b13, b23—the interaction coefficients for the interaction between corresponding factors.
- —the response: the calculated compressive strength of the anhydrite binder, MPa.
3.4. Model Verification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aakriti; Maiti, S.; Jain, N.; Malik, J. A comprehensive review of flue gas desulphurized gypsum: Production, properties, and applications. Constr. Build. Mater. 2023, 393, 131918. [Google Scholar] [CrossRef]
- Elvers, B.; Hawkins, S.; Schuz, G. Ullmann‘s Encyclopedia of Industrial Chemistry; VCH: Weinheim, Germany, 2001. [Google Scholar]
- EPA United States Environmental Protection Agency. Acid Rain Program: Acid Rain. Available online: https://www.epa.gov/airmarkets/acid-rain-program (accessed on 10 July 2023).
- Munawer, M.E. Human health and environmental impacts of coal combustion and post-combustion wastes. J. Sustain. Min. 2018, 17, 87–96. [Google Scholar] [CrossRef]
- Singh, A.; Agrawal, M. Acid rain and its ecological consequences. J. Environ. Biol. 2008, 29, 15–24. [Google Scholar] [PubMed]
- Ramme, B.W.; Tharaniyil, M.P. We Energies Coal Combustion Products Utilization Handbook, 3rd ed.; Wisconsin Electric Power Company: Milwaukee, WI, USA, 2013. [Google Scholar]
- Jiménez-Rivero, A.; García-Navarro, J. Characterization of quality recycled gypsum and plasterboard with maximized recycled content. Mater. Constr. 2017, 328, 137. [Google Scholar] [CrossRef]
- Koukouzas, N.; Vasilatos, C. Mineralogical and chemical properties of FGD gypsum from Florina, Greece. J. Chem. Technol. Biotechnol. 2008, 83, 20–26. [Google Scholar] [CrossRef]
- Wang, J.; Yang, P. Potential flue gas desulfurization gypsum utilization in agriculture: A comprehensive review. Renew. Sustain. Energy Rev. 2018, 82, 1969–1978. [Google Scholar] [CrossRef]
- Kaur, H.; Williard, K.W.J.; Schoonover, J.E.; Singh, G. Impact of Flue Gas Desulfurization Gypsum Applications to Corn-Soybean Plots on Surface Runoff Water Quality. Water Air Soil Pollut. 2022, 233, 1–14. [Google Scholar] [CrossRef]
- Zhong, S.; Ni, K.; Li, J. Properties of mortars made by uncalcined FGD gypsum-fly ash-ground granulated blast furnace slag composite binder. Waste Manag. 2012, 32, 1468–1472. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, Z.; Cheng, G.; Wu, C.; Li, J.; Jiang, W.; Wang, X.; Yang, S.; Wang, W. Collaborative recycling of red mud and FGD-gypsum into multi-shell cold bonded lightweight aggregates: Synergistic effect, structure design and application in sustainable concrete. Constr. Build. Mater. 2023, 379, 131134. [Google Scholar] [CrossRef]
- Cheng, P.; Chen, D.; Liu, H.; Zou, X.; Zhang, Y.; Xie, J.; Qing, C.; Chen, T. Enhanced adsorption capacity for phosphate in wastewater from thermally activated flue gas desulfurization gypsum. J. Chem. Technol. Biotechnol. 2018, 93, 1733–1741. [Google Scholar] [CrossRef]
- Hamid, A.; Wilson, A.E.; Torbert, H.A.; Wang, D. Sorptive removal of phosphorus by flue gas desulfurization gypsum in batch and column systems. Chemosphere 2023, 320, 138062. [Google Scholar] [CrossRef] [PubMed]
- Papageorgiou, A.; Tzouvalas, G.; Tsimas, S. Use of inorganic setting retarders in cement industry. Cem. Concr. Compos. 2005, 27, 183–189. [Google Scholar] [CrossRef]
- Caillahua, M.C.; Moura, F.J. Technical feasibility for use of FGD gypsum as an additive setting time retarder for Portland cement. J. Mater. Res. Technol. 2018, 7, 190–197. [Google Scholar] [CrossRef]
- Xu, Z.; Hu, D.; An, R.; Lin, L.; Xiang, Y.; Han, L.; Yu, Y.; Ning, L.; Wu, J. Preparation of superfine and semi-hydrated flue gas desulfurization gypsum powder by a superheated steam powdered jet mill and its application to produce cement pastes. Case Stud. Constr. Mater. 2022, 17, e01549. [Google Scholar] [CrossRef]
- Xu, L.; Wu, K.; Li, N.; Zhou, X.; Wang, P. Utilization of flue gas desulfurization gypsum for producing calcium sulfoaluminate cement. J. Clean. Prod. 2017, 161, 803–811. [Google Scholar] [CrossRef]
- Lei, D.-Y.; Guo, L.-P.; Sun, W.; Liu, J.-P.; Miao, C.-W. Study on properties of untreated FGD gypsum-based high-strength building materials. Constr. Build. Mater. 2017, 153, 765–773. [Google Scholar] [CrossRef]
- Pedreño-Rojas, M.; De Brito, J.; Flores-Colen, I.; Pereira, M.F.C.; Rubio-De-Hita, P. Influence of gypsum wastes on the workability of plasters: Heating process and microstructural analysis. J. Build. Eng. 2020, 29, 101143. [Google Scholar] [CrossRef]
- Wu, C.; He, J.; Wang, K.; Yang, L.; Wang, F. Enhance the mechanical and water resistance performance of flue gas desulfurization gypsum by quaternary phase. Constr. Build. Mater. 2023, 387, 131565. [Google Scholar] [CrossRef]
- Gou, M.; Zhao, M.; Zhou, L.; Zhao, J.; Hou, W.; Ma, W.; Hou, Z. Hydration and mechanical properties of FGD gypsum-cement-mineral powder composites. J. Build. Eng. 2023, 69, 106288. [Google Scholar] [CrossRef]
- Miao, M.; Feng, X.; Wang, G.; Cao, S.; Shi, W.; Shi, L. Direct transformation of FGD gypsum to calcium sulfate hemihydrate whiskers: Preparation, simulations, and process analysis. Particuology 2015, 19, 53–59. [Google Scholar] [CrossRef]
- Liu, C.; Zhao, Q.; Wang, Y.; Shi, P.; Jiang, M. Hydrothermal synthesis of calcium sulfate whisker from flue gas desulfurization gypsum. Chin. J. Chem. Eng. 2016, 24, 1552–1560. [Google Scholar] [CrossRef]
- Yang, L.; Guan, B.; Wu, Z. Characterization and precipitation mechanism of α-calcium sulfate hemihydrate growing out of FGD gypsum in salt solution. Sci. China Technol. Sci. 2009, 52, 2688–2694. [Google Scholar] [CrossRef]
- Li, J.; Zhuang, X.; Leiva, C.; Cornejo, A.; Font, O.; Querol, X.; Moeno, N.; Arenas, C.; Fernández-Pereira, C. Potential utilization of FGD gypsum and fly ash from a Chinese power plant for manufacturing fire-resistant panels. Constr. Build. Mater. 2015, 95, 910–921. [Google Scholar] [CrossRef]
- Maiti, S.; Jain, N.; Malik, J.; Baliyan, A. Light Weight Plasters Containing Vermiculite and FGD Gypsum for Sustainable and Energy Efficient Building Construction Materials. J. Inst. Eng. (India) Ser. A 2023, 104, 603–614. [Google Scholar] [CrossRef]
- Ludwig, U.; Khan, N.Y.; Hubner, G. High performance anhydrite and hemihydrate binders from flue gas desulphurization and chemical gypsum. In Proceedings of the 4th International Conference on FGD and Other Synthetic Gypsum, Toronto, ON, Canada, 16–18 May 1995; Volume 19, pp. 19–23. [Google Scholar]
- Fridrichova, M.; Kulisek, K.; Novak, J.; Dvarakova, V. Some Aspects of FGD-Gypsum Utilization 14; Internationale Baustofftagung, Ibausil: Weimar, Germany, 2000; pp. 1.0241–1.0246. [Google Scholar]
- Carvalho, H.D.S.; Rocha, J.C.; Cheriaf, M. Influence of bottom ash and red mud additions on self-leveling underlayment properties. Cerâmica 2022, 68, 199–210. [Google Scholar] [CrossRef]
- Leškevičienė, V.; Nizevičienė, D.; Kybartienė, N.; Valančius, Z. Investigation of anhydrite cement production from flue gas desulphurization gypsum with the addition of bottle glass or cupola dust. Cement Wapno Beton 2018, 1, 30–39. [Google Scholar]
- Bruker, X-ray S8 Tiger WD Series 2 Technical Details. Available online: https://www.bruker.com/products/x-ray-diffraction-andelemental-analysis/x-ray-fuorescence/s8-tiger.html (accessed on 11 May 2023).
- Bruker, D8 Advance Diffractometer (Bruker AXS) Technical Details. Available online: https://www.bruker.com/products/x-ray-difractionand-elemental-analysis/x-ray-difraction/d8-advance.html (accessed on 15 May 2023).
- BS EN 196-6:2005; Methods of Testing Cement, Determination of Fineness. BSI British Standard: London, UK, 2005.
- BS EN 196-3:2005; Methods of Testing Cement, Determination of Setting Times and Soundness. BSI British Standard: London, UK, 2005.
- BS EN 196-1:2005; Methods of Testing Cement, Determination of Strength. BSI British Standard: London, UK, 2005.
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Guo, H.; Mettas, A. Design of Experiments and Data Analysis. In Proceedings of the Annual Reliability and Maintainability Symposium, Reno, NV, USA, 23–26 January 2012. [Google Scholar]
- Reliasoft Corporation, Experimental Design & Analysis Reference. Available online: https://www.reliawiki.com/index.php/Accelerated_Life_Testing_Data_Analysis_Reference (accessed on 15 May 2023).
- Wackerly, D.; Mendenhall, W.; Scheaffer, R.L. Mathematical Statistics with Applications, 7th ed.; Thomson Brooks/Cole: Pacific Grove, CA, USA, 2008. [Google Scholar]
- Lewis, C.D. Industrial and Business Forecasting Methods: A Radical Guide to Exponential Smoothing and Curve Fitting; Butterworth Scientific: London, UK; Boston, MA, USA, 1982. [Google Scholar]
- Elert, K.; Bel-Anzué, P.; Burgos-Ruiz, M. Influence of calcination temperature on hydration behavior, strength, and weathering resistance of traditional gypsum plaster. Constr. Build. Mater. 2023, 367, 130361. [Google Scholar] [CrossRef]
- Seki, Y.; Seyhan, S.; Yurdakoc, M. Removal of boron from aqueous solution by adsorption on Al2O3 based materials using full factorial design. J. Hazard. Mater. 2006, 138, 60–66. [Google Scholar] [CrossRef]
- Leskevicienė, V.; Nizevicienė, D. Influence of the setting activators on the physical mechanical properties of phosphoanhydrite. Chem. Ind. Chem. Eng. Q. 2014, 20, 233–240. [Google Scholar] [CrossRef]
- Kamel, A.M.A.; Marie, H.A.H.; Mahmoud, H.A.; Ali, M.F. Evaluation of sulphate activators as consolidants for the transformed gypsum in historic stucco. Intern. J. Cons. Sc. 2015, 6, 299–312. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents, wt. % | |||||
|---|---|---|---|---|---|
| CaO | SO3 | Al2O3 | Fe2O3 | SiO2 | Ign. Loss |
| 33.50 | 46.0 | 0.31 | 0.15 | 1.25 | 20.14 |
| Hydration Time, Days | Compression Strength, MPa | ||||
|---|---|---|---|---|---|
| Calcination Temperature, °C | |||||
| 500 | 600 | 700 | 800 | 900 | |
| 3 days | 2.04 | 2.00 | 1.02 | 0.51 | - |
| 28 days | 4.10 | 8.68 | 10.40 | 21.27 | 26.5 |
| 28 days (dry samples) | 10.81 | 14.32 | 17.97 | 27.63 | 34.6 |
| Independent Factor | Units | Coding | Range | |
|---|---|---|---|---|
| High Level (+1) | Low Level (−1) | |||
| Calcination temperature | °C | x1 | 800 | 500 |
| Hydration time | days | x2 | 28 | 3 |
| Amount of activator | % | x3 | 2 | 0 |
| Run | Independent Factor | Compressive Strength, MPa | ||||||
|---|---|---|---|---|---|---|---|---|
| Actual Values | Coded Values | |||||||
| Calcination Temperature, °C | Hydration Time, Days | Amount of Activator, % | x1 | x2 | x3 | Y1 Using K2SO | Y2 Using Na2SO4 | |
| 1 | 800 | 28 | 2 | 1 | 1 | 1 | 32.92 | 31.60 |
| 2 | 500 | 28 | 2 | −1 | 1 | 1 | 17.60 | 16.83 |
| 3 | 800 | 3 | 2 | 1 | −1 | 1 | 4.55 | 3.48 |
| 4 | 500 | 3 | 2 | −1 | −1 | 1 | 10.05 | 9.27 |
| 5 | 800 | 28 | 0 | 1 | 1 | −1 | 21.27 | 21.27 |
| 6 | 500 | 28 | 0 | −1 | 1 | −1 | 4.10 | 4.10 |
| 7 | 800 | 3 | 0 | 1 | −1 | −1 | 0.51 | 0.21 |
| 8 | 500 | 3 | 0 | −1 | −1 | −1 | 2.20 | 2.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nizevičienė, D.; Kybartienė, N.; Jusas, V. Analysis of Compressive Strength of Anhydrite Binder Using Full Factorial Design. Materials 2023, 16, 6265. https://doi.org/10.3390/ma16186265
Nizevičienė D, Kybartienė N, Jusas V. Analysis of Compressive Strength of Anhydrite Binder Using Full Factorial Design. Materials. 2023; 16(18):6265. https://doi.org/10.3390/ma16186265
Chicago/Turabian StyleNizevičienė, Dalia, Nora Kybartienė, and Vacius Jusas. 2023. "Analysis of Compressive Strength of Anhydrite Binder Using Full Factorial Design" Materials 16, no. 18: 6265. https://doi.org/10.3390/ma16186265