
Advanced Fabrication Method and Mechanical Properties of Silicon Nitride/Boron Nitride Fibrous Monolithic Ceramics

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
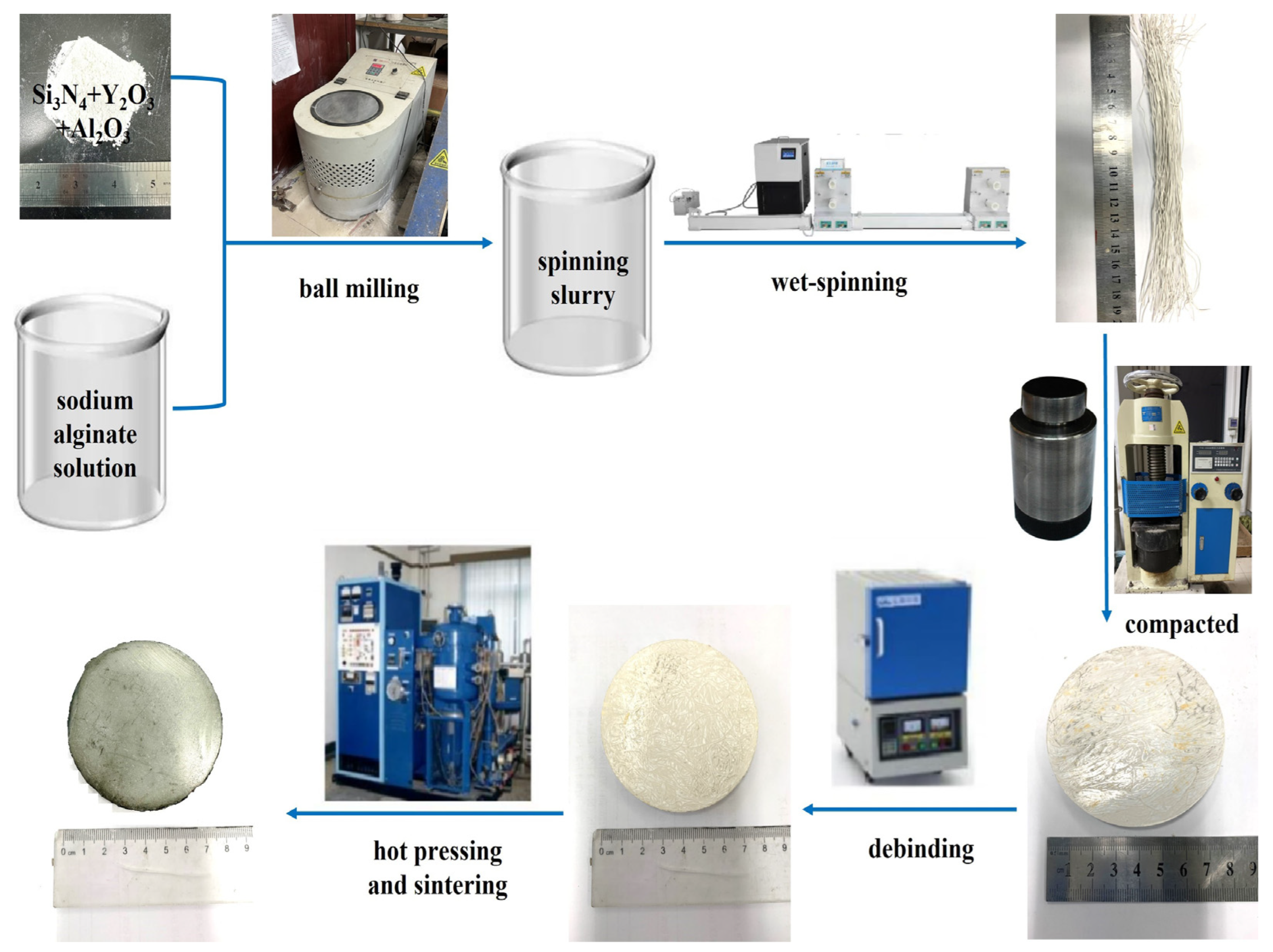
2.1. Materials and Formulation of Spinning Solutions
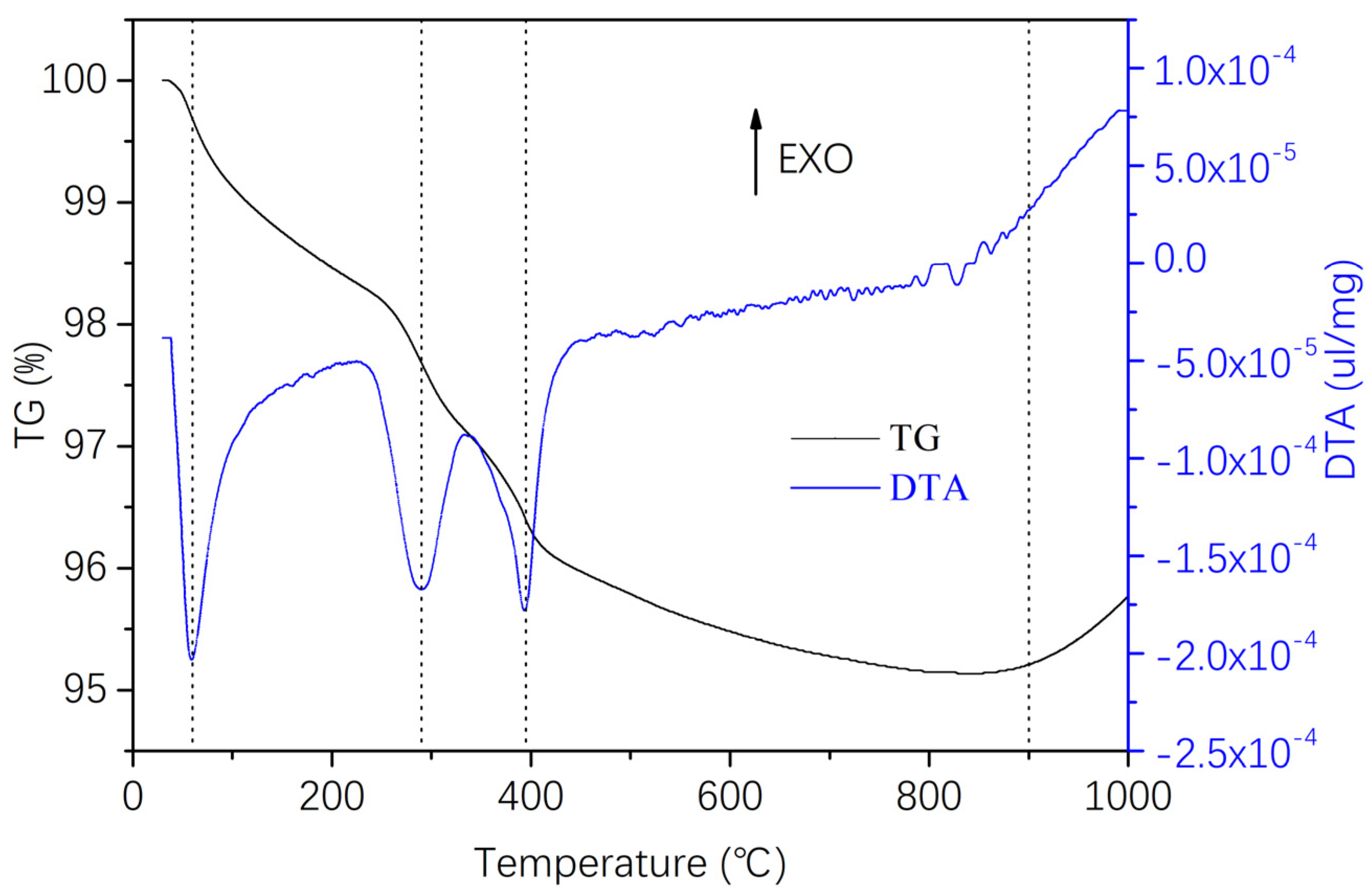
2.2. Rheological Properties of Spinning Solution and TG Analysis
2.3. Sample Spinning, Drying, and Sintering
2.4. Testing Methods
3. Results
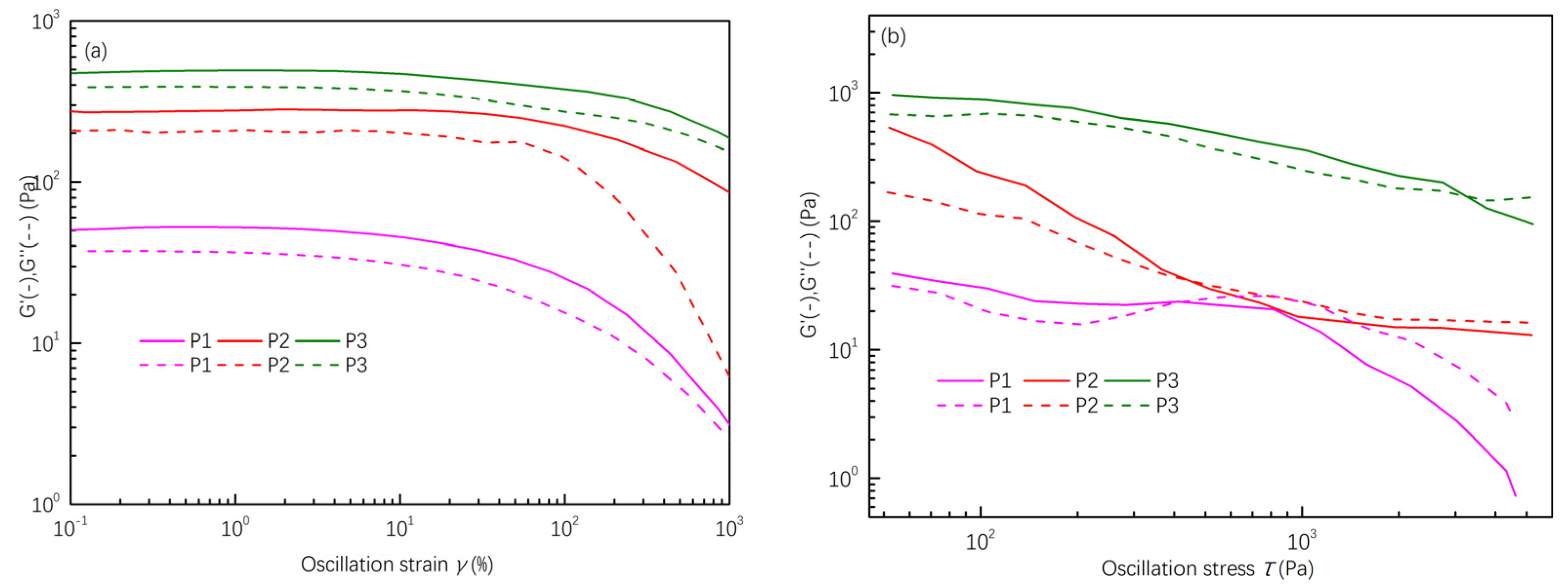
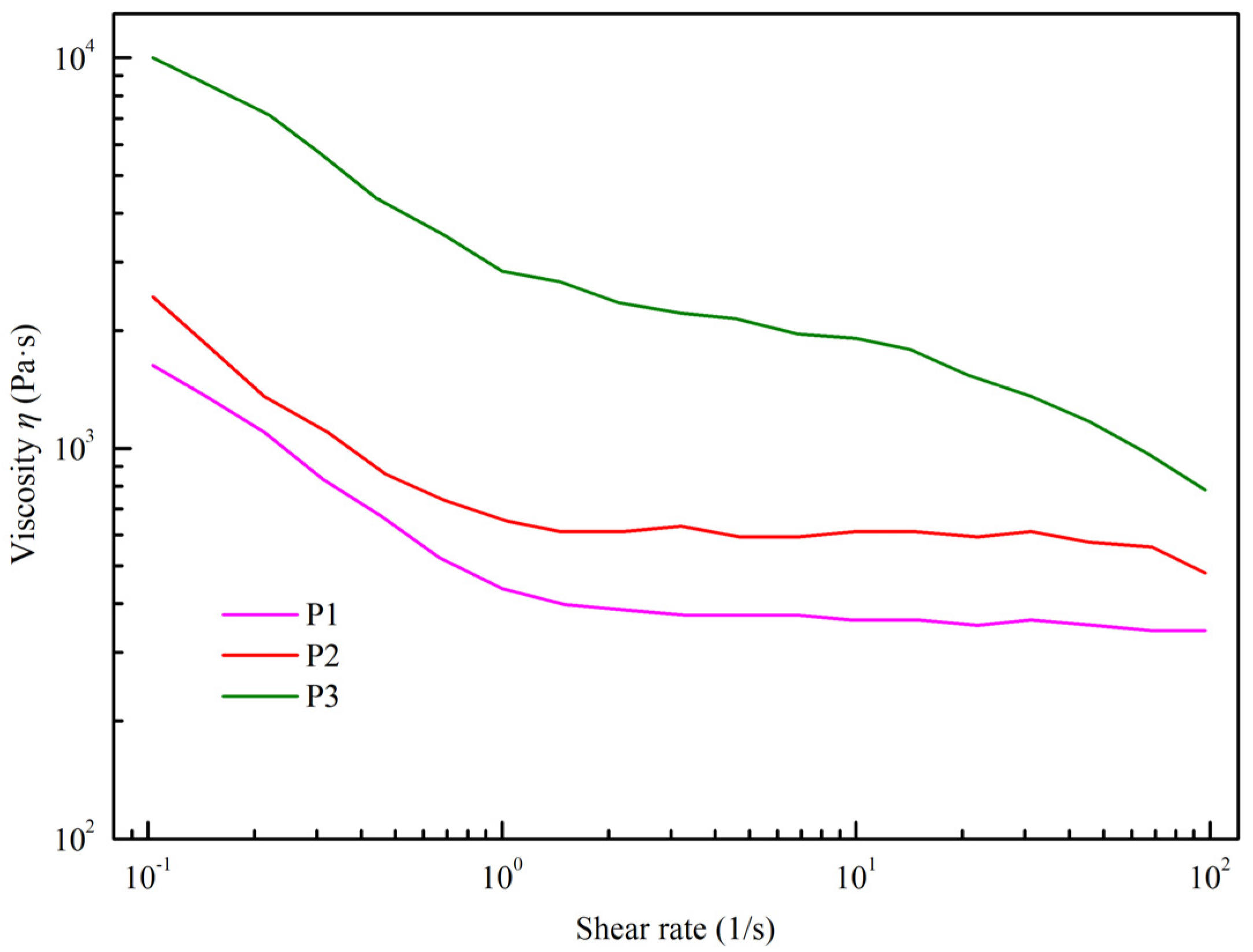
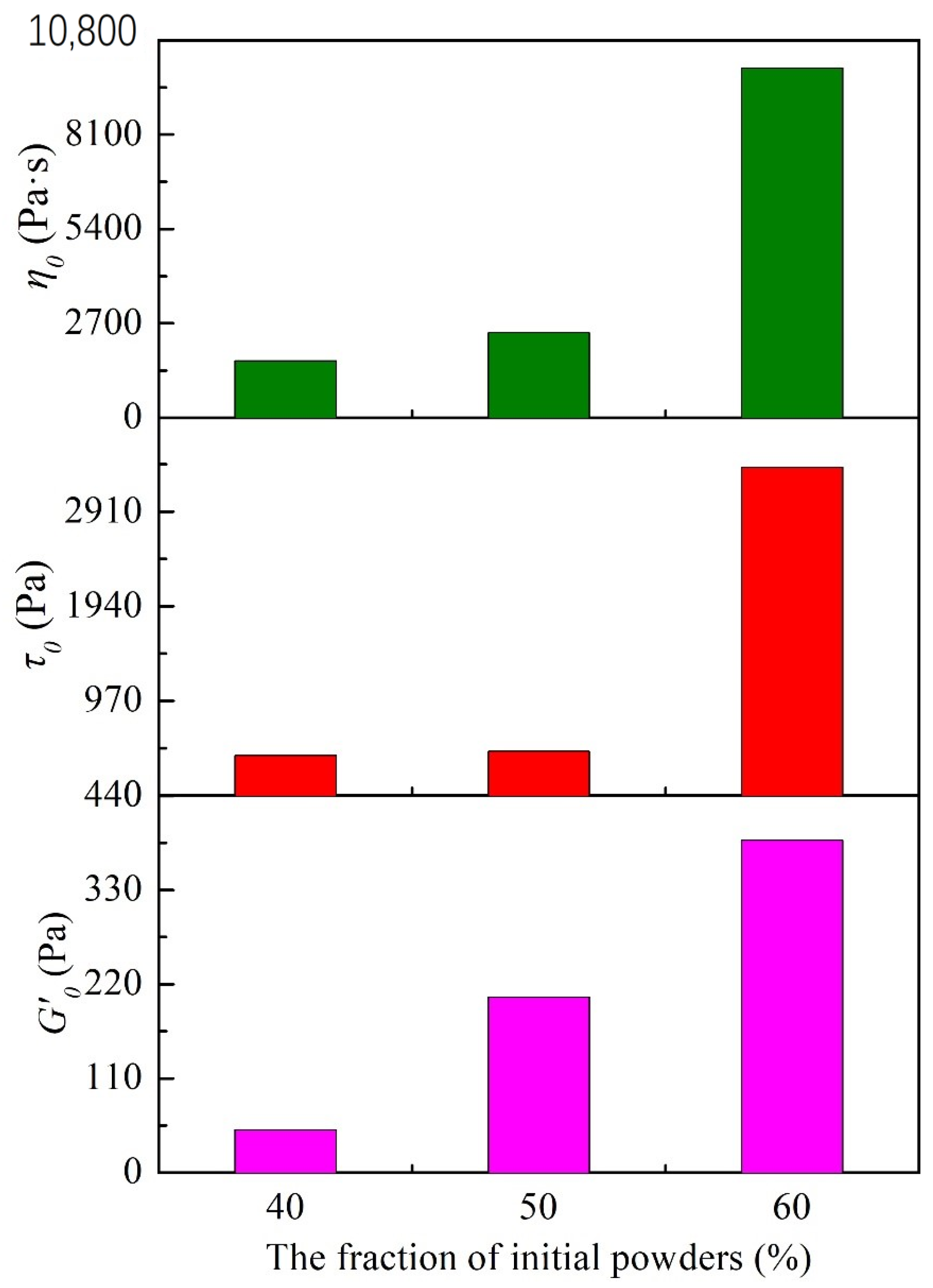
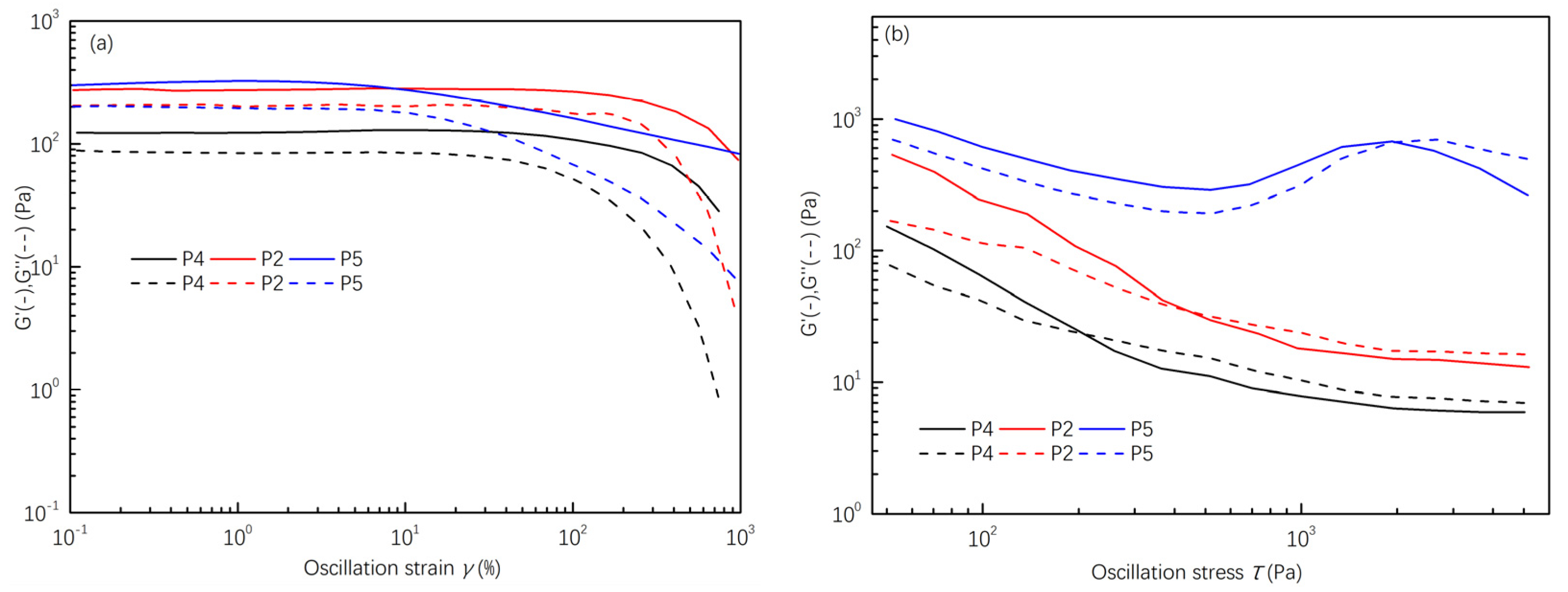
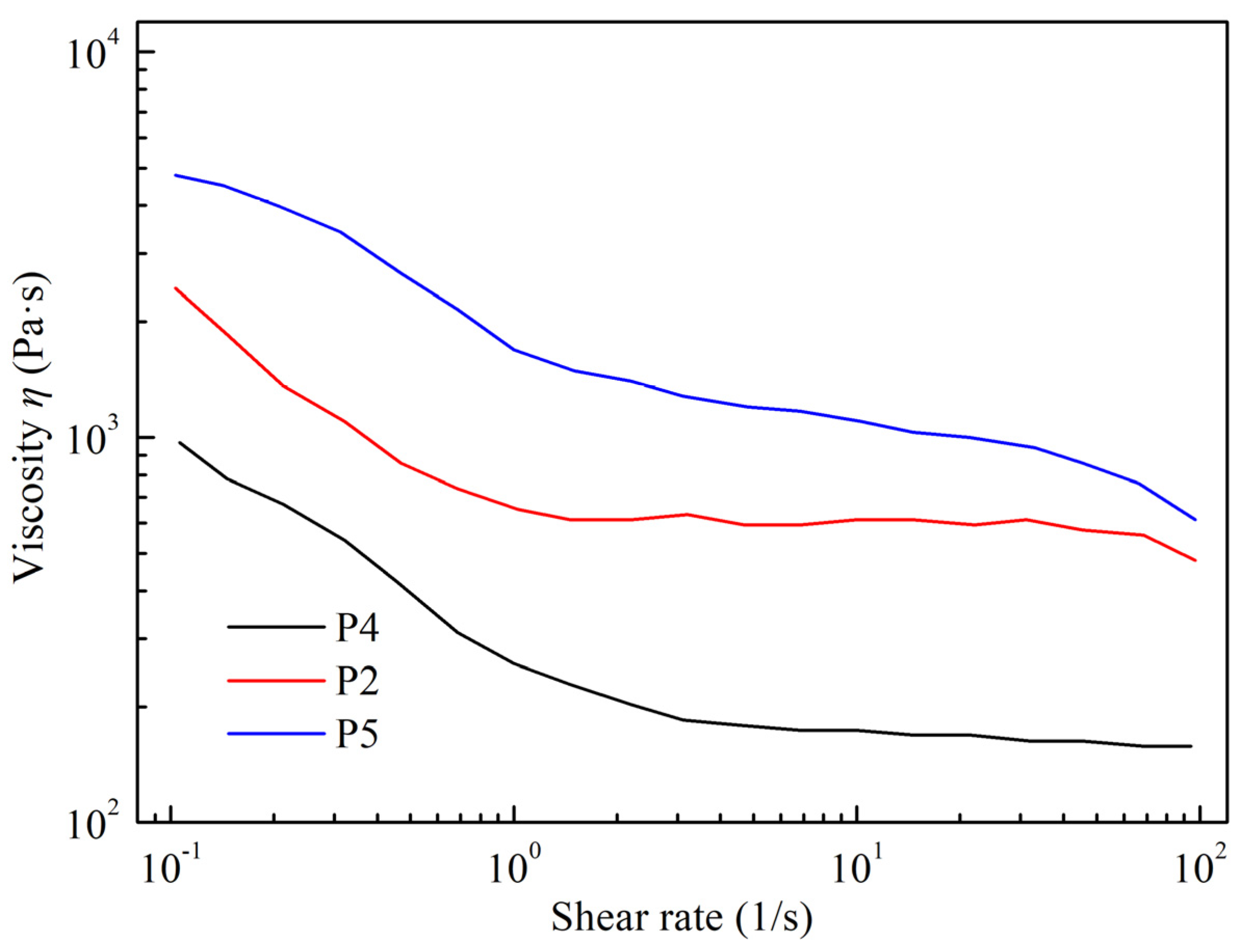
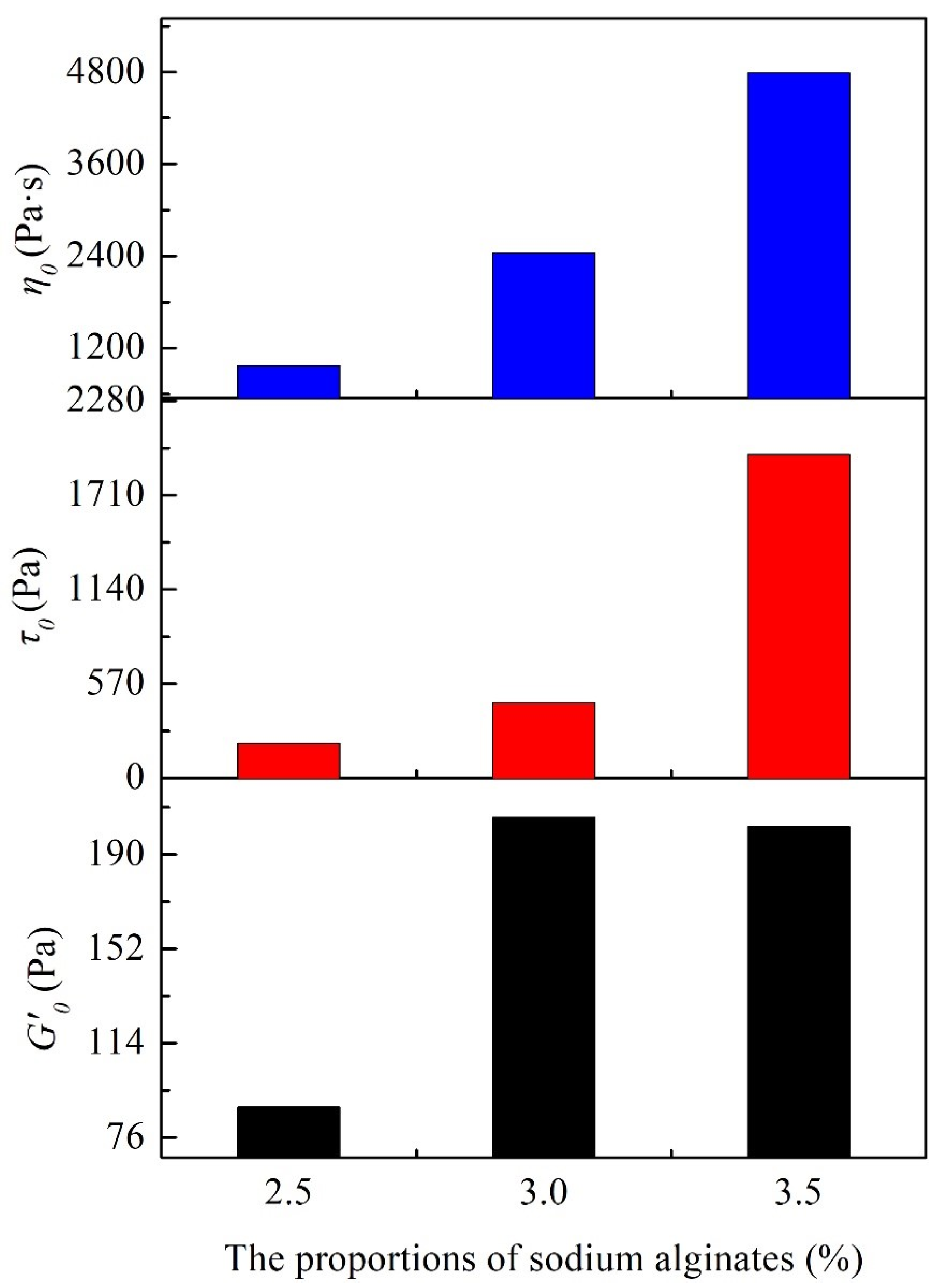
3.1. Rheological Properties
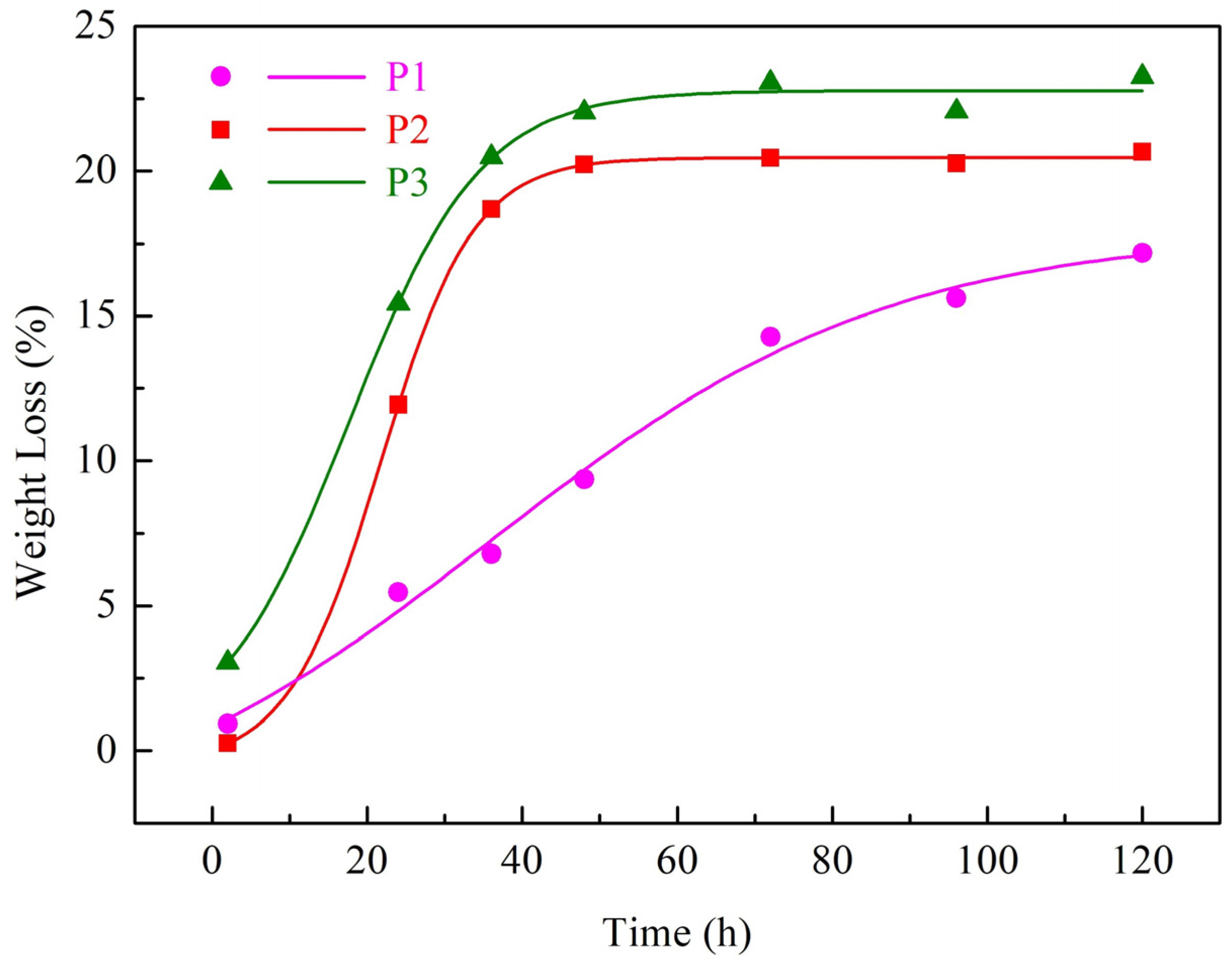
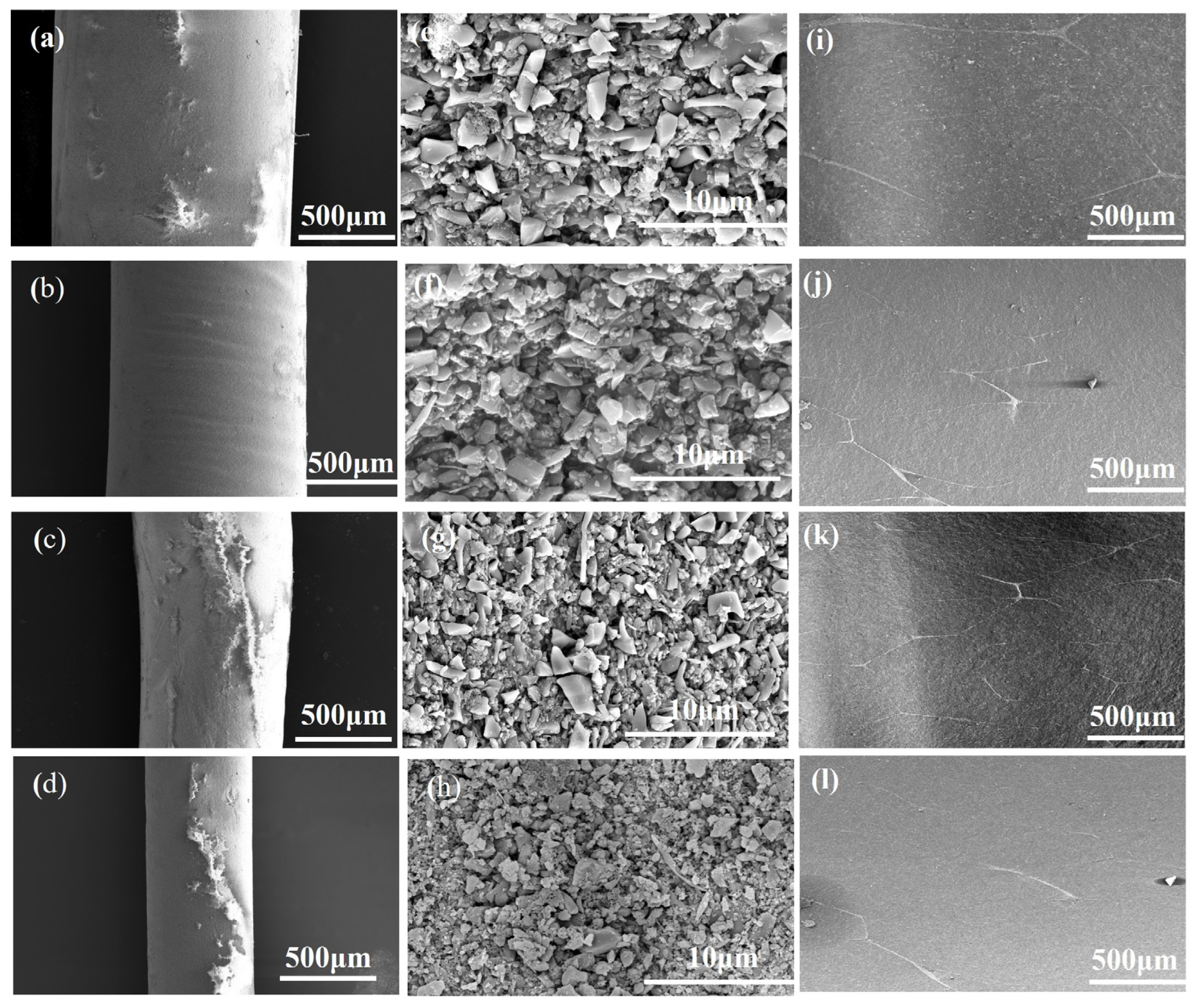
3.2. Drying and Defoaming Processes for Green Bodies
3.2.1. Drying Process for Green Bodies
3.2.2. Defoaming Process for Green Bodies
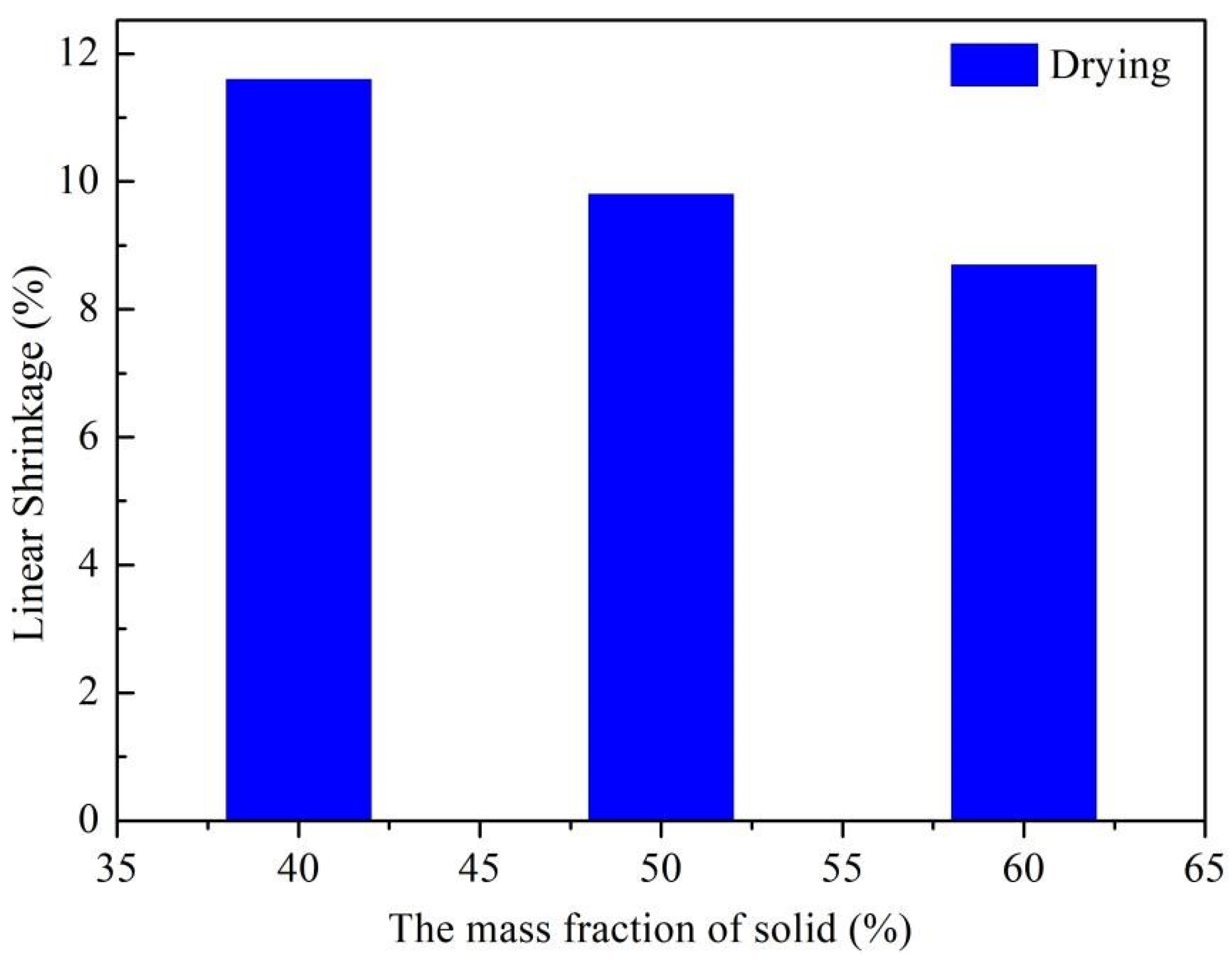
3.2.3. Shrinkage Rate for Green Bodies
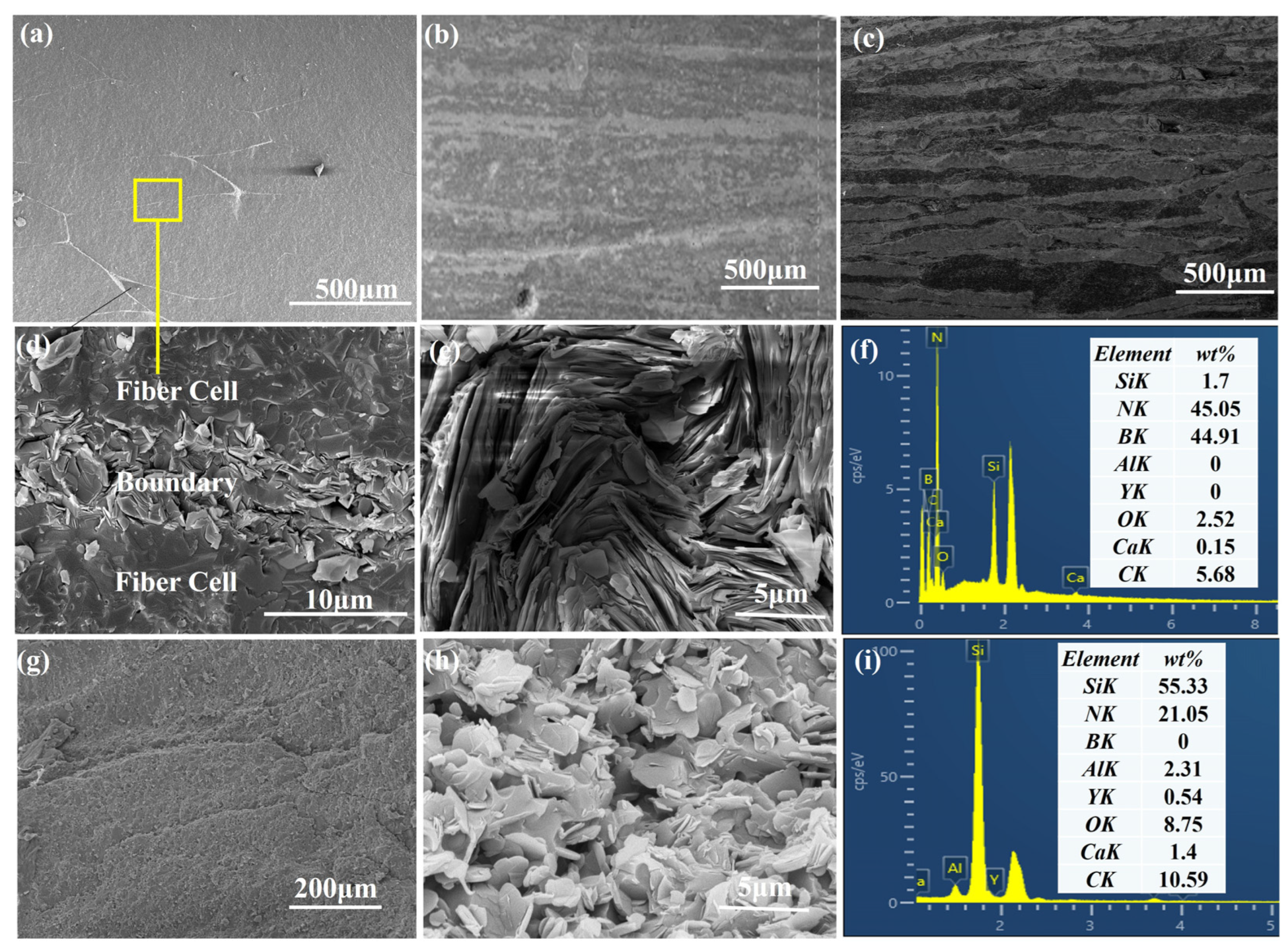
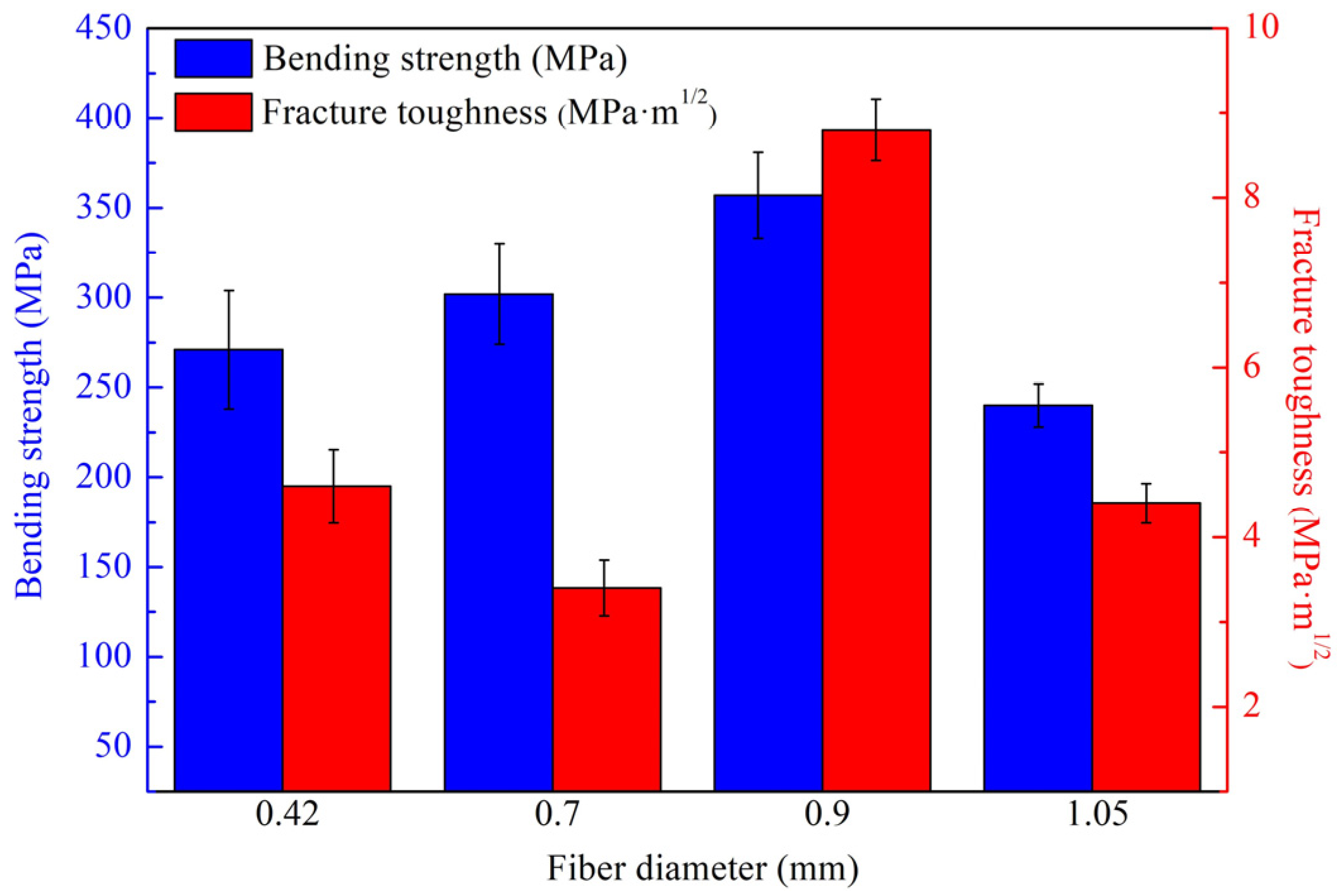
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Heidari, F.; Afghahi, S.S.S.; Mohammadi, E.; Bahri, M.; Valmoozi, A.A.E. A novel Si3N4/BAS/BN composite synthesized by spark plasma sintering. Ceram. Int. 2023, 49, 2073–2080. [Google Scholar] [CrossRef]
- Huang, S.W.; Li, Y.H.; Yang, P.; Sheng, P.F.; Ou, J.; Ning, T.R.; Wu, S.H. Cure behaviour and mechanical properties of Si3N4 ceramics with bimodal particle size distribution prepared using digital light processing. Ceram. Int. 2023, 49, 12166–12172. [Google Scholar] [CrossRef]
- Tang, S.J.; Guo, W.M.; Sun, S.K.; Lin, H.T. Design strategy of phase and microstructure of Si3N4 ceramics with simultaneously high hardness and toughness. J. Adv. Ceram. 2023, 12, 122–131. [Google Scholar] [CrossRef]
- Sun, L.C.; Tang, Y.D.; Cui, Y.; Du, T.F.; Zhou, C.; Ma, B.Y.; Wang, J.Y. On the fabrication and mechanical properties of Si3N4 ceramics with low content sintering additives. Int. J. Appl. Ceram. Technol. 2023, 20, 1269–1277. [Google Scholar] [CrossRef]
- Mazumder, S.; Metselaar, H.S.C.; Sukiman, N.L.; Zulkifli, N.W.M. Friction and wear behavior of fluoride added Si3N4-SiC ceramic composites at elevated temperature. Ceram. Int. 2023, 49, 12787–12795. [Google Scholar] [CrossRef]
- Selvarajan, L.; Rajavel, R.; Venkataramanan, K.; Srinivasan, V.P. Experimental investigation on surface morphology and recasting layer of Si3N4-TiN composites machined by die-sinking and rotary EDM. Ceram. Int. 2023, 49, 8487–8501. [Google Scholar] [CrossRef]
- Mu, X.Y.; Chen, Z.Q.; Zhang, S.; Chen, H.; Xiao, G.C.; Yi, M.D.; Zhang, J.J.; Zhou, T.T.; Xu, C.H. Mechanism of improving the mechanical properties of Si3N4/TiC ceramic tool materials prepared by spark plasma sintering. Int. J. Appl. Ceram. Technol. 2023, 20, 2422–2437. [Google Scholar] [CrossRef]
- Dang, X.L.; Zhao, D.L.; Guo, T.; Fan, X.M.; Xue, J.M.; Ye, F.; Liu, Y.S.; Cheng, L.F. Oxidation behaviors of carbon fiber reinforced multilayer SiC-Si3N4 matrix composites. J. Adv. Ceram. 2022, 11, 354–364. [Google Scholar] [CrossRef]
- Hai, G.; Yong, H.; Wang, C.A. Preparation and properties of fibrous monolithic ceramics by in-situ synthesizing. J. Mater. Sci. 1999, 34, 2455–2459. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, C.A.; Guo, H.; Cai, S.Y.; Xie, Z.P.; Yang, J.L. Preparation and properties of fibrous monolithic ceramics by in-situ synthesizing. In Proceedings of the First China International Conference on High-Performance Ceramics; Springer: Berlin/Heidelberg, Germany, 2001; pp. 76–80. [Google Scholar]
- Koh, Y.H.; Kim, H.W.; Kim, H.E. Mechanical properties of fibrous monolithic Si3N4/BN ceramics with different cell boundary thicknesses. J. Eur. Ceram. Soc. 2004, 24, 699–703. [Google Scholar] [CrossRef]
- Koh, Y.H.; Kim, H.W.; Kim, H.E.; Halloran, J.W. Thermal shock resistance of fibrous monolithic Si3N4/BN ceramics. J. Eur. Ceram. Soc. 2004, 24, 2339–2347. [Google Scholar] [CrossRef]
- Li, S.Q.; Huang, Y.; Luo, Y.M.; Wang, C.A.; Li, C.W. Thermal shock behavior of SiC whisker reinforced Si3N4/BN fibrous monolithic ceramics. Mater. Lett. 2003, 57, 1670–1674. [Google Scholar] [CrossRef]
- Li, S.Q.; Huang, Y.; Wang, C.G.; Luo, Y.M.; Zou, L.H.; Li, C.W. Creep behavior of SiC whisker-reinforced Si3N4/BN fibrous monolithic ceramics. J. Eur. Ceram. Soc. 2001, 21, 841–845. [Google Scholar] [CrossRef]
- Li, S.Q.; Huang, Y.; Wang, C.G.; Zan, Q.F.; Li, C.W. Mechanical properties of Si3N4/BN fibrous monolithic ceramics at elevated-temperature. J. Mater. Sci. 2001, 36, 4103–4106. [Google Scholar] [CrossRef]
- Lienard, S.Y.; Kovar, D.; Moon, R.J.; Bowman, K.J.; Halloran, J.W. Texture development in Si3N4/BN fibrous monolithic ceramics. J. Mater. Sci. 2000, 35, 3365–3371. [Google Scholar] [CrossRef]
- Trice, R.W.; Halloran, J.W. Effect of sintering aid composition on the processing of Si3N4/BN fibrous monolithic ceramics. J. Am. Ceram. Soc. 1999, 82, 2943–2947. [Google Scholar] [CrossRef]
- Baudin, C.; Martínez, R.; Pena, P. High-temperature mechanical behavior of stoichiometric magnesium spinel. J. Am. Ceram. Soc. 1995, 78, 1857–1862. [Google Scholar] [CrossRef]
- Wang, P.J.; Ying, G.B. Preparation of High Strength Porous Silicon Nitride Ceramics by Gel-casting. J. Chin. Ceram. Soc. 2014, 5, 1496–1500. [Google Scholar]
- Cheng, Y.H.; Hu, Y.F.; Han, W.B. Microstructure, mechanical behavior and oxidation resistance of disorderly assembled ZrB2-based short fibrous monolithic ceramics. J. Eur. Ceram. Soc. 2019, 39, 2794–2804. [Google Scholar] [CrossRef]
- Wang, S.; Jia, D.; Yang, Z.; Duan, X.; Tian, Z.; Zhou, Y. Effect of BN content on microstructures, mechanical and dielectric properties of porous BN/Si3N4 composite ceramics prepared by gel casting. Ceram. Int. 2013, 39, 4231–4237. [Google Scholar] [CrossRef]
- Zhao, D.; Zhang, Y.; Gong, H.; Zhao, L. Effect of BN whiskers on dielectric and mechanical properties of BNw/Si3N4 composites. Mater. Res. Innov. 2011, 15, 226–228. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, Y.; Gong, H.; Wang, X.; Sun, H. Effects of Y2O3–MgO nanopowders content on mechanical and dielectric properties of porous BN/Si3N4 composites. Ceram. Int. 2015, 41, 3618–3623. [Google Scholar] [CrossRef]
- Zhuang, Y.; Wang, S.; Jia, D.; Sun, B.; Li, Q.; Zhang, P.; Zhou, Y. Fabrication of gel cast BN/Si3N4 composite ceramics from surface-coated BN powder. Mater. Sci. Eng. A 2015, 626, 27–33. [Google Scholar] [CrossRef]
- Zhou, J.; Cheng, L.; Ye, F.; Zhang, L.; Liu, Y.; Cui, X.; Fu, Z. The control of interfacial bonding state and optimization of mechanical properties of Si3N4f/BN/Si3N4 composites via different synthesis technologies. J. Eur. Ceram. Soc. 2021, 41, 1739–1746. [Google Scholar] [CrossRef]
- Zhou, J.; Ye, F.; Cheng, L.; Li, M.; Cui, X.; Fu, Z.; Zhang, L.; Chai, N. Effects of heat treatment on mechanical properties of 3D Si3N4f/BN/Si3N4 composites by PIP. J. Eur. Ceram. Soc. 2021, 41, 6905–6914. [Google Scholar] [CrossRef]
- Yuan, B.; Liu, J.X.; Zhang, G.J.; Kan, Y.M.; Wang, P.L. Silicon nitride/boron nitride ceramic composites fabricated by reactive pressureless sintering. Ceram. Int. 2009, 35, 2155–2159. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| α-Si3N4 (wt.%) | Y2O3 (wt.%) | Al2O3 (wt.%) |
|---|---|---|
| 95 | 3.57 | 1.43 |
| Samples | Initial Powders (wt.%) | Deionized Water (wt.%) | Sodium Alginates (wt.%) |
|---|---|---|---|
| P1 | 40 | 58.2 | 1.8 |
| P2 | 50 | 48.75 | 1.25 |
| P3 | 60 | 38.8 | 1.2 |
| P4 | 50 | 49 | 1 |
| P5 | 50 | 48.5 | 1.5 |
| Composition (wt.%) | Sintering Method | Bending Strength (MPa) | Fracture Toughness (MPa·m1/2) | References |
|---|---|---|---|---|
| Si3N4/BN | gel cast | 128 | 2.0 | [21] |
| Si3N4/BN | gas pressure sintering | 215 | 4.31 | [22] |
| Si3N4/BN | pressureless sintering | 243 | 2.75 | [23] |
| Si3N4/BN | gel cast/pressureless sintering | 190.1 | 4.16 | [24] |
| Si3N4f/BN/Si3N4 | CVI | 98 ± 9 | 3.7 ± 0.3 | [25] |
| 3D Si3N4f/BN/Si3N4 | PIP | 191 ± 13 | 5.8 ± 0.5 | [26] |
| Si3N4/BN | reaction bonding technology | 160 | — | [27] |
| Si3N4/BN | wet spinning/hot pressing/inert atmosphere debinding | 380 | 10 | [11,12] |
| Si3N4/BN/SiCf | wet spinning/hot pressing/inert atmosphere debinding | 705.4 | 23.95 | [13,14,15] |
| Si3N4/BN/β-Si3N4 | wet spinning/hot pressing/inert atmosphere debinding | 530.6 | 17.16 | [16,17] |
| Si3N4/BN-1 (0.42 mm) | wet spinning/hot pressing/air atmosphere debinding | 271 ± 33 | 4.6 ± 0.43 | This work |
| Si3N4/BN-2 (0.70 mm) | wet spinning/hot pressing/air atmosphere debinding | 302 ± 28 | 3.4 ± 0.33 | This work |
| Si3N4/BN-3 (0.90 mm) | wet spinning/hot pressing/air atmosphere debinding | 357 ± 24 | 8.8 ± 0.36 | This work |
| Si3N4/BN-4 (1.05 mm) | wet spinning/hot pressing/air atmosphere debinding | 240 ± 12 | 4.4 ± 0.23 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Q.; Zhang, Y.; Chao, L.; Dong, N.; Zhou, Y.; Ying, G. Advanced Fabrication Method and Mechanical Properties of Silicon Nitride/Boron Nitride Fibrous Monolithic Ceramics. Materials 2023, 16, 6130. https://doi.org/10.3390/ma16186130
Chen Q, Zhang Y, Chao L, Dong N, Zhou Y, Ying G. Advanced Fabrication Method and Mechanical Properties of Silicon Nitride/Boron Nitride Fibrous Monolithic Ceramics. Materials. 2023; 16(18):6130. https://doi.org/10.3390/ma16186130
Chicago/Turabian StyleChen, Qingqing, Yuan Zhang, Liuxin Chao, Ningning Dong, Yu Zhou, and Guobing Ying. 2023. "Advanced Fabrication Method and Mechanical Properties of Silicon Nitride/Boron Nitride Fibrous Monolithic Ceramics" Materials 16, no. 18: 6130. https://doi.org/10.3390/ma16186130