
Microstructure and Mechanical Behavior of Quaternary Eutectic α+θ+Q+Si Clusters in As-Cast Al-Mg-Si-Cu Alloys
 ,
,
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials and Preparation
2.2. Characterizations
3. Results
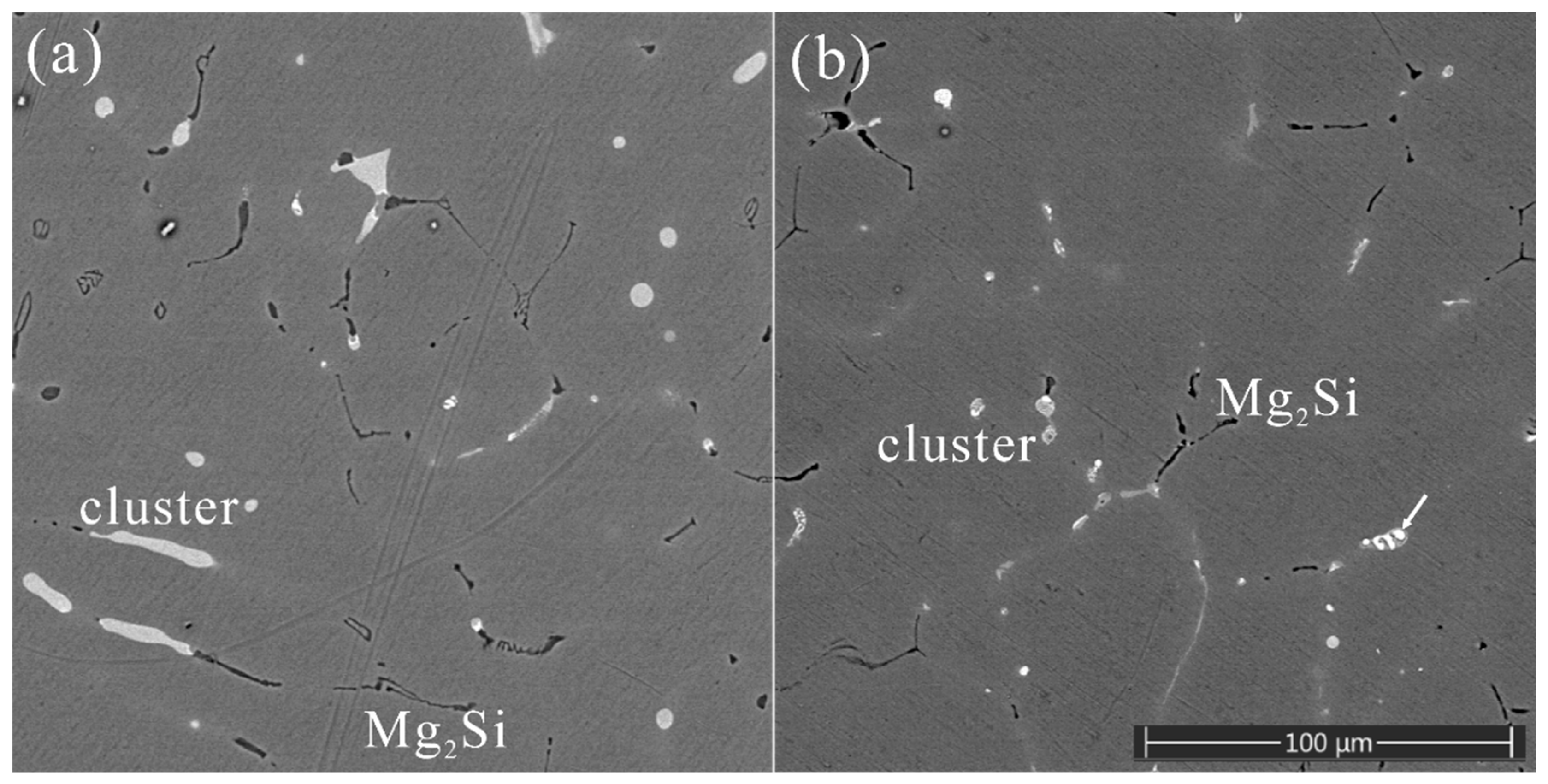
3.1. The Quaternary Eutectic Cluster Found in All Three Alloys
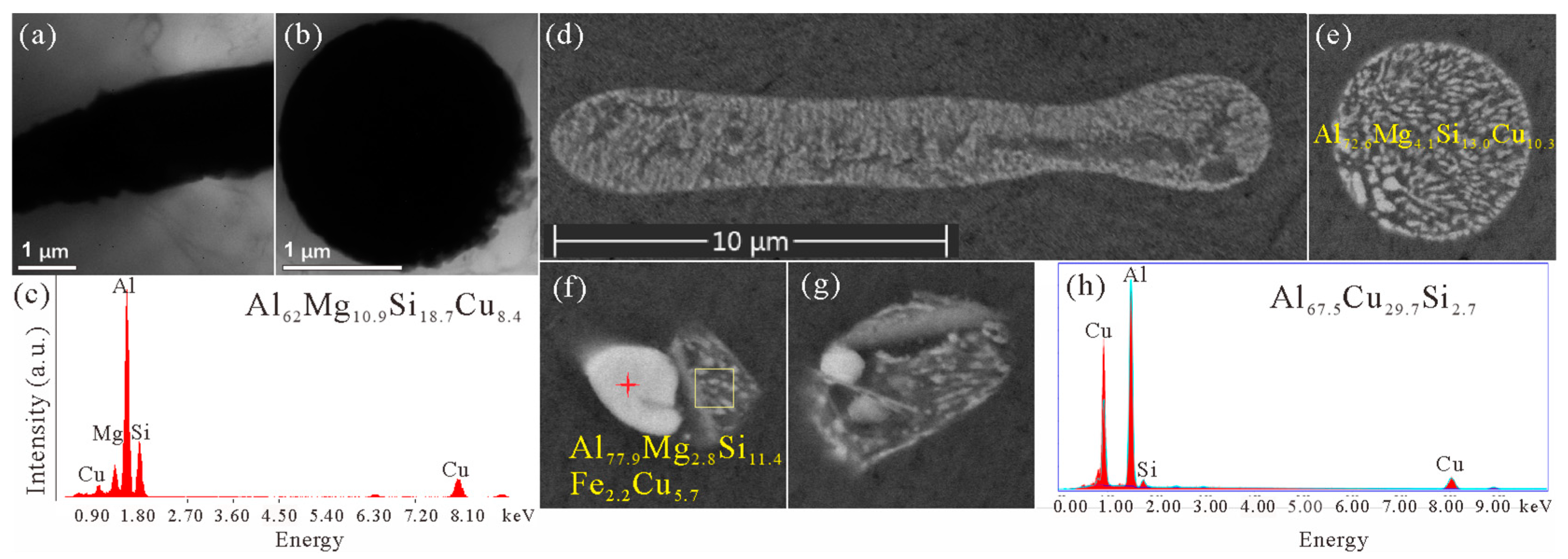
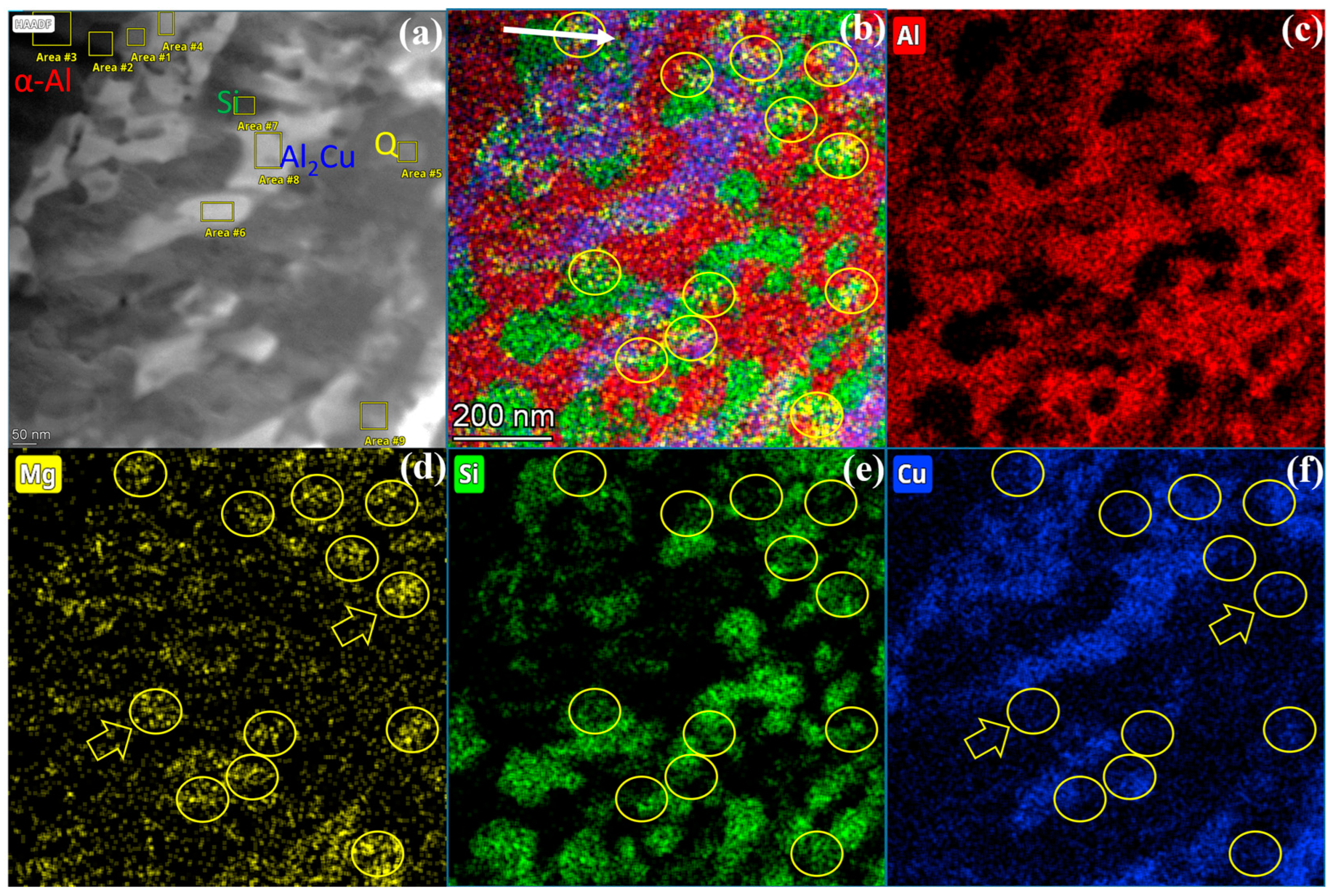
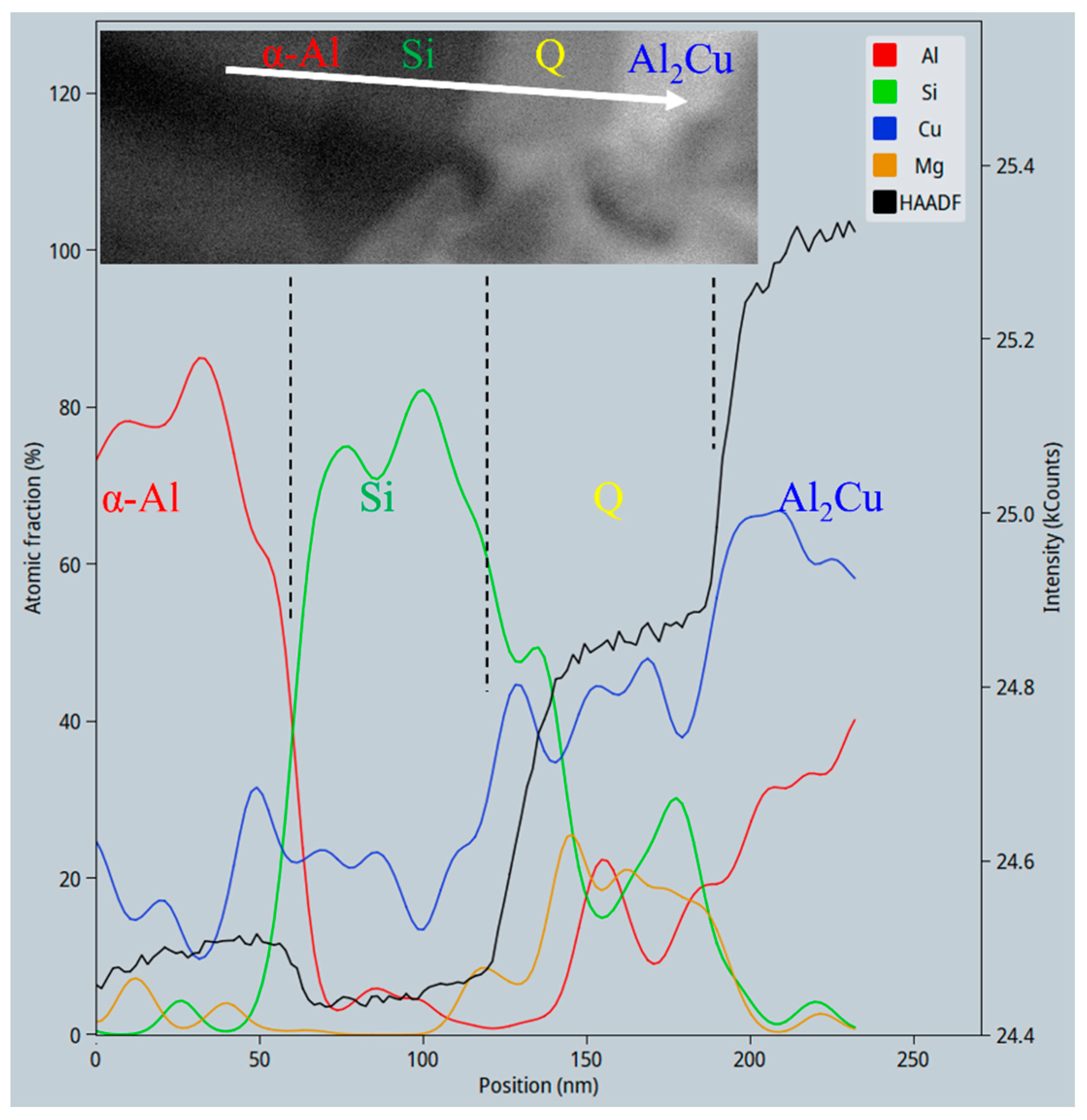
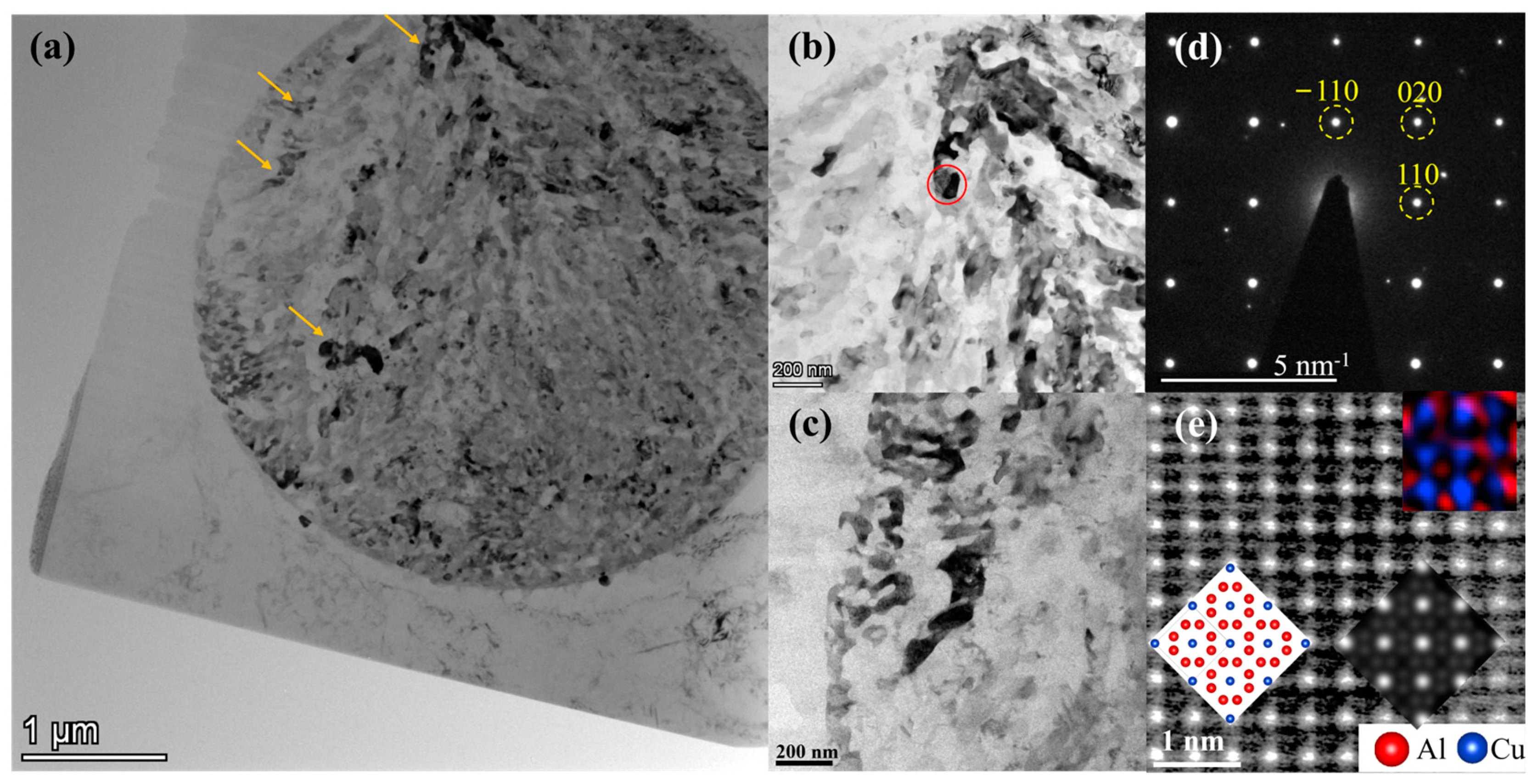
3.2. FIB/SEM + TEM Identification of the Phases inside the Eutectic Clusters: α-Al+θ+Q+Si
3.3. The Fast Dissolution Behavior of the Eutectic Clusters during Homogenization
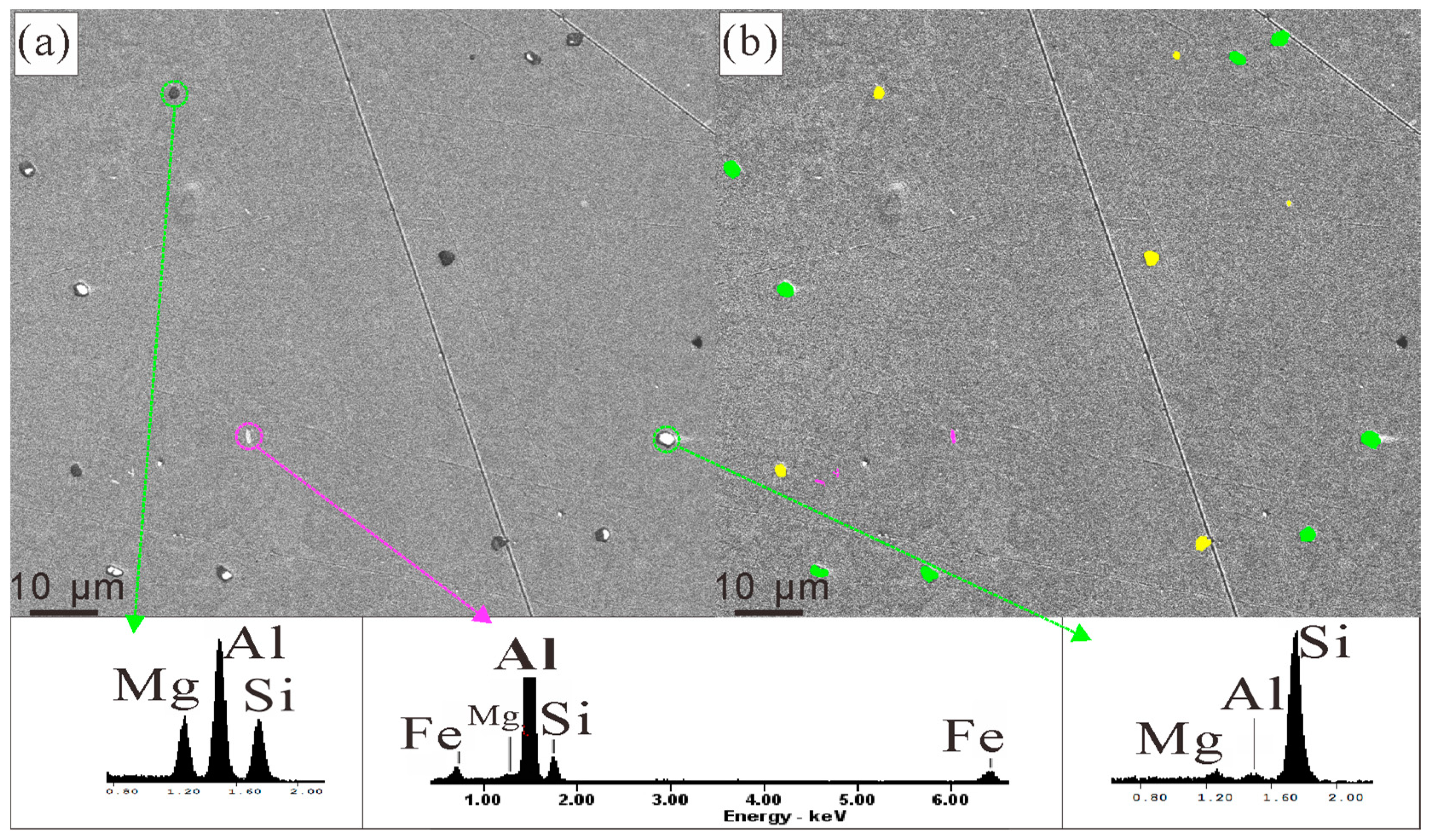
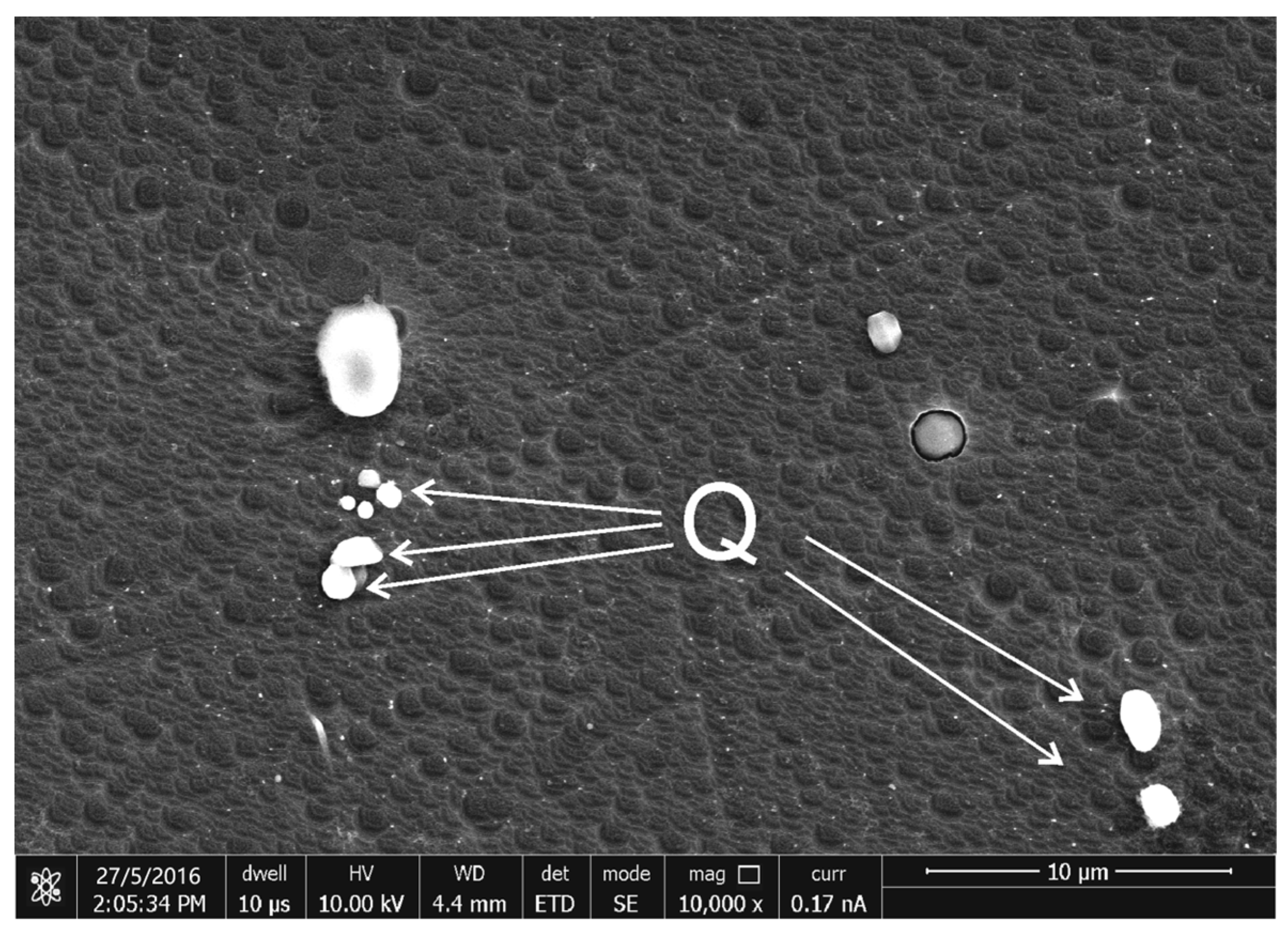
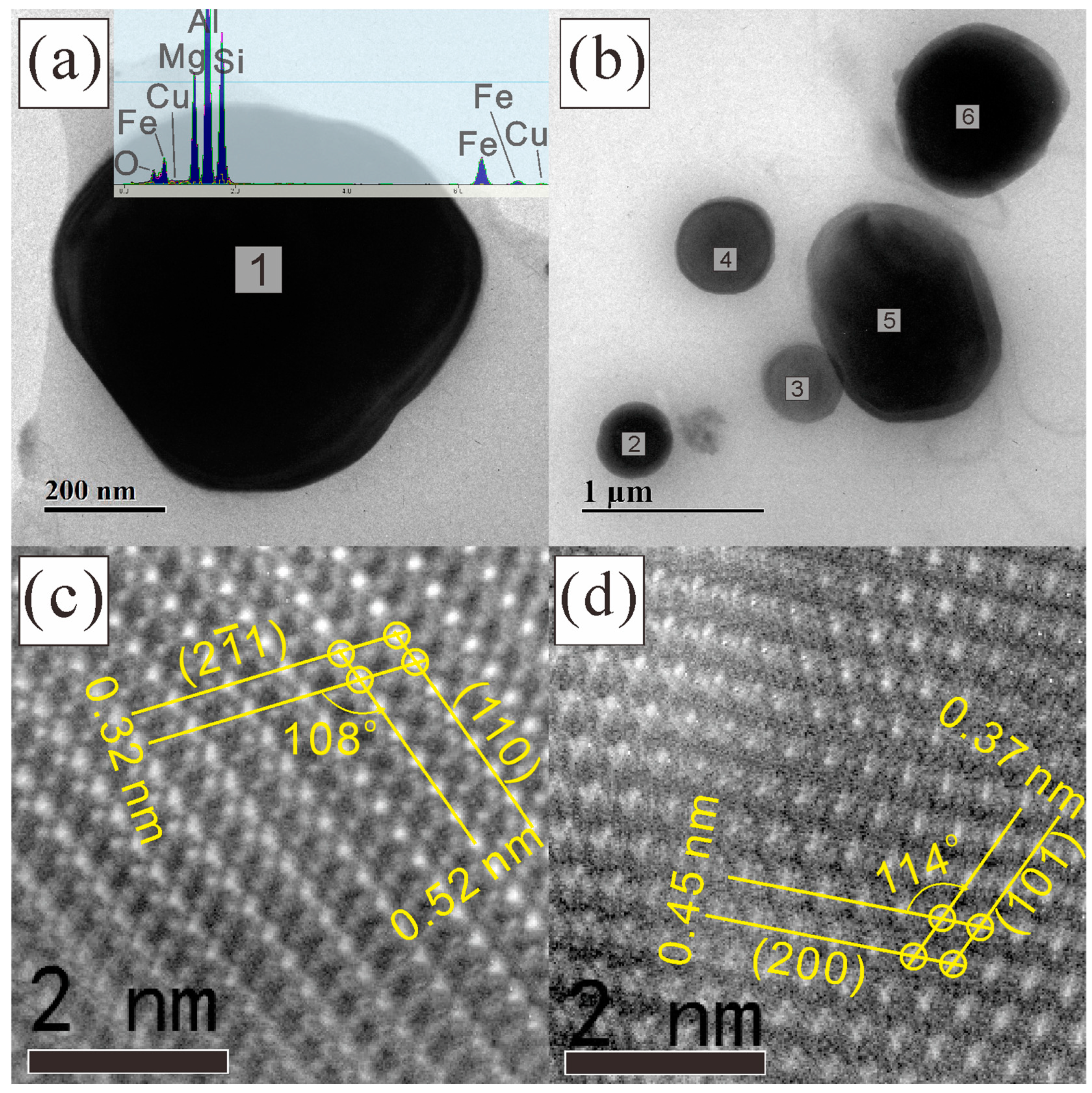
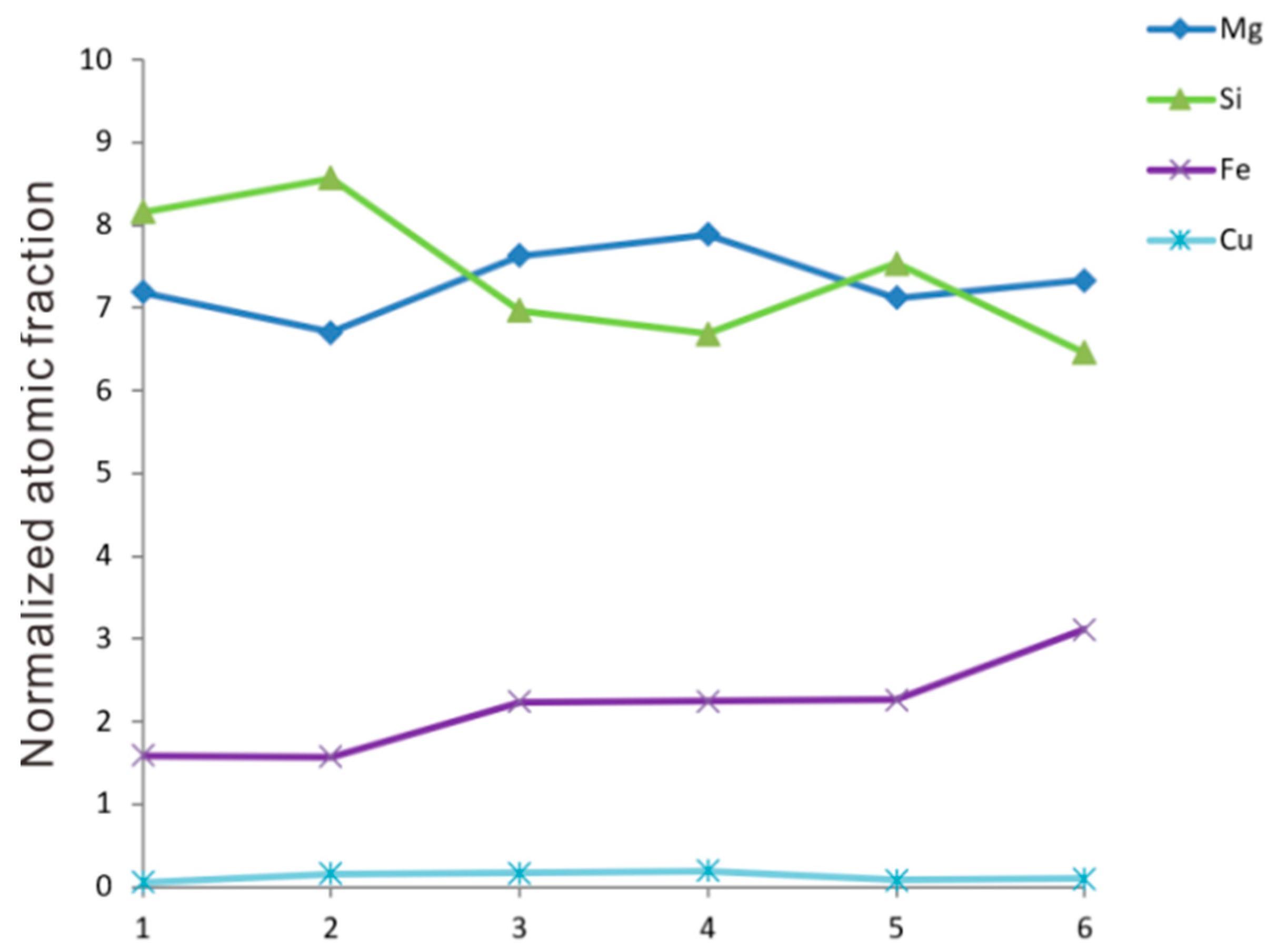
3.4. Residual Fine Q Particles Enriched with Iron in the Homogenized Microstructure
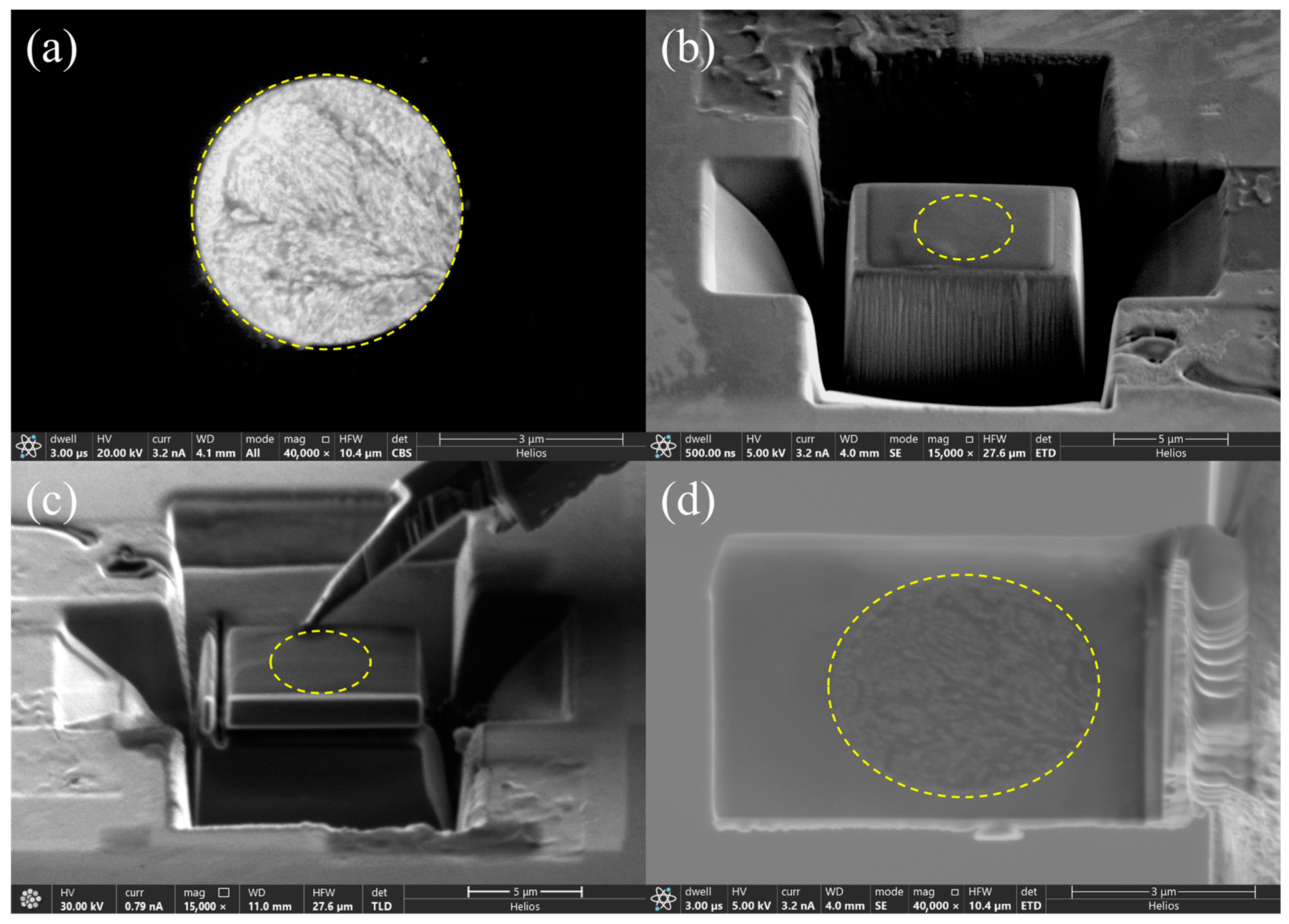
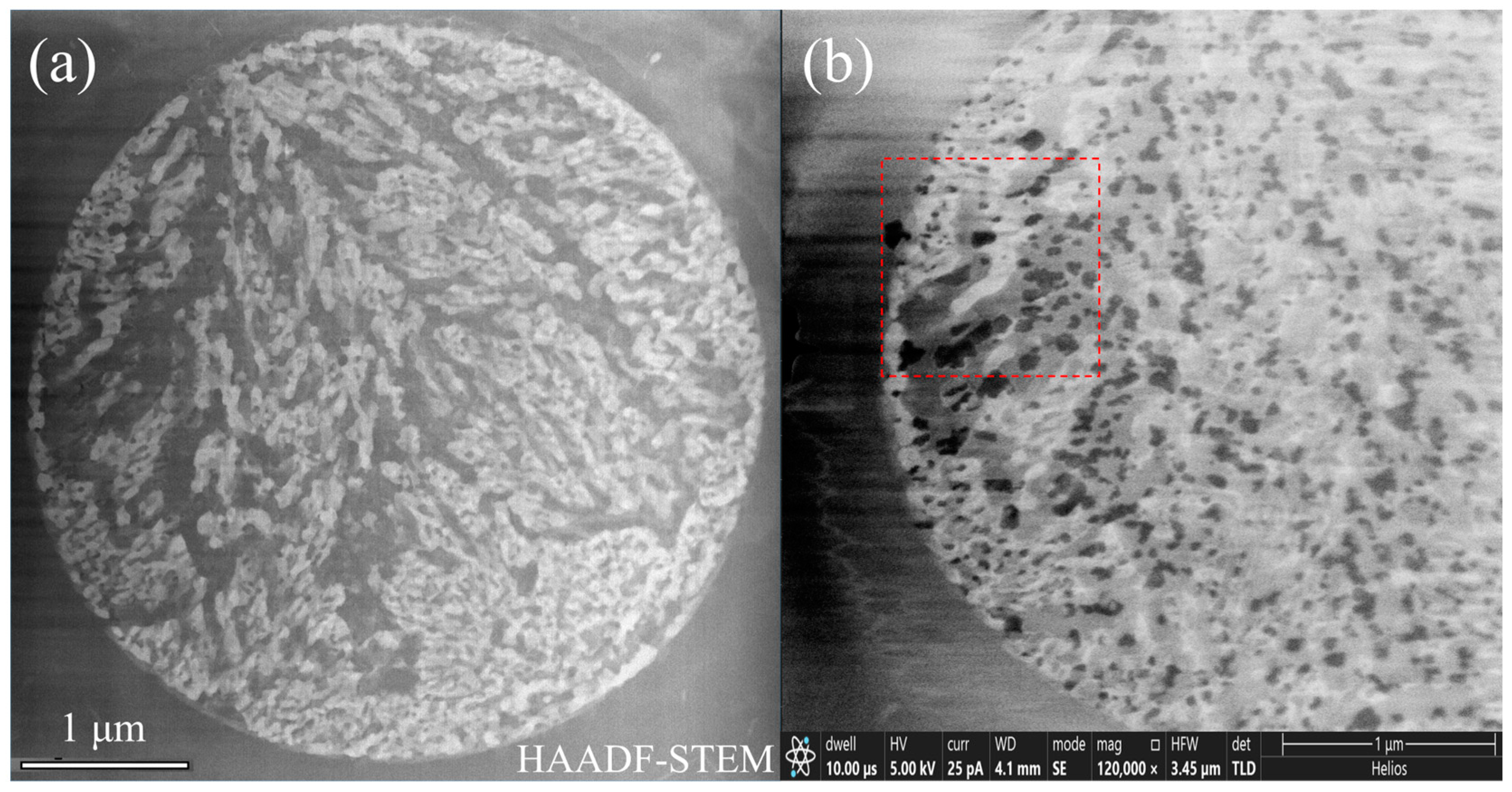
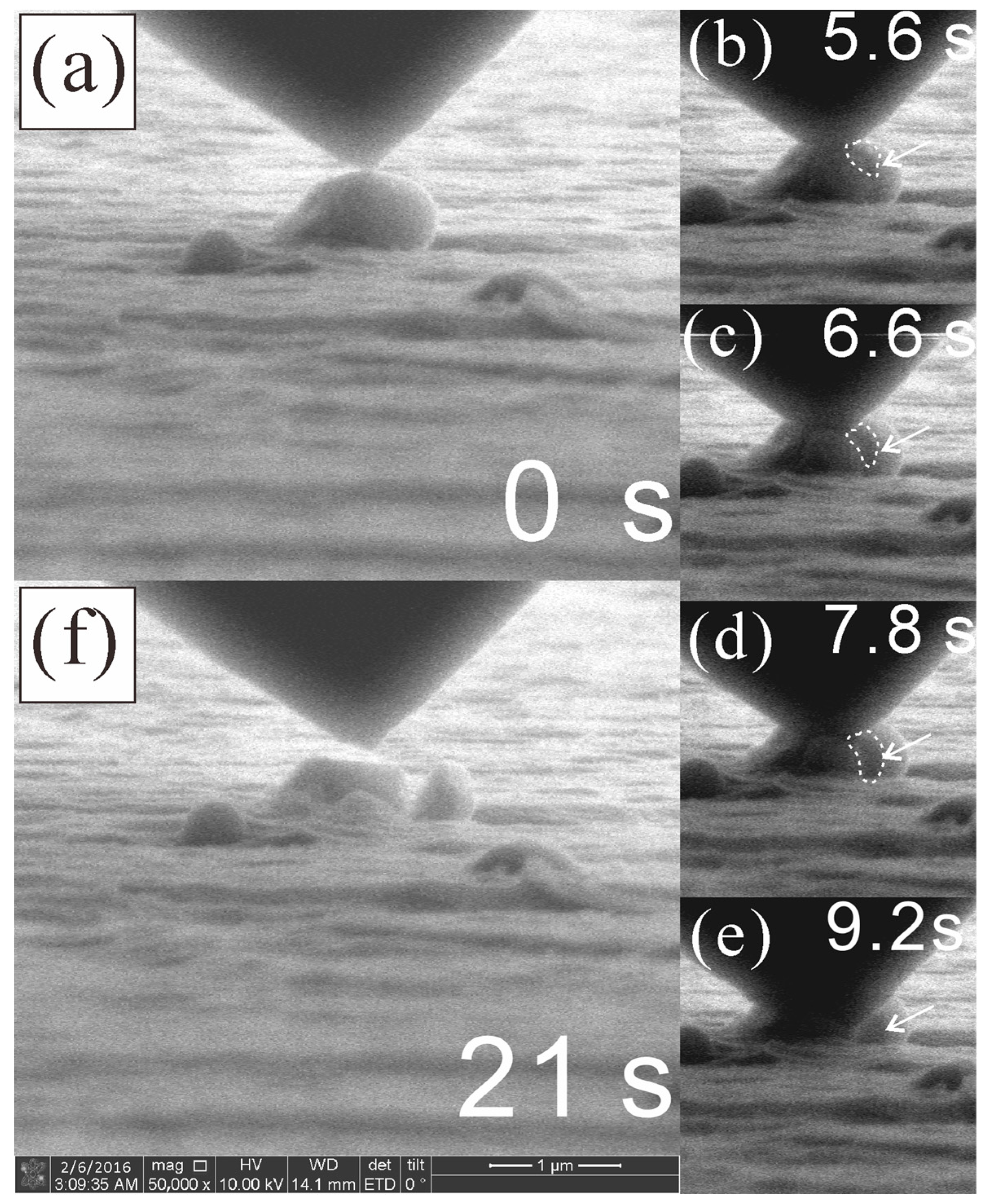
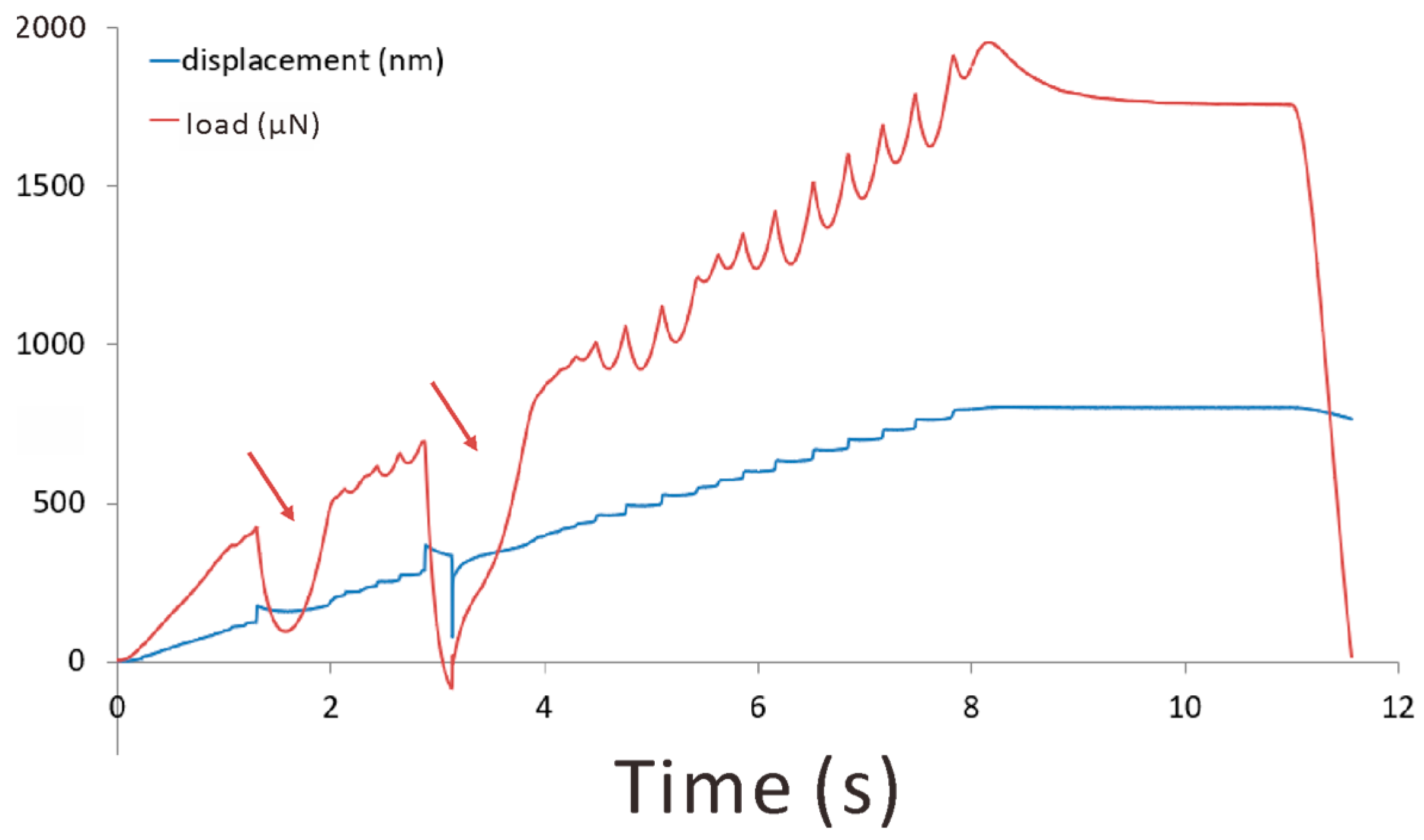
3.5. The Brittle Nature of Q Phase Particles
4. Discussion
4.1. The Significance of the Fast Dissolution of the θ-Al2Cu Phase in the Dendritic Eutectic Cluster
4.2. The Effect of Iron-Absorbing Q Constituents on Phase Transformations in Al-Mg-Si-Cu Alloys
4.3. The Effects of the Intermediately Brittle Nature of Q
4.4. Suggestions for the Future Refinement of Thermodynamic Databases on Al Alloys
- (1)
- The solubility of Fe in the Q phase should be incorporated in its thermodynamic model in the future for a more precise prediction of phase equilibria, as well as solidification paths, since Fe almost completely took the Cu sites in the Q phase in the homogenized Al-Mg-Si-Cu alloys with Fe impurities (see Figure 11) and partly took the Cu sites in Q in the as-cast state (see Figure 2f). None of the current thermodynamic databases for multi-component multi-phase Al alloys contain an iron-free thermodynamic model for the Q phase. This is crucial for alloy design, as the precise prediction of solidification paths and phase equilibria is essential for the microstructural control of Al alloys during casting processes.
- (2)
- The standard chemical formula(s) of the Q phase in as-cast and homogenized states needs reliable experimental investigation in industrial alloys. Currently, there are Al4Cu2Mg8Si7, Al5Cu2Mg8Si6, and Al6Cu2Mg6Si7.2 models. Atomic-scale studies of the structure, composition, and atomic occupancy of the micro or sub-micro Q particles in industrial Al-Mg-Si-Cu alloys are lacking. This is of key importance for establishing the thermodynamic model of the Q phase occurring in these states.
- (3)
- During the thermodynamic assessment of systems containing Al, Mg, Si, and Cu, the widely appearing quaternary eutectic cluster with α-Al, θ-Al2Cu, Q, and Si phases might have been regarded as a Q phase or α-Al + Q eutectic cluster (see Table 1). This needs to be double checked.
5. Conclusions
- (1)
- The eutectic cluster has a dendritic structure containing α-Al, θ-Al2Cu, Q, and Si phases, with the θ-Al2Cu phase as the main skeleton.
- (2)
- The dendritic structure facilitates the fast dissolution of phases in the eutectic cluster, especially the θ-Al2Cu phase, which is difficult to dissolve in bulk morphology. After 4 h of homogenization at 550 °C, the eutectic clusters disappeared and only some fine remnant Q particles were left.
- (3)
- The remnant Q constituent particles in the homogenized microstructure of the Al-Mg-Si-Cu alloy containing Fe were found to be enriched with notable Fe content, which almost took all the Cu sites in the Q structure. Higher Fe content in the alloy or a longer diffusion time at high temperatures is beneficial for the incorporation of Fe in the Q phase. The absorption of the Fe impurity element by the Q phase efficiently suppressed the formation of other Fe-rich intermetallics such as the detrimental β-Al9Fe2Si2 phase. This information is important for improving mechanical properties through alloy design.
- (4)
- The Q particle broke into separate pieces in intermediately brittle behavior during an in situ nano-indentation test in SEM. This feature is indeed harmful for the mechanical properties of as-cast alloys, but can be beneficial in other states. The fragmented Q phase during the deformation processes can then be efficiently dissolved in high temperatures, promoting the dense precipitation of β″ phases during ageing and improving strengthening effects.
- (5)
- For the precise prediction of solidification paths and phase equilibria, it is important to incorporate the Fe element in the thermodynamic model of the Q phase, and to clarify the standard chemical formula(s) of the Q phase in as-cast and homogenized states based on reliable experimental investigation in industrial alloys. The quaternary eutectic α+θ+Q+Si clusters might have been regarded as Q phase or α + Q clusters, and these should be double checked.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bayliss, C. The Aluminium Story. Alum. Int. Today 2014, 26, 61–62+64. [Google Scholar]
- Weatherly, G.C.; Perovic, A.; Perovic, D.D.; Mukhopadhyay, N.K.; Lloyd, D.J. The precipitation of the Q phase in an AA6111 Alloy. Metall. Mater. Trans. A 2001, 32, 213–218. [Google Scholar] [CrossRef]
- Marioara, C.D.; Andersen, S.J.; Jansen, J.; Zandbergen, H.W. Atomic model for GP-zones in a 6082 Al–Mg–Si system. Acta Mater. 2001, 49, 321–328. [Google Scholar] [CrossRef]
- Wang, X.-F.; Shi, T.-Y.; Wang, H.-B.; Zhou, S.-Z.; Peng, W.-F.; Wang, Y.-G. Effects of strain rate on mechanical properties, microstructure and texture of Al–Mg–Si–Cu alloy under tensile loading. Trans. Nonferrous Met. Soc. China 2020, 30, 27–40. [Google Scholar] [CrossRef]
- Sakurai, T. The Latest Trends in Aluminum Alloy Sheets for Automotive Body Panels. Kobelco Technol. Rev. 2008, 28, 22–28. [Google Scholar]
- Hua, L.; Yuan, P.-G.; Zhao, N.; Hu, Z.-L.; Ma, H.-J. Microstructure and mechanical properties of 6082 aluminum alloy processed by preaging and hot forging. Trans. Nonferrous Met. Soc. China 2022, 32, 790–800. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al–Mg–Si alloys with Cu additions. Prog. Mater Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Xiao, L.; Yu, H.; Qin, Y.; Liu, G.; Peng, Z.; Tu, X.; Su, H.; Xiao, Y.; Zhong, Q.; Wang, S.; et al. Microstructure and Mechanical Properties of Cast Al-Si-Cu-Mg-Ni-Cr Alloys: Effects of Time and Temperature on Two-Stage Solution Treatment and Ageing. Materials 2023, 16, 2675. [Google Scholar] [CrossRef]
- Wei, Z.; Fang, N.; Zou, C.; Wang, H.; Chen, J.; Hu, K. Enhancing mechanical performances by unconventional Si precipitates obtained in pressure-induced Al-Si-Cu-(Mg) solid solutions. Mater. Sci. Eng. A 2023, 877, 145123. [Google Scholar] [CrossRef]
- Grażyna, M.-N.; Gancarczyk, K.; Nowotnik, A.; Dychtoń, K.; Boczkal, G. Microstructure and Properties of As-Cast and Heat-Treated 2017A Aluminium Alloy Obtained from Scrap Recycling. Materials 2021, 14, 89. [Google Scholar] [CrossRef]
- Li, K.; Song, M.; Du, Y.; Tang, Y.; Dong, H.; Ni, S. Investigation of the as-solidified microstructure of an Al–Mg–Si–Cu alloy. J. Alloys Compd. 2014, 602, 312–321. [Google Scholar] [CrossRef]
- Miao, W.F.; Laughlin, D.E. Effects of Cu content and preaging on precipitation characteristics in aluminum alloy 6022. Metall. Mater. Trans. A 2000, 31, 361–371. [Google Scholar] [CrossRef]
- Jiang, Y.; Li, Y.; Liu, F. Thermo-kinetic synergy and micro-alloying effects of multiphase transformations in an as-cast Al-Mg-Si-Cu alloy. J. Alloys Compd. 2022, 926, 166784. [Google Scholar] [CrossRef]
- Ding, L.; Orekhov, A.; Weng, Y.; Jia, Z.; Idrissi, H.; Schryvers, D.; Muraishi, S.; Hao, L.; Liu, Q. Study of the Q′ (Q)-phase precipiitation in Al–Mg–Si–Cu alloys by quantification of atomic-resolution transmission electron microscopy images and atom probe tomography. J. Mater. Sci. 2019, 54, 7943–7952. [Google Scholar] [CrossRef]
- Matsuda, K.; Ikeno, S.; Uetani, Y.; Sato, T. Metastable phases in an Al-Mg-Si alloy containing copper. Metall. Mater. Trans. A 2001, 32, 1293–1299. [Google Scholar] [CrossRef]
- Matsuda, K.; Teguri, D.; Uetani, Y.; Sato, T.; Ikeno, S. Cu-segregation at the Q′/α-Al interface in Al–Mg–Si–Cu alloy. Scr. Mater. 2002, 47, 833–837. [Google Scholar] [CrossRef]
- Gaber, A.; Ali, A.M.; Matsuda, K.; Kawabata, T.; Yamazaki, T.; Ikeno, S. Study of the developed precipitates in Al–0.63Mg–0.37Si–0.5Cu(wt.%) alloy by using DSC and TEM techniques. J. Alloys Compd. 2007, 432, 149–155. [Google Scholar] [CrossRef]
- Weng, Y.; Chen, J.; Cheng, X.; Ding, L.; Sun, Q.; Tao, S.; Liu, X.; Jia, Z. Interface structures and thickening mechanisms of the Q′ and QP2 phases for Al-Mg-Si-Cu alloys. Mater. Charact. 2022, 194, 112354. [Google Scholar] [CrossRef]
- Weng, Y.-Y.; Jia, Z.-H.; Ding, L.-P.; Liao, J.; Zhang, P.-P.; Xu, Y.-Q.; Liu, Q. Effect of pre-straining on structure and formation mechanism of precipitates in Al–Mg–Si–Cu alloy. Trans. Nonferrous Met. Soc. China 2022, 32, 436–447. [Google Scholar] [CrossRef]
- Marioara, C.D.; Andersen, S.J.; Stene, T.N.; Hasting, H.; Walmsley, J.; Van Helvoort, A.T.J.; Holmestad, R. The effect of Cu on precipitation in Al–Mg–Si alloys. Philos. Mag. 2007, 87, 3385–3413. [Google Scholar] [CrossRef]
- Cayron, C.; Sagalowicz, L.; Beffort, O.; Buffat, P.A. Structural phase transition in Al-Cu-Mg-Si alloys by transmission electron microscopy study on an Al-4 wt% Cu-1 wt% Mg-Ag alloy reinforced by SiC particles. Philos. Mag. A 1999, 79, 2833–2851. [Google Scholar] [CrossRef]
- Wenner, S.; Jones, L.; Marioara, C.D.; Holmestad, R. Atomic-resolution chemical mapping of ordered precipitates in Al alloys using energy-dispersive X-ray spectroscopy. Micron 2017, 96, 103–111. [Google Scholar] [CrossRef]
- Li, K.; Béché, A.; Song, M.; Sha, G.; Lu, X.; Zhang, K.; Du, Y.; Ringer, S.P.; Schryvers, D. Atomistic structure of Cu-containing β″ precipitates in an Al–Mg–Si–Cu alloy. Scr. Mater. 2014, 75, 86–89. [Google Scholar] [CrossRef]
- Zhou, P.; Wang, D.; Nagaumi, H.; Wang, R.; Zhang, X.; Li, X.; Zhang, H.; Zhang, B. Microstructural Evolution and Mechanical Properties of Al-Si-Mg-Cu Cast Alloys with Different Cu Contents. Metals 2023, 13, 98. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S. Artificial ageing of Al–Si–Cu–Mg casting alloys. Mater. Sci. Eng. A 2011, 528, 7402–7409. [Google Scholar] [CrossRef]
- Arnberg, L.; Aurivillius, B. The crystal structure of AlxCu2Mg12-xSi7, (h-AlCuMgSi). Acta Chem. Scand. 1980, 34, 1–5. [Google Scholar] [CrossRef]
- Sagalowicz, L.; Lapasset, G.; Hug, G. Transmission electron microscopy study of a precipitate which forms in the Al-Mg-Si system. Philos. Mag. Lett. 1996, 74, 57–66. [Google Scholar] [CrossRef]
- Belov, N.A.; Eskin, D.G.; Avxentieva, N.N. Constituent phase diagrams of the Al–Cu–Fe–Mg–Ni–Si system and their application to the analysis of aluminium piston alloys. Acta Mater. 2005, 53, 4709–4722. [Google Scholar] [CrossRef]
- Löffler, A.; Gröbner, J.; Hampl, M.; Engelhardt, H.; Schmid-Fetzer, R.; Rettenmayr, M. Solidifying incongruently melting intermetallic phases as bulk single phases using the example of Al2Cu and Q-phase in the Al–Mg–Cu–Si system. J. Alloys Compd. 2012, 515, 123–127. [Google Scholar] [CrossRef]
- Wu, Y.; Xiong, J.; Lai, R.; Zhang, X.; Guo, Z. The microstructure evolution of an Al–Mg–Si–Mn–Cu–Ce alloy during homogenization. J. Alloys Compd. 2009, 475, 332–338. [Google Scholar] [CrossRef]
- Toschi, S.; Balducci, E.; Ceschini, L.; Mørtsell, E.; Morri, A.; Di Sabatino, M. Effect of Zr Addition on Overaging and Tensile Behavior of 2618 Aluminum Alloy. Metals 2019, 9, 130. [Google Scholar] [CrossRef]
- Jiang, Y.; Li, Y.; Liu, F. Microalloying-modulated strength-ductility trade-offs in as-cast Al–Mg–Si–Cu alloys. Mater. Sci. Eng. A 2022, 855, 143897. [Google Scholar] [CrossRef]
- Lu, Q.; Li, K.; Chen, H.; Yang, M.; Lan, X.; Yang, T.; Liu, S.; Song, M.; Cao, L.; Du, Y. Simultaneously enhanced strength and ductility of 6xxx Al alloys via manipulating meso-scale and nano-scale structures guided with phase equilibrium. J. Mater. Sci. Technol. 2020, 41, 139–148. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Murray, J.L. Eutectic Melting in Al-Cu-Mg-Si Alloys. Mater. Sci. Forum 1996, 217–222, 177–182. [Google Scholar] [CrossRef]
- Meetsma, A.; De Boer, J.L.; Van Smaalen, S. Refinement of the crystal structure of tetragonal Al2Cu. J. Solid State Chem. 1989, 83, 370–372. [Google Scholar] [CrossRef]
- Koch, C.T. Determination of Core Structure Periodicity and Point Defect Density Along Dislocations. Ph.D. Thesis, Arizona State University, Phoenix, AZ, USA, 2002. [Google Scholar]
- Samuel, F.H. Incipient melting of Al5Mg8Si6Cu2 and Al2Cu intermetallics in unmodified and strontium-modified Al–Si–Cu–Mg (319) alloys during solution heat treatment. J. Mater. Sci. 1998, 33, 2283–2297. [Google Scholar] [CrossRef]
- Chen, C.L.; Richter, A.; Thomson, R.C. Mechanical properties of intermetallic phases in multi-component Al–Si alloys using nanoindentation. Intermetallics 2009, 17, 634–641. [Google Scholar] [CrossRef]
- Ding, M.; Han, W.; Li, J.; Ma, E.; Shan, Z. In situ study of the mechanical properties of airborne haze particles. Sci. China Technol. Sci. 2015, 58, 2046–2051. [Google Scholar] [CrossRef]
- Zhang, M.; Tian, Y.; Zheng, X.; Zhang, Y.; Chen, L.; Wang, J. Research Progress on Multi-Component Alloying and Heat Treatment of High Strength and Toughness Al–Si–Cu–Mg Cast Aluminum Alloys. Materials 2023, 16, 1065. [Google Scholar] [CrossRef] [PubMed]
- Hansen, V.; Hauback, B.; Sundberg, M.; Rømming, C.; Gjønnes, J. β-Al4.5FeSi: A Combined Synchrotron Powder Diffraction, Electron Diffraction, High-Resolution Electron Microscopy and Single-Crystal X-ray Diffraction Study of a Faulted Structure. Acta Crystallogr. Sect. B 1998, 54, 351–357. [Google Scholar] [CrossRef]
- Corby, R.N.; Black, P.J. The structure of α-(AlFeSi) by anomalous-dispersion methods. Acta Crystallogr. Sect. B 1977, 33, 3468–3475. [Google Scholar] [CrossRef]
- Ma, Z.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of Fe content on the fracture behaviour of Al–Si–Cu cast alloys. Mater. Des. 2014, 57, 366–373. [Google Scholar] [CrossRef]
- Wang, X.-F.; Guo, M.-X.; Peng, W.-F.; Wang, Y.-G.; Zhuang, L.-Z. Relationship among solution heating rate, mechanical properties, microstructure and texture of Al−Mg−Si−Cu alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 36–52. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy and State | Morphology | Composition | Comments |
|---|---|---|---|
| As-cast 2214 [7] | honeycomb | not provided | identified as Q phase by the authors |
| Al-1.15Mg-0.92Si-1.99Cu [7,34] | intertwined structure | not provided | identified as Q phase by the authors |
| Al-2.081Cu-1.165Mg-0.981Ni-0.865Fe-0.281Zr-0.118Si-0.088Ti [31] | round-shaped particles with non-uniform contrast in SEM | Al-32.95Cu-4.65Mg-1.92Si-0.20Fe-1.20Ni (at. %) | identified as Al2Cu phase by the authors |
| Al-0.84Mg-0.96Si-0.53Cu-0.16Mn [32] | round-shaped plates with non-uniform contrast in SEM | Al-29.31Mg-27.76Si-10.43Cu (at. %) | identified as Q phase by the authors |
| Al-0.80Mg-1.08Si-0.54Cu-0.11Mn-0.21Sb [32] | round-shaped plates with non-uniform contrast in SEM | Al-17.53Mg-44.67Si-7.20Cu-1.68Mn (at. %) | identified as Q phase by the authors |
| Al-1.0Mg-1.1Si-0.65Cu [11] | rods with a dendrite like internal structure | with an atomic ratio Cu:Mg:Si = 2:2.6:4.5 | identified as Q phase by the authors |
| Alloy | Mg | Si | Cu | Fe | Others | Al |
|---|---|---|---|---|---|---|
| 1 | 1.0 | 1.1 | 0.65 | 0 | <0.03 | balance |
| 2 | 1.0 | 1.0 | 0.65 | 0 | <0.03 | balance |
| 3 | 1.0 | 1.0 | 0.65 | 0.05 | <0.03 | balance |
| Area | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Mg | 26.44 | 1.40 | 1.29 | 2.02 | 25.65 | 2.32 | 0.56 | 0.65 | 16.31 |
| Al | 20.22 | 2.59 | 82.28 | 38.63 | 32.86 | 46.30 | 3.54 | 45.13 | 35.11 |
| Si | 21.25 | 82.87 | 1.01 | 2.13 | 20.20 | 2.85 | 80.83 | 1.28 | 26.12 |
| Cu | 32.09 | 13.14 | 15.41 | 57.21 | 21.29 | 48.52 | 15.07 | 52.95 | 22.46 |
| Phase | Q | Si | α-Al | θ-Al2Cu | Q | θ-Al2Cu | Si | θ-Al2Cu | Q |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, K.; Yu, Y.; Lu, Q.; Li, Y.; Yan, Q.; Lan, X.; Li, L.; Chen, B.; Song, M. Microstructure and Mechanical Behavior of Quaternary Eutectic α+θ+Q+Si Clusters in As-Cast Al-Mg-Si-Cu Alloys. Materials 2023, 16, 6091. https://doi.org/10.3390/ma16186091
Li K, Yu Y, Lu Q, Li Y, Yan Q, Lan X, Li L, Chen B, Song M. Microstructure and Mechanical Behavior of Quaternary Eutectic α+θ+Q+Si Clusters in As-Cast Al-Mg-Si-Cu Alloys. Materials. 2023; 16(18):6091. https://doi.org/10.3390/ma16186091
Chicago/Turabian StyleLi, Kai, Yan Yu, Qiang Lu, Yuanfei Li, Qiao Yan, Xinyue Lan, Liya Li, Baishan Chen, and Min Song. 2023. "Microstructure and Mechanical Behavior of Quaternary Eutectic α+θ+Q+Si Clusters in As-Cast Al-Mg-Si-Cu Alloys" Materials 16, no. 18: 6091. https://doi.org/10.3390/ma16186091