
Improvement in Mechanical Properties of Al2024 Alloy Using Mechanical Working and Heat Treatment

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Finite Element Analysis of Continuous Extrusion Formation
3.2. Microstructural Characteristics of the Initial Continuous Cast Al2024
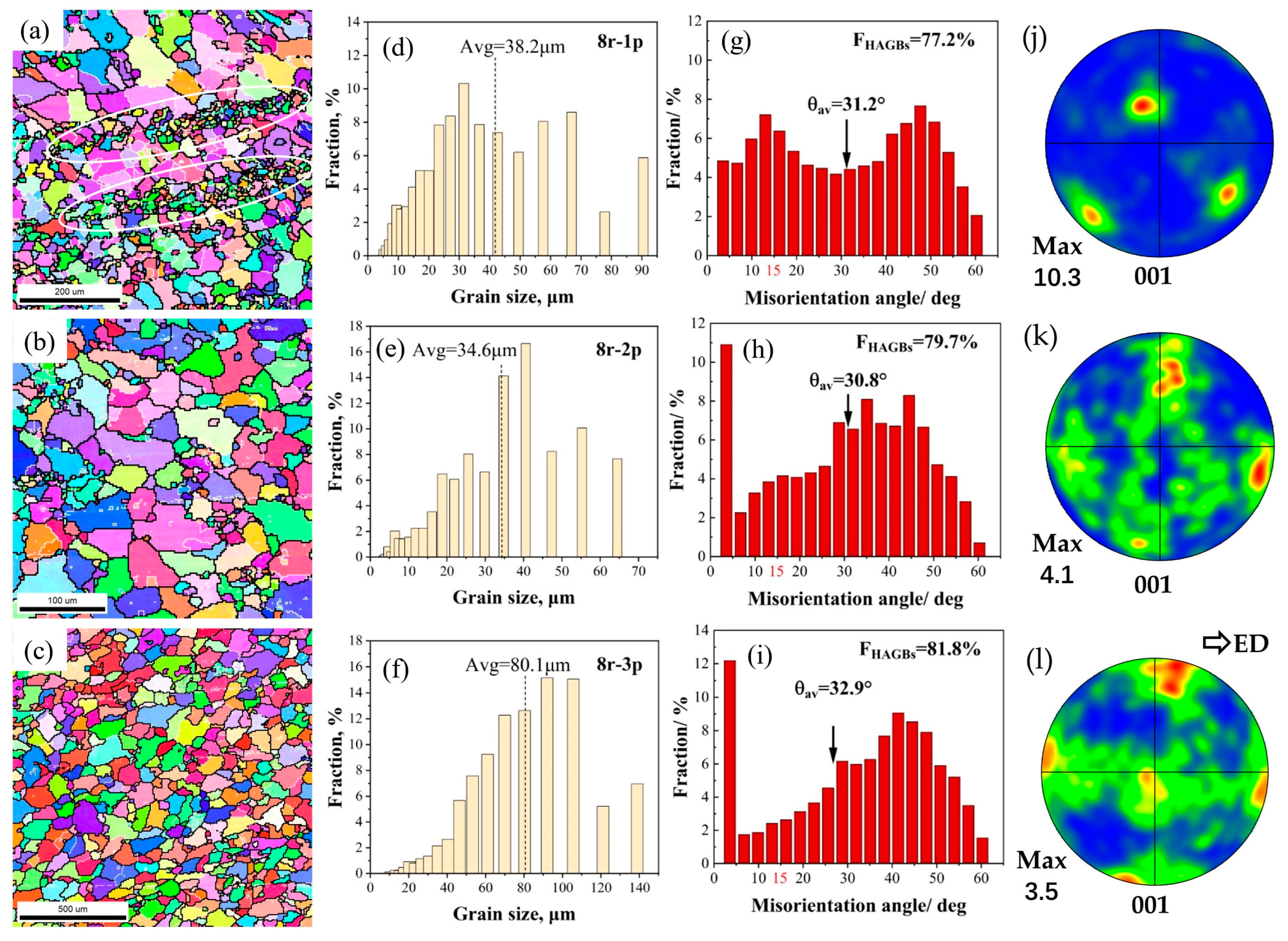
3.3. Microstructural Evolution during the RCEF Process
3.4. Mechanical Properties of RCEF Samples after Different Heat Treatments
3.5. Microstructures of RCEF Samples after Different Heat Treatments
3.5.1. SEM and EBSD Microstructures of RCEF Samples after AA Treatment
3.5.2. TEM Images of RCEF Samples after AA Treatment
3.6. Discussion
4. Conclusions
- (a)
- The maximum outlet temperature was strongly dependent on the extrusion speed. The maximum extrusion temperature of the 8 rpm extrusion process was ~434 °C, which was 33 °C greater than that of the 4 rpm extrusion process.
- (b)
- The grain morphology was affected by the combined effect of deformation speed and its induced temperature. When the extrusion wheel velocity was 4 rpm, the grain refinement caused by the accumulation of strain dominated the microstructure’s evolution. The enhanced grain growth was observed when deformed at 8 rpm.
- (c)
- An increase in extrusion speed greatly improved the strength of the T5-treated alloy with a maximum improvement of 24% and could compensate for the solution extent caused by SS treatment, making it possible to explore short-flow processing technology without additional SS treatment.
- (d)
- The 8r-3p-T6 sample achieved ultra-high strength (UTS of 497.6 MPa) with good elongation (12.93%), yielding values 11.6% and 28.0% higher than those of the 4r-3p-T6 sample. The main strengthening mechanisms could be attributed to finer grain size and a larger amount of S precipitates.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kovarik, L.; Court, S.A.; Fraser, H.L.; Mills, M.J. GPB zones and composite GPB/GPBII zones in Al–Cu–Mg alloys. Acta Mater. 2008, 56, 4804–4815. [Google Scholar] [CrossRef]
- Esin, V.A.; Briez, L.; Sennour, M.; Kster, A.; Gratiot, E.; Crépin, J. Precipitation-hardness map for Al–Cu–Mg alloy (AA2024-T3). J. Alloys Compd. 2021, 854, 157–164. [Google Scholar] [CrossRef]
- Sunde, J.K.; Johnstone, D.N.; Wenner, S.; van Helvoort, A.T.J.; Midgley, P.A.; Holmestad, R. Crystallographic relationships of T-/S-phase aggregates in an Al–Cu–Mg–Ag alloy. Acta Mater. 2019, 166, 587–596. [Google Scholar] [CrossRef] [Green Version]
- Shah, A.W.; Ha, S.-H.; Siddique, J.A.; Kim, B.-H.; Yoon, Y.-O.; Lim, H.-K.; Kim, S.K. Investigating the Influence of Mg Content Variations on Microstructures, Heat-Treatment, and Mechanical Properties of Al-Cu-Mg Alloys. Materials 2023, 16, 4384. [Google Scholar] [CrossRef]
- Bo, G.W.; Qin, R.B.; Li, W.; Tang, J.; Jiang, F.L.; Xiao, G.; Teng, J.; Fu, D.F.; Zhang, H. Influence of pre-precipitation on the multi-stage hot deformation behavior of an Al-Cu-Mg-Zr alloy: Experiments and integrated modeling. Mater. Des. 2023, 232, 112119. [Google Scholar] [CrossRef]
- Shen, T.; Fan, C.H.; Hu, Z.Y.; Wu, Q.; Ni, Y.M.; Chen, Y.Z. Effect of strain rate on microstructure and mechanical properties of spray-formed Al–Cu–Mg alloy. Trans. Nonferrous Met. Soc. China 2022, 32, 1096–1104. [Google Scholar] [CrossRef]
- Yin, D.Y.; Liu, H.Q.; Chen, Y.Q.; Yi, D.; Bo, W.; Wang, B.; Shen, F.; Shang, F.; Cong, T.; Pan, S. Effect of grain size on fatigue-crack growth in 2524 aluminium alloy. Int. J. Fatigue 2016, 84, 9–16. [Google Scholar] [CrossRef]
- Wang, Z.X.; Chen, M.; Jiang, H.H.; Li, H.; Li, S. Effect of artificial ageing on strength and ductility of an Al-Cu-Mg-Mn alloy subjected to solutionizing and room-temperature rolling. Mater. Charact. 2020, 165, 110383. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Alhamidi, A.; Horita, Z. Grain refinement and high strain rate superplasticity in alumunium 2024 alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2015, 622, 139–145. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Shen, Y.F.; Guan, R.G.; Zhao, Z.Y.; Misra, R.D.K. Ultrafine-grained Al–0.2Sc–0.1Zr alloy: The mechanistic contribution of nano-sized precipitates on grain refinement during the novel process of accumulative continuous extrusion. Acta Mater. 2015, 100, 247–255. [Google Scholar] [CrossRef]
- Bridgman, P.W. On Torsion Combined with Compression. J. Appl. Phys. 1943, 14, 273–283. [Google Scholar] [CrossRef]
- Langdon, T.G. The principles of grain refinement in equal-channel angular pressing. Mater. Sci. Eng. A 2007, 462, 3–11. [Google Scholar] [CrossRef]
- Tang, J.; Liu, M.C.; Bo, G.W.; Jiang, F.L.; Luo, C.H.; Teng, J.; Fu, D.F.; Zhang, H. Unraveling precipitation evolution and strengthening function of the Al-Zn-Mg-Cu alloys with various Zn contents: Multiple experiments and integrated internal-state-variable modeling. J. Mater. Sci. Technol. 2022, 116, 130–150. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Hu, J.; Teng, J.; Ji, X.; Kong, X.X.; Jiang, F.L.; Zhang, H. Microstructural characteristic of the Al-Fe-Cu alloy during high-speed repetitive continuous extrusion forming. J. Mater. Eng. Perform. 2016, 25, 4769–4775. [Google Scholar] [CrossRef]
- Kong, X.; Zhang, H.; Ji, X. Microstructures and mechanical properties evolution of an Al-Fe-Cu alloy processed by repetitive continuous extrusion forming. Mater. Sci. Eng. A 2014, 612, 131–139. [Google Scholar] [CrossRef]
- Hu, J.; Teng, J.; Ji, X.; Fu, D.F.; Zhang, W.G.; Zhang, H. Enhanced mechanical properties of an Al-Mg-Si alloy by repetitive continuous extrusion forming process and subsequent aging treatment. Mater. Sci. Eng. A 2017, 695, 35–44. [Google Scholar] [CrossRef]
- Qin, R.; Chen, W.; Tang, J.; Jiang, F.; Chen, Y.; Zhang, H. Influence of Pre-Heat Treatment on the Deformation Behaviors, Microstructural Characteristics, and Mechanical Properties of a Continuously Cast Al-Cu-Mg Alloy during Continuous Extrusion Process. Materials 2023, 16, 3042. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, B.Y.; Pei, J.Y.; Jia, C.B.; Li, B.; Guo, L.L. Effect of deformation speed on the microstructure and mechanical properties of AA6063 during continuous extrusion process. J. Mater. Process. Technol. 2013, 213, 1855–1863. [Google Scholar] [CrossRef]
- Zhao, Y.; Pei, J.Y.; Guo, L.L.; Yun, X.B.; Huai-Chao, M.A. Effects of extrusion speed of continuous extrusion with double billets on welding performance of 6063 Al alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1561–1571. [Google Scholar] [CrossRef]
- Cai, H.; Hu, J.M.; Jiang, F.L.; Fu, D.F.; Teng, J.; Zhang, H. A novel repetitive continuous welding extrusion for refining grain size and evading strength-ductility trade-off in AZ31 magnesium alloy. Mater. Sci. Eng. A 2019, 753, 192–196. [Google Scholar] [CrossRef]
- Liu, F.; Liu, Z.Y.; Jia, P.X. Effect of T-phase on microstructure of the hot rolled Al–Cu–Mg alloy. J. Alloys Compd. 2020, 825, 154190. [Google Scholar] [CrossRef]
- Li, G.h.; Zhou, H.L.; Luo, L.Y.; Wu, X.M.; Guo, N. Material flow behavior and microstructural evolution during refill friction stir spot welding of alclad 2A12-T4 aluminum alloy. Int. J. Miner. Metall. Mater. 2021, 28, 131–141. [Google Scholar] [CrossRef]
- Sweet, E.D.; Caraher, S.K.; Danilova, N.V.; Zhang, X. Effects of extrusion parameters on coarse grain surface layer in 6xxx series extrusions. In Proceedings of the 8th International Aluminum Extrusion Technology Seminar, Orlando, FL, USA, 18–21 May 2004; Volume 1, pp. 115–126. [Google Scholar]
- Kuzmina, M.; Ponge, D.; Raabe, D. Grain boundary segregation engineering and austenite reversion turn embrittlement into toughness: Example of a 9wt.% medium Mn steel. Acta Mater. 2015, 86, 182–192. [Google Scholar] [CrossRef]
- Zhang, L.; Luo, H. Precipitation Behavior during Aging Operations in an Ultrafine-Grained Al–Cu–Mg Alloy Produced by High-Strain-Rate Processing. Materials 2022, 15, 8687. [Google Scholar] [CrossRef]
- Jia, Z.H.; Xie, Z.Q.; Xiang, K.Y.; Ding, L.P.; Weng, Y.Y.; Liu, Q. Effect of heat treatment and extrusion processing on the microstructure and mechanical properties of spray formed 7055 alloy. Mater. Charact. 2022, 183, 111619. [Google Scholar] [CrossRef]
- Li, Y.; Lu, B.; Yu, W.; Fu, J.; Xu, G.; Wang, Z. Two-stage homogenization of Al-Zn-Mg-Cu-Zr alloy processed by twin-roll casting to improve L12 Al3Zr precipitation, recrystallization resistance, and performance. J. Alloys Compd. 2021, 882, 160789. [Google Scholar] [CrossRef]
- Liu, J.; Du, Z.Y.; Su, J.L.; Tang, J.; Jiang, F.L.; Fu, D.F.; Teng, J.; Zhang, H. Effect of quenching residual stress on precipitation behaviour of 7085 aluminium alloy. J. Mater. Sci. Technol. 2023, 132, 154–165. [Google Scholar] [CrossRef]
- Jia, L.; Ren, X.P.; Hou, H.L.; Zhang, Y. Microstructural evolution and superplastic deformation mechanisms of as-rolled 2A97 alloy at low-temperature. Mater. Sci. Eng. A 2019, 759, 19–29. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Shurkin, P.K.; Korotkova, N.O. Comparative analysis of structure evolution and thermal stability of Commercial AA2219 and model Al-2 wt%Mn-2 wt%Cu cold rolled alloys. J. Alloys Compd. 2021, 864, 158823. [Google Scholar] [CrossRef]
- Feng, Z.Q.; Yang, Y.Q.; Huang, B.; Li, M.H.; Chen, Y.X.; Ru, J.G. Crystal substructures of the rotation-twinned T (Al20Cu2Mn3) phase in Al2024. J. Alloys Compd. 2014, 583, 445–451. [Google Scholar] [CrossRef]
- Moy, C.K.S.; Weiss, M.; Xia, J.H.; Sha, G.; Ringer, S.P.; Ranzi, G. Influence of heat treatment on the microstructure, texture and formability of 2024 aluminium alloy. Mater. Sci. Eng. A 2012, 552, 48–60. [Google Scholar] [CrossRef]
- Feng, Z.Q.; Yang, Y.Q.; Huang, B.; Luo, X.; Li, M.H.; Han, M.; Fu, M.S. Variant selection and the strengthening effect of S precipitates at dislocations in Al–Cu–Mg alloy. Acta Mater. 2011, 59, 2412–2422. [Google Scholar] [CrossRef]
- Bo, G.W.; Wang, Y.L.; Liu, M.C.; Tang, J.; Jiang, F.L.; Teng, J.; Xiao, G.; Fu, D.F.; Zhang, H. Experimental and modeling investigations of the non-isothermal and isothermal precipitations in an Al-Cu-Mg-Zr alloy with various pre-precipitation microstructures. Mater. Des. 2022, 217, 1106405. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Pan, S.P.; Liu, W.H.; Liu, X.; Tang, C.P. Morphologies, orientation relationships, and evolution of the T-phase in an Al-Cu-Mg-Mn alloy during homogenisation. J. Alloys Compd. 2017, 709, 213–226. [Google Scholar] [CrossRef]
- Kim, I.; Song, M.; Kim, J.; Kim, J.H.; Hong, S.K. Effect of added Mg on the clustering and two-step aging behavior of Al–Cu alloys. Mater. Sci. Eng. A 2020, 798, 140123. [Google Scholar] [CrossRef]
- Wang, S.C.; Starink, M.J. Two types of S phase precipitates in Al–Cu–Mg alloys. Acta Mater. 2007, 55, 933–941. [Google Scholar] [CrossRef] [Green Version]
- Marceau, R.K.W.; Sha, G.; Ferragut, R.; Dupasquier, A.; Ringer, S.P. Solute clustering in Al–Cu–Mg alloys during the early stages of elevated temperature ageing. Acta Mater. 2010, 58, 4923–4939. [Google Scholar] [CrossRef]
- Ganjehfard, K.; Taghiabadi, R.; Noghani, M.T.; Ghoncheh, M.H. Tensile properties and hot tearing susceptibility of cast Al–Cu alloys containing excess Fe and Si. Int. J. Miner. Metall. Mater. 2021, 28, 718–728. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviation | Extrusion Wheel Speeds, Rpm | Extrusion Pass | Heat Treatment |
|---|---|---|---|
| 4r-1p-T5 | 4 | 1 | Direct aging at 180 °C/16 h |
| 4r-2p-T5 | 4 | 2 | Direct aging at 180 °C/16 h |
| 4r-3p-T5 | 4 | 3 | Direct aging at 180 °C/16 h |
| 8r-1p-T5 | 8 | 1 | Direct aging at 180 °C/16 h |
| 8r-2p-T5 | 8 | 2 | Direct aging at 180 °C/16 h |
| 8r-3p-T5 | 8 | 3 | Direct aging at 180 °C/16 h |
| 4r-1p-T6 | 4 | 1 | 500 °C/2 h + 180 °C/16 h |
| 4r-2p-T6 | 4 | 2 | 500 °C/2 h + 180 °C/16 h |
| 4r-3p-T6 | 4 | 3 | 500 °C/2 h + 180 °C/16 h |
| 8r-1p-T6 | 8 | 1 | 500 °C/2 h + 180 °C/16 h |
| 8r-2p-T6 | 8 | 2 | 500 °C/2 h + 180 °C/16 h |
| 8r-3p-T6 | 8 | 3 | 500 °C/2 h + 180 °C/16 h |
| Material Properties | Workpiece |
|---|---|
| Density, kg/m3 | 2690 |
| Thermal conductivity, W/(m.K) | 205 |
| Specific heat, J/(kg.K) | 895 |
| Heat transfer coefficient (N/s·mm·°C) | 30 |
| Young’s modulus (MPa) | 70,000 |
| Poisson’s ratio | 0.33 |
| Penalty function | Friction factor: 0.95 (Conform wheel), 0.4 (others); |
| Initial billet temperature, °C | 25 |
| Initial die temperature, °C | 150 |
| Sample | Grain Size | Hardness (T5) | Hardness (T6) |
|---|---|---|---|
| 4r-1p | 41.7 | 107.7 | 131.6 |
| 4r-2p | 4.5 | 105.3 | 132.5 |
| 4r-3p | 6.9 | 103.0 | 137.4 |
| 8r-1p | 38.2 | 114.0 | 133.1 |
| 8r-2p | 34.6 | 127.3 | 133.4 |
| 8r-3p | 80.1 | 131.0 | 135.0 |
| Sample | YS/MPa | UTS/MPa | Elongation/% |
|---|---|---|---|
| 4r-1p-T5 | 238.1 | 344.5 | 19.5 |
| 8r-1p-T5 | 256.0 | 391.9 | 11.4 |
| Increasement fraction (4r to 8r) | 7.5% | 13.8% | −41.6% |
| 4r-3p-T5 | 263.2 | 357.4 | 19.5 |
| 8r-3p-T5 | 326.4 | 434.6 | 15.4 |
| Increasement fraction (4r to 8r) | 24% | 21.6% | 21.1% |
| 4r-1p-T6 | 325.4 | 441.0 | 6.9 |
| 8r-1p-T6 | 323.4 | 465.7 | 17.7 |
| Increasement fraction (4r to 8r) | −0.6% | 5.6% | 157% |
| 4r-3p-T6 | 349.9 | 445.8 | 10.1 |
| 8r-3p-T6 | 354.2 | 497.6 | 12.9 |
| Increasement fraction (4r to 8r) | 1.2% | 11.6% | 27.7% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Z.; Qin, R.; Sun, Y.; Tang, J.; Jiang, F.; You, C. Improvement in Mechanical Properties of Al2024 Alloy Using Mechanical Working and Heat Treatment. Materials 2023, 16, 5568. https://doi.org/10.3390/ma16165568
Zhu Z, Qin R, Sun Y, Tang J, Jiang F, You C. Improvement in Mechanical Properties of Al2024 Alloy Using Mechanical Working and Heat Treatment. Materials. 2023; 16(16):5568. https://doi.org/10.3390/ma16165568
Chicago/Turabian StyleZhu, Zhengfeng, Renbao Qin, Yishan Sun, Jie Tang, Fulin Jiang, and Chuang You. 2023. "Improvement in Mechanical Properties of Al2024 Alloy Using Mechanical Working and Heat Treatment" Materials 16, no. 16: 5568. https://doi.org/10.3390/ma16165568