
Optimization of Spark Plasma Sintering Technology by Taguchi Method in the Production of a Wide Range of Materials: Review

Abstract
:1. Overview of the SPS Process
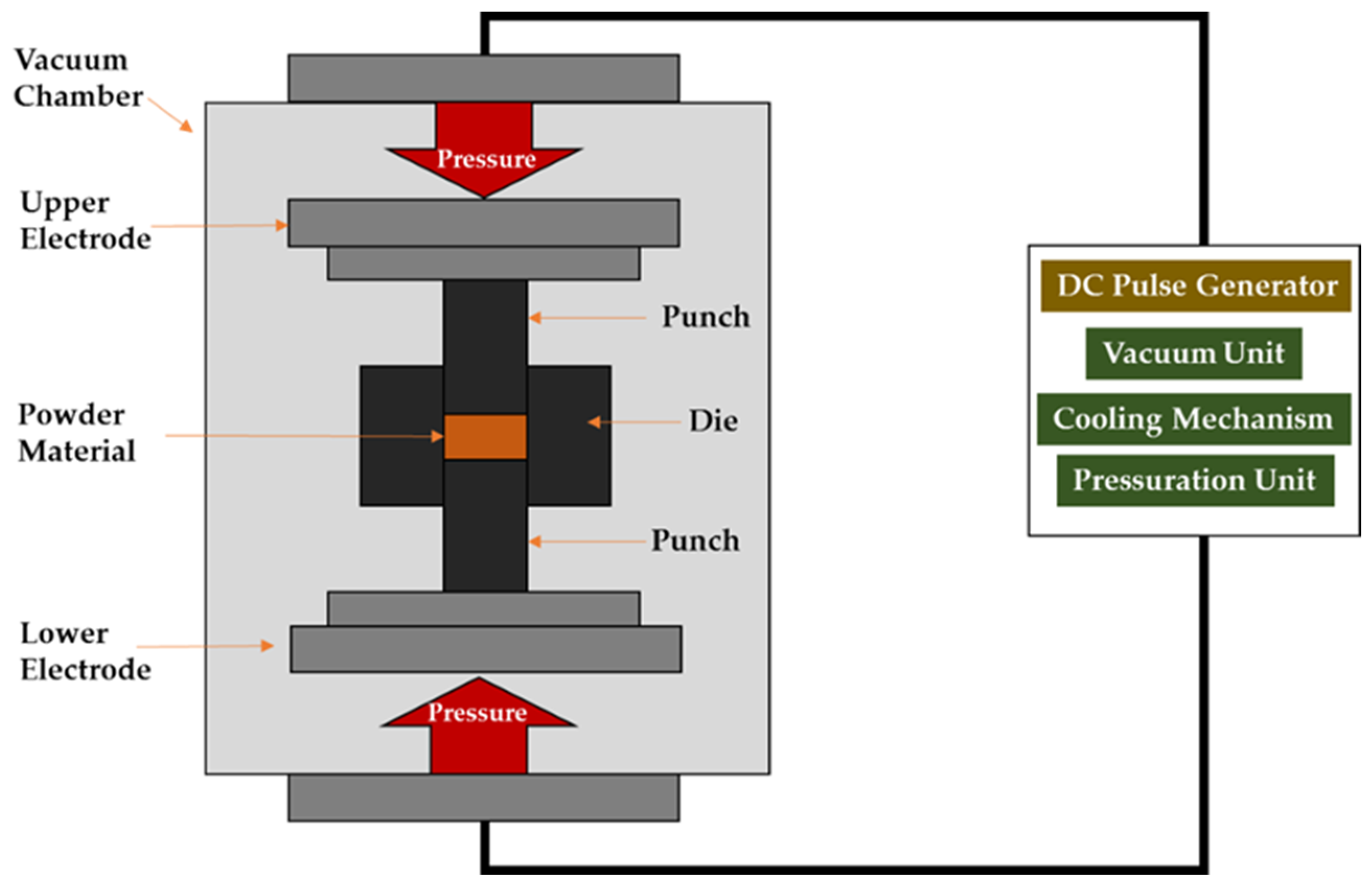
1.1. Fundamental Principles of Spark Plasma Sintering
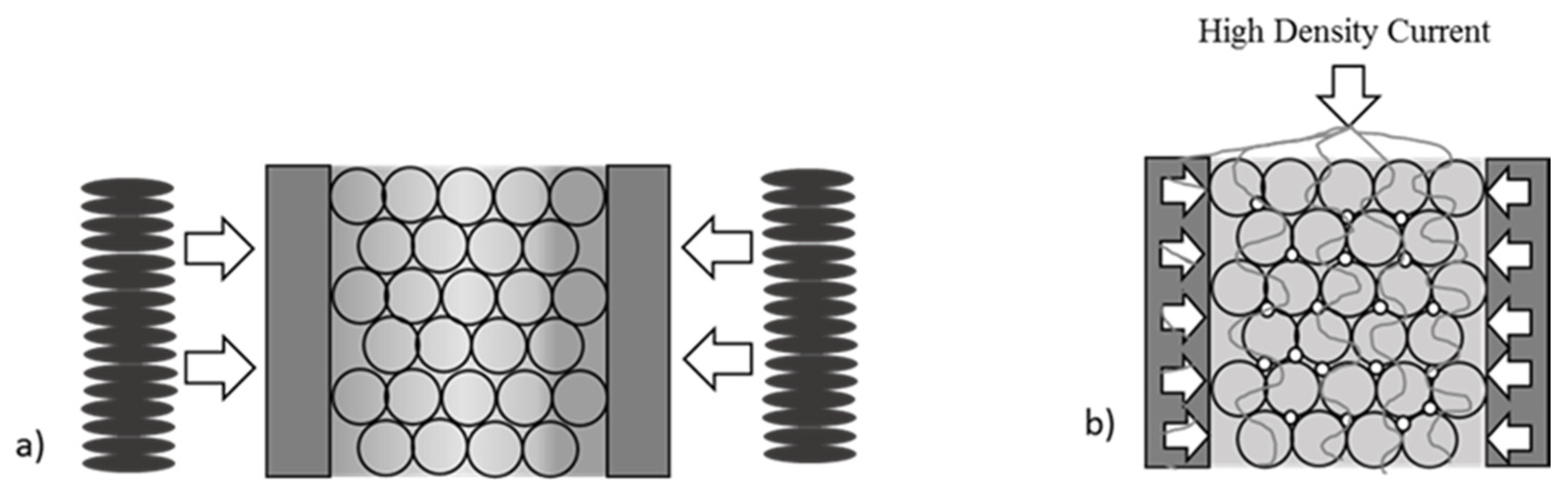
1.2. Mechanisms Involved in SPS Sintering
- (1)
- Activation and surface cleaning of powder particles;
- (2)
- Formation of “necks” between the particles;
- (3)
- Growth of the resulting “necks”;
- (4)
- Compaction of the material as a result of its plastic deformation.
1.3. The Basic Differences between Conventional Sintering and SPS
1.4. Influence of Temperature Distribution during SPS
1.5. The Effect of the Sintering Atmosphere
2. Optimization of Sintering Parameters during the Manufacture of Composites Using Spark Plasma Sintering (SPS) Technology
2.1. Introduction to Optimization
2.2. Product Optimization with the Use of the Taguchi Method
3. Optimization of Sintering Parameters in SPS Technology by Taguchi Method Based on Own Research
3.1. Materials and Method
3.1.1. Design of the Experiment
3.1.2. Methodology of Material Preparation and SPS Sintering Process
3.1.3. Density Measurement
3.1.4. Signal-to-Noise Ratio (S/N)
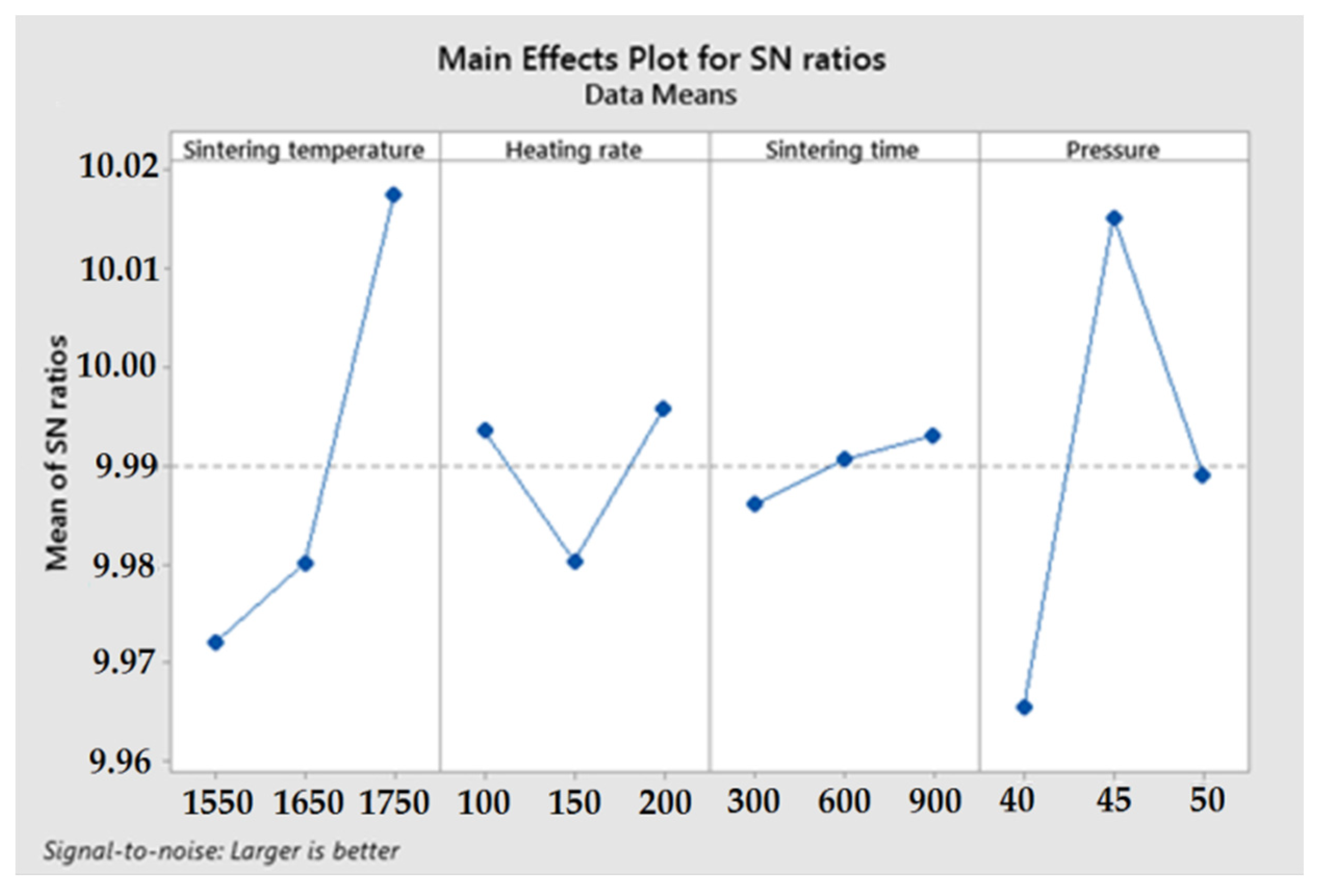
3.2. Results and Discussion
4. Conclusions
- The optimal combination of spark plasma sintering (SPS) conditions of Si3N4–Al2O3–ZrO2 composite for obtaining high apparent density was determined as A3-B3-C3-D2;
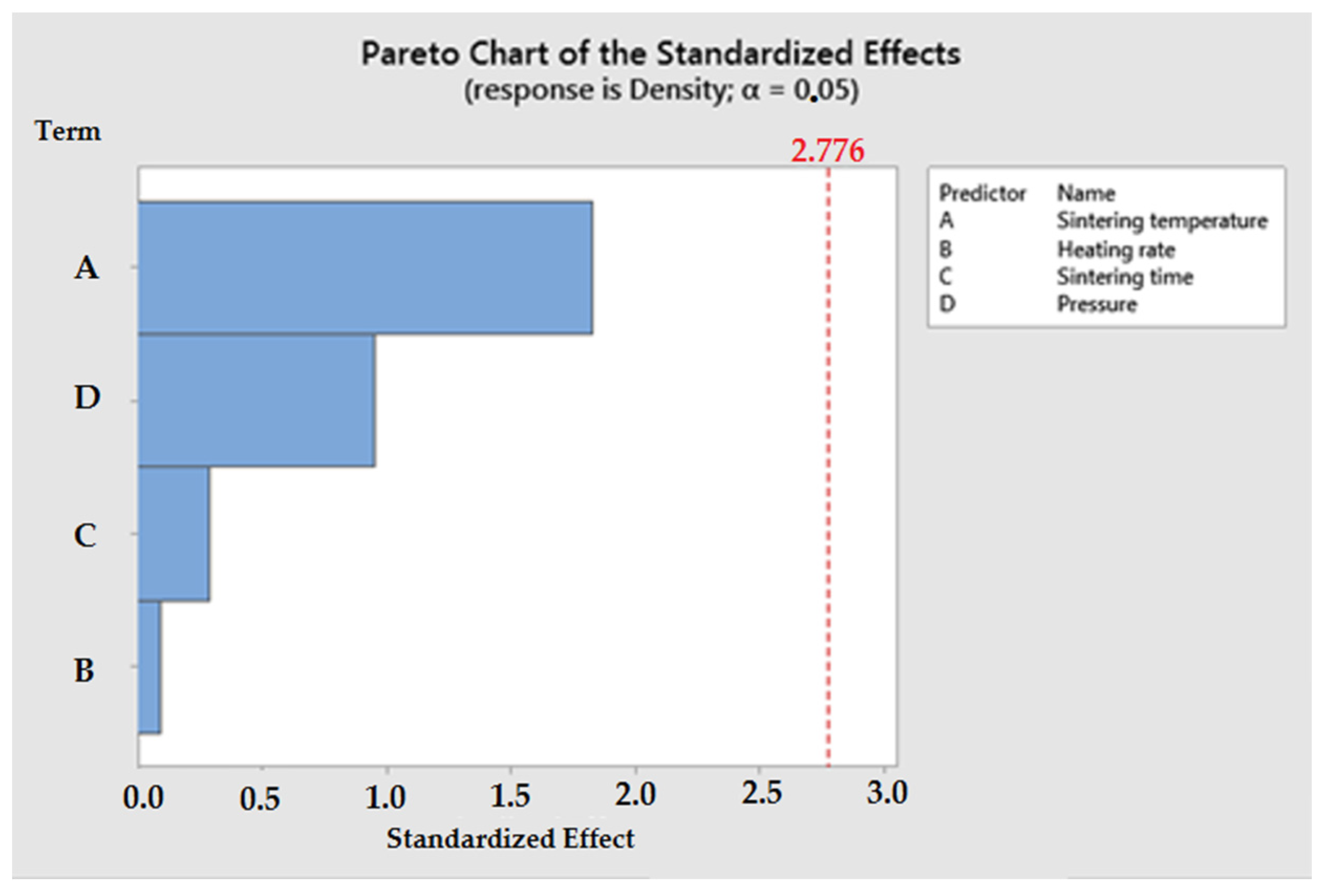
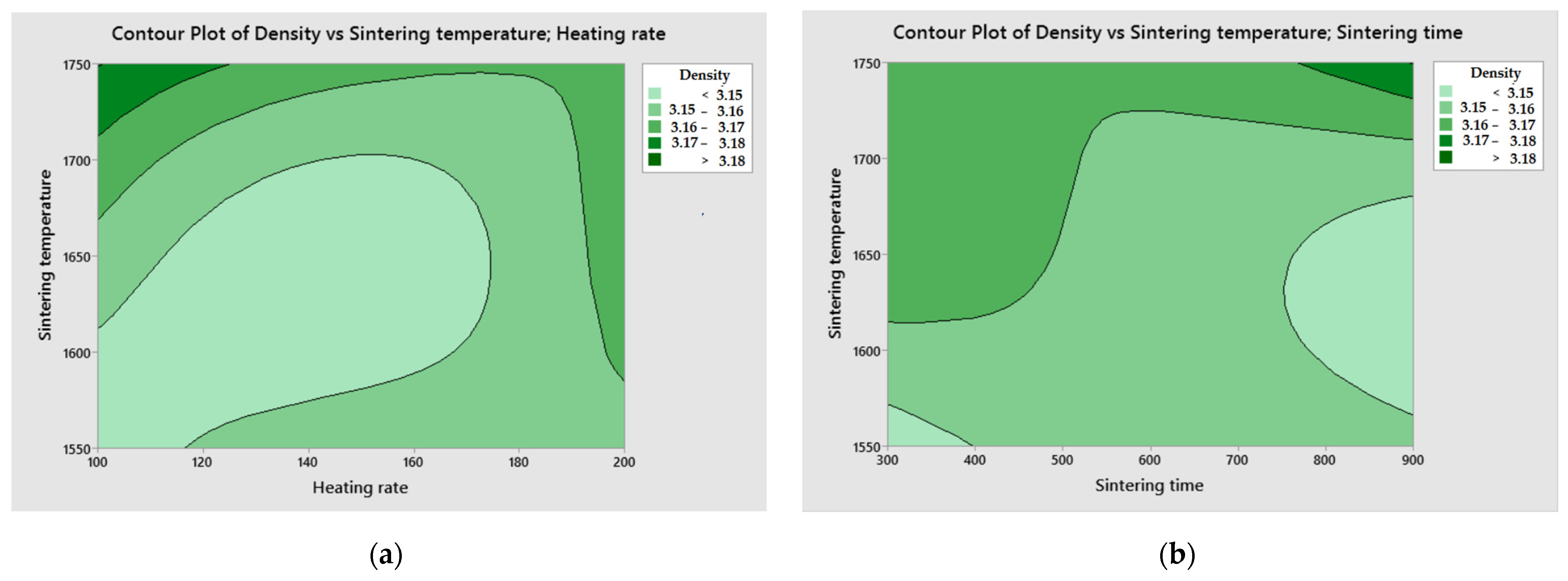
- Based on ANOVA, it was observed that the apparent density of sinters was significantly affected by the sintering temperature, followed by the pressing pressure, sintering time and heating rate;
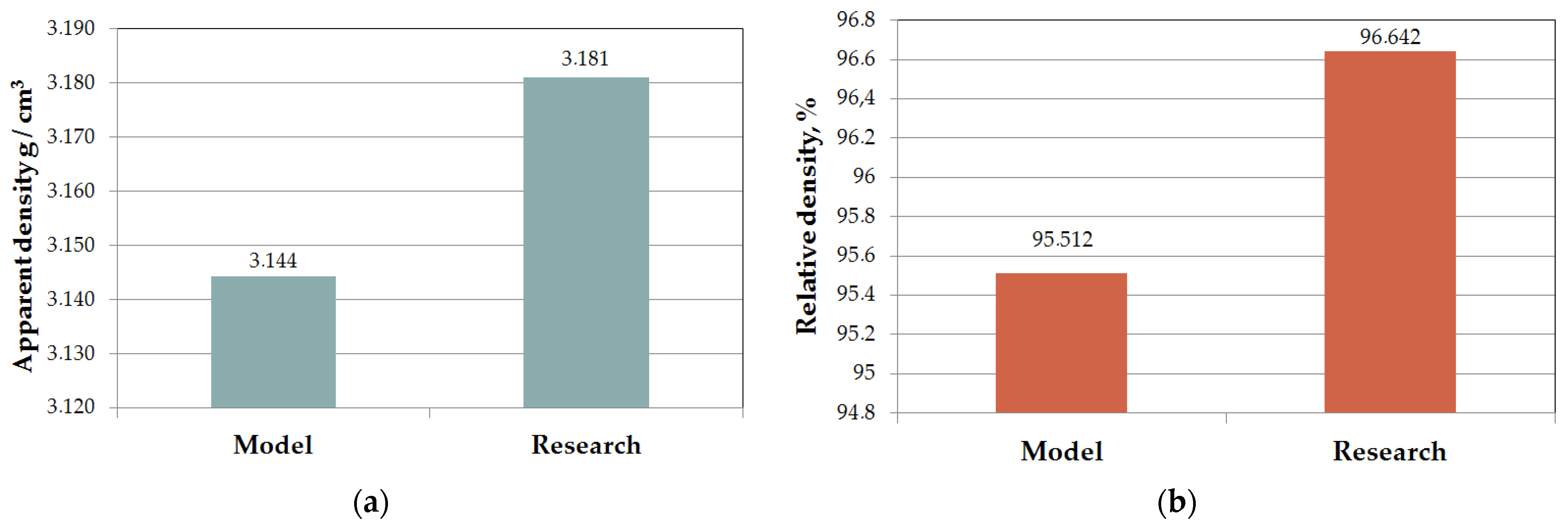
- From the point of view of a developed mathematical model for the apparent density, a close correspondence was observed between the predicted response results and the experimental results. Thus, the developed models can be used to properly select the process conditions for spark plasma sintering of Si3N4–Al2O3–ZrO2 composite without the need for experimental testing;
- Thanks to the developed mathematical models, it is possible to reduce the cost of sintering production by optimizing the parameters of the consolidation process.
Author Contributions
Funding
Conflicts of Interest
References
- Grasso, S.; Sakka, Y.; Maizza, G. Electric current activated/assisted sintering (ECAS): A review of patents 1906–2008. Sci. Technol. Adv. Mater. 2009, 10, 053001. [Google Scholar]
- An, Y.; Oh, N.; Chun, Y.; Kim, Y.; Park, J.; Choi, K.; Eom, T.; Byun, T.; Kim, J.; Hyun, C.; et al. Surface characteristics of porous titanium implants fabricated by environmental electro-discharge sintering of spherical Ti powders in a vacuum atmosphere. Scr. Mater. 2005, 53, 905–908. [Google Scholar]
- Rajagopalan, P.; Desai, S.; Kalghatgi, R.; Krishnan, T.; Bose, D. Studies on the electric discharge compaction of metal powders. Mater. Sci. Eng. A 2000, 280, 289–293. [Google Scholar] [CrossRef]
- Wu, X.; Guo, J. Effect of liquid phase on densification in electric-discharge compaction. J. Mater. Sci. 2007, 42, 7787–7793. [Google Scholar] [CrossRef]
- Wu, X.Y.; Zhang, W.; Li, D.X.; Guo, J.D. Microstructure of WC in WC–Co cemented carbides consolidated by electric discharge. Mater. Sci. Technol. 2007, 23, 627–629. [Google Scholar]
- Kozlík, J.; Veselý, J.; Stráský, J.; Chráska, T.; Janeček, M. Interface of a Al6061/Ti Composite Prepared by Field Assisted Sin-tering Technique. Metals 2021, 11, 73. [Google Scholar]
- Zavodov, N.N.; Kozlov, A.V.; Luzganov, S.N.; Polishchuk, V.P.; Shurupov, A.V. Sintering of metal powders by a series of heavy current pulses. High Temp. 1999, 37, 135–141. [Google Scholar]
- Nisar, A.; Zhang, C.; Boesl, B.; Agarwal, A. Unconventional Materials Processing Using Spark Plasma Sintering. Ceramics 2021, 4, 20–40. [Google Scholar]
- Dobedoe, R.S.; Wost, G.D.; Lewis, M.H. Spark Plasma Sintering of Ceramics. Bull. Eur. Ceram. Soc. 2003, 1, 19. [Google Scholar]
- Lee, J.-M.; Kang, S.-B.; Sato, T.; Tezuka, H.; Kamio, A. Fabrication of Al/Al3Fe composites by plasma synthesis method. Mater. Sci. Eng. A 2003, 343, 199–209. [Google Scholar]
- Shearwood, C.; Fu, Y.Q.; Yu, L.; Khor, K.A. Spark plasma sintering of TiNi nano-powder. Scr. Mater. 2005, 52, 455–460. [Google Scholar] [CrossRef]
- Orru, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activat-ed/assisted. Mater. Sci. Eng. R 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Wachowicz, J.; Wilkowski, J. Influence of Diamond Grain Size on the Basic Properties of WC-Co/Diamond Composites Used in Tools for Wood-Based Materials Machining. Materials 2022, 15, 3569. [Google Scholar] [PubMed]
- Wachowicz, J.; Dembiczak, T.; Stradomski, G.; Bałaga, Z.; Dyner, M.; Wilkowski, J. Properties of WCCo Composites Produced by the SPS Method Intended for Cutting Tools for Machining of Wood-Based Materials. Materials 2021, 14, 2618. [Google Scholar]
- Taylor, G.F. Apparatus For Making Hard Metal Compositions. US Patent No. 1,896,854, 7 February 1933. [Google Scholar]
- Cremer, G.D. Powder Metallurgy. US Patent No. 2,355,954, 15 August 1944. [Google Scholar]
- Herba, M. Spark Plasma Sintering-nowa technologia konsolidacji materiałów proszkowych. Czasopismo Techniczne. Mechanika 2012, 109, 47–55. [Google Scholar]
- Lenel, V.F. Resistance sintering under pressure. Trans. AIME 1955, 7, 158–167. [Google Scholar]
- Goetzel, C.G.; Demarchi, V.S. lectrically Activated Pressure Sintering (Spark Sintering) of Titanium Powders. Powder Met. Int. 1971, 3, 80–87. [Google Scholar]
- Inoue, K. Method of Electrically Sintering Discrete Bodies. US Patent 3,340,052, 5 September 1967. [Google Scholar]
- Inoue, K. Electrical Sintering under Liquid Pressure. US Patent 3,656,946, 18 April 1972. [Google Scholar]
- Zhao, Y.; Suo, H.; Zhu, Y.; Grivel, J.C.; Gao, M.; Ma, L.; Fan, R.F.; Liu, M.; Ji, Y.; Zhou, M. Study on the formation of cubic tex-ture in Ni-7 at.% W alloy substrates by powder metallurgy routes. Acta Mater. 2009, 57, 773–781. [Google Scholar]
- Tokita, M. Development of Automatic FGM Manufacturing Systems by the Spark Plasma Sintering (SPS) Method. Ceram. Trans. Am. Ceram. Soc. 2001, 114, 283. [Google Scholar]
- Cavaliere, P. (Ed.) Spark Plasma Sintering of Materials: Advances in Processing and Applications; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Available online: https://www.fct-systeme.de/en/content/Spark_Plasma_Sinteranlage_Typ_HPD_HHPD/~nm.12~nc.32/Spark-Plasma-Sinteranlage-Typ-HP-D--HHP-D.html (accessed on 21 June 2023).
- Abedi, M.; Sovizi, S.; Azarniya, A.; Giuntini, D.; Seraji, M.E.; Hosseini, H.R.M.; Amutha, C.; Ramakrishna, S.; Mukasyan, A. An analytical review on Spark Plasma Sintering of metals and alloys: From processing window, phase transformation, and property perspective. Crit. Rev. Solid State Mater. Sci. 2022, 48, 169–214. [Google Scholar]
- Hitchcock, D.; Livingston, R.; Liebenberg, D. Improved understanding of the spark plasma sintering process. J. Appl. Phys. 2015, 117, 174505. [Google Scholar] [CrossRef]
- Zhang, Z.-H.; Liu, Z.-F.; Lu, J.-F.; Shen, X.-B.; Wang, F.-C.; Wang, Y.-D. The sintering mechanism in spark plasma sintering—Proof of the occurrence of spark discharge. Scr. Mater. 2014, 81, 56–59. [Google Scholar] [CrossRef]
- Hu, Z.-Y.; Zhang, Z.-H.; Cheng, X.-W.; Wang, F.-C.; Zhang, Y.-F.; Li, S.-L. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Zhaohui, Z.; Fuchi, W.; Lin, W.; Shukui, L.; Osamu, S. Sintering mechanism of large-scale ultrafine-grained copper prepared by SPS method. Mater. Lett. 2008, 62, 3987–3990. [Google Scholar] [CrossRef]
- Song, X.; Liu, X.; Zhang, J. Neck Formation and Self-Adjusting Mechanism of Neck Growth of Conducting Powders in Spark Plasma Sintering. J. Am. Ceram. Soc. 2006, 89, 494–500. [Google Scholar]
- Liu, R.; Wang, W.; Chen, H.; Lu, Z.; Zhao, W.; Zhang, T. Densification of pure magnesium by spark plasma sinter-ing-discussion of sintering mechanism. Adv. Powder Technol. 2019, 30, 2649–2658. [Google Scholar] [CrossRef]
- Wachowicz, J.; Rosiński, M.; Mątewski, D. Nieograniczone możliwości spiekania SPS. Mechanik 2016, 89, 1558. [Google Scholar] [CrossRef] [Green Version]
- Borovskii, G.V.; Blagoveshchenskii, Y.V.; Abramov, A.V. Nanostructured hard metals WC-Co produced from plasma chemical powders. RWF Werbeges. Austria 2009, 2, 224–229. [Google Scholar]
- Wang, X.; Fang, Z.Z.; Sohn, H.Y. Grain growth during the early stage of sintering of nanosized WC–Co powder. Int. J. Refract. Met. Hard Mater. 2008, 26, 232–241. [Google Scholar] [CrossRef]
- Gille, G.; Szesny, B.; Dreyer, K.; Van Den Berg, H.; Schmidt, J.; Gestrich, T.; Leitner, G. Submicron and ultrafine grained hard-metals for microdrills and metal cutting inserts. Int. J. Refract. Met. Hard Mater. 2002, 20, 3–22. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Wang, X.; Ryu, T.; Hwang, K.S.; Sohn, H.Y. Synthesis, sintering, and mechanical properties of nanocrystalline ce-mented tungsten carbide—A review. Int. J. Refract. Met. Hard Mater. 2009, 27, 288–299. [Google Scholar] [CrossRef]
- Panov, V.S. Nanostructured sintered WC–Co hard metals. Powder Metall. Met. Ceram. 2015, 53, 643–654. [Google Scholar] [CrossRef]
- Räthel, J.; Herrmann, M.; Beckert, W. Temperature distribution for electrically conductive and non-conductive materials dur-ing Field Assisted Sintering (FAST). J. Eur. Ceram. Soc. 2009, 29, 1419–1425. [Google Scholar]
- Vaferi, K.; Nekahi, S.; Vajdi, M.; Moghanlou, F.S.; Shokouhimehr, M.; Motallebzadeh, A.; Sha, J.; Asl, M.S. Heat transfer, ther-mal stress and failure analyses in a TiB2 gas turbine stator blade. Ceram. Int. 2019, 45, 19331–19339. [Google Scholar] [CrossRef]
- Sakkaki, M.; Moghanlou, F.S.; Vajdi, M.; Asl, M.S.; Mohammadi, M.; Shokouhimehr, M. Numerical simulation of heat transfer during spark plasma sintering of zirconium diboride. Ceram. Int. 2020, 46, 4998–5007. [Google Scholar] [CrossRef]
- Giuntini, D.; Raethel, J.; Herrmann, M.; Michaelis, A.; Olevsky, E.A. Advancement of Tooling for Spark Plasma Sintering. J. Am. Ceram. Soc. 2015, 98, 3529–3537. [Google Scholar] [CrossRef]
- Biswas, S.; Riley, F. Gas pressure sintering of silicon nitride—Current status. Mater. Chem. Phys. 2001, 67, 175–179. [Google Scholar] [CrossRef]
- Fisher, J.G.; Kang, S.J.L. Microstructural changes in (K0.5Na0.5) NbO3 ceramics sintered in various atmospheres. J. Eur. Ce-ram. Soc. 2009, 29, 2581–2588. [Google Scholar] [CrossRef]
- Noudem, J.G.; Quetel-Weben, S.; Retoux, R.; Chevallier, G.; Estournès, C. Thermoelectric properties of Ca0.9Yb0.1MnO3−x prepared by spark plasma sintering in air atmosphere. Scr. Mater. 2013, 68, 949–952. [Google Scholar] [CrossRef] [Green Version]
- Salvo, C.; Chicardi, E.; García-Garrido, C.; Poyato, R.; Jiménez, J.A.; Mangalaraja, R.V. Study of the Influence of Sintering At-mosphere and Mechanical Activation on the Synthesis of Bulk Ti2AlN MAX Phase Obtained by Spark Plasma Sintering. Materials 2021, 14, 4574. [Google Scholar] [CrossRef]
- Lee, J.H.; Ju, J.Y.; Kim, C.H.; Park, J.H.; Lee, H.S.; Shin, Y.D. The Development of an Electroconductive SiC-ZrB2 Composite through Spark Plasma Sintering under Argon Atmosphere. J. Electr. Eng. Technol. 2010, 5, 342–351. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D.C. Introduction to Statistical Quality (Control), 7th ed.; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Peace, G.S. Taguchi Methods: A Hands-On Approach; Addison-Wesley: Boston, MA, USA, 1992. [Google Scholar]
- Antony, J.; Capon, N. Teaching experimental design techniques to industrial engineers. Int. J. Eng. Educ. 1998, 14, 335–343. [Google Scholar]
- Taguchi, G.; Chowdhury, S.; Wu, Y. Taguchi’s Quality Engineering Handbook; John Wiley Sons Inc.: New York, NY, USA, 2004. [Google Scholar]
- Wang, T.H.; Lai, Y.-S. Optimization of Thermomechanical Reliability of Board-Level Flip-Chip Packages Implemented with Organic or Silicon Substrates. IEEE Trans. Electron. Packag. Manuf. 2008, 31, 174–179. [Google Scholar] [CrossRef]
- Su, C.-T.; Yeh, C.-J. Optimization of the Cu wire bonding process for IC assembly using Taguchi methods. Microelectron. Reliab. 2011, 51, 53–59. [Google Scholar]
- Su, C.T.; Lin, C.M.; Hsu, C.C. Optimization of the optical whiteness ratio for flexible display by using Taguchi’s dynamic ap-proach. IEEE Trans. Semicond. Manuf. 2012, 25, 2–15. [Google Scholar] [CrossRef]
- Limon-Romero, J.; Tlapa, D.; Baez-Lopez, Y.; Maldonado-Macias, A.; Rivera-Cadavid, L. Application of the Taguchi method to improve a medical device cutting process. Int. J. Adv. Manuf. Technol. 2016, 87, 3569–3577. [Google Scholar] [CrossRef] [Green Version]
- Azadeh, A.; Elahi, S.; Farahani, M.H.; Nasirian, B. A genetic algorithm-Taguchi based approach to inventory routing problem of a single perishable product with transshipment. Comput. Ind. Eng. 2017, 104, 124–133. [Google Scholar] [CrossRef]
- Sivakandhan, C.; Munusamy, P.; Anandan, K.; Balaji, R.; Vairamuthu, J. Parametric optimization of Al 7068 metal matrix using spark plasma sintering process. Mater. Today Proc. 2020, 33, 4605–4607. [Google Scholar]
- Balak, Z.; Zakeri, M. Application of Taguchi L32 orthogonal design to optimize flexural strength of ZrB2-based composites prepared by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2016, 55, 58–67. [Google Scholar] [CrossRef]
- Althahban, S.; Pathinettampadian, G.; Qahtani, F.; Jazaa, Y.; Mousa, S.; Devi, S.A.; De Poures, M.V.; Subbiah, R.; Mamo, H.B. Process Optimization of Spark Plasma Sintering Parameters for Tungsten Carbide/Silicon Nitride/AA2219 Composites by Taguchi Method. Adv. Mater. Sci. Eng. 2022, 2022, 4829499. [Google Scholar] [CrossRef]
- Krishnaiah, K.; Shahabudeen, P. Applied Design of Experiments and Taguchi Methods; PHI Learning Pvt. Ltd.: Delhi, India, 2012. [Google Scholar]
- Parr, W.C.; Taguchi, G. Introduction to Quality Engineering: Designing Quality into Products and Processes; Asian Productivity Organization: Tokyo, Japan, 1986. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Max. temperature attainable lies in the range of 1800–2200 °C |
| Hydraulic press capable of applying a force in the range of 10–400 tons |
| Heating rate of 5–1000 K/min (depending on tool size) |
| Holding time ~2–30 min |
| Pulsed DC power source providing a current in the range of 3000–40,000 A at 1–20 V |
| Max. power capacity rating of 37–1200 kW |
| Vacuum in cold oven 5 × 10−2 mbar |
| Process gases—Ar, N2 (max. 5 bar) |
| Pulse on/off is freely programmable (1...999 ms) for each individual segment |
| Symbol | Process Parameters | Units | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|
| A | Sintering temperature | °C | 1550 | 1650 | 1750 |
| B | Heating rate | °C min−1 | 100 | 150 | 200 |
| C | Sintering time | sek. | 300 | 600 | 900 |
| D | Pressure | MPa | 40 | 45 | 50 |
| No. Exp. | Sintering Temperature (A) | Heating Rate (B) | Sintering Time (C) | Pressure (D) |
|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 | 2 |
| 3 | 1 | 3 | 3 | 3 |
| 4 | 2 | 1 | 2 | 3 |
| 5 | 2 | 2 | 3 | 1 |
| 6 | 2 | 3 | 1 | 2 |
| 7 | 3 | 1 | 3 | 2 |
| 8 | 3 | 2 | 1 | 3 |
| 9 | 3 | 3 | 2 | 1 |
| No. Exp. | Theoretical Density g/cm3 | Apparent Density g/cm3 | Relative Density % |
|---|---|---|---|
| 1 | 3.292 | 3.143 | 95.476 |
| 2 | 3.158 | 95.932 | |
| 3 | 3.155 | 95.842 | |
| 4 | 3.156 | 95.878 | |
| 5 | 3.144 | 95.498 | |
| 6 | 3.165 | 96.143 | |
| 7 | 3.180 | 96.612 | |
| 8 | 3.163 | 96.097 | |
| 9 | 3.162 | 96.056 |
| Level | Sintering Temperature | Heating Rate | Sintering Time | Pressure |
|---|---|---|---|---|
| 1 | 9.972 | 9.994 | 9.986 | 9.965 |
| 2 | 9.980 | 9.980 | 9.991 | 10.015 |
| 3 | 10.018 | 9.996 | 9.993 | 9.989 |
| Delta | 0.046 | 0.016 | 0.007 | 0.050 |
| Rank | 2 | 3 | 4 | 1 |
| Source | Degrees of Freedom | Sum of Square | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Regression | 4 | 0.000537 | 0.000134 | 1.08 | 0.471 |
| Sintering temperature | 1 | 0.000414 | 0.000414 | 3.34 | 0.142 |
| Heating rate | 1 | 0.000001 | 0.000001 | 0.01 | 0.933 |
| Sintering time | 1 | 0.000010 | 0.000010 | 0.08 | 0.789 |
| Pressure | 1 | 0.000112 | 0.000112 | 0.90 | 0.397 |
| Error | 4 | 0.000497 | 0.000124 | - | - |
| Total | 8 | 0.001034 | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kruzel, R.; Dembiczak, T.; Wachowicz, J. Optimization of Spark Plasma Sintering Technology by Taguchi Method in the Production of a Wide Range of Materials: Review. Materials 2023, 16, 5539. https://doi.org/10.3390/ma16165539
Kruzel R, Dembiczak T, Wachowicz J. Optimization of Spark Plasma Sintering Technology by Taguchi Method in the Production of a Wide Range of Materials: Review. Materials. 2023; 16(16):5539. https://doi.org/10.3390/ma16165539
Chicago/Turabian StyleKruzel, Robert, Tomasz Dembiczak, and Joanna Wachowicz. 2023. "Optimization of Spark Plasma Sintering Technology by Taguchi Method in the Production of a Wide Range of Materials: Review" Materials 16, no. 16: 5539. https://doi.org/10.3390/ma16165539