
Influence of Re on the Plastic Hardening Mechanism of Alloyed Copper

Abstract
:1. Introduction
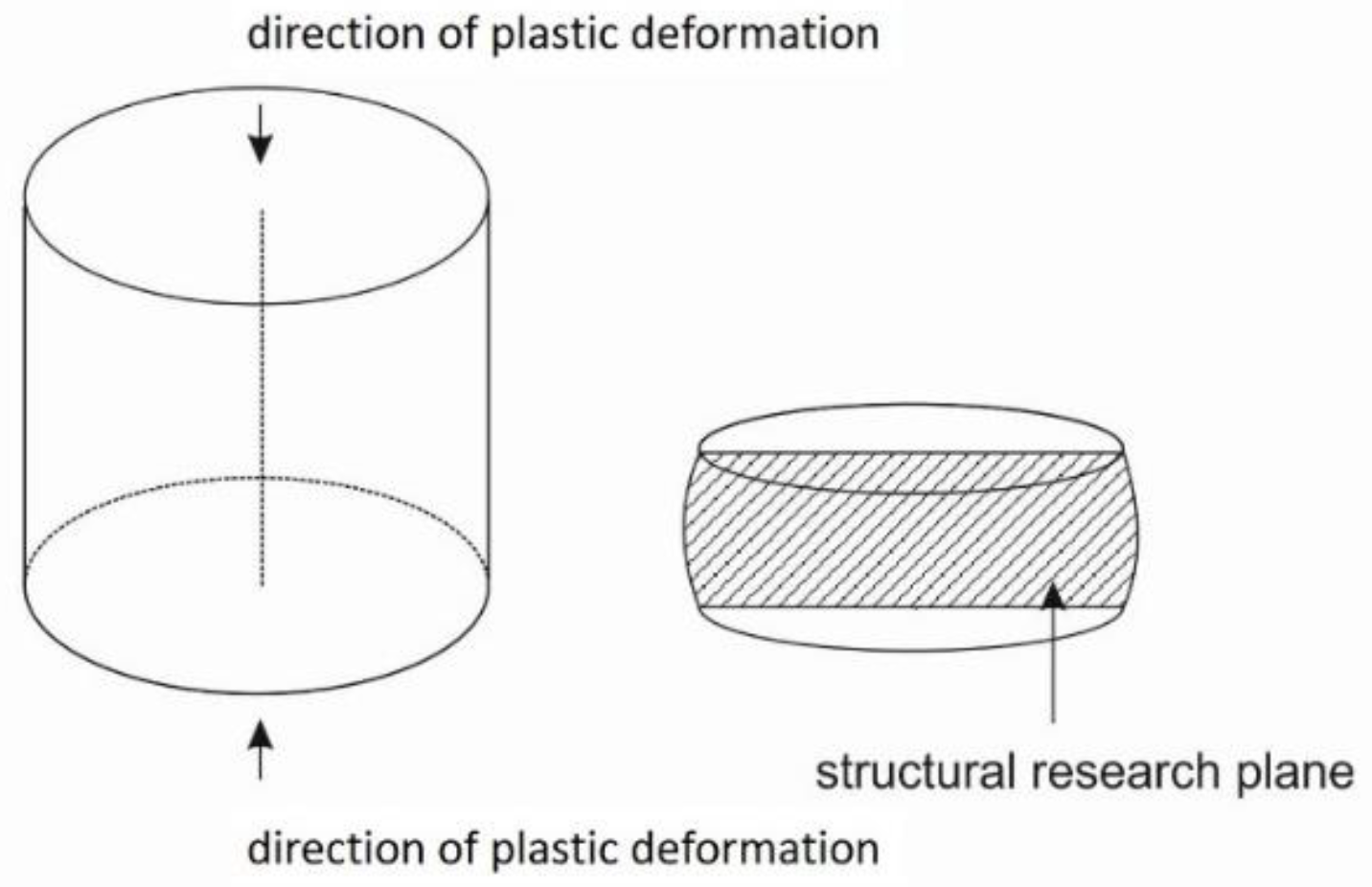
2. Materials and Methods
3. Results and Discussion
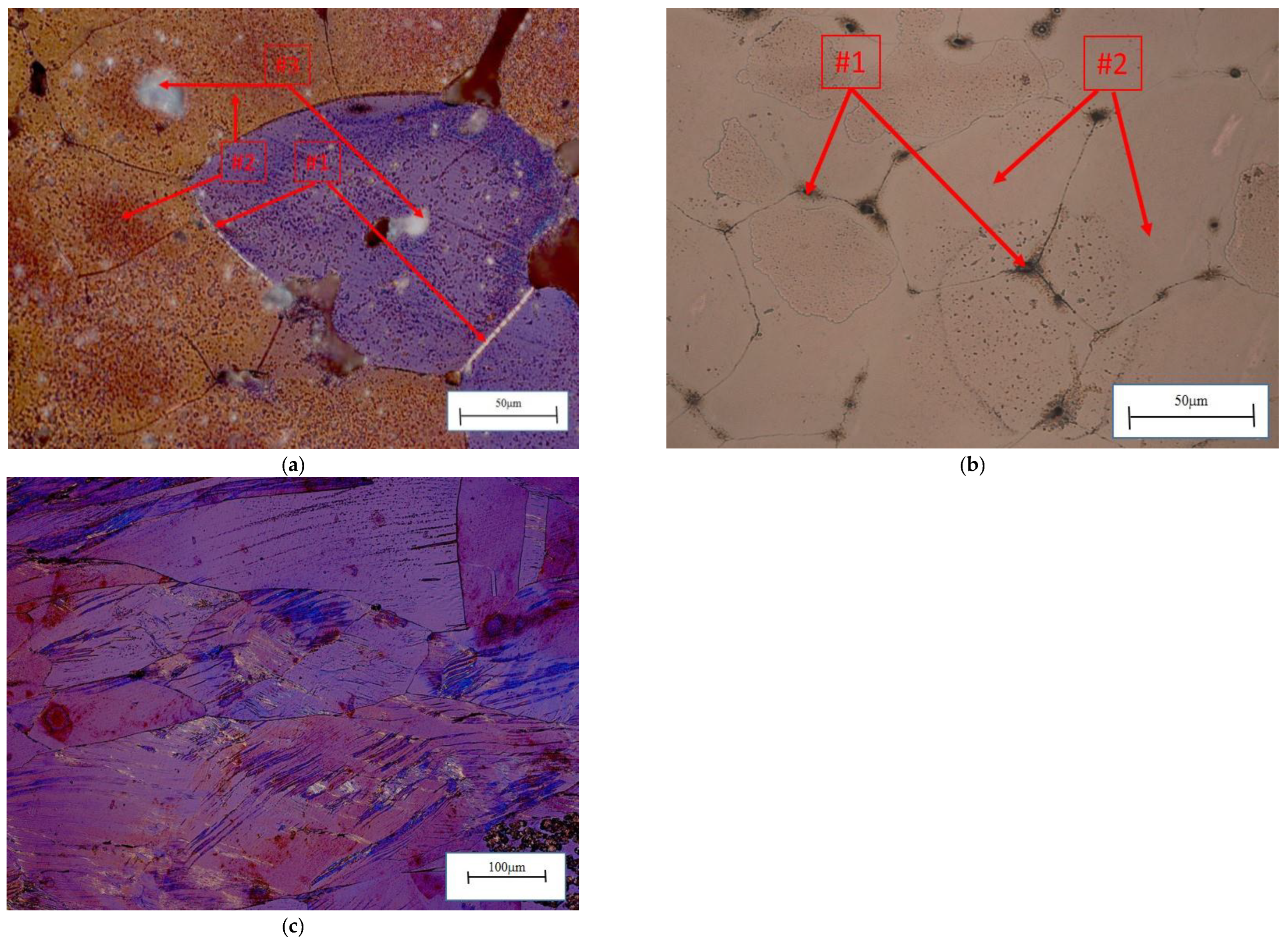
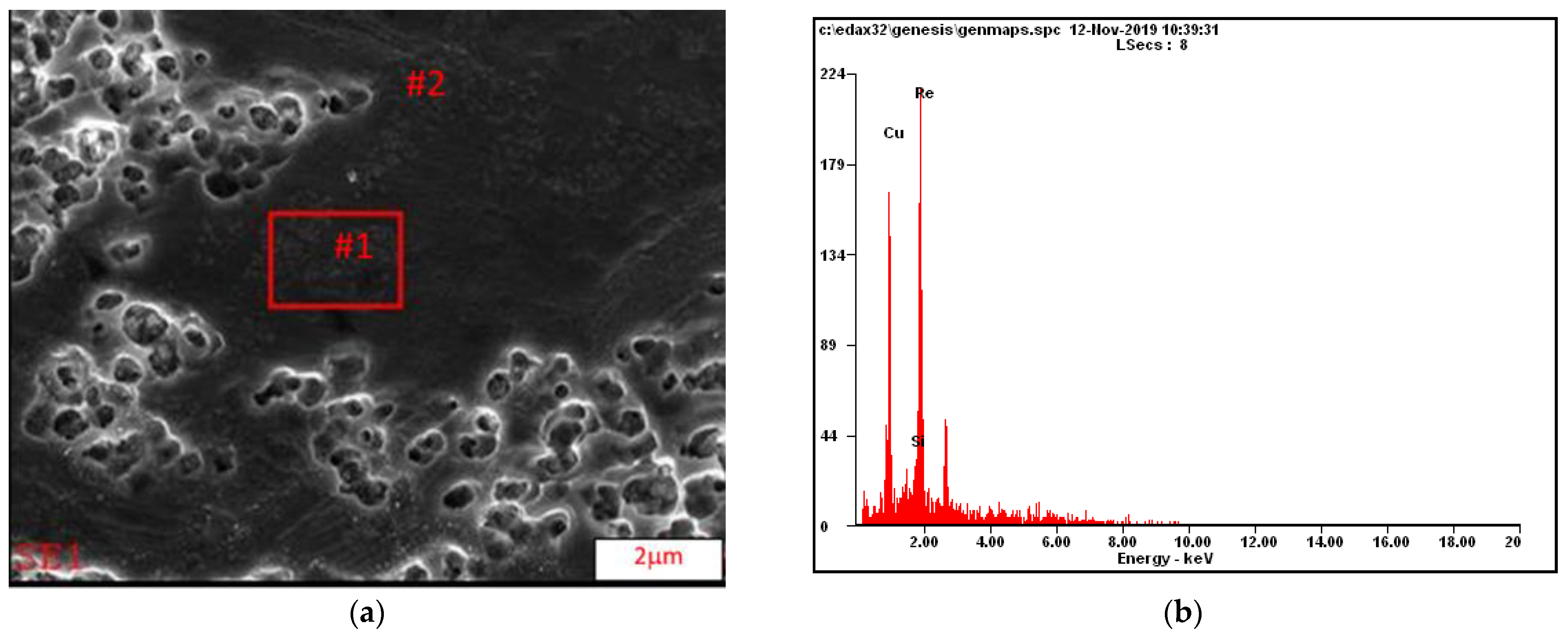
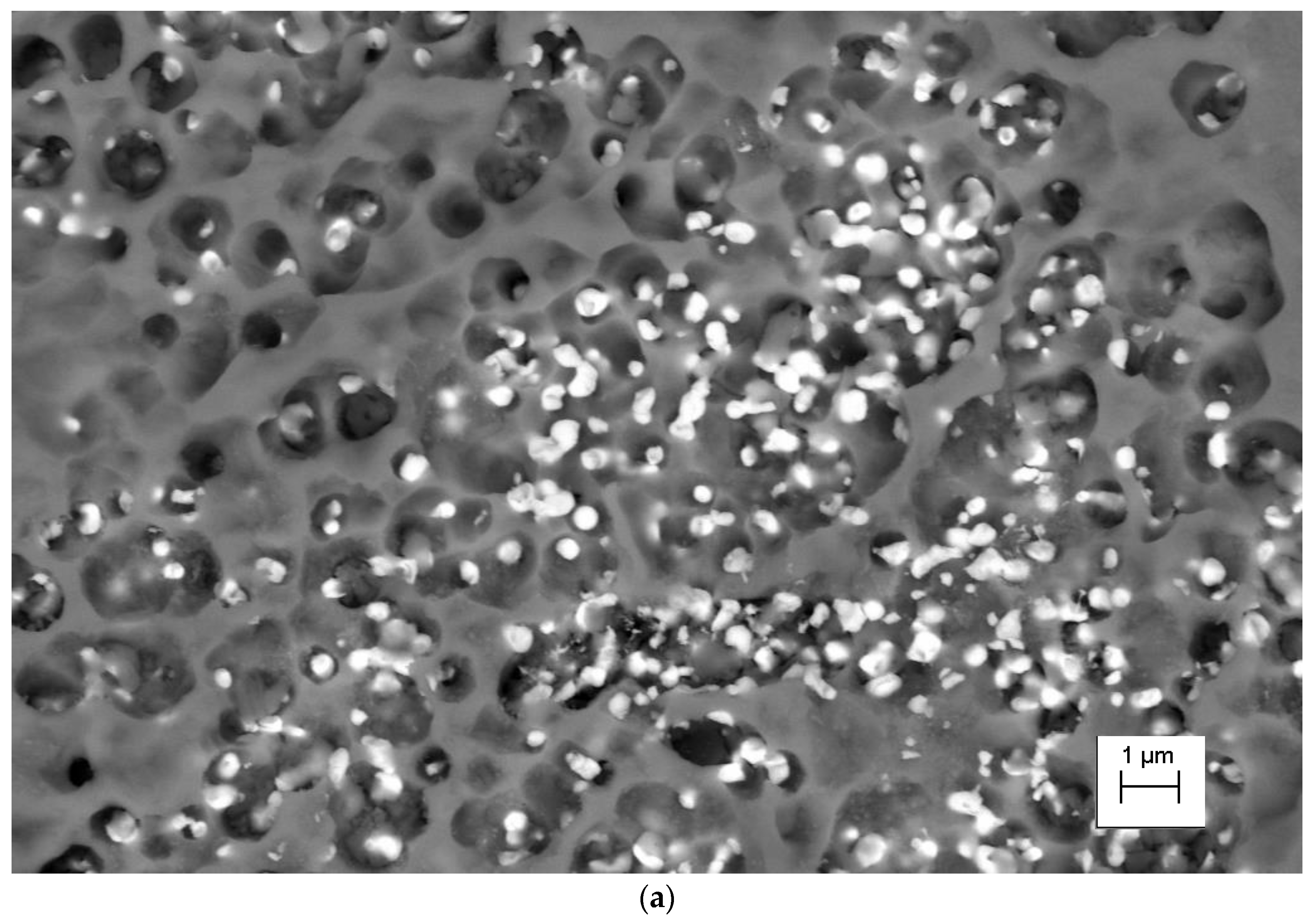
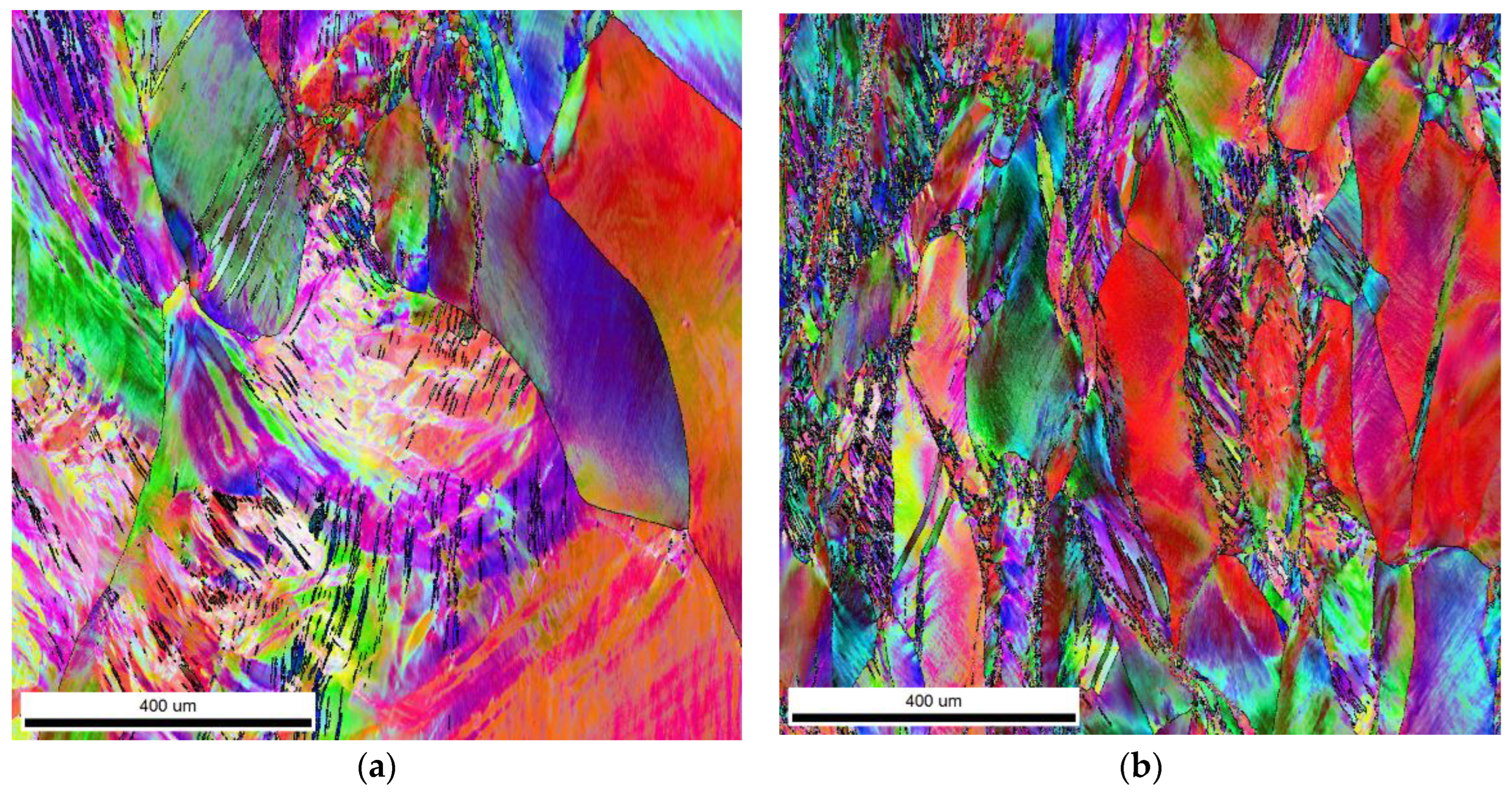
3.1. Structure and Phase Composition Analysis
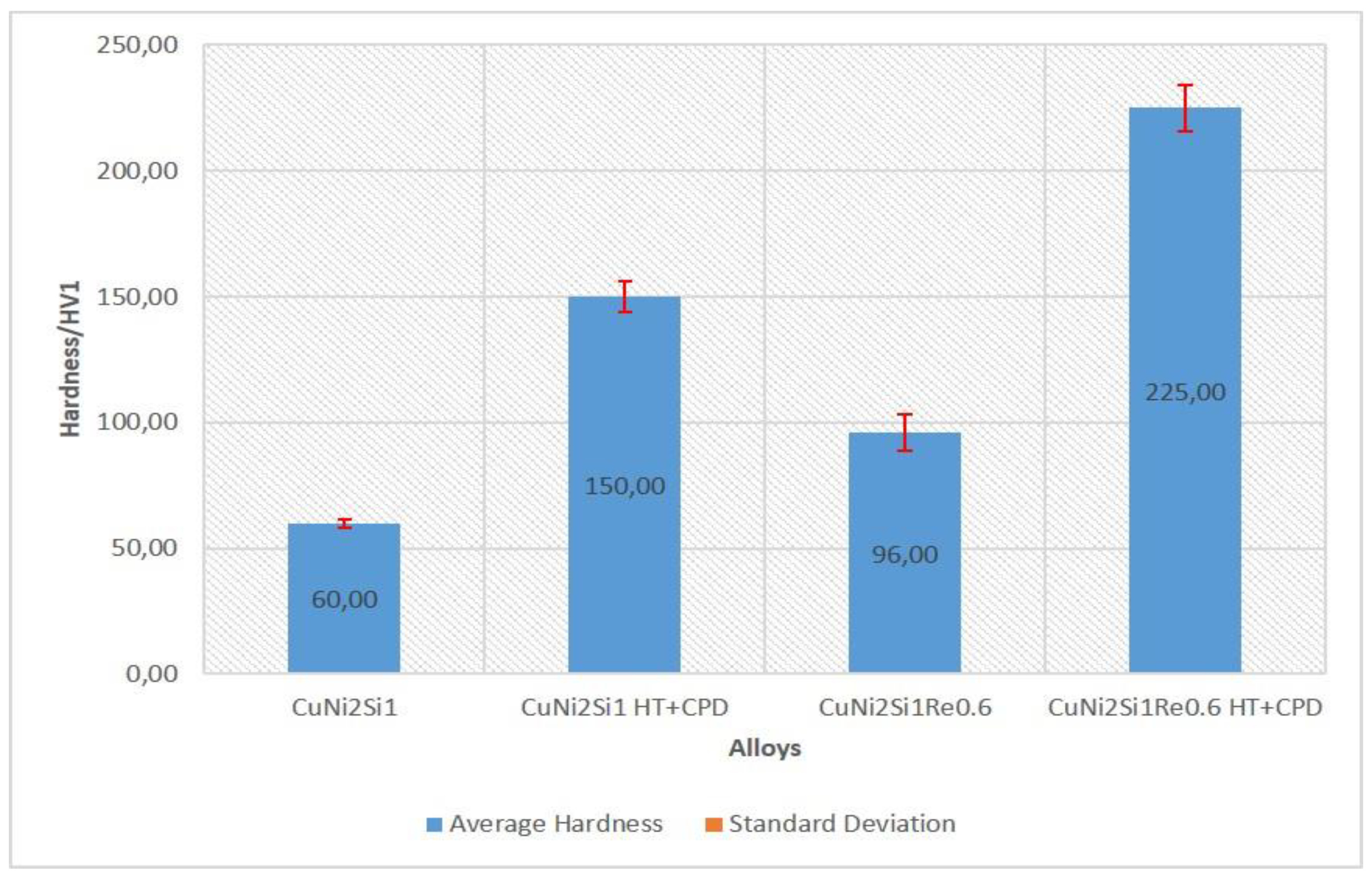
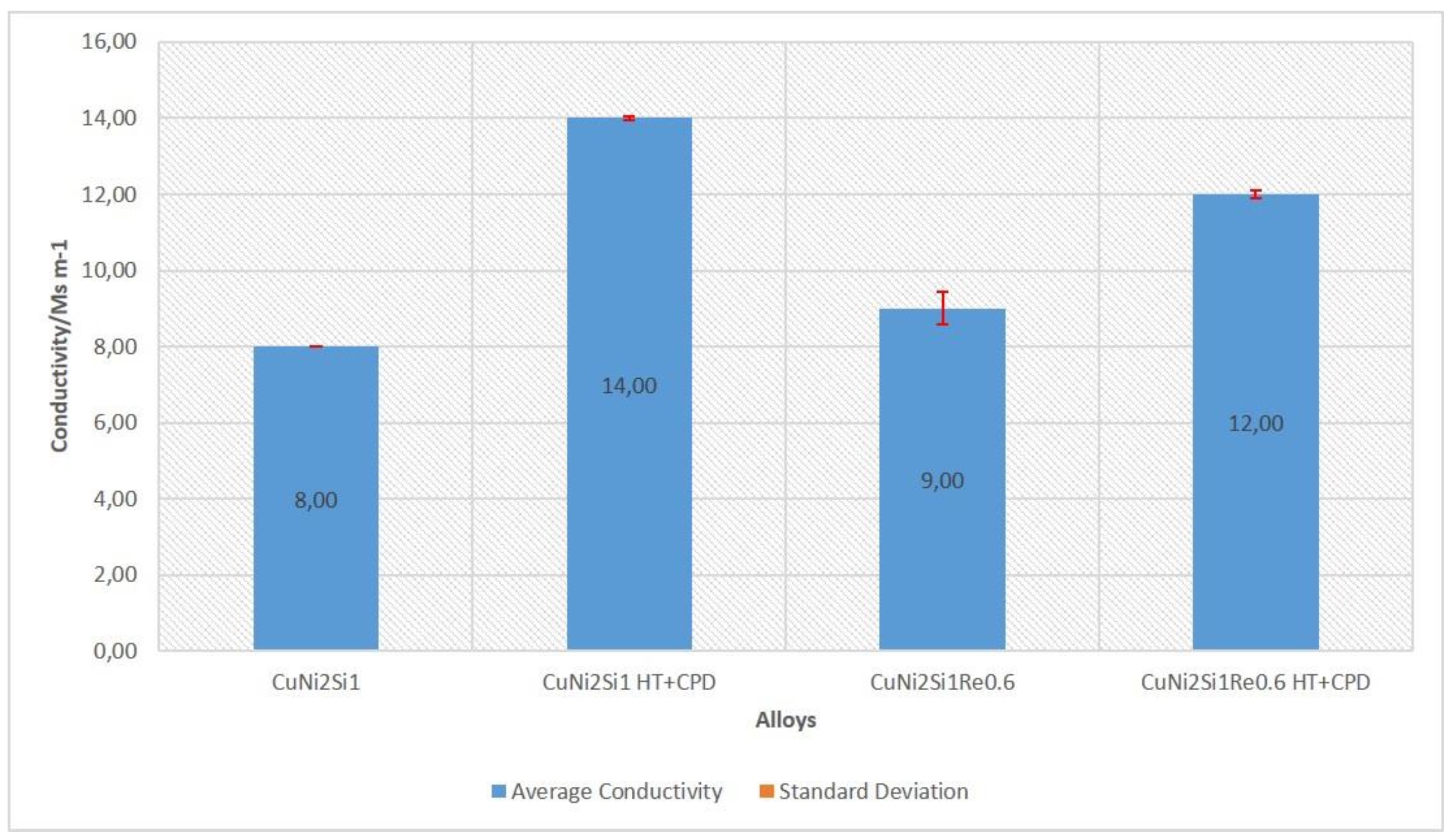
3.2. Conductivity and Hardness Test Results
4. Conclusions
- (I)
- the addition of rhenium at a 0.6% mass level resulted in a 50% increase in hardness (the hardness of the cold-work-treated CuNi2Si1 alloy was 150 HV, and after the addition of rhenium, it increased to 225 HV);
- (II)
- the electrical conductivity of the cold-worked and Re-modified copper alloy was 14 MS/m, which was about 15% lower than the alloy without Re modification;
- (III)
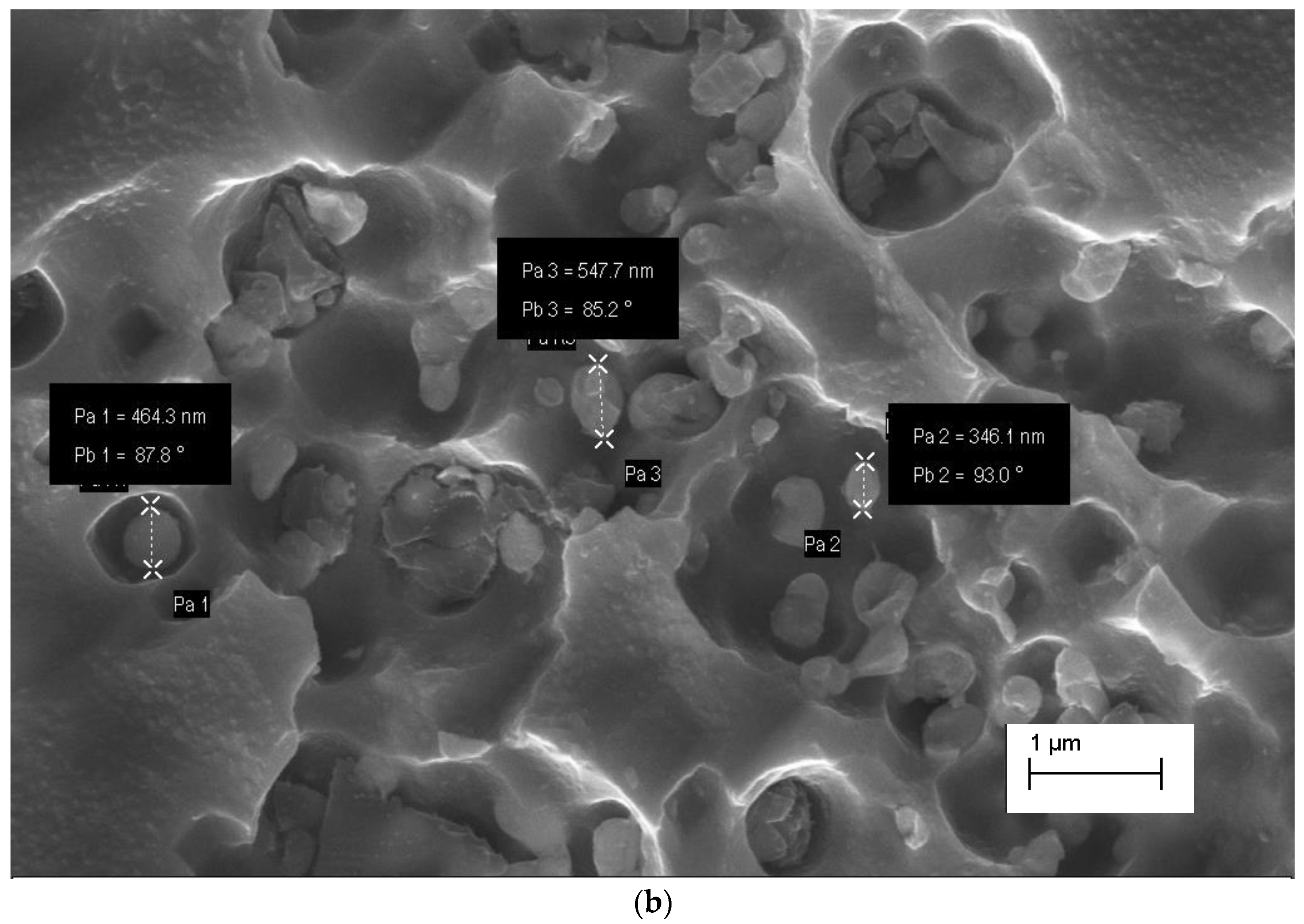
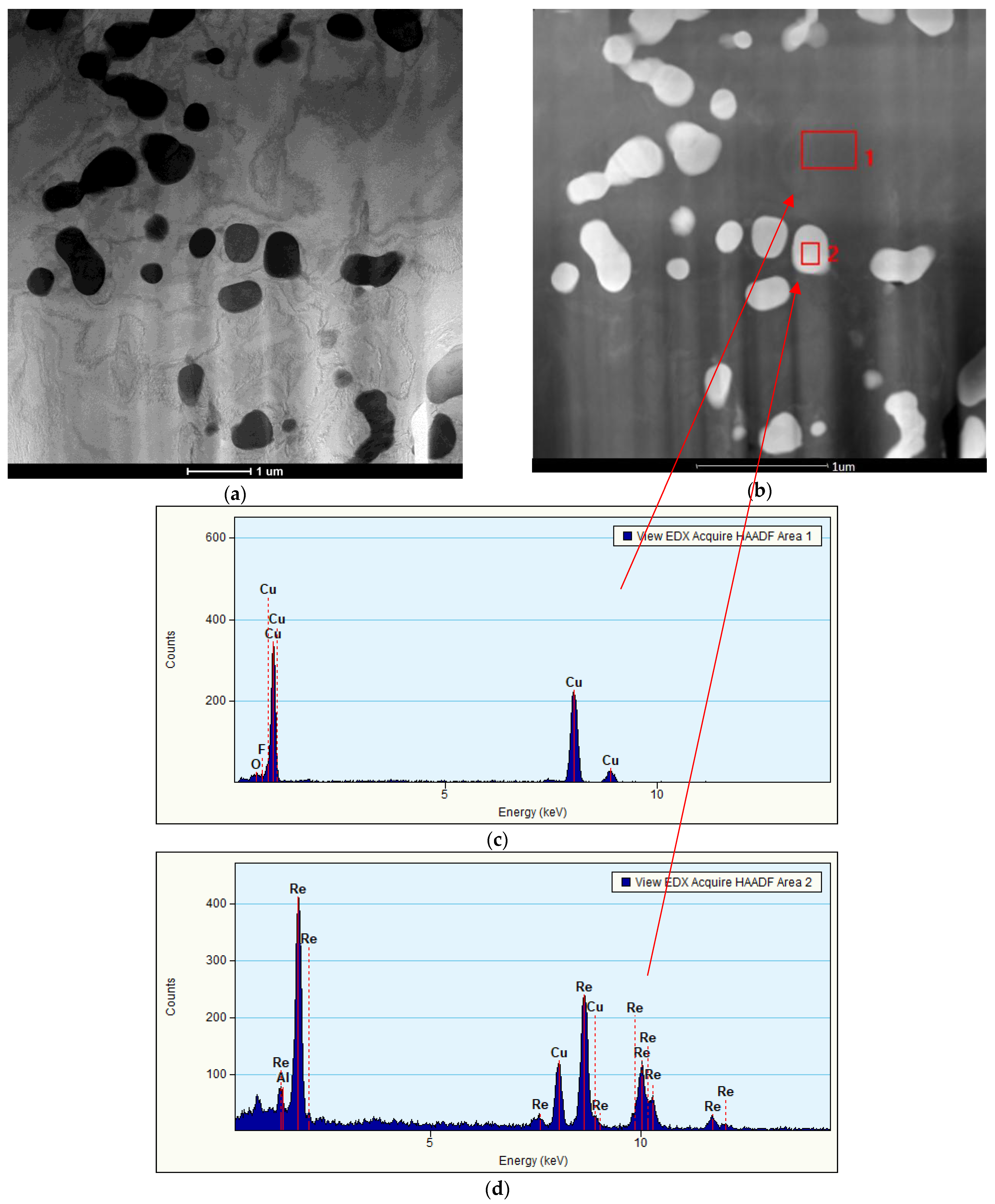
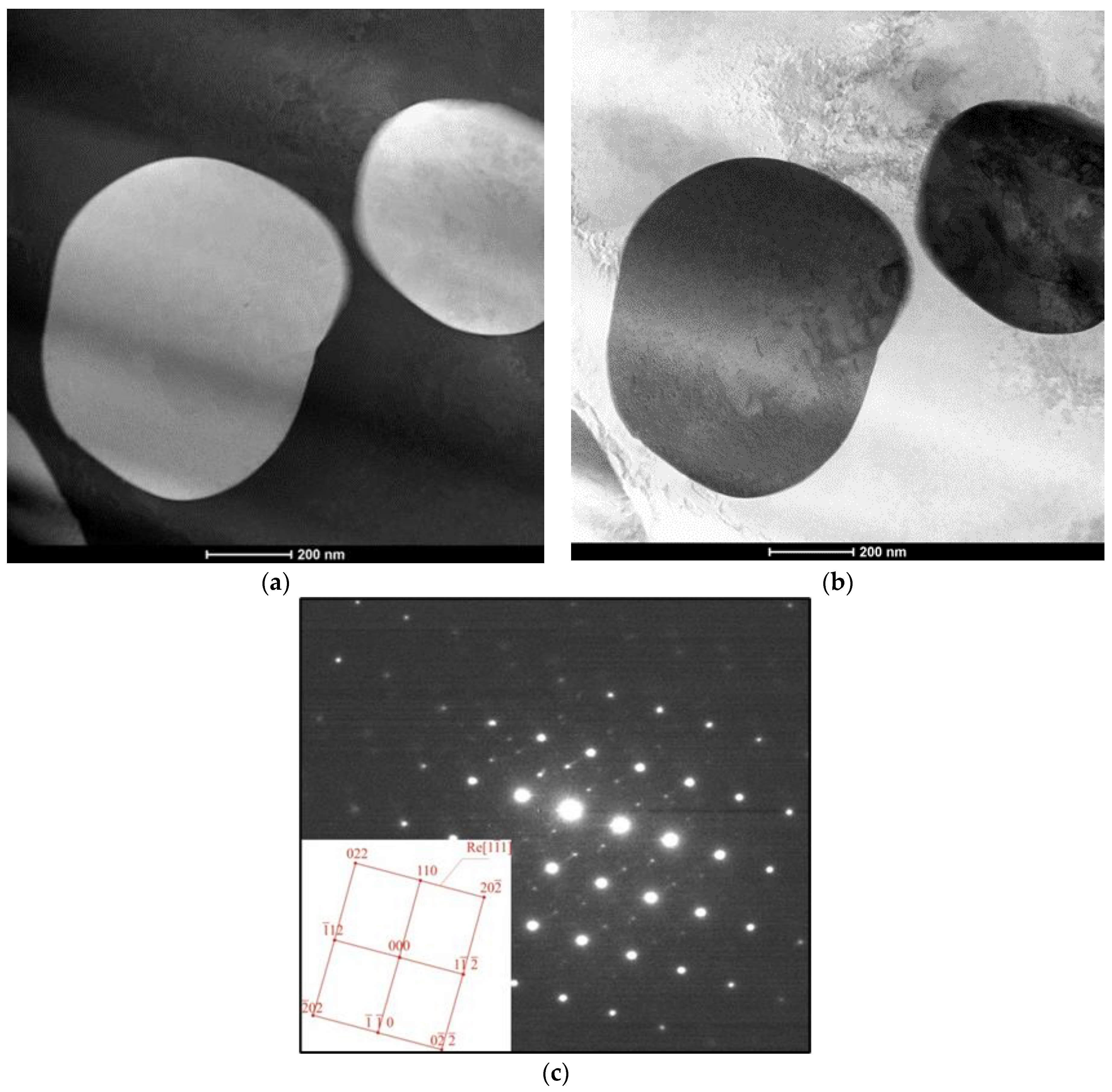
- annealing of the CuNi2Si1Re0.6 alloy, previously solution-saturated and after cold working, caused separation of the Re phases of about 350–550 nm in the α phase matrix;
- (IV)
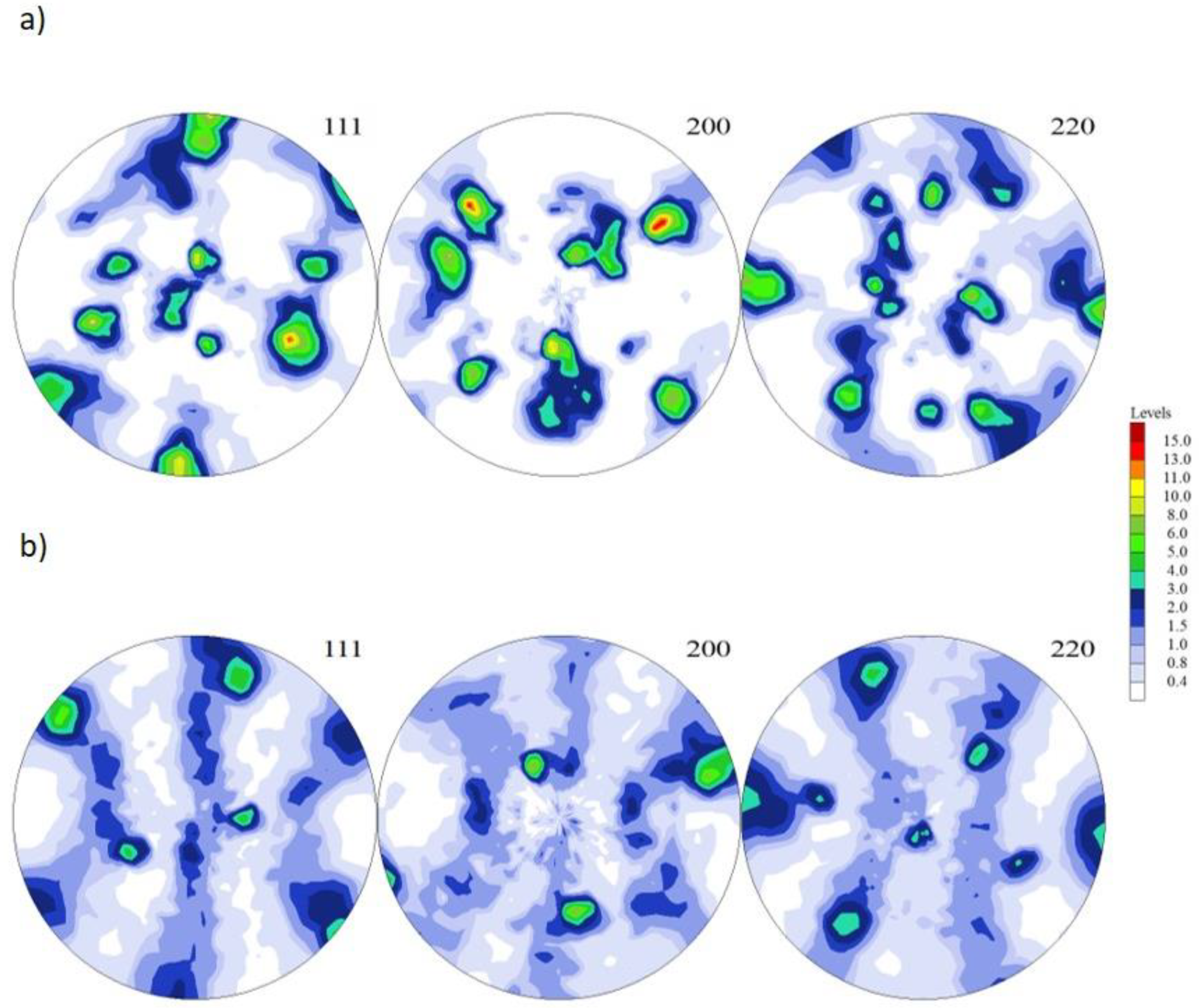
- the modification of the chemical composition with rhenium caused the fragmentation of the microstructure and blocked recrystallization mechanisms, which, for the alloy without rhenium addition, occurs already at about 450 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stobrawa, J.; Rdzawski, Z.W.; Głuchowski Malec, W. Microstructure and properties of CuNi2Si1 alloy processed by continuous RCS method. J. Achiev. Mater. Manuf. Eng. 2009, 37, 466–479. [Google Scholar]
- Rdzawski, Z.; Stobrawa, J. Thermomechanical processing of CuNiSiCrMg alloy. Mater. Sci. Technol. 1993, 9, 142–149. [Google Scholar] [CrossRef]
- Rdzawski, Z. Copper Alloy; Silesian University of Technology: Gliwice, Poland, 2009. [Google Scholar]
- Krupińska, B.; Rdzawski, Z. Effect of Re addition on the crystallization, heat treatment and structure of the Cu–Ni–Si-Cr alloy. J. Therm. Anal. Calorim. 2018, 134, 173–179. [Google Scholar] [CrossRef] [Green Version]
- Krupińska, B.; Rdzawski, Z.; Krupiński, M.; Pakieła, W. Precipitation Strengthening of Cu–Ni–Si Alloy. Materials 2020, 13, 1182. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Knych, T.; Kwaśniewski, P.; Kaweck, I.A. Impact of supersaturation conditions of CuNi2Si alloy on its mechanical and electrical properties after artificial aging. In Proceedings of the 37th School of Materials Engineering, Krynica, Poland, 29 September–2 October 2009; pp. 135–138. (In Polish). [Google Scholar]
- Zhao, D.; MDong, Q.; Liu, P.; Kang, B.X.; Huang, J.L.; Jin, Z.H. Structure and strength of the age hardened Cu-Ni-Si alloy. Mater. Chem. Phys. 2003, 79, 81–86. [Google Scholar] [CrossRef]
- Li, J.; Huang, G.; Mi, X.; Peng, L.; Xie, H.; Kang, Y. Effect of Ni/Si Mass Ratio and Thermomechanical Treatment on the Microstructure and Properties of Cu-Ni-Si Alloys. Materials 2019, 12, 2076. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xie, H.; Jia, L.; Lu, Z. Microstructure and solidification behavior of Cu-Ni-Si alloys. Mater. Charact. 2009, 60, 114–118. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, P.; Tian, B.; Jia, S.; Liu, Y. The effects of aging precipitation on the recrystallization of CuNiSiCr alloy. Sci. Procedia Eng. 2012, 27, 1789–1793. [Google Scholar] [CrossRef] [Green Version]
- Radwanek-Bąk, B. Mineral resources of Poland in the aspect of the assessment of critical minerals to the European Union Economy. Miner. Resour. Manag. 2011, 27, 5–19. [Google Scholar]
- Christmann, P. Critical minerals to the EU economy: Issues and potential. w: Aachen International Mining Symposia. Red. P. N. Martens. VGE Verlag. Essen. 2010, 19, 34. [Google Scholar]
- Critical Raw Materials for the EU—Report of the Ad-Hoc Working Group on Defining Critical Raw Materials; EU Commissision Enterprise and Industry: Rome, Italy, 2010.
- Committee on Critical Mineral Impacts on the, U.S. Economy—Minerals, Critical Minerals and the U.S. Economy Committee on Earth Resources; National Research Council of the National Academies: Washington, DC, USA, 2008. [Google Scholar]
- Burch, R. The oxidation otate of rhenium and its role in rhenium-platinium reforming catalysts. Platin. Met. Rev. 1978, 22, 57–60. [Google Scholar]
- Gonazales, J.M.; Oxgaard, J.; Periana, R.A.; Goddard, W.A. III: Methane Activation with rhenium catalysts: Bidentate oxygenated ligands. Organometallics 2007, 26, 1505–1511. [Google Scholar] [CrossRef] [Green Version]
- Lu, D.; Wang, J.; Zou, X.-Q.; Lu, L.; Sun, B.-D. Calculation of Cu-rich part of Cu-Ni-Si phase diagram. Trans. Nonferrous Met. Soc. China 2007, 17, 12–15. [Google Scholar]
- Yoon, K.E.; Noebe, R.D.; Seidman, D.N. Effects of rhenium addition on the temporal evolution of the nanostructure and chemistry of a model Ni–Cr–Al superalloy. I: Experimental observations. Act Mater. 2007, 55, 1145–1157. [Google Scholar] [CrossRef]
- Connatable, D.; Thomas, O. First-principles study of nickel-silicides order phases. J. Alloys Compd. 2011, 509, 2639–2644. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Zhu, J.; Lu, Y.; Guo, Y.; Liu, X. Thermodynamic description of the Cu-Ni-Si system. J. Ph. Equilib. Diffus. 2014, 35, 93–104. [Google Scholar] [CrossRef]
- Krupinski, M. Crystallisation kinetics and structure of modified Zn–Al–Cu alloys. J. Therm. Anal. Calorim. 2018, 134, 181–187. [Google Scholar] [CrossRef] [Green Version]
- Krupinski, M. Effect of addition Ce on crystallisation kinetics and structure of Zn-Al-Cu alloys. Arch. Metall. Mater. 2018, 63, 1173–1178. [Google Scholar] [CrossRef]
- Krupiński, M.; Krupińska, B.; Labisz, K.; Tański, T.; Król, M.; Polok-Rubiniec, M. Influence of mg addition on crystallisation kinetics and structure of the Zn-Al-Cu alloy. Arch. Metall. Mater. 2016, 61, 785–789. [Google Scholar] [CrossRef] [Green Version]
- Krupiński, M.; Krupińska, B.; Labisz, K.; Rdzawski, Z.; Tański, T. Effect of chemical composition modification on structure and properties of the cast Zn-Al-Cu alloys. Proc. Inst. Mech. Eng. Part L-J. Mater. -Des. Appl. 2018, 230, 805–812. [Google Scholar] [CrossRef]
- Gornastyrev, Y.N.; Kotsnelson, M.I.; Peschanskikh, G.V.; Trefilov, A.V. On the nature of the rhenium effect. Peculiarities of the bane structure and clastic moduli of W- and Mo-based alloys. Phys. Stat. Sol. 1991, 164, 185–191. [Google Scholar] [CrossRef]
- Wojtasik, K.; Stolarz, S.; Walczuk, E. Research on the structure and properties of Wolfram-Copper-Rhine materials. In Proceedings of the 7th Powder Metallurgy Conference, Orlando, FL, USA, 5–10 June 1988. [Google Scholar]
- Wojtasik, K.; Stolarz, S.; Walczuk, E. New Silver-Wolfram-Ren contact material. Powder Metall. 1988, 21, 74–78. [Google Scholar]
- Wojtasik, K. Impact of rhenium addition on technological properties of tungsten-silver materials. Metall. Powders 1992, 25, 153–159. [Google Scholar]
- Bose, A.; Ierman, G.; German, R.M. Rhenium Alloing of Tungsten Heavy Alloys. Powder Metall. Int. 1989, 21, 9–13. [Google Scholar]
- Geddes, B.; Leon, H.; Huang, X. Superalloys: Alloying and Performance; ASM International: Materials Park, OH, USA, 2010; ISBN 978-1-61503-040-8. [Google Scholar]
- Lei, Q.; Li, Z.; Dai, C.; Wang, J.; Chen, X.; Xie, J.M.; Chen, D.L. Effect of aluminum on microstructure and property of Cu–Ni–Si alloys. Mater. Sci. Eng. A 2013, 572, 65–74. [Google Scholar] [CrossRef]
- Hua, Y.; Nie, Z.; Wang, L.; Zhang, H.; Wang, C.; Tan, C.; Wang, Y. Studies of intergranular and intragranular stresses in cold-rolled CuNiSi alloys. J. Alloys Compd. 2020, 818, 152896. [Google Scholar] [CrossRef]
- Gholami, M.; Vesely, J.; Altenberger, I.; Kuhn, H.-A.; Janecek, M.; Wollmann, M.; Wagner, L. Effects of microstructure on mechanical properties of CuNiSi alloys. J. Alloys Compd. 2017, 696, 201–212. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Elements as Compounds of the Modeled Cu Casts, Mass% | |||
|---|---|---|---|---|
| Ni | Si | Re | Cu | |
| Cu-Ni-Si | 2 | 1 | - | rest |
| Cu-Ni-Si-Re | 2 | 1 | 0.6 | rest |
| Supersaturation | Plastic Deformation | Annealing | |
|---|---|---|---|
| Heat treatment temperature | 950 °C | room temperature | 450 °C |
| time | 1 h | - | 1 h |
| cooling rate | 20 s | - | - |
| strain rate | - | 100 s−1 | - |
| Element | Area #1, % wt. | Area #1, % at. |
|---|---|---|
| Ni | 1.97 | 4.34 |
| Si | 4.26 | 4.48 |
| Cu | 93.77 | 91.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krupiński, M.; Krupińska, B.; Chulist, R. Influence of Re on the Plastic Hardening Mechanism of Alloyed Copper. Materials 2023, 16, 5519. https://doi.org/10.3390/ma16165519
Krupiński M, Krupińska B, Chulist R. Influence of Re on the Plastic Hardening Mechanism of Alloyed Copper. Materials. 2023; 16(16):5519. https://doi.org/10.3390/ma16165519
Chicago/Turabian StyleKrupiński, Mariusz, Beata Krupińska, and Robert Chulist. 2023. "Influence of Re on the Plastic Hardening Mechanism of Alloyed Copper" Materials 16, no. 16: 5519. https://doi.org/10.3390/ma16165519