1. Introduction
Metallic rhenium is a valuable metal characterized by parameters such as a density of 21.02 g/cm
−3, a melting point of 3181 °C, a heat capacity of 0.137 J∙g
−1∙K
−1, a Young’s modulus of 463 GPa, and a hardness (Mohs scale) of 7.0 [
1,
2,
3]. The application of rhenium includes different branches of industry: aviation, defense, petrochemicals, medicine and electricity. An average of 83% of rhenium is used for the production of superalloys [
2,
4,
5]. The addition of metallic Re to nickel-based alloys increases thermal and corrosion resistance and thus the durability of materials used for jet engines [
6]. The second area of application is the petrochemical industry. About 12% of rhenium is used in reforming high-octane gasoline [
2,
5]. Bi-metallic catalysts (Re-Pt) are characterized by significantly higher operation stability at high temperatures and under low pressure [
7,
8]. The lifetime of Re-Pt catalysts during the deposition of coal on surfaces is longer compared to traditional ones [
7]. In medical applications, rhenium is used for the production of stents and X-ray lamps. Metal is also used in therapeutic medicine [
5]. Radioactive isotope rhenium
187Re decays, emitting radiation, which is not dangerous to the human body [
3,
9]. Other applications of this metal include the production of thermocouples, heating elements, electrodes, electric contact points, flashbulbs, and electromagnets [
4,
10,
11]. The development of the aerospace industry has had an influence on rhenium demand and thus metal prices.
Molybdenite concentrates from copper mines are the most important primary sources of rhenium [
1,
6,
10,
12,
13]. Rhenium occurs there as ReS
2. During the roasting of molybdenite concentrates, fumes and dust containing the volatile form of rhenium, Re
2O
7, are generated [
14]. Fumes containing rhenium heptoxide in contact with water create scrubber liquor containing ReO
4−. Then, after concentration, the ammonium perrhenate, the main commercial rhenium compound, is produced. Limited access to primary sources leads to the recycling of rhenium from spent catalysts and superalloy waste [
15,
16,
17]. Nowadays, there exist numerous technologies including recovery for the rhenium from deactivated catalysts [
7,
8,
18].
Ammonium perrhenate is the main commercial rhenium compound. The most important step in the production of its crystalline form is the separation of rhenium from solutions created during technological processes. The reported methods of rhenium separation involve ion exchange, adsorption, solvent extraction, and precipitation. In the first case, different types of resins have been investigated [
4,
6,
10,
12,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29]. Rhenium from scrubber liquor may be adsorbed using active carbon or nano particles of iron(III) oxide coated with active carbon [
30,
31]. In the case of solutions enriched with rhenium a suitable approach is solvent extraction for which many different extractants have been studied [
32,
33,
34,
35]. Finally, apart from the above-mentioned methods, another form of rhenium recovery is precipitation [
36,
37].
Crude ammonium perrhenate (CAP) usually requires additional treatment, i.e., purification. One of the most undesirable pollutants is potassium. Potassium ions form a sparingly soluble compound—potassium perrhenate (PPR). Researchers have tested electrodialysis membranes and ion exchange to remove potassium from CAP [
15,
38,
39,
40]. However, CAP recrystallization easily removes impurities such as potassium. One can find just a few papers dedicated to the investigations of APR crystallization. There is one publication about the multistage recrystallization of CAP to remove potassium [
41]. Apart from that, the influence of stirring on the recrystallization of ammonium perrhenate has been examined [
42]. Other properties, the thermal expansion coefficient, the standard enthalpies formation, and the heat capacity single crystals APR and PPR, have also been determined [
43,
44,
45,
46]. It was found that the thermal expansion coefficient of ammonium perrhenate indicates an anomaly compared to potassium perrhenate [
47]. The mutual solubility of sodium perrhenate in a water–ethanol system was also tested [
48].
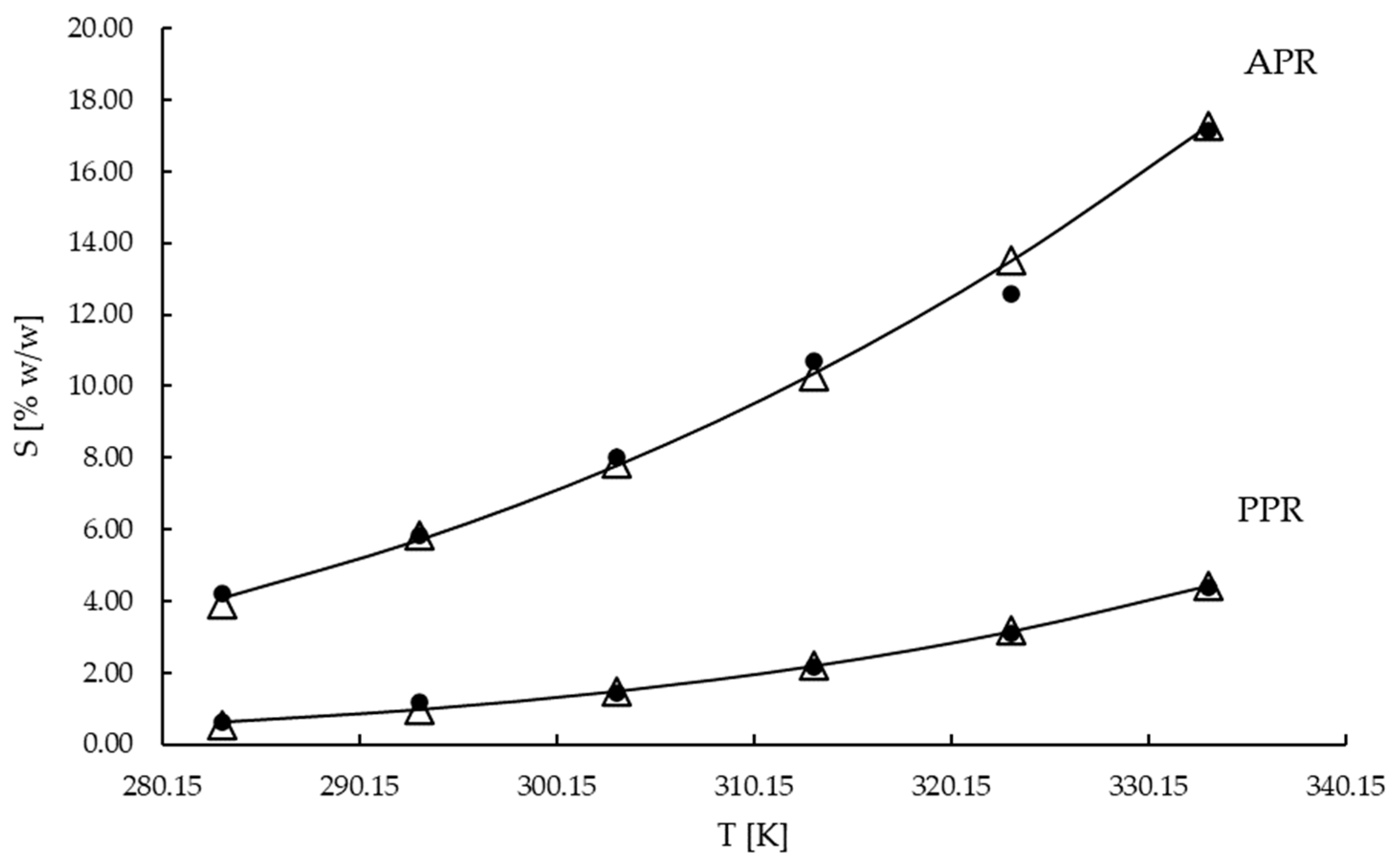
In order to properly carry out the crystallization process, it is obligatory to know the mechanism and kinetics of the APR and PPR crystallization process [
49]. Due to limited or obsolete data concerning the physicochemical properties of APR and PPR water solutions, we decided to deeply investigate the solubilities and densities of these salts. Potassium perrhenate is the main impurity of ammonium perrhenate—the main commercial rhenium compound used for the production of metallic rhenium. This salt crystalizes from a ternary solution and since its solubility is significantly lower than the solubility of the main product, a recrystallization process has to be employed. Moreover, the performed research allowed us to make an attempt to fit the experimental data to the mathematical models available in the literature. In the future, this work will be a solid foundation for investigations into APR and PPR crystallization, like the process design and control or its numerical simulations.
2. Materials and Methods
Two rhenium salts were used for density measurements: ammonium perrhenate (analytical grade, INNOVATOR sp. z.o.o., Gliwice, Poland) and potassium perrhenate. The potassium salt was prepared via the neutralization of perrhenic acid by potassium hydroxide (analytical grade, Chempur, Piekary Slaskie, Poland). Perrhenic acid was obtained from the APR by the ion exchange method [
50]. The saturated solutions of each salt were prepared using reverse osmosis (RO) water (0.06 μS cm
−1 conductivity, Hydrolab, Straszyn, Poland). For both reagents’ phase compositions, determination was performed by X-ray diffraction. XRD analysis was performed using a Rigaku MiniFlex600 (Rigaku Co., Tokyo, Japan) diffractometer. The obtained diffractograms are included as
Supplementary Materials (Figures S1 and S2).
Excess amounts of salt were dissolved in RO water in a thermostated vessel reactor of 0.5 × 10−3 m3. The saturated solution was stirred for 2 h using a magnetic stirrer at a constant temperature. The temperature was controlled by a thermostat Huber Ministats CC-K6 (temperature accuracy +/−0.02 K). After stabilization, a sample of saturated solution was collected by a syringe equipped with a microporous filter (0.22 μm pore size). To prevent crystallization during sampling, the syringe, filter, and needle were heated to 10 K above the saturation temperature each time before use. A small portion of solution (approximately 3 mL) was taken from the vessel and transferred to digital densimeter DMA 4500M (Anton Paar, Singapore), which determined the density with an accuracy of +/−5 × 10−5 g∙cm−3 at atmospheric pressure. The temperature was controlled automatically by the densimeter within ±0.02 K accuracy. The densities of the samples were determined based on the oscillating U-tube principle. The glass cell was excited and oscillated at a given frequency depending on the mass of the investigated fluid. The density was calculated based on the corresponding frequency. In contrast with classical methods, the precise measurements may be completed using small volumes of fluids. After 30 min, another measurement was made. If the two subsequently measured densities were similar, then it was assumed that the equilibrium state was achieved. The saturated solutions of APR and PPR salts were prepared in the same way.
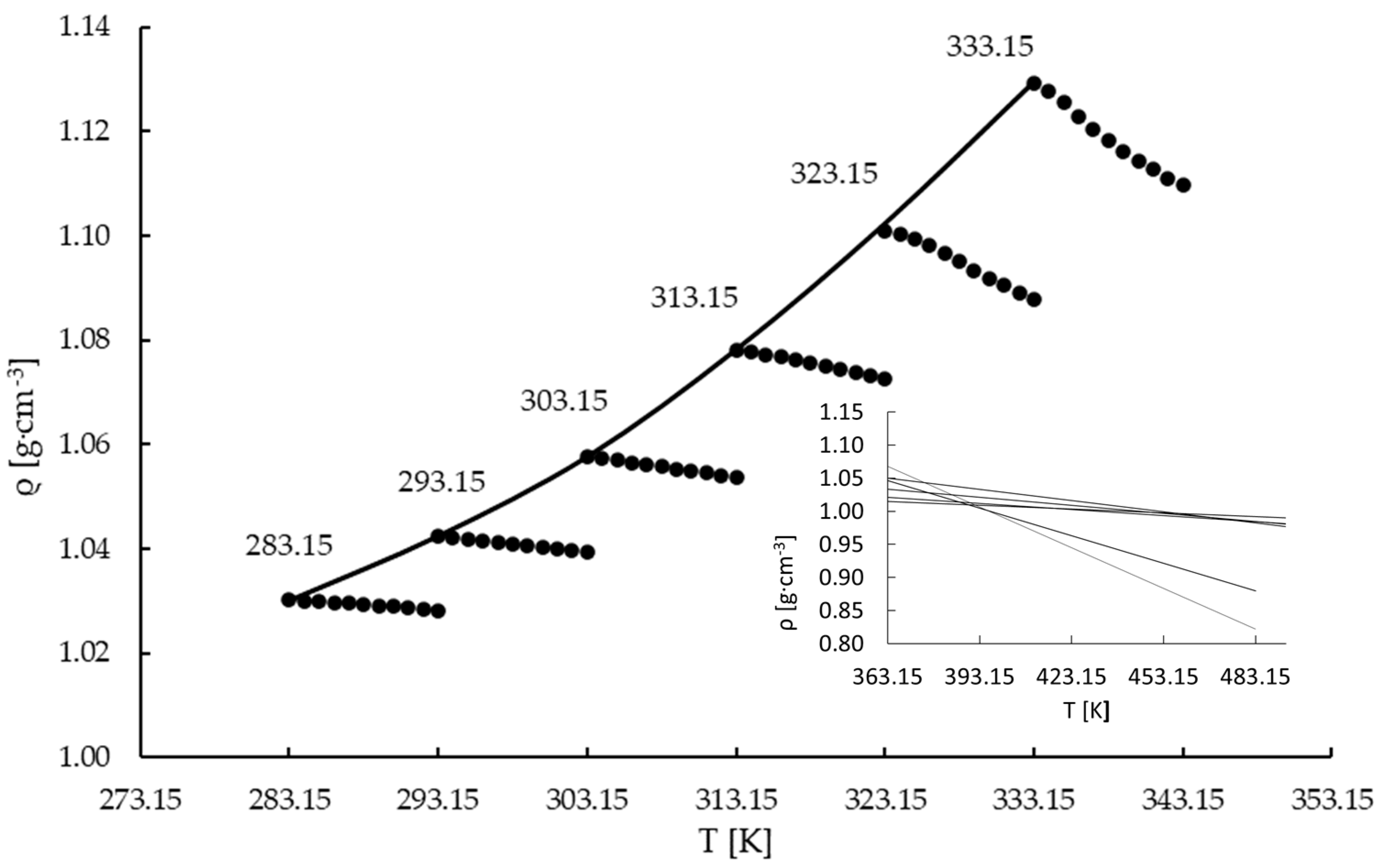
The samples for the solubility and density measurements were collected from saturated solutions. The density was measured in the range between the saturation temperature and a 10 K higher temperature with 1 K steps. This process was performed automatically by the densimeter. Moreover, an additional sample was taken in order to determine the solubility of the salts using the gravimetric method. Multiple beakers were filled with samples and placed in a laboratory dryer at 105 °C. They were dried until a constant mass was achieved. The solubility was calculated on the basis of the mass difference. Experiments were carried out at six saturation temperatures: 283.15 K; 293.15 K; 303.15 K; 313.15 K; 323.15 K; and 333.15 K. All measurements were repeated three times.
4. Conclusions
The densities and solubilities of aqueous solutions of APR and PPR were examined. In the case of solubility, the experimental data were correlated as a function of temperature using empirical equations, and good agreement was found (even better than when compared to the data already available in the literature). Based on the density data, an attempt was made to fit a mathematical model proposed in the literature. Unfortunately, it was impossible to find the pole points for both salts for the whole investigated temperature range. Surprisingly, it was noticed that for the ammonia salt, microbubbles were created during the density measurements for higher temperatures, which had a significant impact on the readings. For these cases, manual measurements had to be performed. The reason why the experimental data did not fit the mathematical model is, in our opinion, the low solubility of the investigated salts in relation to the systems for which the model was developed. Still, this work will be a solid foundation for investigations on APR and PPR crystallization, like the process design and control or its numerical simulation.

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}