3.1. Microstructure Analysis
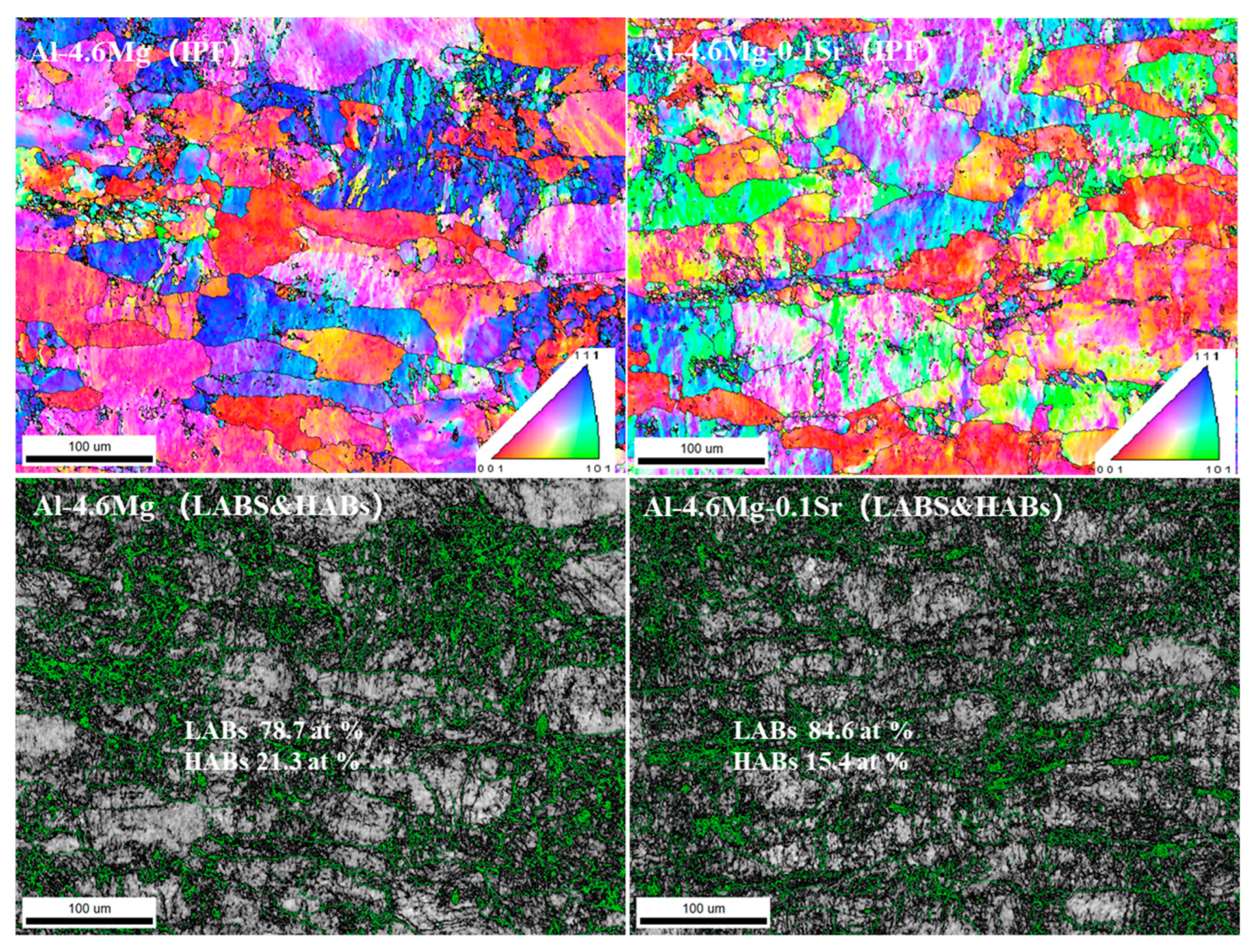
Figure 1 shows a diagram of the inverse pole figure (IPF) and images of the low-angle grain boundaries (LABs) and high-angle grain boundaries (HABs) of the two alloys in the sensitized–desensitized heat treatments. The IPF diagram reveals a distinct grain orientation, clear grain boundary, and some anisotropy in the grain orientation. The microstructure of the alloy is mainly composed of equiaxed grains, and the fiber structure of the rolled grains is gradually diluted, but deformed grains exist along the rolling direction. The Al-4.6Mg alloy has higher content of grains in the <001> orientation and the <111> orientation, but lower content in the <101> orientation. Due to the addition of Sr elements, significant transformation occurs, with a substantial grain decrease in the <111> orientation, a slight decrease in the <001> orientation, and a remarkable increase in the <101> orientation. The significant increase in the <101> orientation is attributed to the adsorption of Sr on the surface.
The grain boundary distribution of the alloys under sensitization–desensitization heat treatment is shown in
Figure 1. The black and green lines represent LABs and HABs, respectively; the orientation angle of LABs ranges from 2 to 15° and that of HABs is greater than 15°. The Al-4.6Mg alloy had LABs of 78.7 wt.% and HABs of 21.3 wt.%; the Al-4.6Mg-0.1Sr alloy had LABs of 84.6 wt.% and HABs of 15.4 wt.%. The results indicate that adding Sr to Al-4.6Mg alloy increases the LABs and decreases the HABs. The enrichment of LABs within the grains suggests the presence of many deformed grains within the material, which is possibly due to continuous rolling deformation. This change enables LABs in Al-Mg alloys to spread from the boundary to the grain center [
18]. The increase in LABs indicates a gradual elevation in defect density within the material, demonstrating that the presence of deformed tissue and a strong texture increases the ability of the dislocations to slip. Al-4.6Mg alloys have more HABs, associated with the Mg-rich phase (β-Al
3Mg
2). The in-situ heating TEM experiments showed that the LABs of Al-Mg alloys can potentially diffuse from the boundary to the grain center [
18]. The Mg-rich phase has a faster growth rate and a larger size at HABs than at LABs, resulting in an increased number of HABs [
19]. As a result, HABs have a larger size and more Mg-rich phases. Near the HAB-enriched grain boundaries, the deformed and subgranular grains were transformed into HABs through dynamic recovery and dynamic recrystallization. This result indicates that the material underwent recovery and recrystallization after sensitized–desensitized treatment, leading to a decreased anti-dislocation ability, increased internal stress, and enhanced stability.
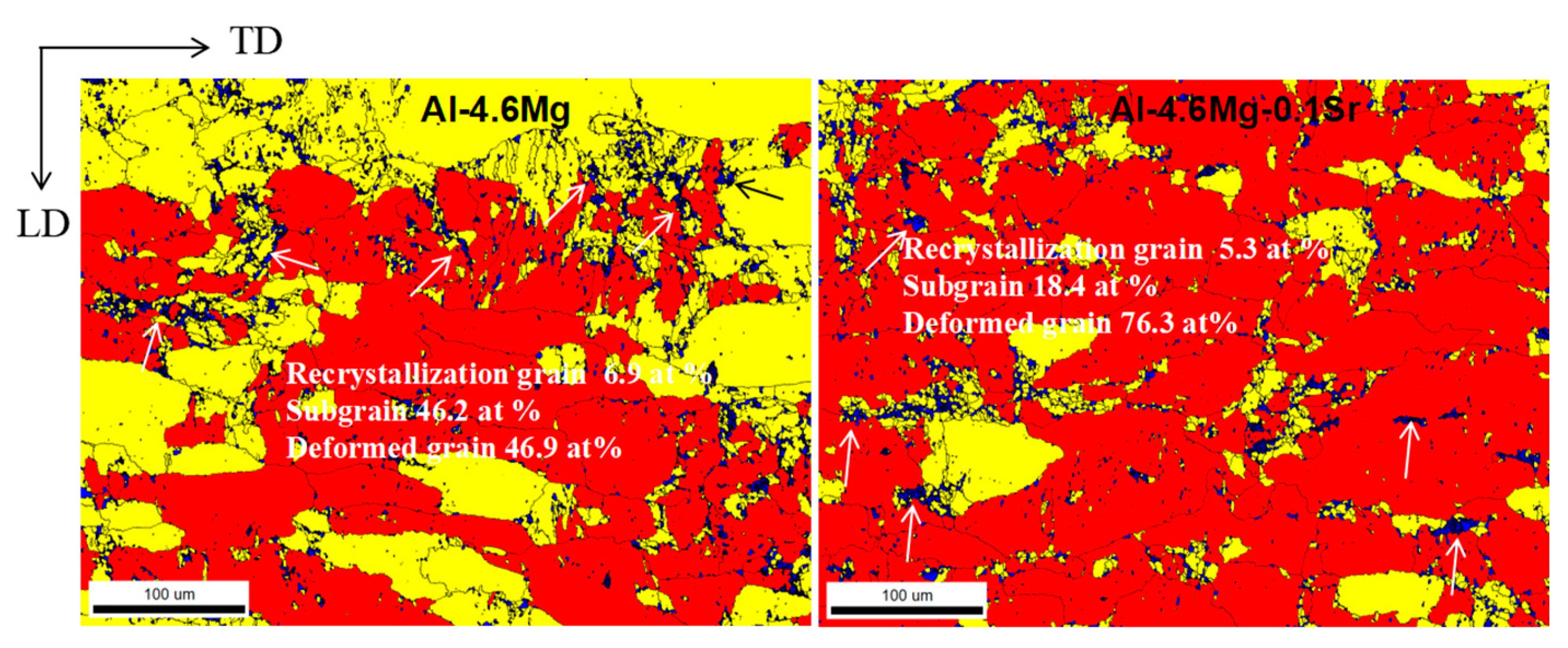
The grain orientation spread method was adopted to analyze the dynamic recrystallization behavior of the alloy materials (
Figure 2). Essentially, the discrepancy between the average grain orientation and all measurements was determined [
20]. This method can also distinguish recrystallized grains from deformed grains and determine their volume fractions [
21]. The blue grains represent recrystallization grains when the orientation difference angle is between 0° and 2° (marked by arrows); the yellow grains represent subgrains when the orientation angle is between 2° and 7°; the red grains represent deformed grains when the orientation angle is larger than 7°. The recrystallization grains of Al-4.6Mg alloy account for 6.9 wt.%, the subgrains account for 46.2 wt.%, and the deformed grains account for 46.9%. In the Al-4.6Mg-0.1Sr alloy, the recrystallization grains account for 5.3 wt.%, the subgrains comprise 18.4 wt.%, and the deformed grains constitute 76.3 wt.%. After deformation, the Al-4.6Mg alloy had a higher degree of dynamic recovery (DRV) and dynamic recrystallization (DRX) under the sensitization–desensitization heat treatment, and the volume fraction of recrystallized grains and substructure grains increased. The Al-4.6Mg-0.1Sr alloy had a large number of dislocations generated during the deformation process, and a high stacking fault energy was required to complete DRV and DRX due to the addition of the Sr element, which increased the recrystallization temperature of the alloy, and there existed a large number of deformed grains generated during rolling. The average grain size of the two alloys was analyzed by the TSL OIM software. The average grain size of Al-4.6Mg alloy was 6.86 μm, while that of Al-4.6Mg-0.1Sr alloy was 5.39 μm, indicating that the Sr element increased the recovery temperature and recrystallization temperature, restrained the recovery and recrystallization, increased the deformed grains, and refined the grains.
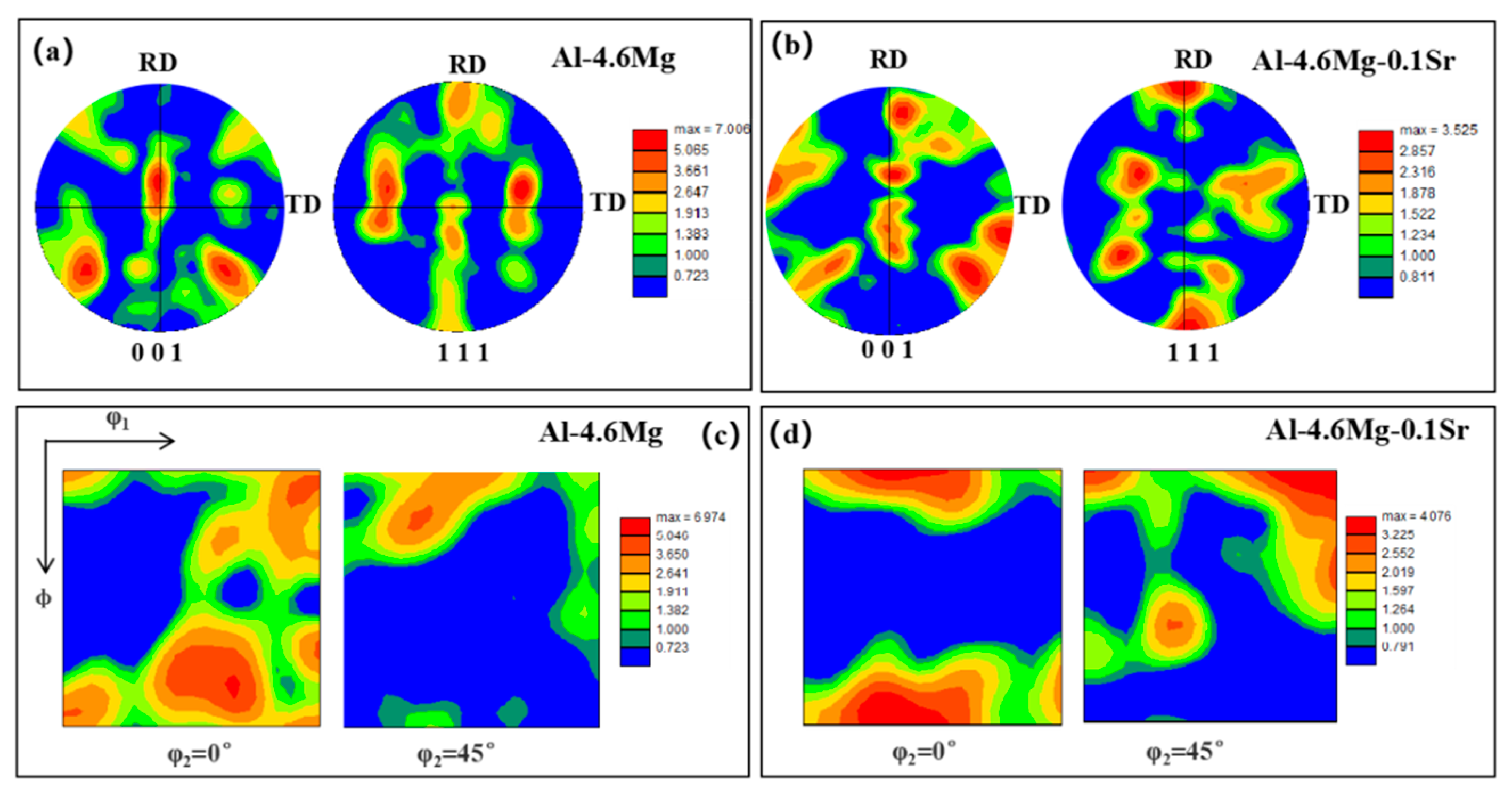
The {001} and {111} polar diagrams and the orientation distribution function (ODF) diagrams at φ2 = 0° and φ2 = 45° are plotted in
Figure 3. By comparing the plotted polar diagrams with the standard ones [
22,
23], it is found that the textures of Al-4.6Mg alloy are concentrated in the directions of (001), (111), and (110), and the S{123}<634> texture emerges (
Figure 3a,b) under the sensitization–desensitization heat treatment. The cubic grain with the S{123}<634> texture presents a stable orientation after deformation rotation, which can coordinate or maintain the stability of orthogonality. It may also be a potential nucleation site for recrystallization. The relationship between S{123}<634> and grains is approximately 40°<111>, contributing to good formability. The texture of the Al-4.6Mg-0.1Sr alloy is concentrated in the (110) direction and (001) direction, which is parallel to the TD direction. The results also illustrate that the (111) texture of the alloy decreases with the addition of the Sr element, indicating the inhibitory effect on the (111) texture during recrystallization.
Figure 3c,d show the ODF images of the alloys at φ2 = 0 ° and φ2 = 45 ° under sensitization–desensitization heat treatment. It can be observed from
Figure 3c that the main textures of the Al-4.6Mg alloy consist of Cube{100}<001> (0.6 vol.%), r-Cube{001}<110> (3.2 vol.%), {258}<1
1> (0.001 vol.%), and {025}<100> (0.4 vol.%). In contrast, the textures of Al-4.6Mg-0.1Sr alloy mainly include Cube{100}<001> (1.4 vol.%), r-cube{001}<110> (3.9 vol.%), {258}<{1
1}> (1.4 vol.%), and {025}<100> (0.4 vol.%) (
Figure 3d). The content of Cube{100}<001>, r-Cube{001}<110>, and {258}<1
1> increases with the addition of Sr. In the presence of Sr, the difference in stored energy in the process of stimulated nucleation enlarges, and nucleation occurs in the deformation region owing to the increase in Cube{100}<001>. Furthermore, Cube{100}<001> has lower storage energy [
24] and 40°<111> favors boundary growth [
23]. r-Cube{001}<110> is obtained by the rotation of the grain along the rolling direction by 45°, and this texture can also be achieved during cold deformation with a smaller Taylor factor [
25]. We found that the addition of the Sr element increased the r-cube{001}<110> of Al-4.6Mg from 3.2 vol.% to 6.9 vol.% under annealing heat treatment (250°C/1h) [
2], indicating that the Sr element has a significant effect on the r-cube{001}<110> of Al-4.6Mg alloy under annealing treatment.
3.2. Precipitate Phase Analysis
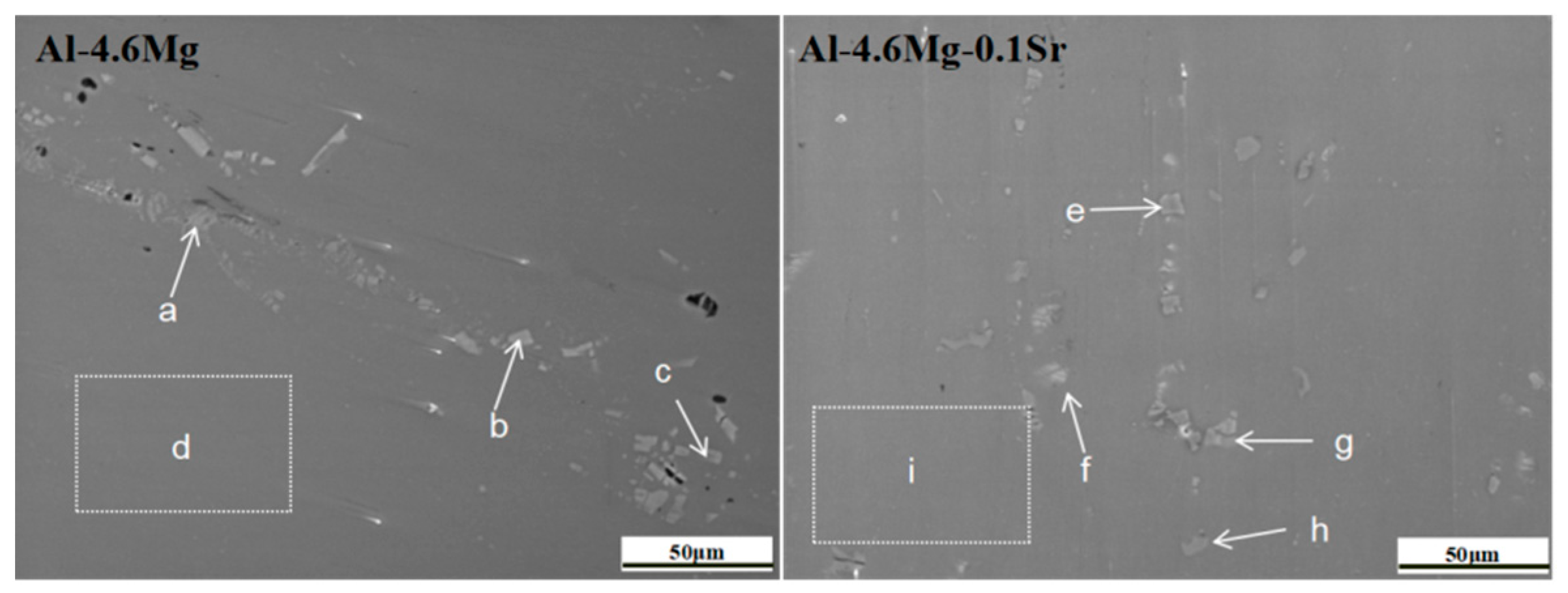
Figure 4 shows the SEM-EDS diagrams of the two alloys under the sensitized–desensitized heat treatment. The surface of the Al-4.6Mg alloy shows significant processing defects, voids, and a discontinuous precipitated phase distribution. The precipitated phase mainly comprises short rods, bars, blocks, and small discontinuous particles. The content of the second-phase elements was analyzed by EDS, and the results are shown in
Table 2, where the letters correspond to different precipitated phases in
Figure 4. The content of Al, Mg, and Mn in the block phase was 81.3 wt.%, 3.2 wt.%, and 13.6 wt.% at position a, respectively; the values were 79.8 wt.%, 2.5 wt.%, and 15.6 wt.% at position c, respectively. The results show that the block phases at positions a and c were the same, mainly including the β-Al
3Mg
2 and Al
6(Mn Cr) phases. The β-Al
3Mg
2 intermetallic compound in Al-4.6Mg alloys has a low density and exhibits a high yield strength of 780 MPa at 225°C [
26]. Changing the morphology and size of β-Al
3Mg
2 is the key to improving the mechanical properties and corrosion resistance of Al-4.6Mg alloy. Al, Mn, and Cr are the main elements of the block phase at position b. The high content of Mn and Cr indicates that the main phase is Al
6(Mn Cr). The solubility of alloy elements in the α-Al matrix was obtained at position d, and the solid solubility of Mg and Mn was 4.7 wt.% and 0.6 wt.%, respectively.
The second phase of Al-4.6Mg-0.1Sr alloy was more uniformly distributed, and the defects on the alloy surface were reduced (
Figure 4). This phase was mainly composed of short bars, spheres, and square phases. The content of Al, Mn, and Mg in the square phase was 80.9 wt.%, 15.7 wt.%, and 1.1 wt.% at position e, respectively; the values were 82.1 wt.%, 13.5 wt.%, and 2.2 wt.% at position g, respectively. The results show that the block-like phases at positions e and g are identical, mainly including β-Al
3Mg
2 and Al
6Mn. The short rod phase at position f is mainly composed of Al (78.2 wt.%), Sr (13.3 wt.%), and Mg (5.2 wt.%), suggesting that the main component is the Al
4Sr phase and a spherical nano-sized τ-Al
38Mg
58Sr
4 phase. The main elements of the short rod phase at position h are Al (71.4 wt.%), Sr (4.4 wt.%), Mg (9.8 wt.%), and Mn (11.4 wt.%), indicating that the main phases are Al
4Sr, Al
6(Mn Cr) and τ-Al
38Mg
58Sr
4. After adding 0.1 wt.% Sr to the Al-4.6Mg alloy, the solubility of Mg increased from 4.7 wt.% to 5.1 wt.%, and that of Cr decreased from 0.3 wt.% to 0.1 wt.%; there were no significant changes in the solubility of Mn (
Table 2). These results indicate that the Sr element promotes the redissolution of the Mg-rich phase and the precipitation of the Cr-rich phase. The Al
4Sr phase and spherical nano-sized τ-Al
38Mg
58Sr
4 phase were precipitated from the α-Al matrix of the Al-4.6Mg-0.1Sr alloy. The τ-Al
38Mg
58Sr
4 phase was formed by combining the Mg atom with Al
4Sr by peritectic reaction—specifically, Mg(L) + Al
4Sr = τ. This formation occurs at 460–473 °C and reduces the content of the Al
4Sr phase from 42% to 35% [
16,
27]. The new phase precipitates at grain boundaries and inside grains, hindering the dislocation movement and increasing the shear stress required by the dislocation.
3.3. TEM Analysis of Precipitates
To further explore the nano-precipitates of Al-4.6Mg alloy in sensitized–desensitized heat treatment, TEM-EDS analysis was performed on the two alloys.
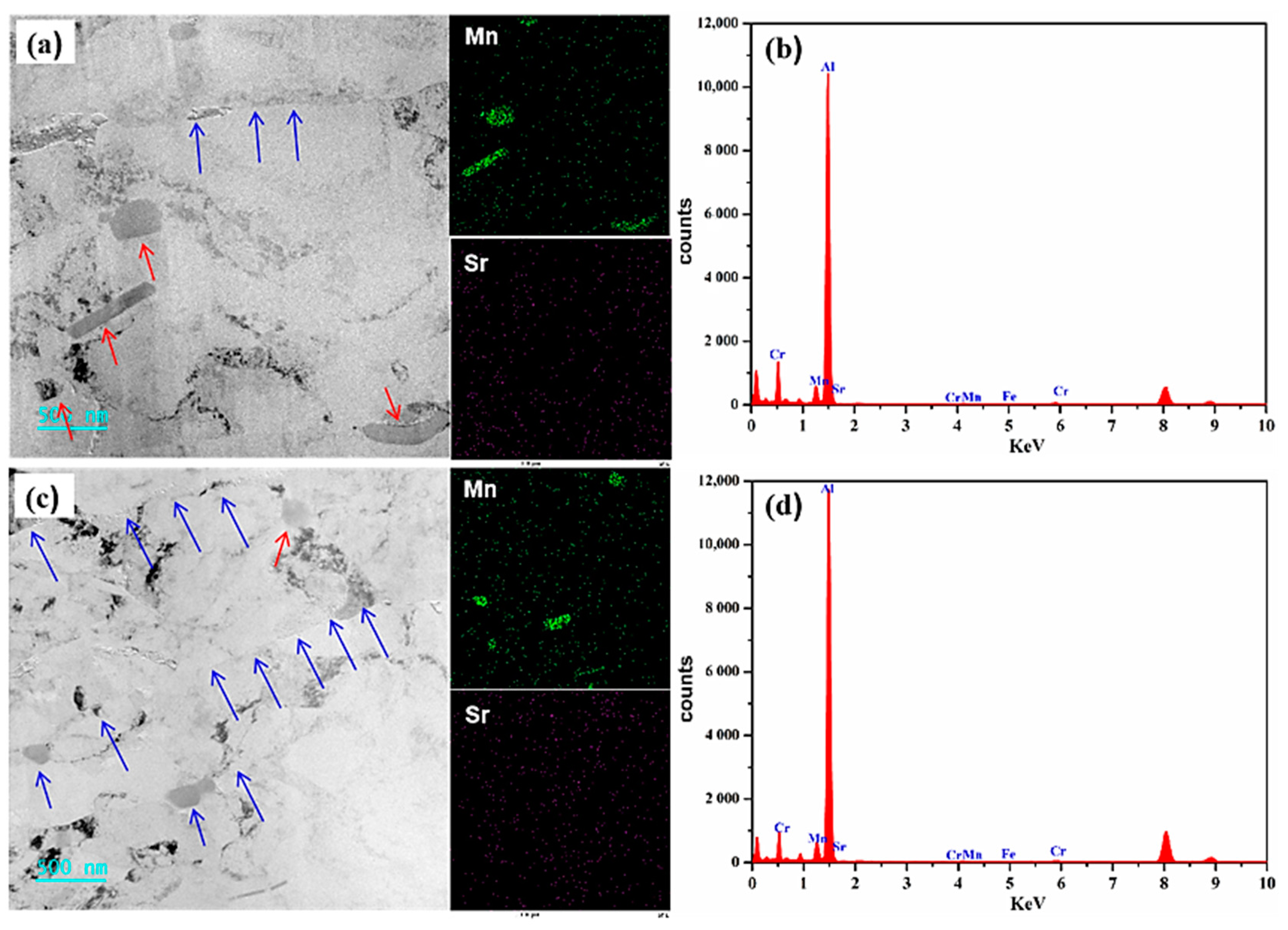
Figure 5 shows the TEM-EDS diagram of Al-4.6Mg alloy. The precipitates of Al-4.6Mg alloy are mainly composed of bars, blocks, spheres, and square phases. The grain boundary and phase boundary (marked by white arrows) can be observed in the TEM bright-field phase diagram. From the TEM-EDS image, it can be found that the precipitated phases are mainly Mn-rich and Mg-rich phases, marked by yellow and red arrows in
Figure 5a,c, respectively. The distributions of these phases are clearly displayed in the diagram with different distribution patterns, indicating the differences in the nucleation mode, growth direction, and element content of the precipitated phases. The corresponding EDS analysis shows that the main diffraction peaks of the alloy are occupied by Al (
Figure 5b,d), with a few diffraction peaks of Mn and Mg, as well as weak diffraction peaks of Cr and Fe. Because Cu is used as the welded joint of the sample, the diffraction peak is detected, while the sample does not contain Cu.
Figure 6 shows the TEM morphologies, selected area electron diffraction (SAED) patterns, and inverse fast Fourier transformation (IFFT) images of the large precipitates of Al-4.6Mg alloy in the sensitized and desensitized states. The short rod-shaped precipitates were approximately 50 nm in diameter and 1 μm in length (
Figure 6a), and, for phase identification, the SAED patterns of the precipitates were analytically calibrated (
Figure 6b), and the crystal plane spacing in IFFT image was calculated (
Figure 6c). The calibration result is consistent with the standard spectrum of the ν-Al
11Mn
4 phase, indicating that the precipitates are ν-Al
11Mn
4 phase structures. ν-Al
11Mn
4 is a triclinic system where the space group is P-1(2), and the cell parameters are as follows: a = 0.5052 nm, b = 0.8873 nm, c = 0.5034 nm, α = 89.7°, β = 99.8°, and γ = 104.9°. The theoretically calculated plane spacing of the phase in the (1
2) direction is 0.2378 nm (PDF # 47-1272), and the measured plane spacing is 0.2398 nm (
Figure 6c). The measurement value is larger than the calculation value. During solution and rolling, the lattice is distorted and shows apparent dislocations (
Figure 6c), which are marked by T. The ν-Al
11Mn
4 phase is formed by the following reactions [
28]:
The specific formation process is as follows. The Al atoms diffuse rapidly to the local Mn matrix at the contact point between Al and Mn particles to form the Al
6Mn phase, since the diffusion coefficient of Al is higher than that of Mn; the Al
6Mn phase and local Mn atoms further form the Al
3Mn phase, and the Al
3Mn phase and the local excess Mn atoms form the ν-Al
11Mn
4 phase. The results show that the Al
6Mn phase precipitates in the sensitization process, and the Al
6Mn phase transforms into the ν-Al
11Mn
4 phase during desensitization. Tamara Radeti [
29] found the ν-Al
11Mn
4 phase in the as-cast AA5083 aluminum alloy, and its heat treatment mode is largely consistent with that in the present paper.
The long rod-shaped precipitates were approximately 90 nm in diameter and 1.8 μm in length (
Figure 6d), and their SAED pattern was analyzed and calibrated for phase identification (
Figure 6e). The crystal plane spacing in the IFFT image was calculated (
Figure 6f). The calibration result is consistent with the standard spectrum of the Al
6Mn phase, indicating that these precipitates are Al
6Mn phase structures. The space group of the Al
6Mn phase is PE, and its cell size is a = b = c = 1.67 nm. The theoretically calculated interplanar spacing of the Al
6Mn phase in the (775) direction is 0.2405 nm (PDF # 00-039-0590), and the measured interplanar spacing is 0.2406 nm (
Figure 6f). The results show that the Al
6Mn phase has less lattice distortion and a lower dislocation density during rolling, and the analysis results are consistent with the IFFT calibration results (
Figure 6f). The Al
6Mn phase is the most Al-rich intermetallic compound in the Al-Mn system [
30,
31]. When the content of the Mn element in Al-Mn alloy reaches a certain level, the solute content increases, which leads to the precipitation of the Al
6Mn intermetallic compound. Many researchers have studied the orientation relationship between the Al
6Mn phase and the matrix, as well as the effect of Mn addition on the dispersion behavior [
32]. Al
6Mn dendrites with different development degrees appear in the microstructure of Al-Mn alloy. In Al-4Mn alloy, there are a few bulk Al
6Mn crystals in the center, whereas the bulk Al
6Mn phase and the feather-like Al
6Mn phase are seen in the Al-6Mn alloy [
33]. To identify a precipitate with a side length of approximately 100 nm as a square phase structure (
Figure 6g), the SAED pattern was analyzed and calibrated (
Figure 6h). The high-resolution image was obtained by IFFT (
Figure 6i). The calibration results are in agreement with the standard spectra of the Al
3Mn phase, indicating that it is an orthorhombic structure and the space group is Pbnm. The cell size of the Al
3Mn phase is a = 1.259 nm, b = 14.8 nm, and c = 11.42 nm. The structure of the Al
3Mn phase has been extensively studied [
34], but the exact space groups and atomic positions of Al
3Mn intermetallic compounds remain controversial [
35]. The actual crystal plane spacing of the phase in the (111) direction is 0.749 nm (PDF # 00-026-0028), and the theoretically calculated value is 0.738 nm. The theoretically calculated value is smaller than the measurement value, suggesting that apparent lattice distortion and dislocations occur in the Al
3Mn phase during rolling. In the IFFT diagram (
Figure 6i), dislocations and aberrations are marked by Ts and circles, respectively.
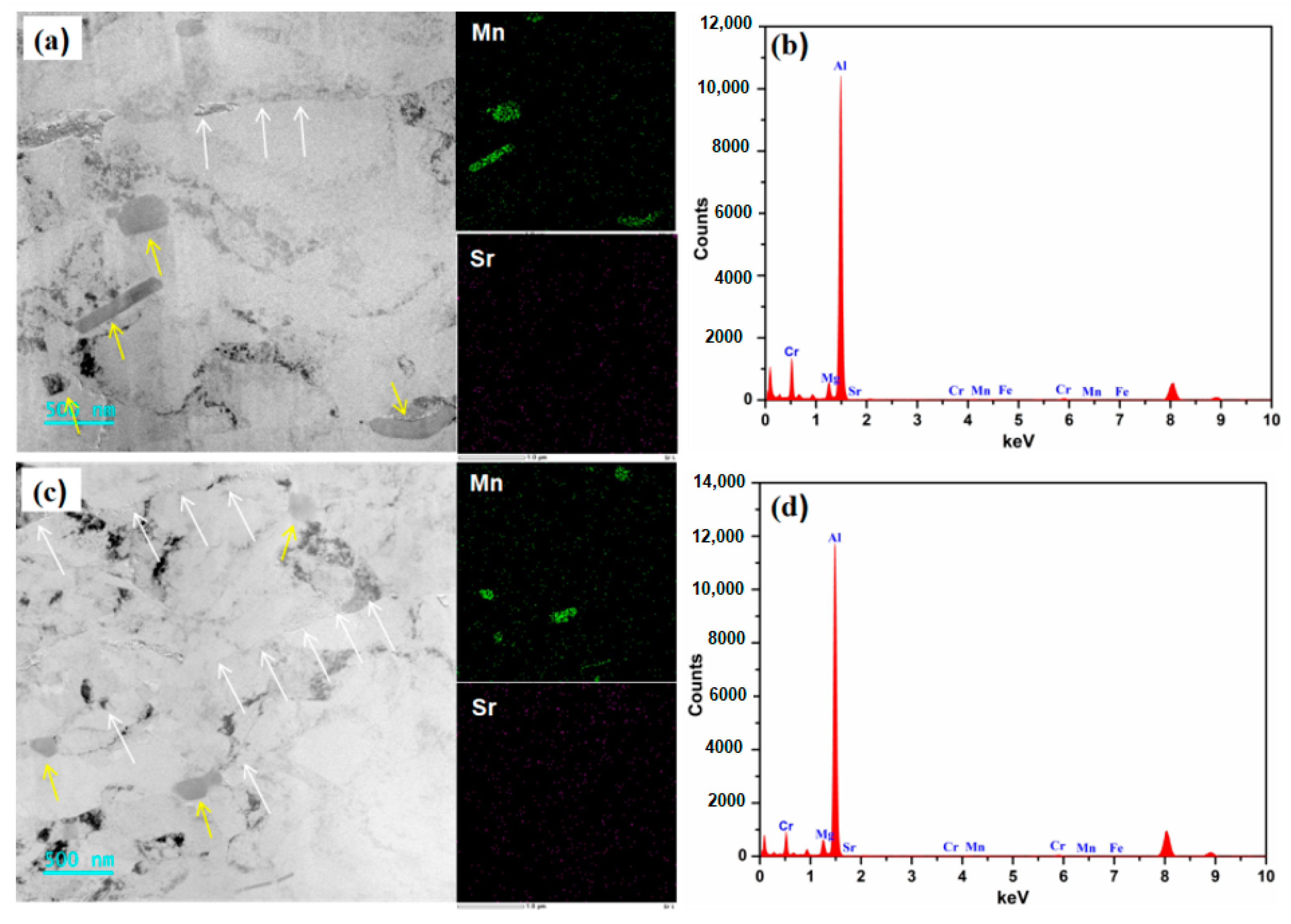
Figure 7 shows the TEM-EDS analysis results of the Al-4.6Mg-0.1Sr alloy. The precipitates of Al-4.6Mg-0.1Sr alloy are mainly composed of a bar, block, and sphere. The grain boundaries and phase boundaries (marked by white arrows) can be seen from the TEM bright-field phase contrast images of Al-4.6Mg-0.1Sr alloy. The TEM-EDS image (
Figure 7a,c) shows that Mn-rich phases are in the majority; no enrichment of the Mg-rich phase was found in the element distribution diagram, indicating that Sr inhibited the precipitation of the Mg-rich phase. Some Mn-rich phase particles are marked by yellow arrows. The morphology and size distribution of the Mn-rich phase are quite different from those of other phases, which indicates its unique features in terms of nucleation, growth, and element content. It can be seen from the corresponding EDS analysis diagram (
Figure 7b,d) that the main diffraction peaks of the alloy are occupied by Al, and there are a few diffraction peaks of Mn, Cr, and Mg, as well as weak diffraction peaks of Sr and Fe. The diffraction peak of Cr is obvious. No enrichment of the Cr-rich phase can be found in the distribution diagram of Cr, indicating that part of the Cr was solubilized in the α-Al matrix, which played necessary roles supplementary role in solid solution strengthening, and a large amount of Cr formed the Al
6(Mn Cr) phase. Due to the limited scanning area of TEM, larger Al
6(Mn Cr) phase particles could not be detected. Sr mainly formed a rod-like Al
4Sr phase and high-Mg ternary τ-Al
38Mg
58Sr
4 phase, but they could not be detected because of the limitations of TEM scanning.
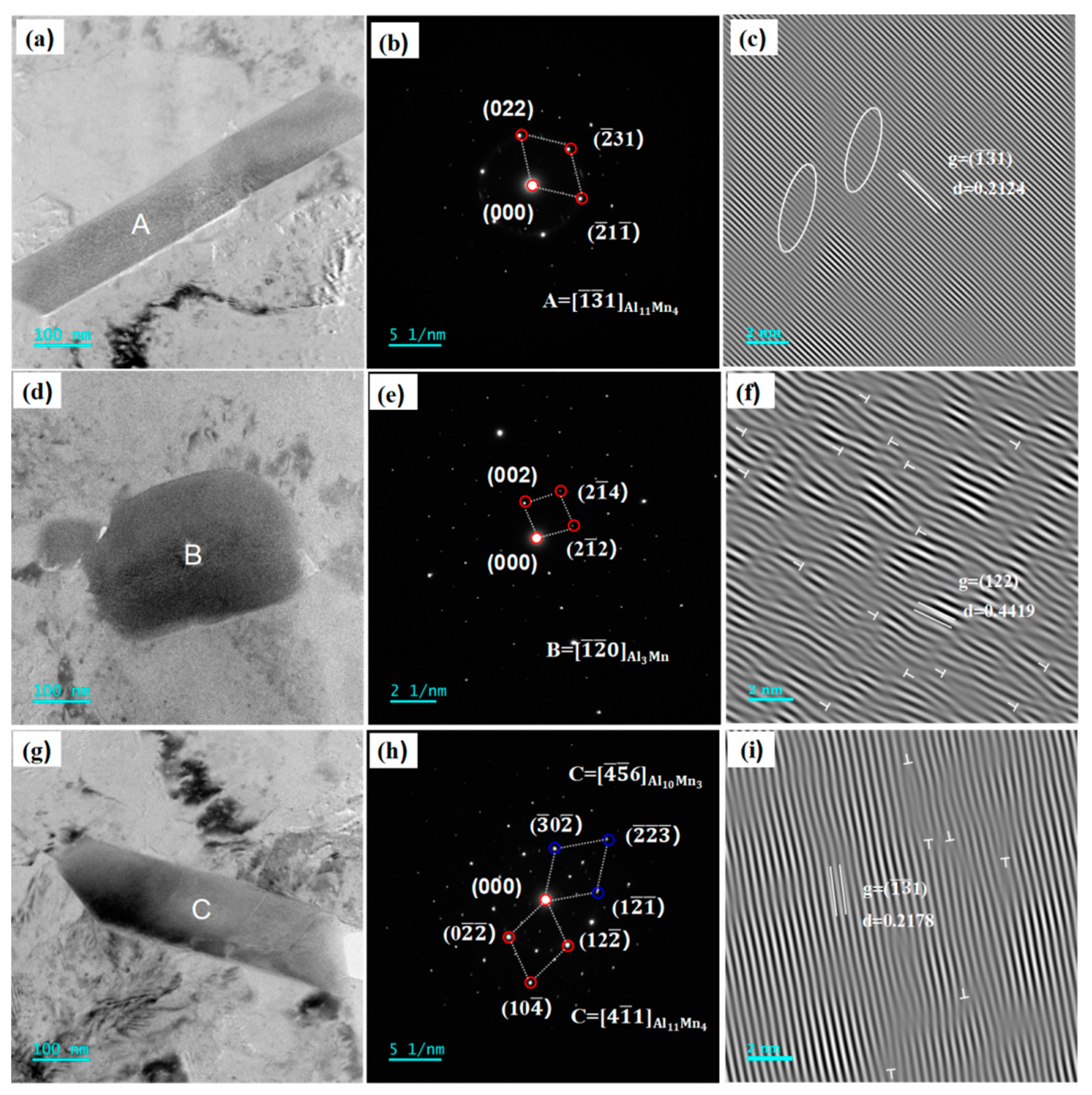
The nano-precipitates of the Al-4.6Mg-0.1Sr alloy in sensitization–desensitization heat treatment were analyzed by TEM, SAED, and IFFT to investigate the effect of Sr on their morphology and distribution. As seen from the TEM bright-field image (
Figure 8a), the short rod-shaped nano-precipitates had a diameter of approximately 80 nm and a length of approximately 1 μm. Their SAED pattern was analyzed and calibrated (
Figure 8b), and the crystal plane spacing was calculated based on the IFFT image (
Figure 8c). The calibration result is consistent with the standard diagram of the ν-Al
11Mn
4 phase, indicating that the precipitates are ν-Al
11Mn
4 phase structures. The calculated plane spacing of the ν-Al
11Mn
4 phase in the (1
) direction is 0.2114 nm (PDF # 47-1272), and the measured plane spacing is 0.2124 nm (
Figure 8c), which is slightly larger. The difference is due to the lattice distortion during rolling, which is marked by circles (
Figure 8c).
As seen from the TEM bright-field image (
Figure 8d), the square-shaped nano-precipitates had a width of about 130 nm and a length of about 200 nm. Their SAED pattern was analyzed and calibrated (
Figure 8e), and the crystal plane spacing in the IFFT image was calculated (
Figure 8f). Based on the results, the precipitates are identified as Al
3Mn phase structures. The actual crystal plane spacing of the Al
3Mn phase in the (122) direction is 0.444 nm, and the calculated IFFT plane spacing is 0.4419 nm, which is slightly smaller. The discrepancy is mainly due to the lattice distortion of the Al
3Mn phase caused by rolling deformation and frequent dislocations. The dislocations are marked by Ts (
Figure 8f).
The short rod-shaped precipitates were approximately 80 nm in diameter and 1 μm in length (
Figure 8g). Their SAED pattern was analyzed, and two distinct sets of diffraction spots were found (
Figure 8h). The strong diffraction spots and the weak diffraction spots were calibrated. The results were consistent with the standard spectra of ν-Al
11Mn
4 and Al
10Mn
3, respectively, suggesting that the ν-Al
11Mn
4 phase and Al
10Mn
3 phase dominated. The Al
10Mn
3 phase belongs to a cubic system. Its space group is P63, and the cell parameters are as follows: a = b = 0.751 nm, c = 0.7779 nm, α = β = 90°, and γ = 120°. The high-resolution image was obtained by IFFT (
Figure 8i), and the crystal plane spacing was calculated to be 0.2178 nm. The actual crystal plane spacing of ν-Al
11Mn
4 in the (1
) direction was 0.2114 nm, smaller than the calculation value because of the lattice distortion caused by rolling deformation (
Figure 8i). The addition of 0.1% Sr to Al-4.6Mg alloy markedly changed the morphology of the nano-precipitates; long rod-shaped precipitates and Mg-rich β-Al
3Mg
2 precipitates decreased while square precipitates increased.
3.5. Analysis of Enhancement Mechanism
The mechanical properties of Al-4.6Mg alloy are improved mainly by work hardening and solution strengthening. It is shown in
Table 3 that the addition of 0.1 wt.% Sr can improve the mechanical properties of Al-4.6Mg alloy through fine grain strengthening, τ-Al
38Mg
58Sr
4 dispersion strengthening, and precipitation strengthening. According to polycrystalline plastic deformation theory, due to the high energy at the grain boundary, more energy is needed for the dislocation slip across the grain boundary than for the intracrystalline slip. The decrease in grain size can contribute to the alloy’s strength enhancement through dislocation slip inhibition. The strength enhancement by Sr addition through grain refinement can be represented by the Hall–Petch relation [
36].
where
σgb is the strength increase induced by the decrease in the grain size of the alloy;
σ0 is the frictional stress required to prevent dislocation slip;
k is the coefficient of the effect of the orientation difference between adjacent grains on dislocation movement, which is commonly known as grain boundary resistance;
kHD is the Hall–Petch coefficient and is about 0.14 MPa m
1/2 [
37] for Al-Mg alloy;
d is the average grain size of polycrystals. According to this equation, the strengthening effect is inversely proportional to the grain size of the alloy. In other words, with the decrease in the grain size, the fraction of grain boundary per unit volume increases, which indicates that the mechanical properties of the alloy are enhanced. The average grain size of Al-4.6Mg alloy is 6.86 μm, while that of Al-4.6Mg-0.1Sr alloy is 5.39 μm after sensitization–desensitization heat treatment. According to Equation (4), after fine grain strengthening by Sr addition, the strength enhancement is about 6.85 MPa. The strength enhancement is limited because the influence of grain refinement after adding Sr is slight.
The main reason for Sr-induced dispersion strengthening is that a large number of fine, dispersed, high-Mg ternary phases τ-Al38Mg58Sr4 can be formed in the alloy with Sr addition, and the τ-Al38Mg58Sr4 phase can contribute to dispersion strengthening and improve the yield strength of the alloy, but the increase in the size of the Al4Sr phase cannot induce effective dispersion strengthening.
The dispersion strengthening mechanism of the second-phase particle τ-Al
38Mg
58Sr
4 includes dislocation cut-through and dislocation bypass. The results show that the Orowan dislocation-bypassing mechanism dominates when the particle diameter is larger than 5 nm. Therefore, the contribution of the τ-Al
38Mg
58Sr
4 particles to the yield strength enhancement of the alloy can be expressed by Equation (5) [
38].
where
∆σ is the strength increment, which is proportional to the volume fraction of the precipitates and inversely proportional to the size of the precipitates. The Poisson’s ratio
v = 0.34 [
39]. R is the average radius of the spherical precipitates, and the cube structure
=
. The spherical precipitate of the Al-4.6Mg-0.1Sr alloy is a τ-Al
38Mg
58Sr
4 structure. The τ-Al
38Mg
58Sr
4 phase particles were 60 nm in diameter, and the volume fraction of the τ-Al
38Mg
58Sr
4 phase was calculated by the Image-Pro Plus (IPP) software, which was about 2.31 × 10
−3m
−3. The related parameters were substituted into Equations (5) and (6). It is estimated that the strength of the spherical τ-Al
38Mg
58Sr
4 phase precipitate is about 8.203 MPa.
The solution strength enhancement of Al-4.6Mg alloy is induced by solute atoms in the matrix metal, which results in lattice distortion to a certain extent. The lattice distortion increases the resistance against dislocation movement and makes the slip difficult. Therefore, the strength and hardness of the solid solution alloy are increased. The solute atoms directly enhance the Al matrix by preventing dislocations, and they form solute clusters by diffusing to the dislocated nuclei and dragging them. The strength increments under these two modes of interaction from the beginning can be estimated by Equation (7) [
40]:
where K = 12.1 MPa/wt.%;
n is the relevant material constant and
n = 1; C is the concentration of substitutional Mg solutes in the Al crystal lattice [
41]. According to the literature method [
37], the C values of Al-4.6Mg alloy and Al-4.6Mg-0.1Sr alloy are 2.86 at.% and 3.36 at.%, respectively. By calculation using Equation (7), it is found that the increment (∆σ
ss) induced by the Sr element is 4.85 MPa.
The strength and hardness of the alloy increase after rolling due to the grain boundary sliding and dislocation entanglement, which leads to grain elongation, breakage, and fiber formation. In addition, the residual stress in the material decreases its plasticity and toughness. The dislocation structure in the rolled material can effectively suppress the dislocation slip, and the increased strength is calculated by Taylor’s equation, as shown in Formula (8).
For Al-Mg alloy, Taylor factor M = 3.06, shear modulus
G = 27 GPa, material constant α = 0.2, Burgers vector
b = 0.286 nm [
42], and
ρ is the geometric dislocation density (GND) of the alloy. The GND of Al-4.6Mg alloy is 8.903 × 1013 m
−2, and that of Al-4.6Mg-0.1Sr alloy is 1.325 × 1014 m
−2. The yield strength of Al-4.6Mg-0.1Sr alloy calculated by Equation (4) increases by about 9.807 MPa, and the dislocation density also increases. The addition of 0.1 wt.% Sr to Al-4.6Mg alloy results in an increase in yield strength of
σgb +
∆σ +
∆σss +
∆σDS = 29.71 MPa, while the experimental value is 29.25 MPa.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}