

The Flexural Strength Prediction of Carbon Fiber/Epoxy Composite Using Artificial Neural Network Approach



Abstract
:1. Introduction
2. Methodology
2.1. Manufacturing
2.1.1. Materials
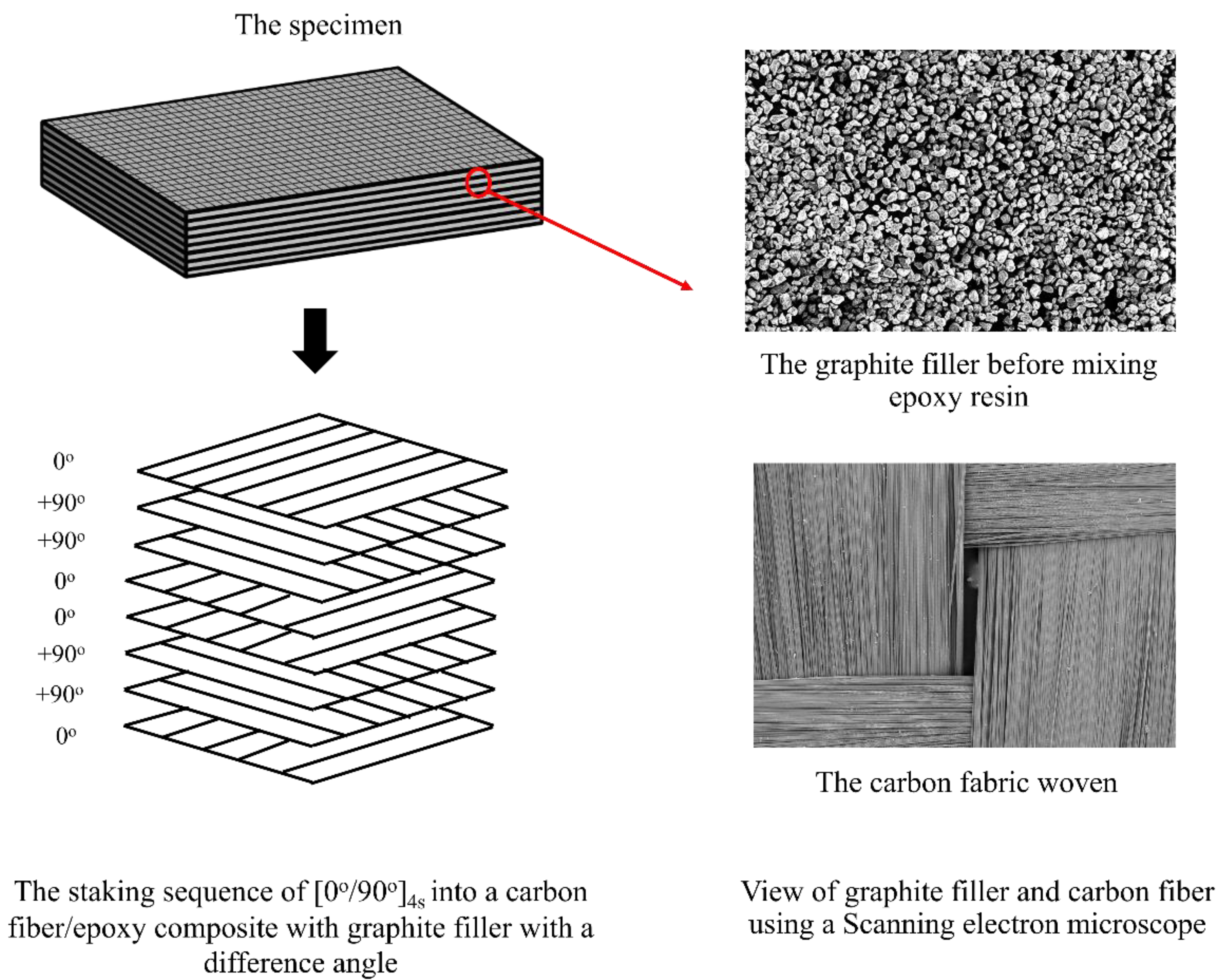
2.1.2. Preparation of Specimens
2.1.3. Vacuum Bagging and Vacuum Infusion Processes
2.1.4. Scanning Electron Microscopy (SEM)
2.1.5. Testing for Flexural Strength
2.2. Factors Affecting Flexural Strength
2.3. Normalization
2.4. Evaluation of Prediction Errors
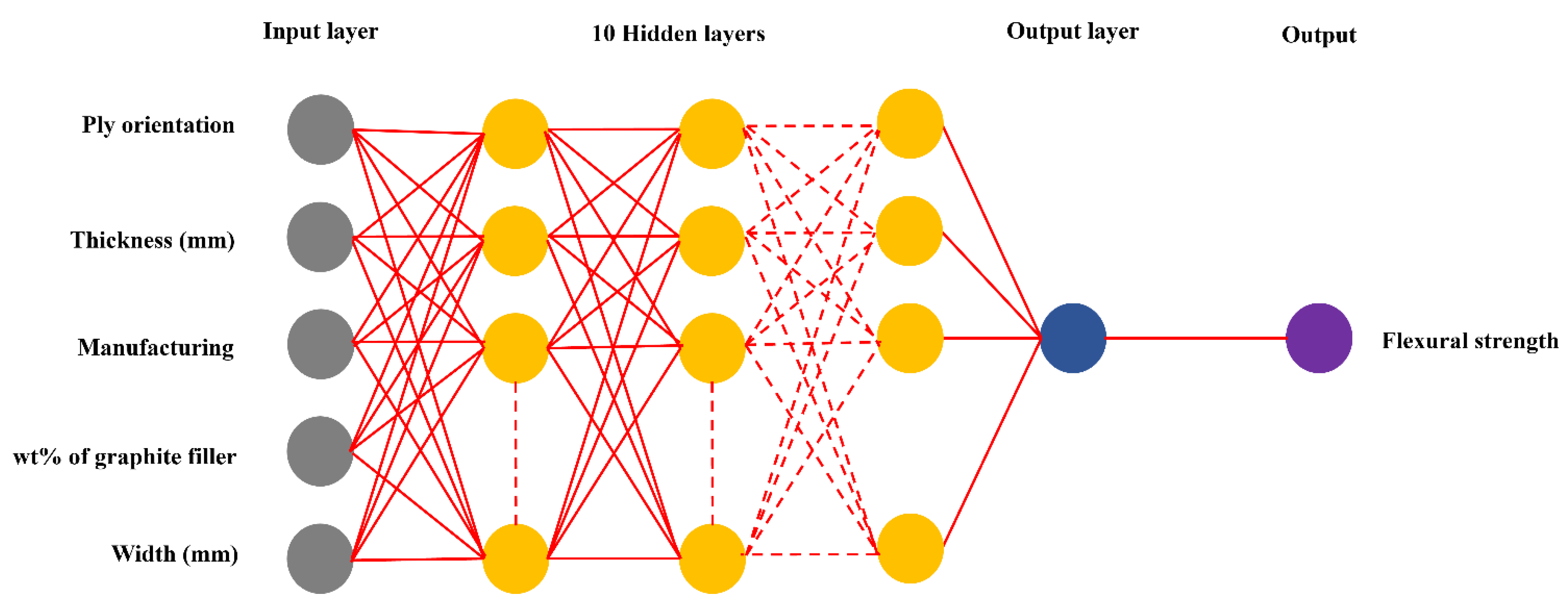
2.5. Hidden Layers
3. Results
3.1. Analyzing the Factors Affecting Flexural Strength
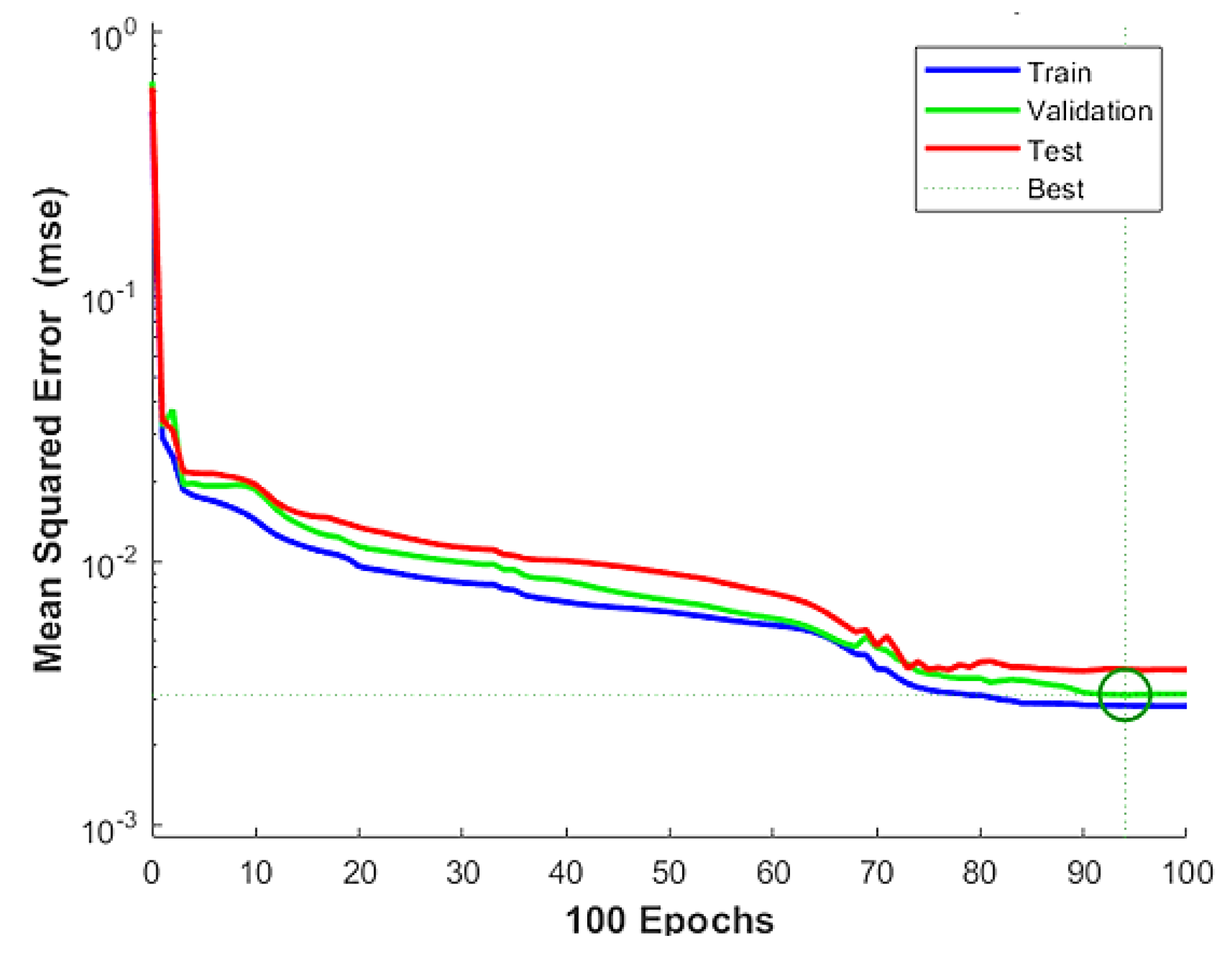
3.2. The Algorithm to Predict Flexural Strength
3.3. The Appropriate Number of Hidden Layers for the Data
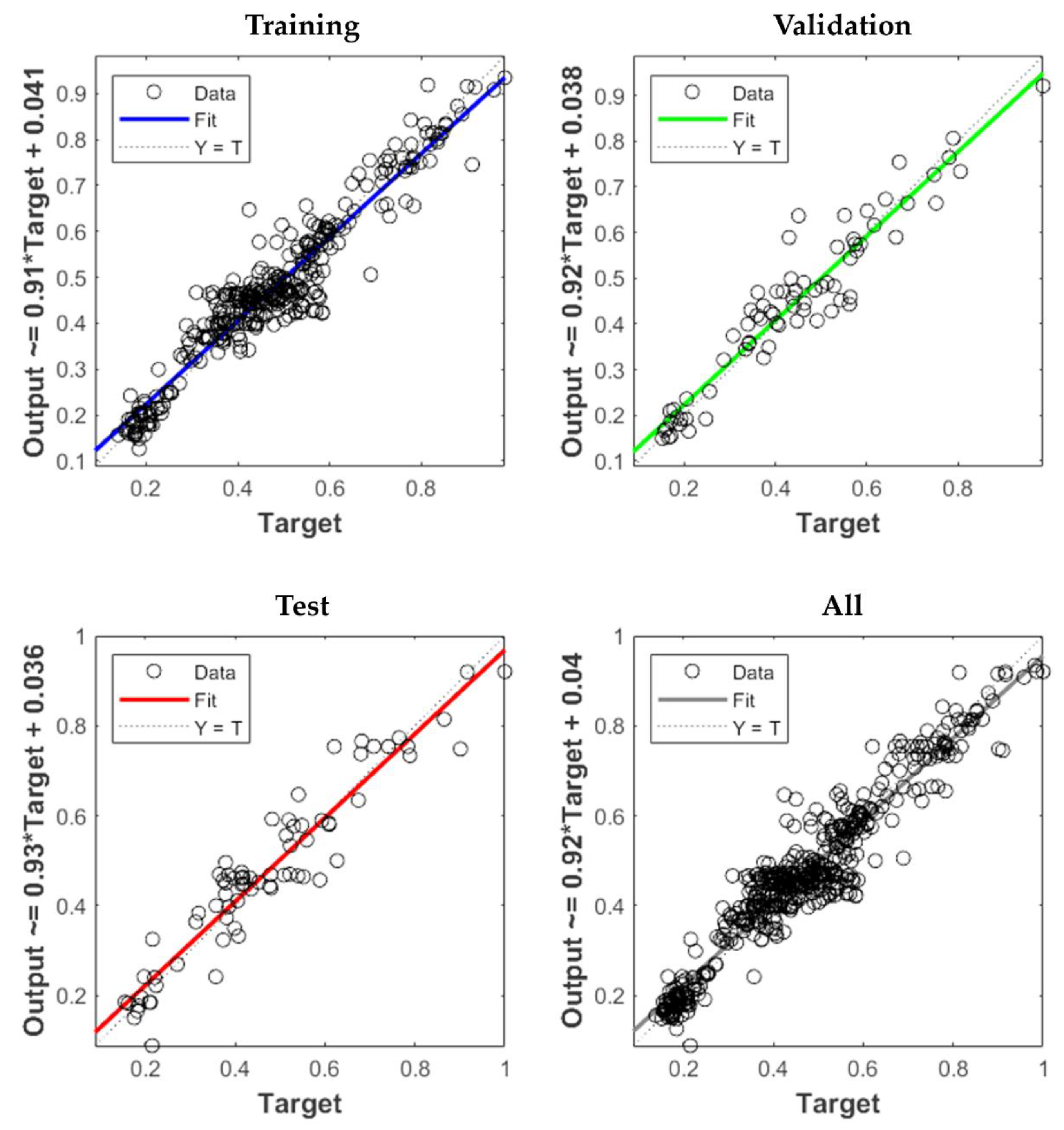
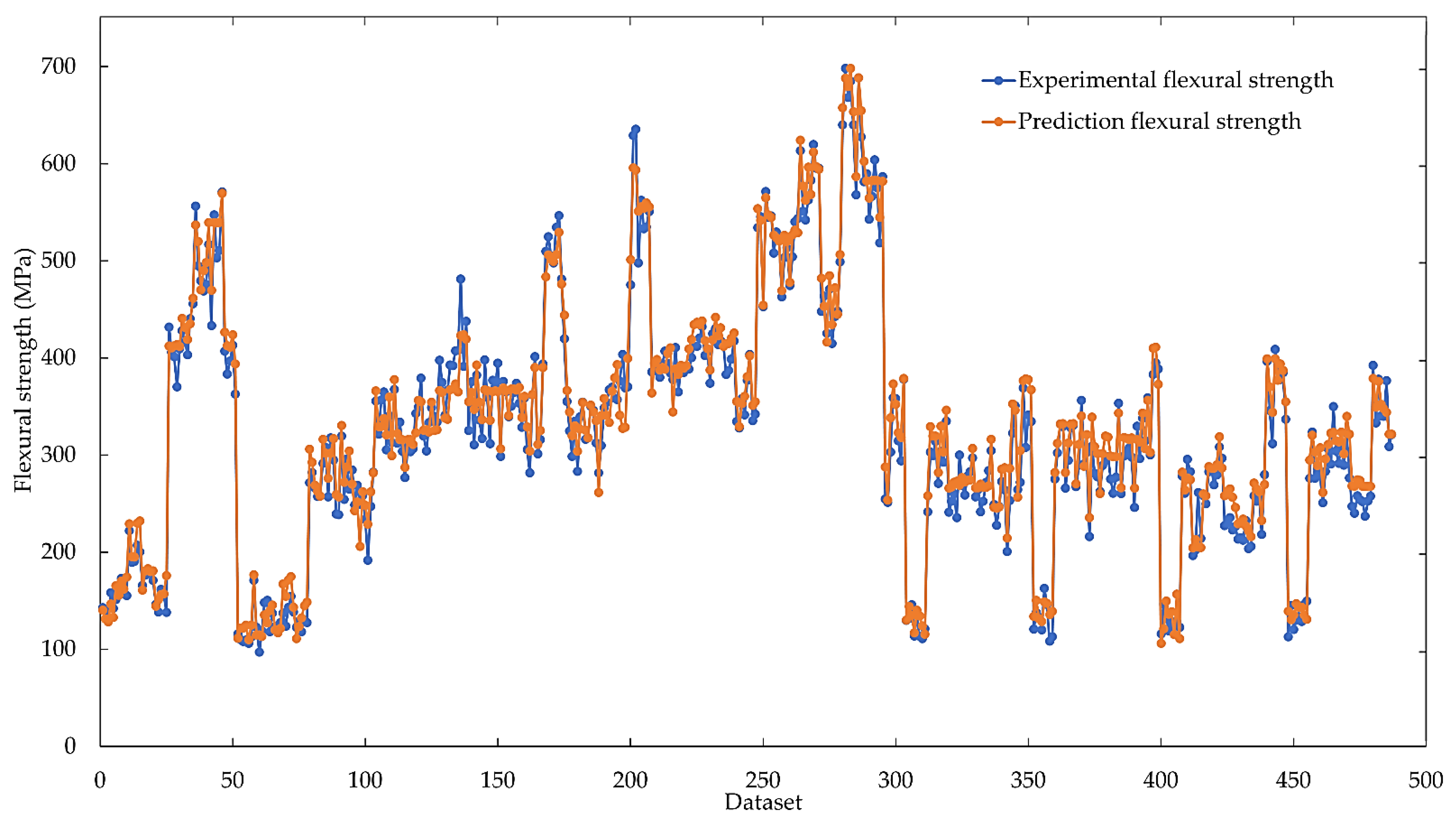
3.4. Comparison of Predicted Values with Experimental Values
3.5. Prediction the Flexural Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Laine, R.M.; Choi, J.; Lee, I. Organic-inorganic nanocomposites with completely defined interfacial interactions. Adv. Mater. 2001, 13, 800–803. [Google Scholar] [CrossRef]
- Florea, N.M.; Lungu, A.; Badica, P.; Craciun, L.; Enculescu, M.; Ghita, D.G.; Ionescu, C.; Zgirian, R.G.; Iovu, H. Novel nanocomposites based on epoxy resin/epoxy-functionalized polydimethylsiloxane reinforced with POSS. Compos. Part B Eng. 2015, 75, 226–234. [Google Scholar] [CrossRef]
- Tsujimoto, T.; Takeshita, K.; Uyama, H. Bio-based Epoxy Resins from Epoxidized Plant Oils and Their Shape Memory Behaviors. JAOCS J. Am. Oil Chem. Soc. 2016, 93, 1663–1669. [Google Scholar] [CrossRef]
- Aziz, T.; Fan, H.; Haq, F.; Khan, F.U.; Numan, A.; Iqbal, M.; Raheel, M.; Kiran, M.; Wazir, N. Adhesive properties of poly (methyl silsesquioxanes)/bio-based epoxy nanocomposites. Iran. Polym. J. Engl. Ed. 2020, 29, 911–918. [Google Scholar] [CrossRef]
- Salernitano, E.; Migliaresi, C. Composite materials for biomedical applications: A review. J. Appl. Biomater. Biomech. 2003, 1, 3–18. [Google Scholar] [PubMed]
- Jagannatha, T.D.; Harish, G. Mechanical properties of carbon/glass fiber reinforced epoxy hybrid polymer composites. Int. J. Mech. Eng. Robot. Res. 2015, 4, 131–137. [Google Scholar]
- Cho, J.; Chen, J.; Daniel, I.M. Mechanical enhancement of carbon fiber/epoxy composites by graphite nanoplatelet reinforcement. Scr. Mater. 2007, 56, 685–688. [Google Scholar] [CrossRef]
- Zulfli, N.H.M.; Bakar, A.A.; Chow, W.S. Mechanical and thermal properties improvement of nano calcium carbonate-filled epoxy/glass fiber composite laminates. High Perform. Polym. 2014, 26, 223–229. [Google Scholar] [CrossRef]
- Bhagwan, D.; Lawrence, J. Analysis and Performance of Fiber Composites. Mech. Compos. Mater. 1980, 48, 213–214. [Google Scholar]
- Hagino, M.; Inoue, T. Effect of carbon fiber orientation and helix angle on CFRP cutting characteristics by end-milling. Int. J. Autom. Technol. 2013, 7, 292–299. [Google Scholar] [CrossRef]
- Sliseris, J.; Rocens, K. Optimal design of composite plates with discrete variable stiffness. Compos. Struct. 2013, 98, 15–23. [Google Scholar] [CrossRef]
- Cristiani, D.; Falcetelli, F.; Yue, N.; Sbarufatti, C.; Di Sante, R.; Zarouchas, D.; Giglio, M. Strain-based delamination prediction in fatigue loaded CFRP coupon specimens by deep learning and static loading data. Compos. Part B Eng. 2022, 241, 110020. [Google Scholar] [CrossRef]
- Xian, G.; Guo, R.; Li, C.; Hong, B. Mechanical properties of carbon/glass fiber reinforced polymer plates with sandwich structure exposed to freezing-thawing environment: Effects of water immersion, bending loading and fiber hybrid mode. Mech. Adv. Mater. Struct. 2023, 30, 814–834. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Procedia Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef] [Green Version]
- Meng, F.; Cui, Y.; Pickering, S.; McKechnie, J. From aviation to aviation: Environmental and financial viability of closed-loop recycling of carbon fibre composite. Compos. Part B Eng. 2020, 200, 108362–108370. [Google Scholar] [CrossRef]
- Phunpeng, V.; Biaz, P.M. Mixed finite element formulations for strain-gradient elasticity problems using the FEniCS environment. Finite Elem. Anal. Des. 2014, 96, 23–40. [Google Scholar] [CrossRef]
- Pelleg, J. Mechanical Properties of Materials; Springer: Berlin/Heidelberg, Germany, 2013; Volume 190, pp. 1–84. [Google Scholar]
- Ghasemi, R.A.; Moradi, M. Low thermal cycling effects on mechanical properties of laminated composite materials. Mech. Mater. 2016, 96, 126–137. [Google Scholar] [CrossRef]
- Hoda, K.; Seyed, A.S.; Bob, M.; Melanie, V. Effects of variation in autoclave pressure, temperature, and vacuum-application time on porosity and mechanical properties of a carbon fiber/epoxy composite. Compos. Mater. 2015, 46, 1985–2004. [Google Scholar]
- Phunpeng, V.; Saensuriwong, K.; Kerdphol, T. Comparative Manufacturing of Hybrid Composites with Waste Graphite Fillers for UAVs. Materials 2022, 15, 6840. [Google Scholar] [CrossRef]
- Boransan, W.; Kerdphol, T.; Phunpeng, V. Experimental manufacturing of glass fiber composites considering flexural behaviour. Spektrum Ind. 2021, 19, 87–95. [Google Scholar] [CrossRef]
- Saensuriwong, K.; Kerdphol, T.; Phunpeng, V. Laboratory Study of Polypropylene-Based Honeycomb Core for Sandwich Composites. Spektrum Ind. 2021, 19, 97–104. [Google Scholar] [CrossRef]
- Raksaksri, L.; Phunpeng, V. Leather-like composite materials prepared from natural rubber and two leather wastes: Wet blue leather and finished leather. J. Elastomers Plast. 2022, 54, 1254–1276. [Google Scholar] [CrossRef]
- Ateaeefard, M. Production of carbon black acrylic composite as an electrophotographic toner using emulsion aggregation method: Investigation the effect of agitation rate. Compos. Part B 2014, 64, 78–83. [Google Scholar] [CrossRef]
- Kerdphol, T.; Rahman, F.S.; Watanabe, M.; Mitani, Y.; Hongesombut, K.; Phunpeng, V.; Ngamroo, I.; Turschner, D. Small-signal analysis of multiple virtual synchronous machines to enhance frequency stability of grid-connected high renewables. Inst. Eng. Technol. Gener. Transm. Distrib. 2021, 15, 1273–1289. [Google Scholar] [CrossRef]
- Phunpeng, V.; Kerdphol, T. Comparative study of Sugeno and Mamdani fuzzy inference systems for virtual inertia emulation. In Proceedings of the 8th Annual IEEE PES/IAS PowerAfrica, Nairobi, Kenya, 20–23 August 2021. [Google Scholar]
- Al-Assaf, Y.; El Kadi, H. Fatigue life prediction of composite materials using polynomial classifiers and recurrent neural networks. Compos. Struct. 2007, 77, 561–569. [Google Scholar] [CrossRef]
- Vassilopoulos, A.P.; Georgopoulos, E.F.; Dionysopoulos, V. Artificial neural networks in spectrum fatigue life prediction of composite materials. Int. J. Fatigue 2007, 29, 20–29. [Google Scholar] [CrossRef]
- Khan, M.I. Predicting properties of High Performance Concrete containing composite cementitious materials using Artificial Neural Networks. Autom. Constr. 2012, 22, 516–524. [Google Scholar] [CrossRef]
- Sabiston, T.; Inal, K.; Lee-Sullivan, P. Application of Artificial Neural Networks to predict fibre orientation in long fibre compression moulded composite materials. Compos. Sci. Technol. 2020, 190, 108034–108046. [Google Scholar] [CrossRef]
- Li, X.; Liu, Z.; Cui, S.; Luo, C.; Li, C.; Zhuang, Z. Predicting the effective mechanical property of heterogeneous materials by image based modeling and deep learning. Comput. Methods Appl. Mech. Eng. 2019, 347, 735–753. [Google Scholar] [CrossRef] [Green Version]
- Xing, W.; Du, D. Dropout Prediction in MOOCs: Using Deep Learning for Personalized Intervention. J. Educ. Comput. Res. 2019, 57, 547–570. [Google Scholar] [CrossRef]
- Moraboena, S.; Ketepalli, G.; Ragam, P. A deep learning approach to network intrusion detection using deep autoencoder. Rev. D’intelligence Artif. 2020, 34, 457–463. [Google Scholar] [CrossRef]
- Vinayakumar, R.; Alazab, M.; Soman, K.P.; Poornachandran, P.; Al-Nemrat, A.; Venkatraman, S. Deep Learning Approach for Intelligent Intrusion Detection System. IEEE Access 2019, 7, 41525–41550. [Google Scholar] [CrossRef]
- Habimana, O.; Li, Y.; Li, R.; Gu, X.; Yu, G. Sentiment analysis using deep learning approaches: An overview. Sci. China Inf. Sci. 2020, 63, 111102. [Google Scholar] [CrossRef] [Green Version]
- Kazi, M.K.; Eljack, F.; Mahdi, E. Optimal filler content for cotton fiber/PP composite based on mechanical properties using artificial neural network. Compos. Struct. 2020, 251, 112654–112660. [Google Scholar] [CrossRef]
- Al Martini, S.; Sabouni, R.; Khartabil, A.; Wakjira, T.G.; Alam, M.S. Development and strength prediction of sustainable concrete having binary and ternary cementitious blends and incorporating recycled aggregates from demolished UAE buildings: Experimental and machine learning-based studies. Constr. Build. Mater. 2023, 380, 131278–131293. [Google Scholar] [CrossRef]
- Knowlton, A.R.; Robbins, J.; Landry, S.; McKenna, H.A.; Kraus, S.D.; Werner, T.B. Effects of fishing rope strength on the severity of large whale entanglements. Conserv. Biol. 2016, 30, 318–328. [Google Scholar] [CrossRef]
- Abushanab, A.; Wakjira, T.G.; Alnahhal, W. Machine Learning-Based Flexural Capacity Prediction of Corroded RC Beams with an Efficient and User-Friendly Tool. Sustainability 2023, 15, 4824. [Google Scholar] [CrossRef]
- Kim, M.K.; Kim, Y.S.; Srebric, J. Impact of correlation of plug load data, occupancy rates and local weather conditions on electricity consumption in a building using four back-propagation neural network models. Sustain. Cities Soc. 2020, 62, 102321–102331. [Google Scholar] [CrossRef]
- Feng, J.; Wang, W.; Li, J. An LM-BP neural network approach to estimate monthly-mean daily global solar radiation using MODIS atmospheric products. Energies 2018, 11, 3510. [Google Scholar] [CrossRef] [Green Version]
- Christou, V.; Arjmand, A.; Dimopoulos, D.; Varvarousis, D.; Tsoulos, I.; Tzallas, A.T.; Gogos, C.; Tsipouras, M.G.; Glavas, E.; Ploumis, A.; et al. Automatic Hemiplegia Type Detection (Right or Left) Using the Levenberg-Marquardt Backpropagation Method. Information 2022, 13, 101. [Google Scholar] [CrossRef]
- ASTM D790-02; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 1970.
- Chong, S.S.; Aziz, A.A.R.; Harun, W.S.; Arof, H.; Shamshirband, S. Application of multiple linear regression, central composite design, and ANFIS models in dye concentration measurement and prediction using plastic optical fiber sensor. Measurement 2015, 74, 78–86. [Google Scholar] [CrossRef]
- Pudza, M.Y.; Abidin, Z.Z.; Rashid, S.A.; Yasin, F.M.; Noor, A.S.M.; Issa, M.A. Sustainable synthesis processes for carbon dots through response surface methodology and artificial neural network. Processes 2019, 7, 704. [Google Scholar] [CrossRef] [Green Version]
- Wakjira, T.G.; Abushanab, A.; Ebead, U.; Alnahhal, W. FAI: Fast, accurate, and intelligent approach and prediction tool for flexural capacity of FRP-RC beams based on super-learner machine learning model. Mater. Today Commun. 2022, 33, 104461–104474. [Google Scholar] [CrossRef]
- Pasupa, K. Advance Intelligence Systems: Theory, Algorithms, and Applications; King Mongkut’s Institute of Technology Ladkrabang: Bangkok, Thailand, 2020. [Google Scholar]
- Volkan, C.; Mehmet, S.; Hasan, Y.; Ismail, H.T. Comparison of Mechanical Properties of Epoxy Composites Reinforced with Stitched Glass and Carbon Fabrics: Characterization of Mechanical Anisotropy in Composites and Investigation on the Interaction Between Fiber and Epoxy Matrix. Polym. Compos. 2008, 9, 840–853. [Google Scholar]
- Ramani, H.; Najafi, H.M.S.; Saffarzadeh-Matin, S.; Ashori, A. Mechanical properties of carbon fiber/epoxy composites: Effects of number of plies, fiber contents, and angle-ply layers. Polym. Eng. Sci. 2013, 54, 2676–2682. [Google Scholar] [CrossRef]
- Naresh, K.; Krishnapillai, S.; Velmurugan, R. Effect of fiber orientation on carbon/epoxy and glass/epoxy composites subjected to shear and bending. Solid State Phenom. 2017, 267, 103–108. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Layers | Ply Orientation | Manufacturing | Graphite Filler (wt%) | Number of Specimens |
|---|---|---|---|---|
| 4 | [0°/90°]2s | Vacuum bagging and Vacuum infusion | 0 | 16 |
| [45°/−45°]2s | 16 | |||
| [0°/45°]2s | 16 | |||
| [90°/45°]2s | 16 | |||
| [0°/−45°]2s | 16 | |||
| [90°/−45°]2s | 16 | |||
| 5 | [0°/90°/0°/90°/0°] | 16 | ||
| [45°/−45°/45°/−45°/45°] | 16 | |||
| [0°/45°/0°/45°/0°] | 16 | |||
| [90°/45°/90°/45°/90°] | 16 | |||
| [0°/−45°/0°/−45°/0°] | 16 | |||
| [90°/−45°/90°/−45°/90°] | 16 | |||
| 6 | [0°/90°]3s | 16 | ||
| [45°/−45°]3s | 16 | |||
| [0°/45°]3s | 16 | |||
| [90°/45°]3s | 16 | |||
| [0°/−45°]3s | 16 | |||
| [90°/−45°]3s | 16 | |||
| 7 | [0°/90°/0°/90°/0°/90°/0°] | 16 | ||
| [45°/−45°/45°/−45°/45°/−45°/45°] | 16 | |||
| [0°/45°/0°/45°/0°/45°/0°] | 16 | |||
| [90°/45°/90°/45°/90°/45°/90°] | 16 | |||
| [0°/−45°/0°/−45°/0°/−45°/0°] | 16 | |||
| [90°/−45°/90°/−45°/90°/−45°/90°] | 16 | |||
| 8 | [0°/90°]4s | Vacuum bagging and Vacuum infusion | 0 | 11 |
| 5 | 11 | |||
| 7.5 | 10 | |||
| 10 | 10 | |||
| 12.5 | 10 | |||
| [−45°/45°]4s | Vacuum bagging and Vacuum infusion | 0 | 10 | |
| 5 | 10 | |||
| 7.5 | 11 | |||
| 10 | 10 | |||
| 12.5 | 10 |
| Parameters | Description |
|---|---|
| Number of input layer | 1 |
| Number of output layer | 1 |
| Number of hidden layers | 7 |
| Learning rate | 0.01 |
| Activation function | Sigmoid |
| Number of epochs | 1000 |
| Algorithm | LM and SCG |
| The number of hidden neurons | 10 |
| Number of datasets | 103 |
| Training dataset | 70% (73 data) |
| Validation dataset | 15% (15 data) |
| Testing dataset | 15% (15 data) |
| Error function | MSE |
| Initializer | Random |
| Parameters | Description |
|---|---|
| Number of input layer | 1 |
| Number of output layer | 1 |
| Number of hidden layers | 1–10 |
| Learning rate | 0.01 |
| Activation function | Sigmoid |
| Number of epochs | 1000 |
| Algorithm | LM |
| The number of hidden neurons | 10 |
| Number of datasets | 487 |
| Training dataset | 70% (341 data) |
| Validation dataset | 15% (73 data) |
| Testing dataset | 15% (73 data) |
| Error function | MSE |
| Initializer | Random |
| Coefficient a | ||
|---|---|---|
| Model | Significant | Meaning |
| Thickness | 0.000 | It greatly affects the flexural strength |
| Width | 0.240 | Affects the flexural strength |
| Ply orientation | 0.000 | It greatly affects the flexural strength |
| Manufacturing | 0.001 | It greatly affects the flexural strength |
| wt% of graphite | 0.001 | It greatly affects the flexural strength |
| Architecture | Testing Set MSE | Training Set MSE | Validation Set MSE |
|---|---|---|---|
| 5-1-1-1 | 2.61 × 10−2 | 1.37 × 10−2 | 1.05 × 10−2 |
| 5-2-1-1 | 8.92 × 10−3 | 1.01 × 10−2 | 1.88 × 10−2 |
| 5-3-1-1 | 1.53 × 10−2 | 8.73 × 10−3 | 5.06 × 10−3 |
| 5-4-1-1 | 8.96 × 10−3 | 3.79 × 10−3 | 1.13 × 10−2 |
| 5-5-1-1 | 1.11 × 10−2 | 2.14 × 10−2 | 9.81 × 10−3 |
| 5-6-1-1 | 5.78 × 10−3 | 2.79 × 10−3 | 3.75 × 10−3 |
| 5-7-1-1 A | 4.4 × 10−3 | 2.08 × 10−3 | 2.41 × 10−3 |
| 5-8-1-1 | 5.22 × 10−3 | 3.54 × 10−3 | 1.63 × 10−2 |
| 5-9-1-1 | 1.40 × 10−2 | 2.80 × 10−3 | 7.89 × 10−3 |
| 5-10-1-1 | 1.61 × 10−2 | 1.14 × 10−2 | 1.07 × 10−2 |
| Method | R2 | MSE | ||
|---|---|---|---|---|
| Test | Overall | Test | Overall | |
| LM b | 0.9926 | 0.9925 | 4.4 × 10−3 | 4.3 × 10−3 |
| SCG | 0.9791 | 0.9823 | 8.38 × 10−3 | 9.06 × 10−3 |
| Network Structure | Training MSE | Validation | Testing | |||
|---|---|---|---|---|---|---|
| MSE | R2 | MSE | R2 | MSE | R2 | |
| 5-1-1-1 | 2.24 × 10−2 | 0.57 | 2.67 × 10−2 | 0.39 | 2.40 × 10−2 | 0.55 |
| 5-2-1-1 | 1.25 × 10−2 | 0.79 | 1.15 × 10−2 | 0.79 | 1.86 × 10−2 | 0.70 |
| 5-3-1-1 | 1.36 × 10−2 | 0.76 | 1.05 × 10−2 | 0.81 | 1.09 × 10−2 | 0.85 |
| 5-4-1-1 | 1.05 × 10−2 | 0.83 | 1.10 × 10−2 | 0.82 | 1.16 × 10−2 | 0.79 |
| 5-5-1-1 | 9.13 × 10−3 | 0.83 | 1.45 × 10−2 | 0.82 | 1.17 × 10−2 | 0.84 |
| 5-6-1-1 | 5.88 × 10−3 | 0.90 | 9.33 × 10−3 | 0.86 | 1.06 × 10−3 | 0.84 |
| 5-7-1-1 | 3.95 × 10−3 | 0.93 | 7.02 × 10−3 | 0.93 | 4.90 × 10−3 | 0.93 |
| 5-8-1-1 | 5.47 × 10−3 | 0.91 | 6.60 × 10−3 | 0.91 | 9.70 × 10−3 | 0.85 |
| 5-9-1-1 | 3.29 × 10−3 | 0.95 | 3.91 × 10−3 | 0.94 | 3.83 × 10−3 | 0.94 |
| 5-10-1-1 c | 2.84 × 10−3 | 0.95 | 3.12 × 10−3 | 0.95 | 3.90 × 10−3 | 0.95 |
| Dataset | Thickness (mm) | Width (mm) | Ply Orientation | Manufacturing | %wt Graphite Filler (wt%) |
|---|---|---|---|---|---|
| 1 | 2.1 | 23 | [−45 °/45°]4s | Vacuum bagging | 12.5 |
| 2 | 2 | 17 | [0°/90°]4s | Vacuum bagging | 10 |
| 3 | 2.4 | 20.2 | [−45°/45°]4s | Vacuum infusion | 7.5 |
| 4 | 0.9 | 18 | [0°/−45°]s | Vacuum bagging | 5 |
| 5 | 1.63 | 19.8 | [0°/90°/0°/90°/0°/90°/0°] | Vacuum infusion | 0 |
| 6 | 1.2 | 20.6 | [0°/45°/0°/45°/0°] | Vacuum infusion | 0 |
| 7 | 0.8 | 20.5 | [0°/90°]3s | Vacuum bagging | 0 |
| 8 | 1.1 | 20.34 | [90°/−45°/90°/−45°/90°] | Vacuum infusion | 0 |
| Dataset | Flexural Strength from Prediction (MPa) | Flexural Strength from Experimental (MPa) | MSE | R2 |
|---|---|---|---|---|
| 1 | 159.8931 | 152.5143 | 2.33 × 10−10 | 0.9977 |
| 2 | 394.8466 | 384.621 | 4.38 × 10−7 | 0.9797 |
| 3 | 317.87 | 296.05 | 2.03 × 10−7 | 0.9558 |
| 4 | 128.1012 | 122.5136 | 8.49 × 10−10 | 0.9999 |
| 5 | 679.3791 | 668.4299 | 4.99 × 10−7 | 0.9900 |
| 6 | 330.0794 | 327.7892 | 6.41 × 10−10 | 0.9999 |
| 7 | 382.3560 | 358.2715 | 1.07 × 10−6 | 0.9698 |
| 8 | 347.8172 | 339.9457 | 3.46 × 10−7 | 0.9639 |
| Specimens | Flexural Strength from Researcher (MPa) | Flexural Strength from Prediction (MPa) (Present Work) | Flexural Strength from Experimental (MPa) (Present Work) |
|---|---|---|---|
| [−45°/45°]4s | 105.49 [48] | 92.78 | 96.13 |
| [0°/90°/0°/90°/0°] | 754 [49] | 648.5 | 635.89 |
| [45°/−45°/45°]s | 167.39 [50] | 135.01 | 149.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Phunpeng, V.; Saensuriwong, K.; Kerdphol, T.; Uangpairoj, P. The Flexural Strength Prediction of Carbon Fiber/Epoxy Composite Using Artificial Neural Network Approach. Materials 2023, 16, 5301. https://doi.org/10.3390/ma16155301
Phunpeng V, Saensuriwong K, Kerdphol T, Uangpairoj P. The Flexural Strength Prediction of Carbon Fiber/Epoxy Composite Using Artificial Neural Network Approach. Materials. 2023; 16(15):5301. https://doi.org/10.3390/ma16155301
Chicago/Turabian StylePhunpeng, Veena, Karunamit Saensuriwong, Thongchart Kerdphol, and Pichitra Uangpairoj. 2023. "The Flexural Strength Prediction of Carbon Fiber/Epoxy Composite Using Artificial Neural Network Approach" Materials 16, no. 15: 5301. https://doi.org/10.3390/ma16155301