
Briquettes Made of Branches Wood of Three Mangrove Species Bonded by Starch Adhesive

 , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Preparation of Mangrove Wood Raw Materials
2.1.2. Adhesive Production
2.1.3. Wood Briquettes Production
2.1.4. Evaluation of the Properties of Wood Briquettes
2.2. Physical Properties Testing
2.2.1. Moisture Content
2.2.2. Density
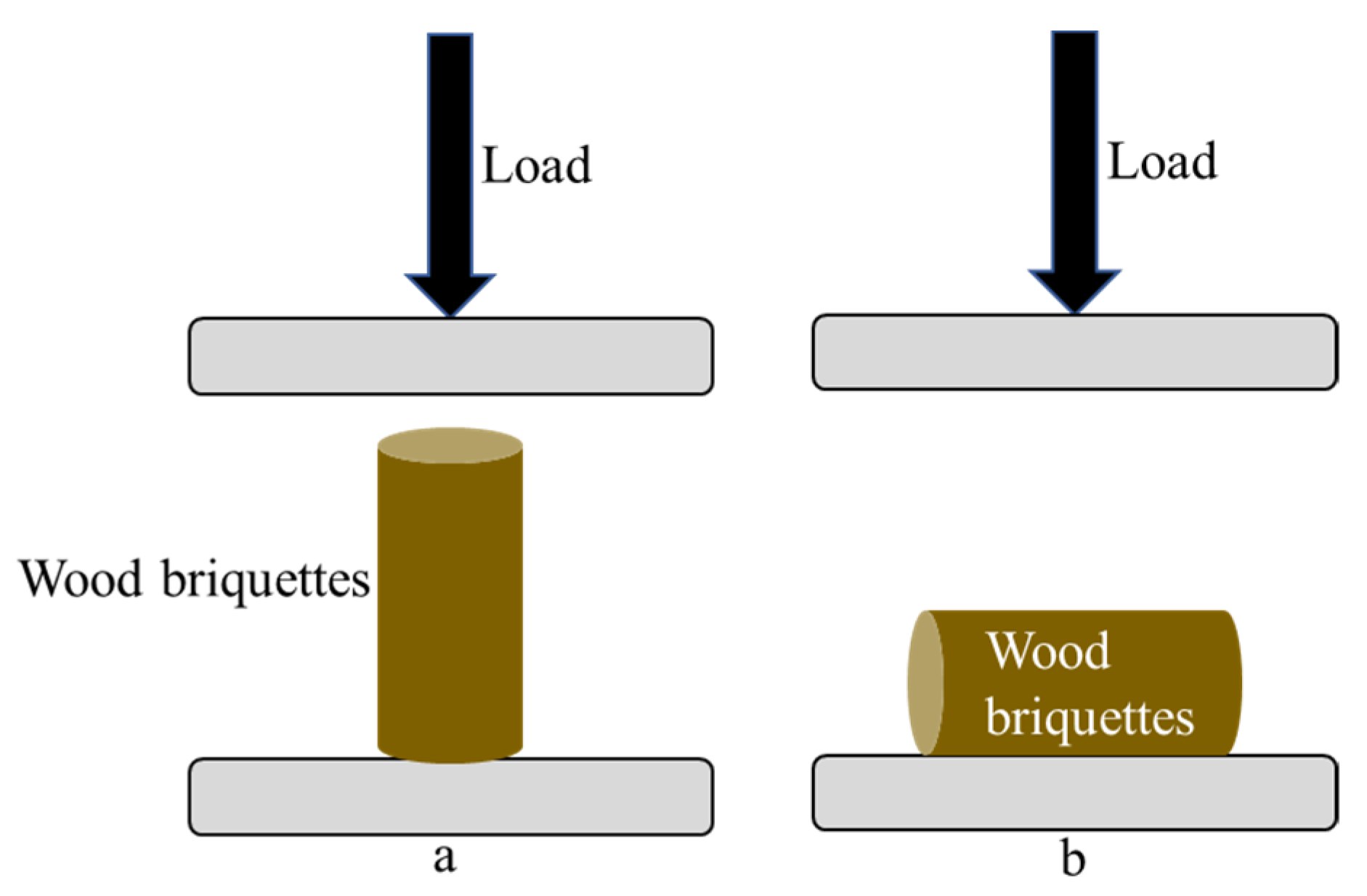
2.3. Mechanical Properties Testing
2.4. Chemical Properties Testing
2.4.1. Ash Content
2.4.2. Volatile Matter
2.4.3. Fixed Carbon
2.4.4. Calorific Value
2.5. Thermal Properties Testing
2.6. Data Analysis
3. Results and Discussion
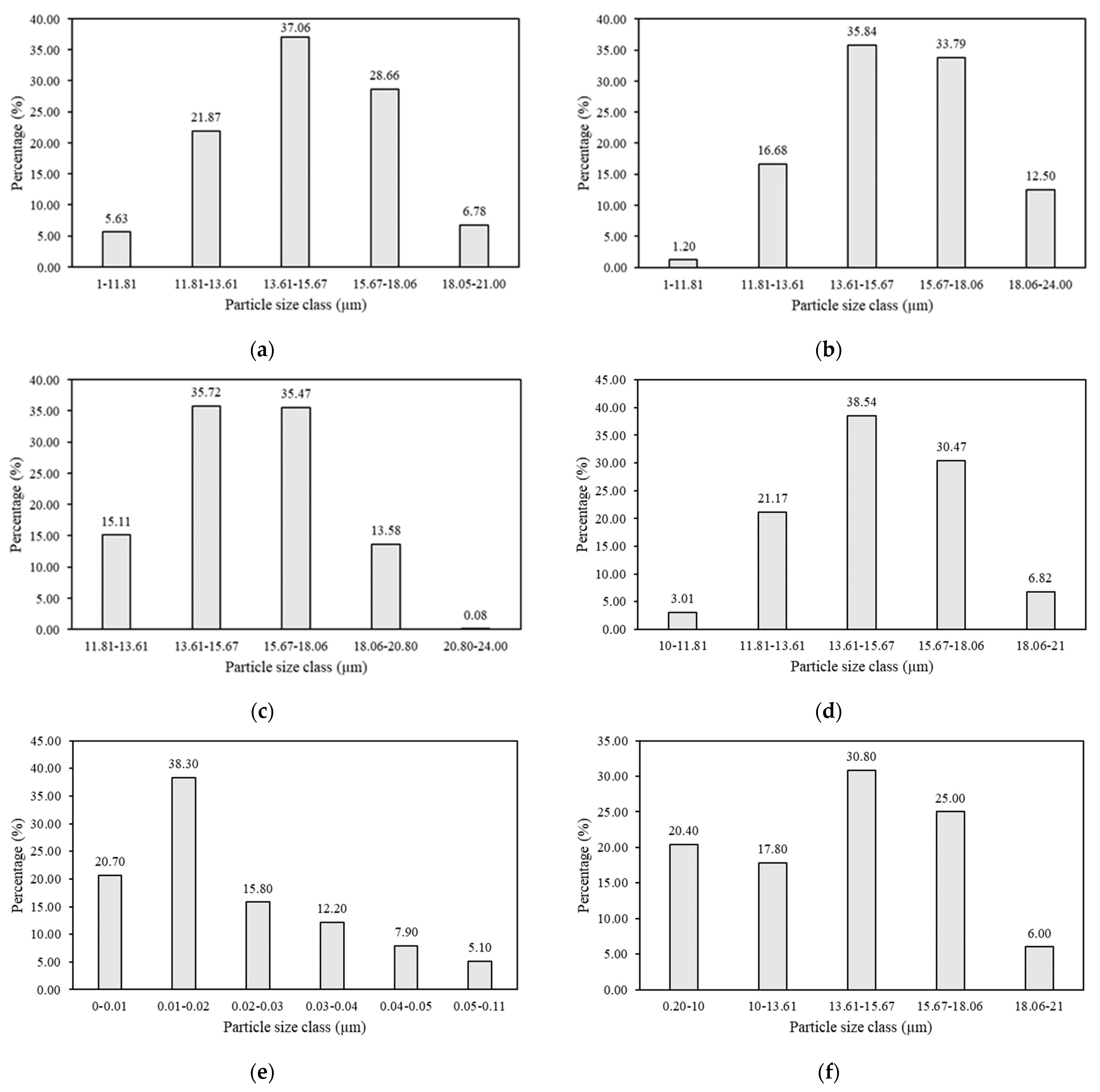
3.1. Particle Size Analysis
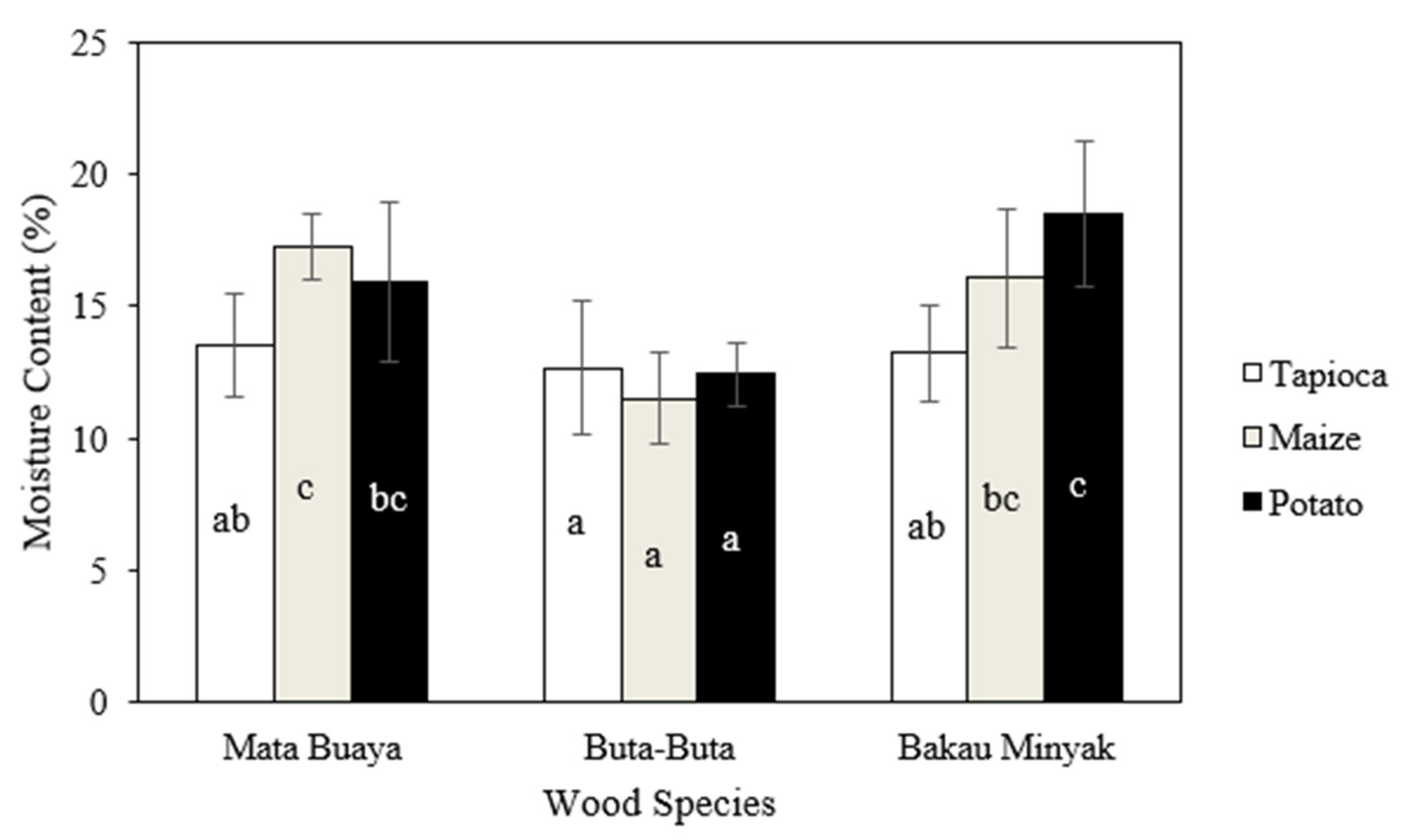
3.2. Moisture Content
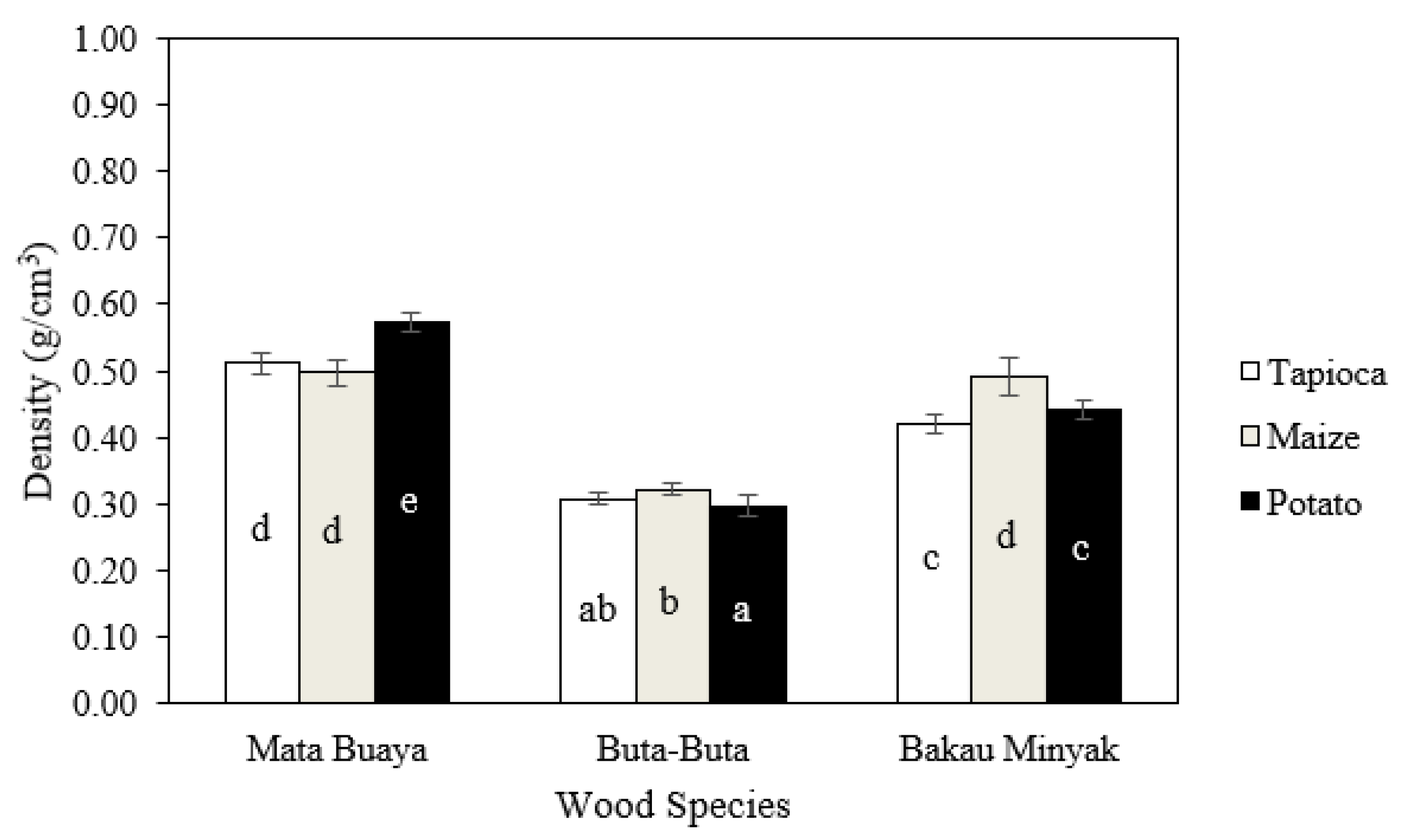
3.3. Density
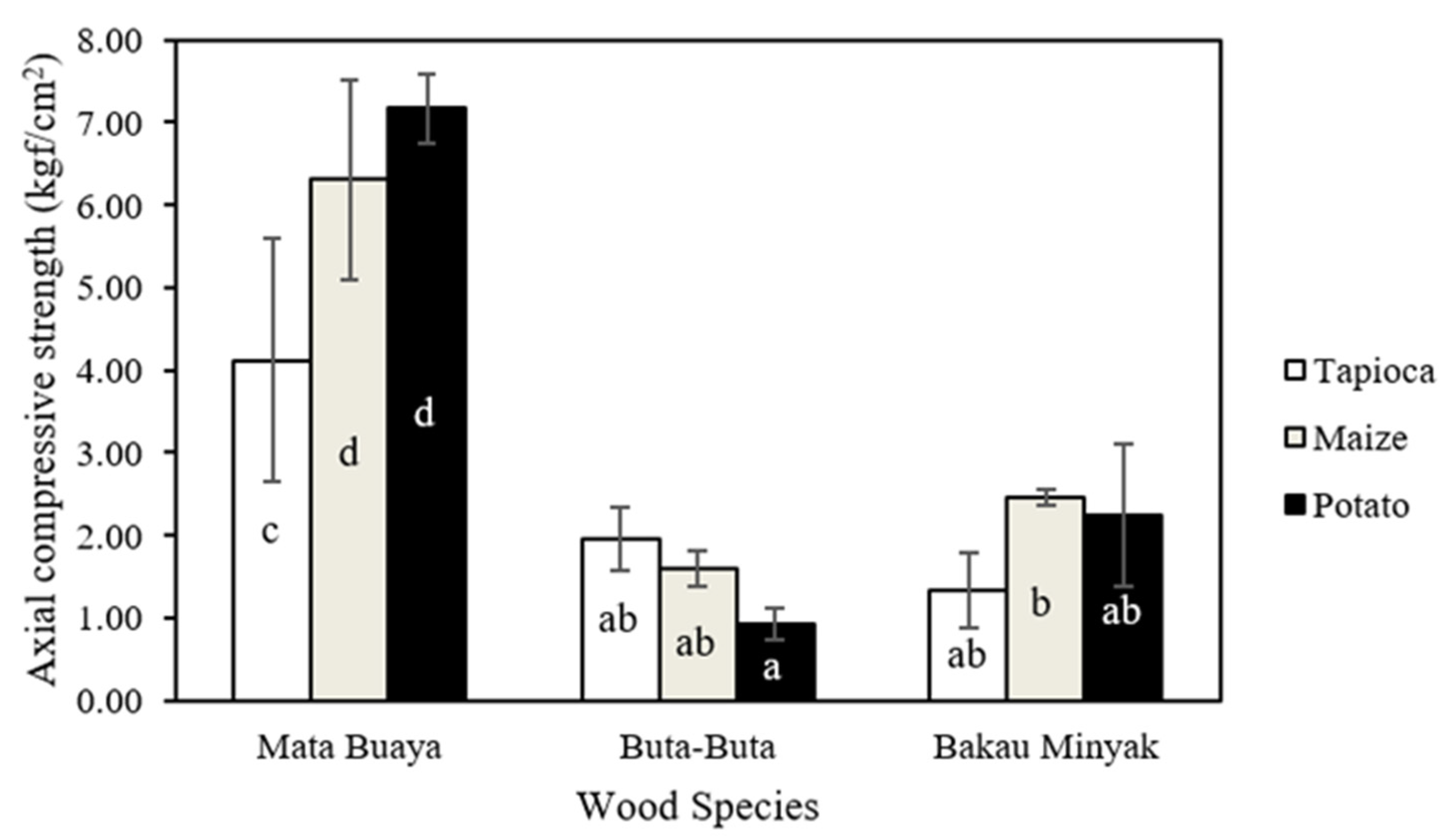
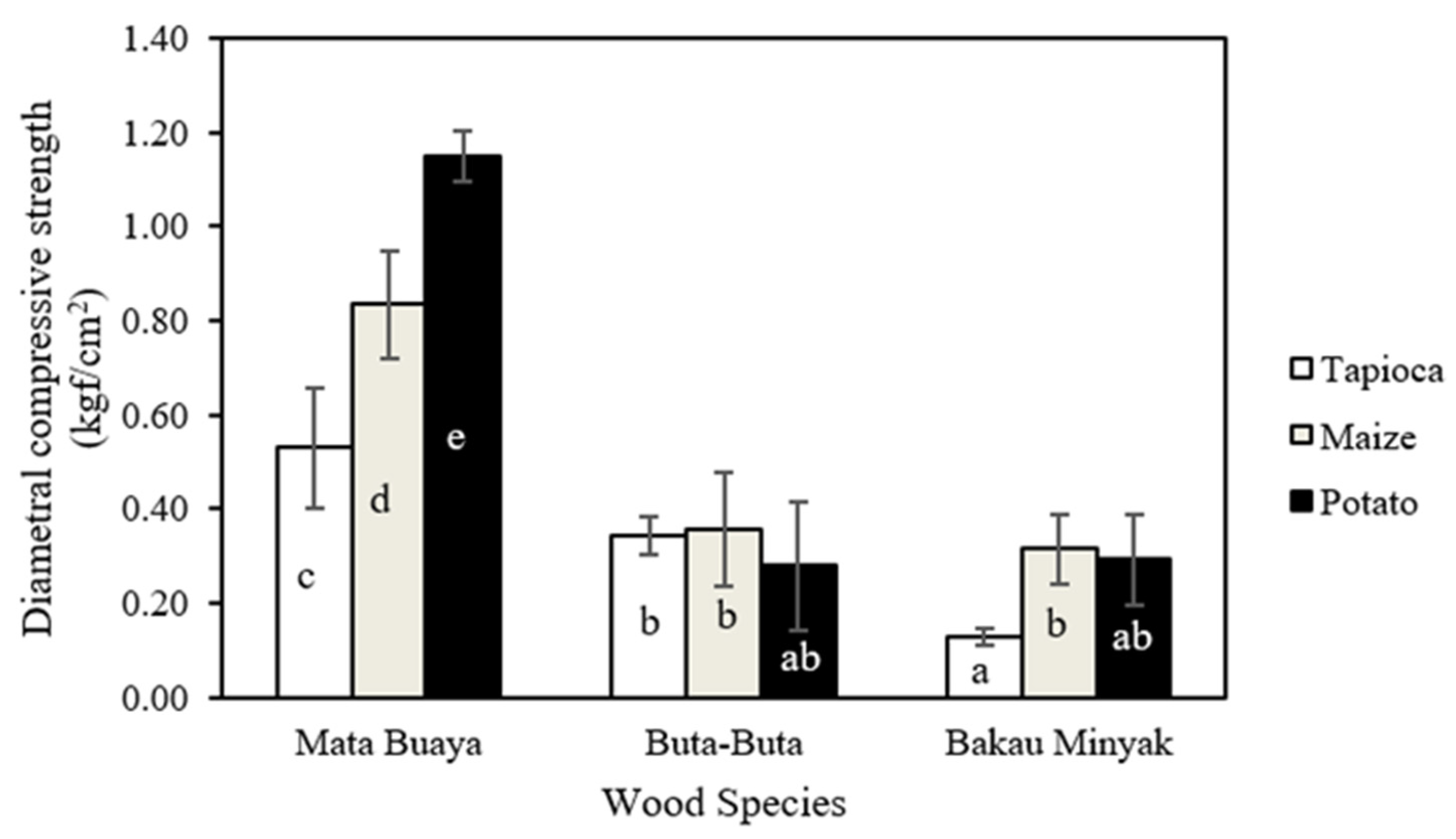
3.4. Compressive Strength
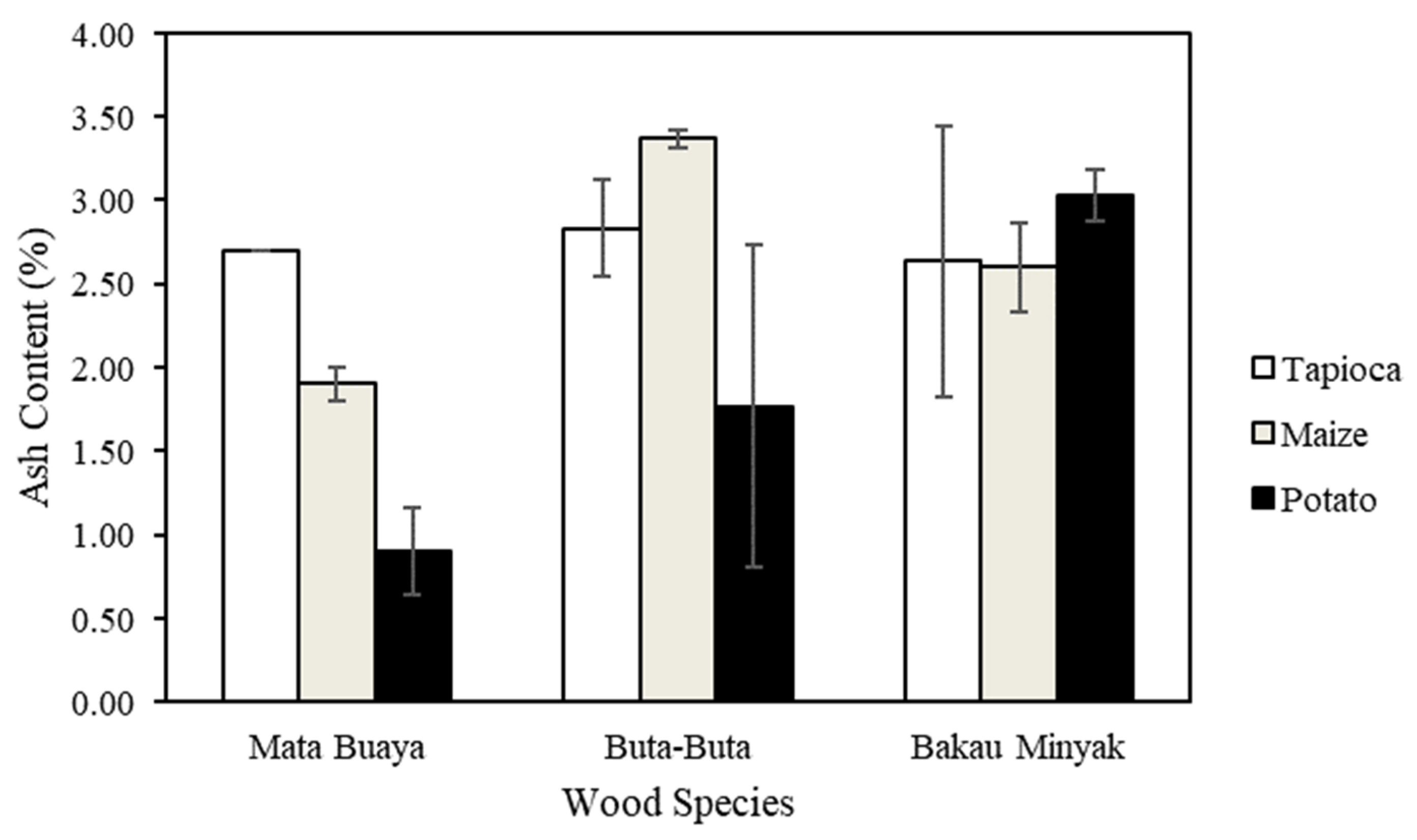
3.5. Ash Content
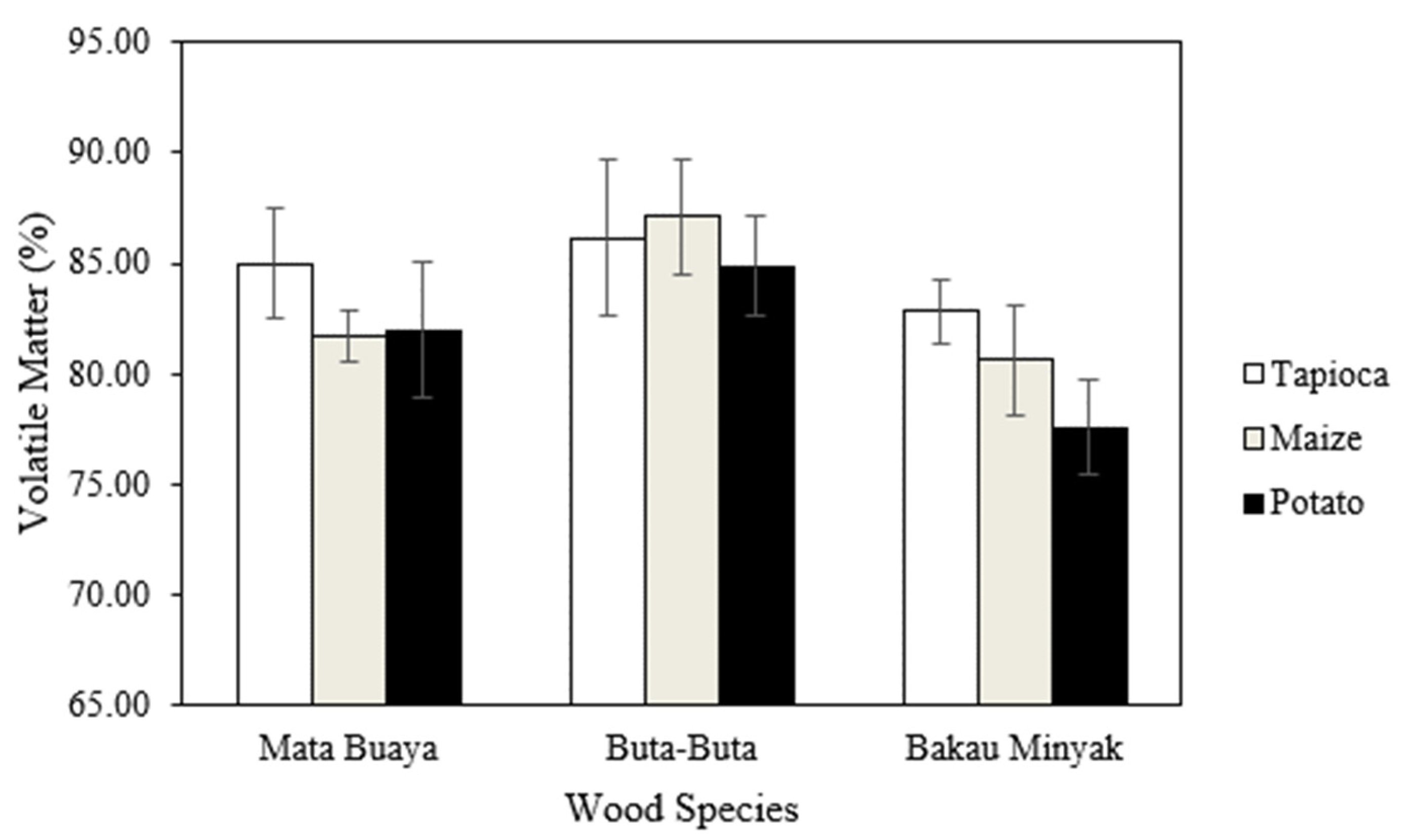
3.6. Volatile Matter
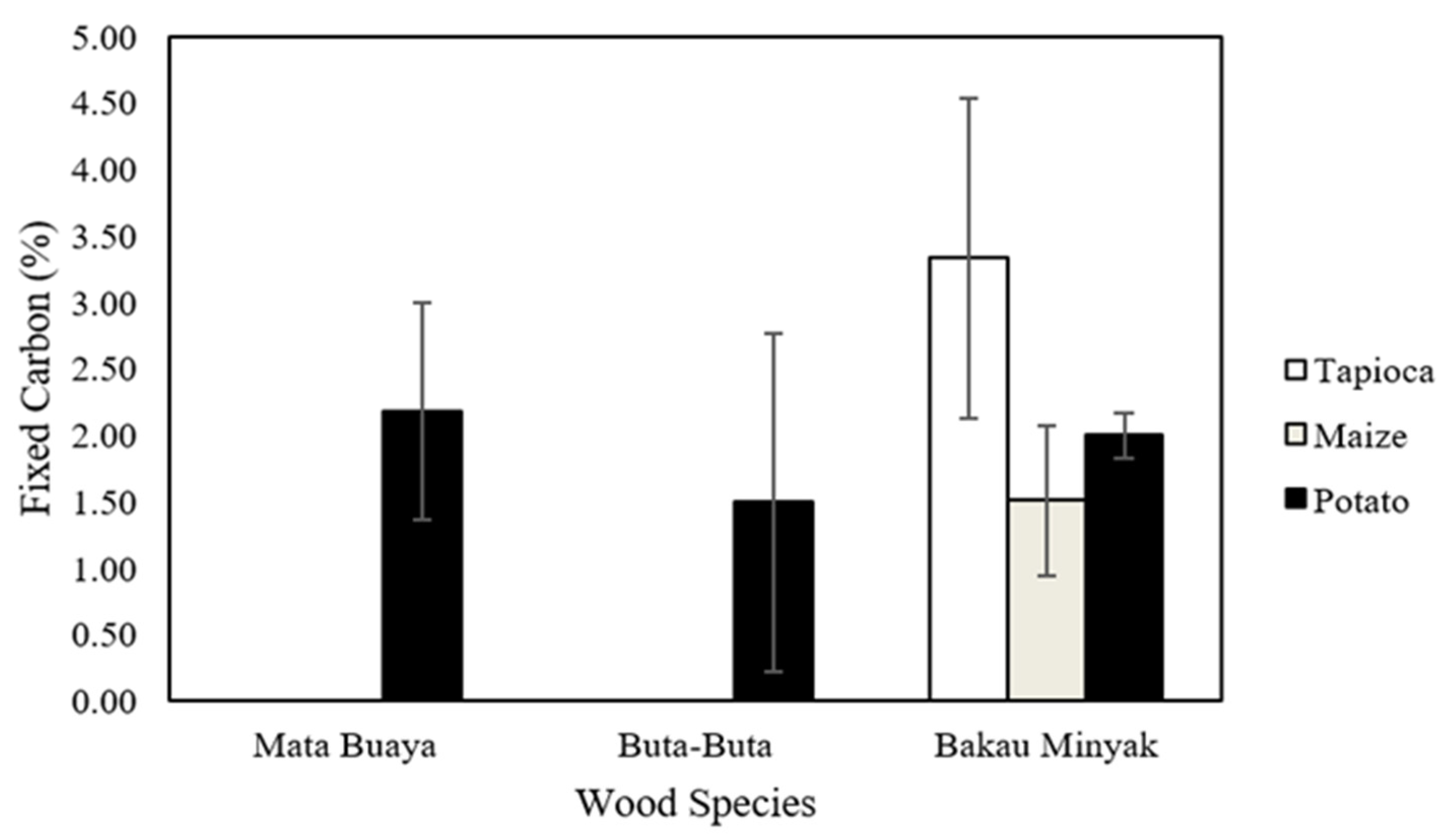
3.7. Fixed Carbon
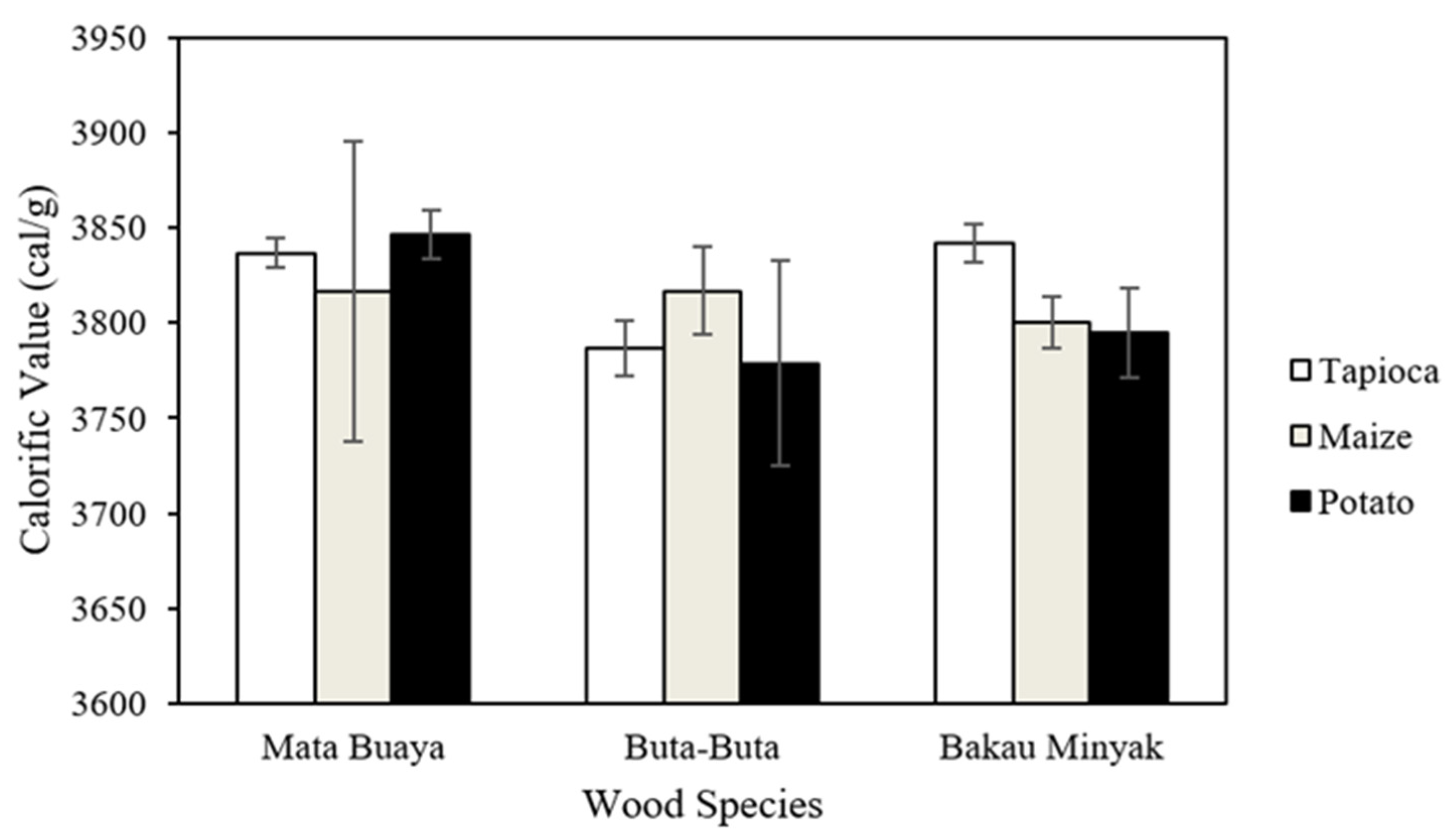
3.8. Calorific Value
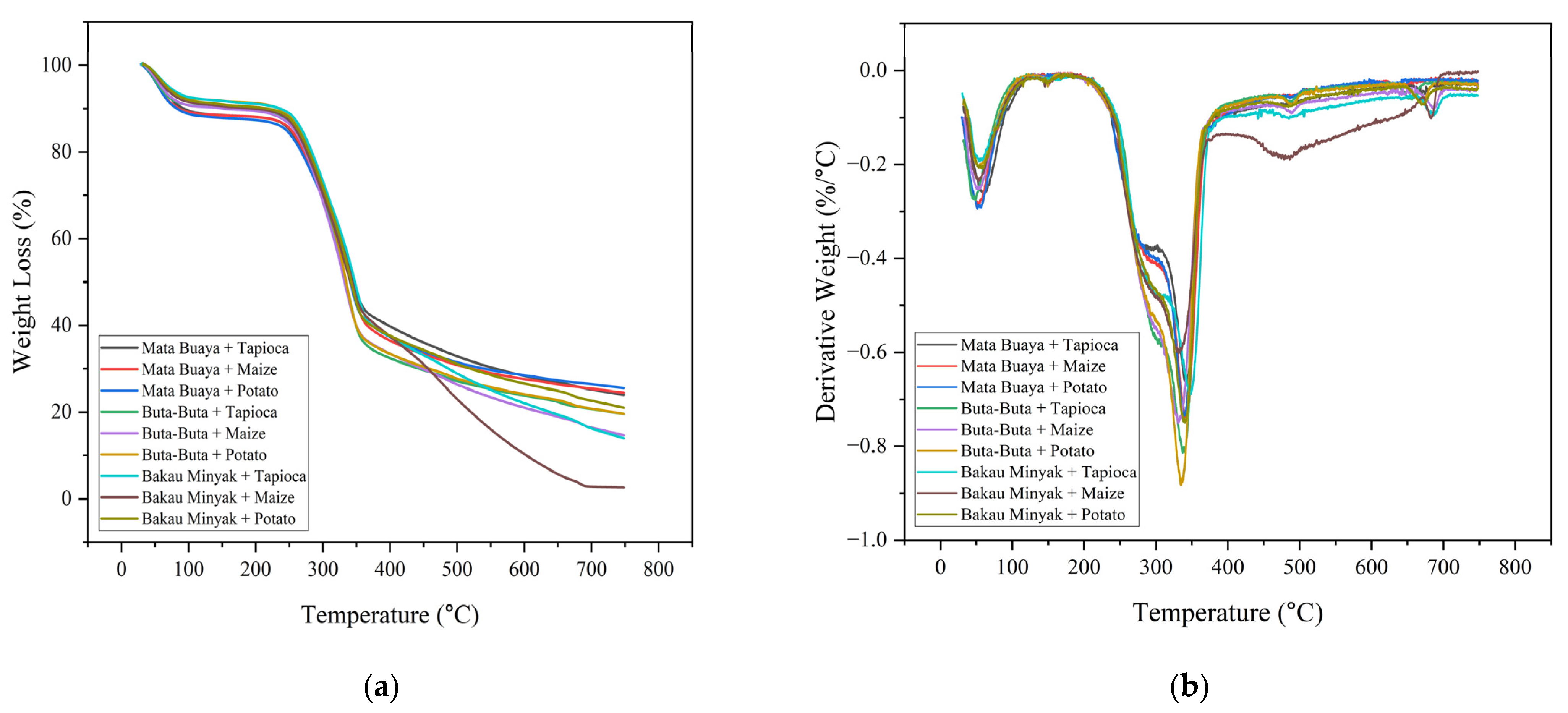
3.9. Thermogravimetric Analysis (TGA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- The National Energy Council. Indonesia Energy Outlook 2022; The National Energy Council: Jakarta, Indonesia, 2022. [Google Scholar]
- Gerali. Fossil Fuel and Non-Renewable Resource. J. Bio. Energet. 2021, 9, 1–2. [Google Scholar]
- Nawawi, D.S.; Carolina, A.; Saskia, T.; Darmawan, D.; Gusvina, S.L. Karakteristik Kimia Biomassa untuk Energi (Chemical Characteristics of Biomass for Energy). J. Ilmu dan Teknol. Kayu Trop. 2018, 16, 44–51. [Google Scholar]
- Demirbaş, A. Biomass resource facilities and biomass conversion processing for fuels and chemicals. Energy Convers. Manag. 2001, 42, 1357–1378. [Google Scholar] [CrossRef]
- Winarni, I.; Bardant, T.B. Pembuatan Bioetanol dari Limbah Kayu Sengon (Falcataria moluccana (Miq.) Barneby & J. W. Grimes) dengan Metode Substrat Konsentrasi Tinggi. J. Penelit. Has. Hutan 2017, 35, 231–242. [Google Scholar] [CrossRef] [Green Version]
- Marsoem, S.N.; Irawati, D. Basic Properties of Acacia Mangium and Acacia auriculiformis as a Heating Fuel. AIP Conf. Proc. 2016, 1755, 130007. [Google Scholar] [CrossRef] [Green Version]
- Kamperidou, V.; Lykidis, C.; Barmpoutis, P. Utilization of Wood and Bark of Fast-Growing Hardwood Species in Energy Production. J. For. Sci. 2018, 64, 164–170. [Google Scholar] [CrossRef] [Green Version]
- EN ISO 16559; Solid Biofuels—Terminology, Definitions and Descriptions. International Organization for Standardization: Geneva, Switzerland, 2014.
- Ifa, L.; Yani, S.; Nurjannah, N.; Darnengsih, D.; Rusnaenah, A.; Mel, M.; Mahfud, M.; Kusuma, H.S. Techno-economic analysis of bio-briquette from cashew nut shell waste. Heliyon 2020, 6, e05009. [Google Scholar] [CrossRef]
- Bildirici, M.; Özaksoy, F. An analysis of biomass consumption and economic growth in transition countries. Econ. Res.-Ekon. Istraz. 2018, 31, 386–405. [Google Scholar] [CrossRef] [Green Version]
- Obi, O.F.; Pecenka, R. Briquetting of Poplar Wood from Short Rotation Coppice–The Effects of Moisture Content and Hammer Mill Screen Size. Energies 2023, 16, 1454. [Google Scholar] [CrossRef]
- Korea Forest Research Institute. Standard and Specification of Wood Products; Korea Forest Research Institute: Seoul, Republic of Korea, 2014. [Google Scholar]
- Fitri, A.; Basyuni, M.; Wati, R.; Sulistiyono, N.; Slamet, B.; Harahap, Z.A.; Balke, T.; Bunting, P. Management of mangrove ecosystems for increasing fisheries production in Lubuk Kertang village, North Sumatra, Indonesia. Aquac. Aquar. Conserv. Legis. 2018, 11, 1252–1264. [Google Scholar]
- Dinda, N.; Suadi, S.; Sahubawa, L. Rehabilitation of Mangrove Ecosystem Through Community-Based Project and the Current Economic Value: A Case Study of Rehabilitation Project in Lubuk Kertang Village, Langkat Regency, North Sumatera. J. Fish. Sci. UGM 2018, 20, 71–78. [Google Scholar] [CrossRef]
- Shah, K.; Kamal, A.H.M.; Adrain, D.; Rosli, Z.; Hakeem, K.R.; Hoque, M.N. Community awareness about tangible and intangible benefits of Sibuti mangrove forest, Sarawak, Malaysia. Malays. For. 2016, 79, 119–132. [Google Scholar]
- Tumisem, T.; Suwarno, S. Degradasi Hutan Bakau Akibat Pengambilan Kayu Bakar oleh Indutri Kecil Gula Kelapa di Cilacap. Forum Geografi 2008, 22, 159–168. [Google Scholar] [CrossRef]
- Kyaw, K.T.W.; Ota, T.; Mizoue, N. Forest degradation impacts firewood consumption patterns: A case study in the buffer zone of Inlay Lake Biosphere Reserve, Myanmar. Glob. Ecol. Conserv. 2020, 24, e01340. [Google Scholar] [CrossRef]
- Spirchez, C.; Lunguleasa, A.; Matei, M. Particularities of hollow-core briquettes obtained out of spruce and oak wooden waste. Maderas. Cienc. Y Tecnol. 2018, 20, 139–152. [Google Scholar] [CrossRef] [Green Version]
- Kusmana, C.; Sukristijiono, S. Mangrove resources uses by local community in Indonesia. J. Nat. Resour. Environ. Manag. 2016, 6, 217–224. [Google Scholar] [CrossRef]
- Arifin, Z.; Nuriana, W. Nilai Kalor Briket Limbah Kayu Sengon dengan Perekat Maizena Lebih Tinggi di Bandingkan Tapioka, Sagu dan Tepung Singkong. J. Pilar Teknol. 2018, 3, 37–41. [Google Scholar] [CrossRef]
- Purnomo, R.H.; Hower, H.; Padya, I.R. Pemanfaatan Limbah Biomassa untuk Briket Sebagai Energi Alternatif. In Proceedings of the Seminar Agroindustri dan Lokakarya Nasional FKTP-TPI, Surabaya, Indonesia, 2–3 September 2015. [Google Scholar]
- Sulistiyono, N.; Hudjimartsu, S.A. Potential of above-ground biomass (AGB) of mangrove vegetation restoration in Lubuk Kertang. IOP Conf. Ser. Earth Environ. Sci. 2021, 782, 032036. [Google Scholar] [CrossRef]
- Shit, S.C.; Shah, P.M. Edible polymers: Challenges and opportunities. J. Polym. 2014, 2014, 427259. [Google Scholar] [CrossRef] [Green Version]
- Obi, O.F.; Pecenka, R.; Clifford, M.J. A review of biomass briquette binders and quality parameters. Energies 2022, 15, 2426. [Google Scholar] [CrossRef]
- Zhang, G.; Sun, Y.; Xu, Y. Review of briquette binders and briquetting mechanism. Renew. Sustain. Energy Rev. 2018, 82, 477–487. [Google Scholar] [CrossRef]
- ASTM D 4442-92; Standard Test Methods for Direct Moisture Content Measurement of Wood and Wood-Base Materials. ASTM International: West Conshohocken, PA, USA, 2003.
- ASTM D 2395-14; Standard Test Methods for Density and Specific Gravity (Relative Density) of Wood and Wood-Based Materials. ASTM International: West Conshohocken, PA, USA, 2014.
- Pane, J.P.; Junary, E.; Herlina, N. Pengaruh Konsentrasi Perekat Tepung Tapioka dan Penambahan Kapur dalam Pembuatan Briket Arang Berbahan Baku Pelepah Aren (Arenga pinnata). J. Tek. Kim. USU 2015, 4, 32–38. [Google Scholar] [CrossRef]
- Moelyaningrum, A.D.; Molassy, H.D.; Setyowati, I.K. The formulation Robusta coffee bark Jember Indonesia for charcoal Briquettes as alternative energy: The comparison organic starch adhesive and anorganic adhesive. J. Phys. Conf. Ser. 2019, 1363, 012091. [Google Scholar] [CrossRef] [Green Version]
- Tambunan, H.; Nuryawan, A. Simple Tool Briquette Machine. Simple Patent Registered Patent Process. 2023. Available online: https://drive.google.com/file/d/1w3C3rDMTFvkzrLqR3Rtm4FMO4BZ1SqAt/view (accessed on 26 April 2023).
- ISO 17225-3; Solid Biofuels—Fuel Specifications and Classes—Part 3: Graded Wood Briquettes. International Organization for Standardization: Geneva, Switzerland, 2020.
- ASTM D 3173-03; Standard Test Method for Moisture in the Analysis Sample of Coal and Coke. ASTM International: West Conshohocken, PA, USA, 2008.
- Brunerova, A.; Müller, M.; Šleger, V.; Ambarita, H.; Valášek, P. Bio-Pellet Fuel from Oil Palm Empty Fruit Bunches (EFB): Using European Standards for Quality Testing. Sustainability 2018, 10, 4443. [Google Scholar] [CrossRef] [Green Version]
- ASTM D 2166-00; Standard Test Method for Unconfined Compressive Strength of Cohesive Soil. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM D 3967-95a; Standard Test Method for Splitting Compressive Strength of Intact Rock Core Specimens. ASTM International: West Conshohocken, PA, USA, 2001.
- ASTM D 3174-02; Standard Test Method for Ash in the Analysis Sample of Coal and Coke from Coal. ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM D 3175-07; Standard Test Method for Volatile Matter in the Analysis Sample of Coal and Coke. ASTM International: West Conshohocken, PA, USA, 2007.
- ASTM D 3172-89; Standard Practice for Proximate Analysis of Coal and Coke. ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM D 5865-10a; Standard Test Method for Gross Calorific Value of Coal and Coke. ASTM International: West Conshohocken, PA, USA, 2010.
- Liu, J.; Jiang, X.; Cai, H.; Gao, F. Study of combustion characteristics and kinetics of agriculture briquette using thermogravimetric analysis. ACS Omega 2021, 6, 15827–15833. [Google Scholar] [CrossRef] [PubMed]
- Senila, L.; Tenu, I.; Carlescu, P.; Scurtu, D.A.; Kovacs, E.; Senila, M.; Cadar, O.; Roman, M.; Dumitras, D.E.; Roman, C. Characterization of biobriquettes produced from vineyard wastes as a solid biofuel resource. Agriculture 2022, 12, 341. [Google Scholar] [CrossRef]
- Ratnasingam, J.; Scholz, F.; Natthondan, V.; Graham, M. Dust-generation characteristics of hardwoods during sanding processes. Eur. J. Wood Wood Prod. 2011, 69, 127–131. [Google Scholar] [CrossRef]
- Civardi, C.; Schlagenhauf, L.; Kaiser, J.-P.; Hirsch, C.; Mucchino, C.; Wichser, A.; Wick, P.; Schwarze, F.W.M.R. Release of copper-amended particles from micronized copper-pressure-treated wood during mechanical abrasion. J. Nanobiotechnol. 2016, 14, 77. [Google Scholar] [CrossRef] [Green Version]
- Setter, C.; Ataíde, C.H.; Mendes, R.F.; de Oliveira, T.J.P. Influence of particle size on the physico-mechanical and energy properties of briquettes produced with coffee husks. Environ. Sci. Pollut. Res. 2020, 28, 8215–8223. [Google Scholar] [CrossRef]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Adeleke, A.A.; Odusote, J.K.; Ikubanni, P.P.; Lasode, O.A.; Malathi, M.; Paswan, D. Essential basics on biomass torrefaction, densification and utilization. Int. J. Energy Res. 2021, 45, 1375–1395. [Google Scholar] [CrossRef]
- Panggabean, L.E.; Nuryawan, A.; Risnasari, I. Anatomical properties of branches and twigs mangrove woods. IOP Conf. Ser. Earth Environ. Sci. 2022, 1115, 012066. [Google Scholar] [CrossRef]
- Muñoz, F.; Moya, R. Moisture content variability in kiln-dried Gmelina arborea wood: Effect of radial position and anatomical features. J. Wood Sci. 2008, 54, 318–322. [Google Scholar] [CrossRef]
- Thybring, E.E.; Fredriksson, M.; Zelinka, S.L.; Glass, S.V. Water in wood: A review of current understanding and knowledge gaps. Forests 2022, 13, 2051. [Google Scholar] [CrossRef]
- Benaimeche, O.; Seghir, N.T.; Sadowski, Ł.; Mellas, M. The utilization of vegetable fibers in cementitious materials. In Reference Module in Materials Science and Materials Engineering; Elsevier Inc.: Amsterdam, The Netherlands, 2019; pp. 1–14. [Google Scholar]
- Waterschoot, J.; Gomand, S.V.; Fierens, E.; Delcour, J.A. Production, structure, physicochemical and functional properties of maize, cassava, wheat, potato and rice starches. Starch-Stärke 2015, 67, 14–29. [Google Scholar] [CrossRef]
- Mishra, S.; Rai, T. Morphology and functional properties of corn, potato and tapioca starches. Food Hydrocoll. 2006, 20, 557–566. [Google Scholar] [CrossRef]
- de la Hera, E.; Gomez, M.; Rosell, C.M. Particle size distribution of rice flour affecting the starch enzymatic hydrolysis and hydration properties. Carbohydr. Polym. 2013, 98, 421–427. [Google Scholar] [CrossRef] [Green Version]
- Oladunmoye, O.O.; Aworh, O.C.; Maziya-Dixon, B.; Erukainure, O.L.; Elemo, G.N. Chemical and functional properties of cassava starch, durum wheat semolina flour, and their blends. Food Sci. Nutr. 2014, 2, 132–138. [Google Scholar] [CrossRef]
- Handra, N.; Kasim, A.; Santosa, G. Effect of binders on EFB Bio-briquettes of fuel calorific value. Int. J. Adv. Sci. Eng. Inf. Technol. 2018, 8, 1071–1076. [Google Scholar] [CrossRef]
- Syarief, A.; Nugraha, A.; Ramadhan, M.N. Pengaruh Variasi Komposisi dan Jenis Perekat terhadap Sifat Fisik dan Karakteristik Pembakaran Briket Limbah Arang Kayu Alaban (Vitex pubescens Vahl)-Sekam Padi (Oryza sativa L.). In Proceedings of the Seminar Nasional Lingkungan Lahan Basah, Banjarmasin, Indonesia, 15–16 November 2021. [Google Scholar]
- Maryam; Kasim, A.; Novelina; Emriadi. Preparation and characterization of sago (metroxylon sp.) Starch nanoparticles using hydrolysis-precipitation method. J. Phys. Conf. Ser. 2020, 1481, 012021. [Google Scholar] [CrossRef]
- Suryaningsih, S.; Nurhilal, O.; Yuliah, Y.; Mulyana, C. Combustion quality analysis of briquettes from variety of agricultural waste as source of alternative fuels. IOP Conf. Ser. Earth Environ. Sci. 2017, 65, 012012. [Google Scholar] [CrossRef]
- Cesprini, E.; Greco, R.; Causin, V.; Urso, T.; Cavalli, R.; Zanetti, M. Quality assessment of pellets and briquettes made from glued wood waste. Eur. J. Wood Wood Prod. 2021, 79, 1153–1162. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Križan, P.; Svátek, M.; Matúš, M.M.; Beniak, J.; Lisý, M. Determination of compacting pressure and pressing temperature impact on biomass briquettes density and their mutual interactions. Int. Multidiscip. Sci. GeoConf (SGEM) 2014, 1, 133–140. [Google Scholar] [CrossRef]
- Dhamodaran, A.; Afzal, M.T. Compression and springback properties of hardwood and softwood pellets. BioResources 2012, 7, 4362–4376. [Google Scholar] [CrossRef]
- Styks, J.; Knapczyk, A.; Łapczyńska-Kordon, B. Effect of compaction pressure and moisture content on post-agglomeration elastic springback of pellets. Materials 2021, 14, 879. [Google Scholar] [CrossRef]
- Tembe, E.T.; Otache, P.O.; Ekhuemelo, D.O. Density, Shatter index, and Combustion properties of briquettes produced from groundnut shells, rice husks and saw dust of Daniellia oliveri. J. Appl. Biosci. 2014, 82, 7372–7378. [Google Scholar] [CrossRef] [Green Version]
- Kers, J.; Kulu, P.; Aruniit, A.; Laurmaa, V.; Krizan, P.; Soos, L.; Kask, Ü. Determination of physical, mechanical and burning characteristics of polymeric waste material briquettes. Est. J. Eng. 2010, 16, 307–316. [Google Scholar] [CrossRef] [Green Version]
- Moki, E.C.; Abubakar, B.Y.U.; Bayewa, M.A.; Mu’azu, M. Ignition and Burning Rate of Sheanut Shell Briquettes Produced at Moderate Temperature and Die Pressure. Am. J. Earth Environ. Sci. 2018, 1, 145–149. [Google Scholar]
- Križan, P. Research of factors influencing the quality of wood briquets. Acta Montan. Slovaca 2007, 12, 223–230. [Google Scholar]
- Mitchual, S.J.; Frimpong-Mensah, K.; Darkwa, N.A. Effect of species, particle size and compacting pressure on relaxed density and compressive strength of fuel briquettes. Int. J. Energy Environ. Eng. 2013, 4, 30. [Google Scholar] [CrossRef] [Green Version]
- Araújo, S.; Boas, M.A.V.; Neiva, D.M.; de Cassia Carneiro, A.; Vital, B.; Breguez, M.; Pereira, H. Effect of a mild torrefaction for production of eucalypt wood briquettes under different compression pressures. Biomass Bioenergy 2016, 90, 181–186. [Google Scholar] [CrossRef]
- Sugiyati, F.Y.; Sutiya, B.; Yuniarti. Karakteristik Briket Arang Campuran Arang Akasia Daun Kecil (Acacia auliculiformis) dan Arang Alaban (Vitex pubescens vhal). J. Sylva Sci. 2021, 4, 274–284. [Google Scholar] [CrossRef]
- Bazargan, A.; Rough, S.L.; McKay, G. Compaction of palm kernel shell biochars for application as solid fuel. Biomass Bioenergy 2014, 70, 489–497. [Google Scholar] [CrossRef]
- Pang, L.; Yang, Y.; Wu, L.; Wang, F.; Meng, H. Effect of particle sizes on the physical and mechanical properties of briquettes. Energies 2019, 12, 3618. [Google Scholar] [CrossRef] [Green Version]
- Ajimotokan, H.A.; Ibitoye, S.E.; Odusote, J.K.; Adesoye, O.A.; Omoniyi, P.O. Physico-mechanical properties of composite briquettes from corncob and rice husk. J. Bioresour. Bioprod. 2019, 4, 59–165. [Google Scholar] [CrossRef]
- Jittabut, P. Physical and thermal properties of briquette fuels from rice straw and sugarcane leaves by mixing molasses. Energy Procedia 2015, 79, 2–9. [Google Scholar] [CrossRef] [Green Version]
- Gendek, A.; Aniszweska, M.; Malaťák, J.; Velebil, J. Evaluation of selected physical and mechanical properties of briquettes produced from cones of three coniferous tree species. Biomass Bioenergy 2018, 117, 173–179. [Google Scholar] [CrossRef]
- Ajimotokan, H.A.; Ehindero, A.O.; Ajao, K.S.; Adeleke, A.A.; Ikubanni, P.P.; Shuaib-Babata, Y.L. Combustion characteristics of fuel briquettes made from charcoal particles and sawdust agglomerates. Sci. Afr. 2019, 6, e00202. [Google Scholar] [CrossRef]
- Sunardi, S.; Djuanda, D.; Mandra, M.A.S. Characteristics of charcoal briquettes from agricultural waste with compaction pressure and particle size variation as alternative fuel. Int. Energy J. 2019, 19, 139–148. [Google Scholar]
- Shobar, S.; Sribudiani, E.; Somadona, S. Characteristics of charcoal briquette from the skin waste of areca catechu fruit with various compositions of adhesive types. J. Sylva Lestari 2020, 8, 189–196. [Google Scholar] [CrossRef]
- Melani, L.; Kim, H.J. Physicochemical Properties of Starches from Several Agricultural Sources: Application to a Starch-based Adhesive. J. Korea Tech. Assoc. Pulp Pap. Ind. 2019, 51, 100–107. [Google Scholar] [CrossRef]
- Nuryawan, A.; Syahputra, R.S.; Azhar, I.; Risnasari, I. Basic properties of the mangrove tree branches as a raw material of wood pellets and briquettes. IOP Conf. Ser. Earth Environ. Sci. 2021, 891, 012005. [Google Scholar] [CrossRef]
- Obi, O.F.; Akubuo, C.O.; Okonkwo, W.I. Development of an appropriate briquetting machine for use in rural communities. Int. J. Eng. Adv. Technol. 2013, 2, 578–582. [Google Scholar]
- Emerhi, E.A. Physical and combustion properties of briquettes produced from sawdust of three hardwood species and different organic binders. Adv. Appl. Sci. Res. 2011, 2, 236–246. [Google Scholar]
- Falemara, B.C.; Joshua, V.I.; Aina, O.O.; Nuhu, R.D. Performance evaluation of the physical and combustion properties of briquettes produced from agro-wastes and wood residues. Recycling 2018, 3, 37. [Google Scholar] [CrossRef] [Green Version]
- Kebede, T.; Berhe, D.T.; Zergaw, Y. Combustion Characteristics of Briquette Fuel Produced from Biomass Residues and Binding Materials. J. Energy 2022, 2022, 4222205. [Google Scholar] [CrossRef]
- Hasfianti, F.E.; Sriningsih, E.; Subhanuddin, D. Briquettes Quality Made of Left Over Galam Felling Waste for Alternative Energy Sources. J. Penelit. Has. Hutan 2019, 37, 223–232. [Google Scholar] [CrossRef] [Green Version]
- Kpalo, S.Y.; Zainuddin, M.F.; Abd Manaf, L.; Roslan, A.M. Evaluation of hybrid briquettes from corncob and oil palm trunk bark in a domestic cooking application for rural communities in Nigeria. J. Clean. Prod. 2021, 284, 124745. [Google Scholar] [CrossRef]
- Ndecky, A.; Tavares, P.W.; Senghor, A.; Kane, M.; Ndiath, H.; Youm, I. Proximate Analysis of Alternatives Cooking Solides Fuels in Sub Saharan by Using Astm Standards. Int. J. Clean Coal Energy 2022, 11, 1–12. [Google Scholar] [CrossRef]
- Hapid, A.; Muthmainnah, M.; Ahmad, A. The characteristics of briquettes made from a mixture of coconut shells and palapi sawdust (Heritiera sp.). ForestSains 2018, 15, 47–57. [Google Scholar]
- Handoko, R.; Fadelan, F.; Malyadi, M. Analisa Kalor Bakar Briket Berbahan Arang Kayu Jati, Kayu Asam, Kayu Johar, Tempurung Kelapa dan Campuran. Komputek 2019, 3, 14–21. [Google Scholar] [CrossRef]
- Kongprasert, N.; Wangphanich, P.; Jutilarptavorn, A. Charcoal briquettes from Madan wood waste as an alternative energy in Thailand. Procedia Manuf. 2019, 30, 128–135. [Google Scholar] [CrossRef]
- Peng, J.; Bi, X.T.; Lim, C.J.; Peng, H.; Kim, C.S.; Jia, D.; Zuo, H. Sawdust as an effective binder for making torrefied pellets. Appl. Energy 2015, 157, 491–498. [Google Scholar] [CrossRef]
- de Oliveira Maiaa, B.G.; Souza, O.; Marangoni, C.; Hotza, D.; de Oliveira, A.P.N.; Sellin, N. Production and characterization of fuel briquettes from banana leaves waste. Chem. Eng. 2014, 37, 439–444. [Google Scholar]
- Dhyani, V.; Bhaskar, T. A comprehensive review on the pyrolysis of lignocellulosic biomass. Renew. Energy 2018, 129, 695–716. [Google Scholar] [CrossRef]
- Gazonato, E.C.; Maia, A.A.D.; Moris, V.A.D.S.; Paiva, J.M.F.D. Thermomechanical properties of corn starch based film reinforced with coffee ground waste as renewable resource. Mater. Res. 2019, 22, 1–8. [Google Scholar] [CrossRef]
- Skreiberg, A.; Skreiberg, Ø.; Sandquist, J.; Sørum, L. TGA and macro-TGA characterisation of biomass fuels and fuel mixtures. Fuel 2011, 90, 2182–2197. [Google Scholar] [CrossRef]
- Tsamba, A.J.; Yang, W.; Blasiak, W. Pyrolysis characteristics and global kinetics of coconut and cashew nut shells. Fuel Process. Technol. 2006, 87, 523–530. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Akubo, K.; Nahil, M.A.; Williams, P.T. Pyrolysis-catalytic steam reforming of agricultural biomass wastes and biomass components for production of hydrogen/syngas. J. Energy Inst. 2019, 92, 1987–1996. [Google Scholar] [CrossRef]
- de Luna, M.Y.; Marcelo Rodrigues, P.; Antônia Mabrysa Torres, G.; Antônio Eufrázio, D.C.J.; Jackson Queiroz, M.; Selma Elaine, M.; Maria Alexsandra de Sousa, R. A thermogravimetric analysis of biomass wastes from the northeast region of Brazil as fuels for energy recovery. Energy Sources Part A 2018, 41, 1557–1572. [Google Scholar] [CrossRef]
- Yiga, V.A.; Lubwama, M. Thermogravimetric analysis of agricultural residue carbonized briquettes for domestic and industrial applications. MRS Adv. 2019, 5, 1039–1048. [Google Scholar] [CrossRef]
- Chen, Z.; Hu, M.; Zhu, X.; Guo, D.; Liu, S.; Hu, Z.; Xiao, B.; Wang, J.; Laghari, M. Characteristics and kinetic study on pyrolysis of five lignocellulosic biomass via thermogravimetric analysis. Bioresour. Technol. 2015, 192, 441–450. [Google Scholar] [CrossRef]
- Syahputra, R.S. Basic Characteristics of Mangrove Wood Branches as Raw Material for Wood Pellets. Bachelor’s Thesis, Universitas Sumatera Utara, Medan, Indonesia, 14 April 2022. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Species | Density (g/cm3) | Specific Gravity |
|---|---|---|
| Mata buaya (Bruguiera sexangula) | 0.90 ± 0.01 | 0.76 ± 0.01 |
| Buta-buta (Excoecaria agallocha) | 0.59 ± 0.02 | 0.50 ± 0.02 |
| Bakau minyak (Rhizophora apiculata) | 0.61 ± 0.02 | 0.52 ± 0.02 |
| SS | df | MS | F Value | p-Value | |
|---|---|---|---|---|---|
| Mangrove wood species (A) | 123.839 | 2 | 63.420 | 13.220 | 0.000 |
| Types of starch adhesives (B) | 49.511 | 2 | 24.755 | 5.160 | 0.011 |
| Interaction (A × B) | 59.962 | 4 | 14.991 | 3.125 | 0.026 |
| SS | df | MS | F Value | p-Value | |
|---|---|---|---|---|---|
| Mangrove wood species (A) | 0.365 | 2 | 0.182 | 715.692 | 0.000 |
| Types of starch adhesives (B) | 0.005 | 2 | 0.003 | 10.044 | 0.000 |
| Interaction (A × B) | 0.025 | 4 | 0.006 | 24.323 | 0.000 |
| SS | df | MS | F Value | p-Value | |
|---|---|---|---|---|---|
| Mangrove wood species (A) | 2.182 | 2 | 1.091 | 8.037 | 0.003 |
| Types of starch adhesives (B) | 0.620 | 2 | 0.310 | 2.284 | 0.131 |
| Interaction (A × B) | 3.269 | 4 | 0.817 | 6.020 | 0.003 |
| SS | df | MS | F Value | p-Value | |
|---|---|---|---|---|---|
| Mangrove wood species (A) | 1.869 | 2 | 0.935 | 99.738 | 0.000 |
| Types of starch adhesives (B) | 0.274 | 2 | 0.137 | 14.631 | 0.000 |
| Interaction (A × B) | 0.375 | 4 | 0.094 | 10.010 | 0.000 |
| SS | df | MS | F Value | p-Value | |
|---|---|---|---|---|---|
| Mangrove wood species (A) | 146.432 | 2 | 73.216 | 12.170 | 0.000 |
| Types of starch adhesives (B) | 45.353 | 2 | 22.676 | 3.769 | 0.043 |
| Interaction (A × B) | 24.035 | 4 | 6.009 | 0.999 | 0.434 |
| Wood Species | Types of Starch Adhesives | ||
|---|---|---|---|
| Mata buaya | 82.8744 b | Tapioca | 86.6400 b |
| Buta-buta | 86.0289 c | Maize | 83.1322 ab |
| Bakau Minyak | 80.3356 a | Potato | 81.4667 a |
| SS | df | MS | F Value | p-Value | |
|---|---|---|---|---|---|
| Mangrove wood species (A) | 4655.448 | 2 | 2327.724 | 1.915 | 0.203 |
| Types of starch adhesives (B) | 719.181 | 2 | 359.590 | 0.296 | 0.751 |
| Interaction (A × B) | 4480.629 | 4 | 1120.157 | 0.921 | 0.492 |
| Types of Wood Briquettes | Stage I | Stage II | Stage III | The Residue (%) | |||
|---|---|---|---|---|---|---|---|
| T (°C) | WL (%) | T (°C) | WL (%) | T (°C) | WL (%) | ||
| Mata buaya tapioca | 32–119 | 11.15 | 119–363 | 45.37 | 363–748 | 19.51 | 23.97 |
| Mata buaya maize | 30–120 | 11.35 | 120–364 | 48.46 | 364–747 | 15.78 | 24.41 |
| Mata buaya potato | 30–124 | 11.89 | 124–362 | 46.83 | 362–745 | 15.74 | 25.53 |
| Buta-buta tapioca | 32–106 | 9.58 | 106–363 | 54.89 | 363–747 | 16.23 | 19.30 |
| Buta-buta maize | 33–106 | 9.48 | 106–363 | 53.77 | 363–747 | 22.14 | 14.61 |
| Buta-buta potato | 32–108 | 7.88 | 108–364 | 55.75 | 364–747 | 16.98 | 19.39 |
| Bakau minyak tapioca | 30–105 | 7.50 | 105–365 | 51.05 | 365–746 | 27.41 | 14.04 |
| Bakau minyak maize | 33–108 | 8.71 | 108–363 | 48.94 | 363–745 | 39.73 | 2.62 |
| Bakau minyak potato | 32–110 | 8.33 | 110–362 | 50.45 | 362–747 | 20.21 | 21.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tambunan, H.; Nuryawan, A.; Iswanto, A.H.; Risnasari, I.; Basyuni, M.; Fatriasari, W. Briquettes Made of Branches Wood of Three Mangrove Species Bonded by Starch Adhesive. Materials 2023, 16, 5266. https://doi.org/10.3390/ma16155266
Tambunan H, Nuryawan A, Iswanto AH, Risnasari I, Basyuni M, Fatriasari W. Briquettes Made of Branches Wood of Three Mangrove Species Bonded by Starch Adhesive. Materials. 2023; 16(15):5266. https://doi.org/10.3390/ma16155266
Chicago/Turabian StyleTambunan, Hardiansyah, Arif Nuryawan, Apri Heri Iswanto, Iwan Risnasari, Mohammad Basyuni, and Widya Fatriasari. 2023. "Briquettes Made of Branches Wood of Three Mangrove Species Bonded by Starch Adhesive" Materials 16, no. 15: 5266. https://doi.org/10.3390/ma16155266