
Fabrication of Multi-Walled Structure through Parametric Study of Bead Geometries of GMAW-Based WAAM Process of SS309L
 , ,
, ,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
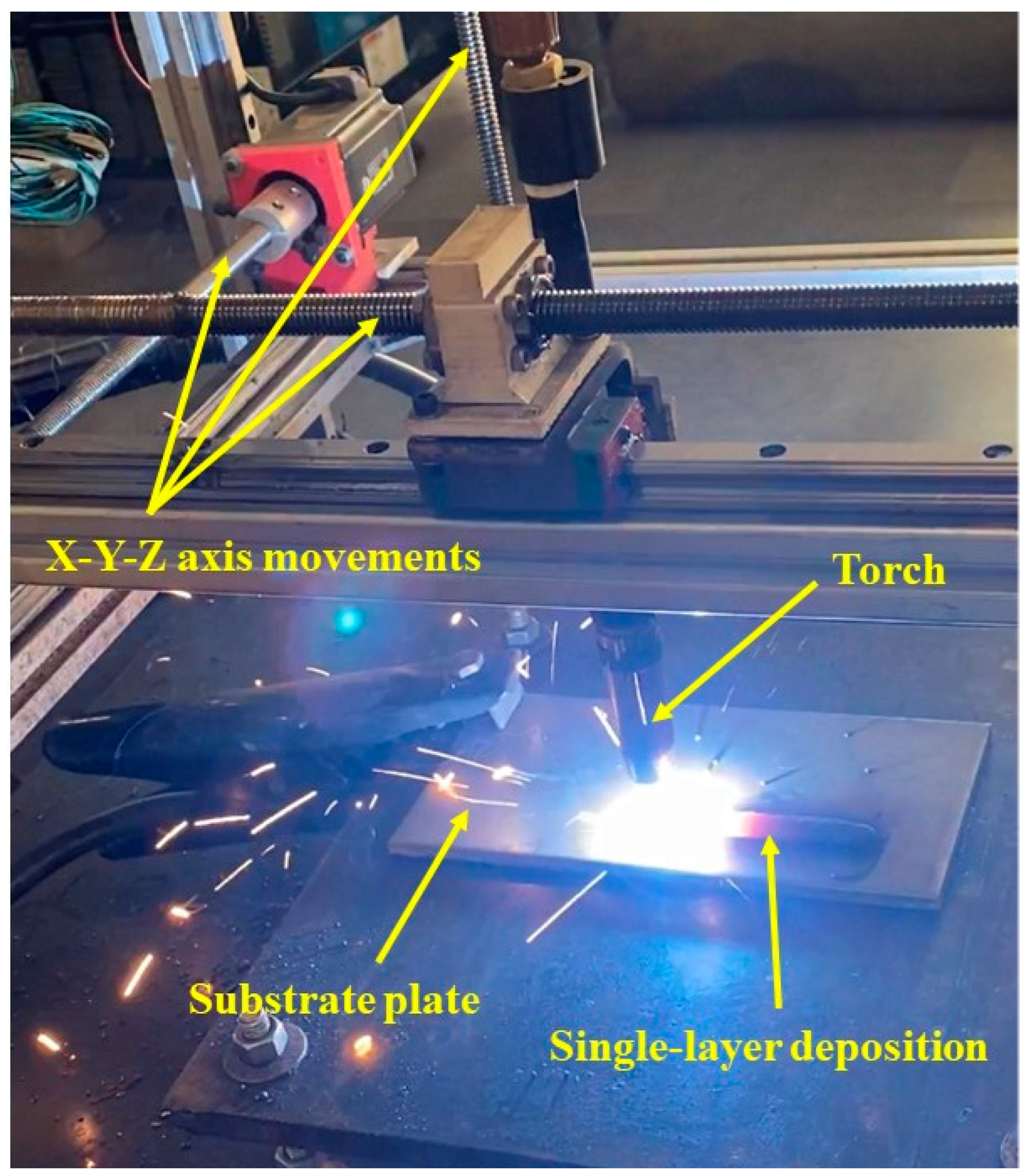
2.1. Experimental Setup and Plan
2.2. Optimization Using PVS Algorithm
3. Results and Discussion
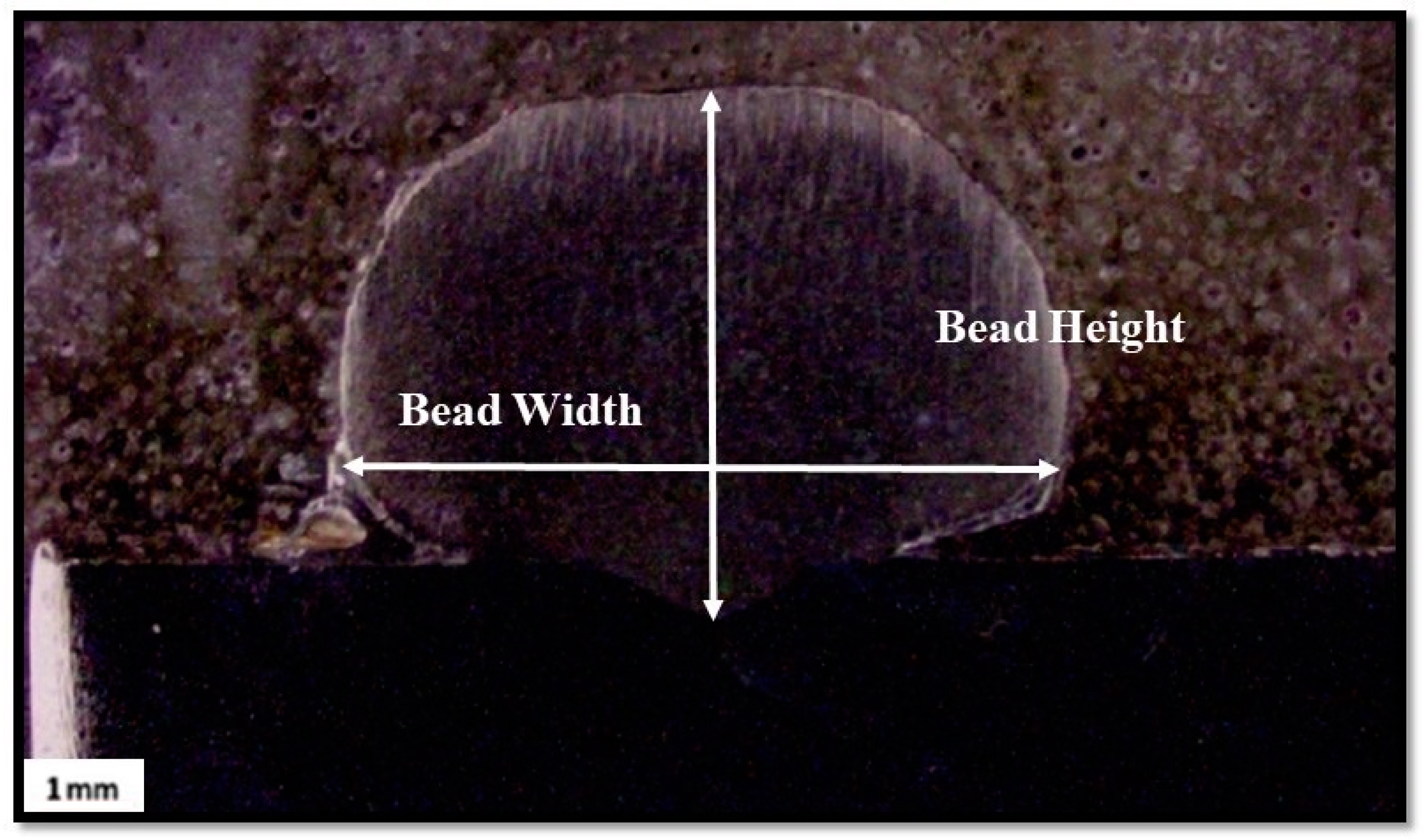
3.1. Empirical Relations for BH and BW
3.2. ANOVA for BW and BH
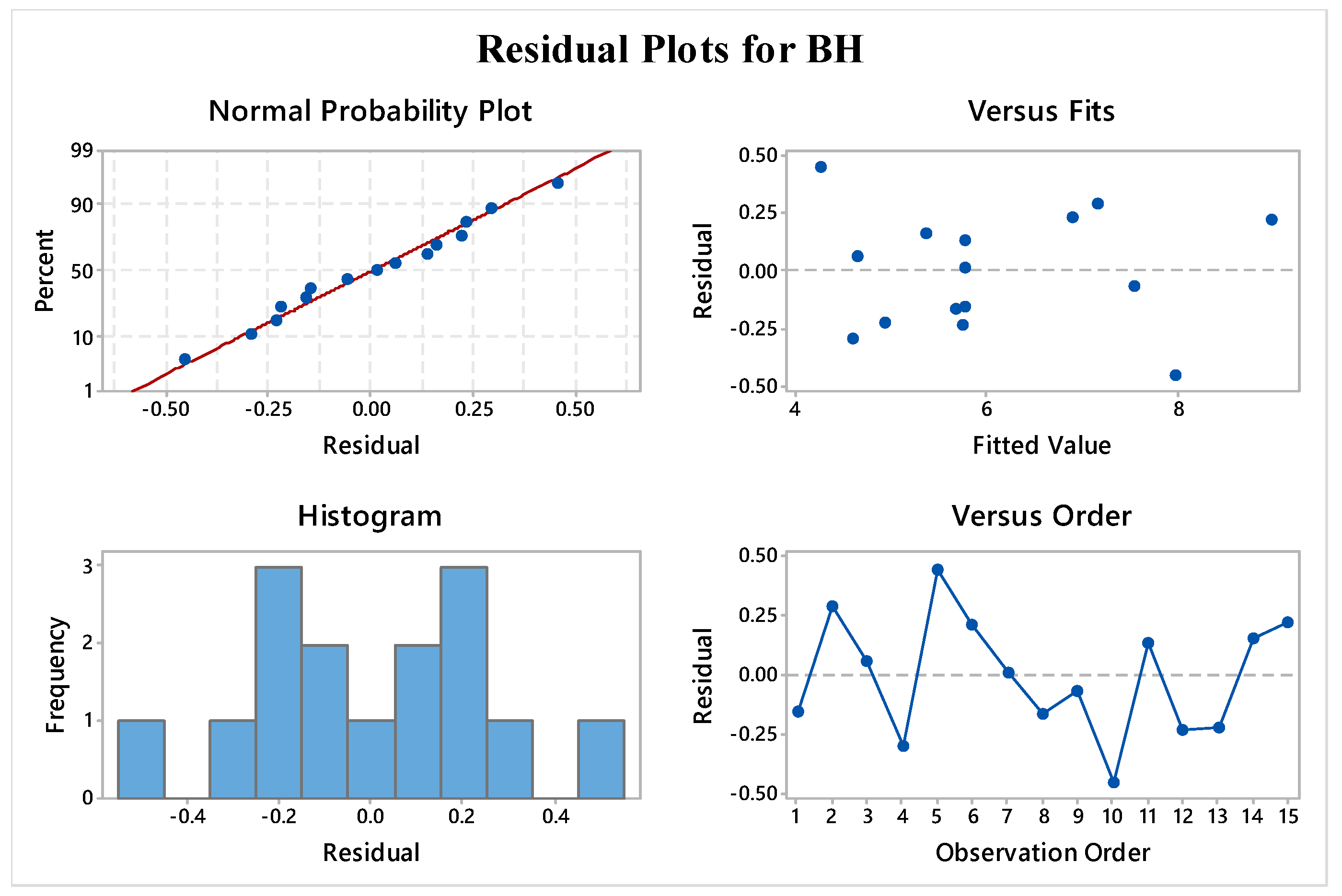
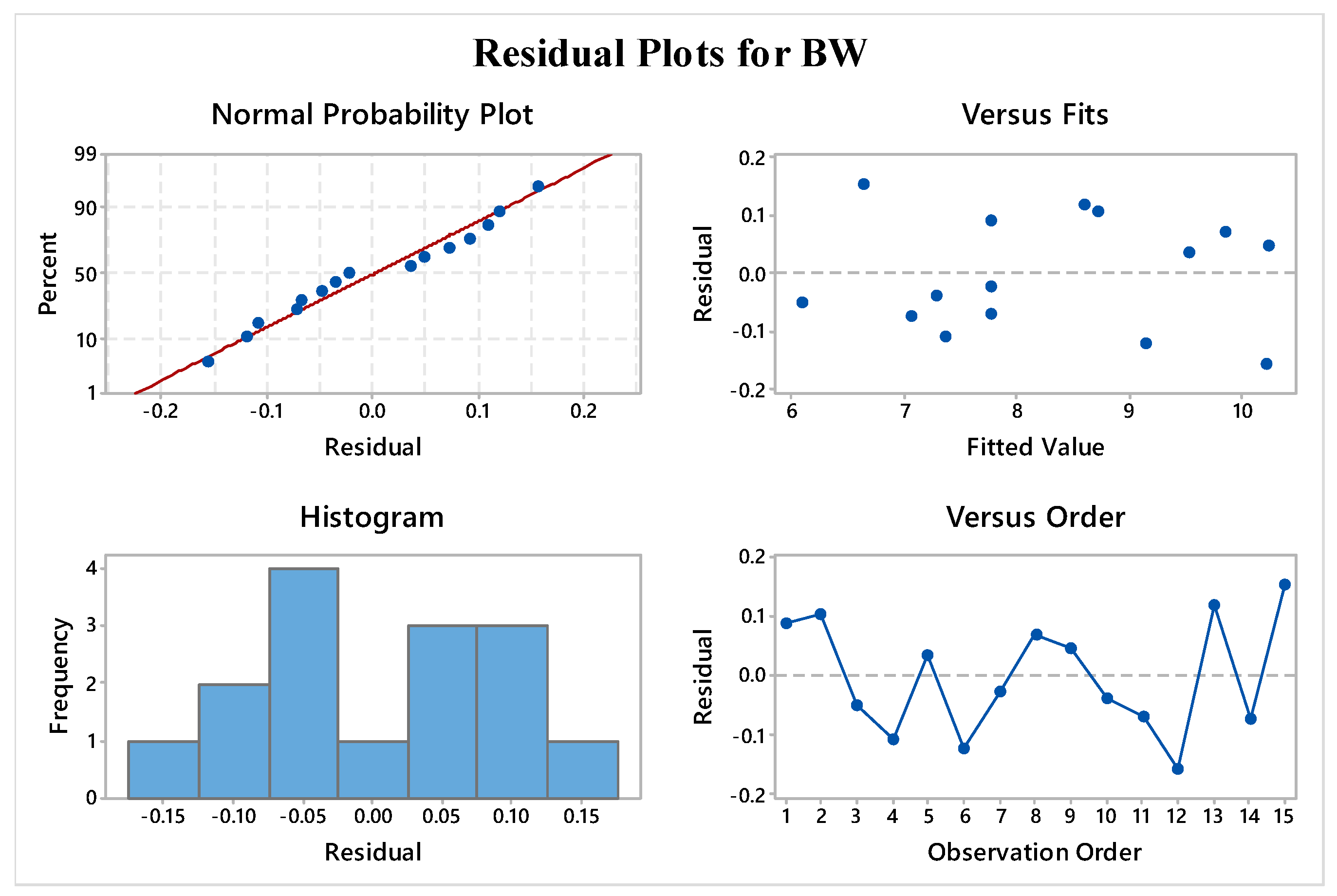
3.3. Residual Plots for Output Measures
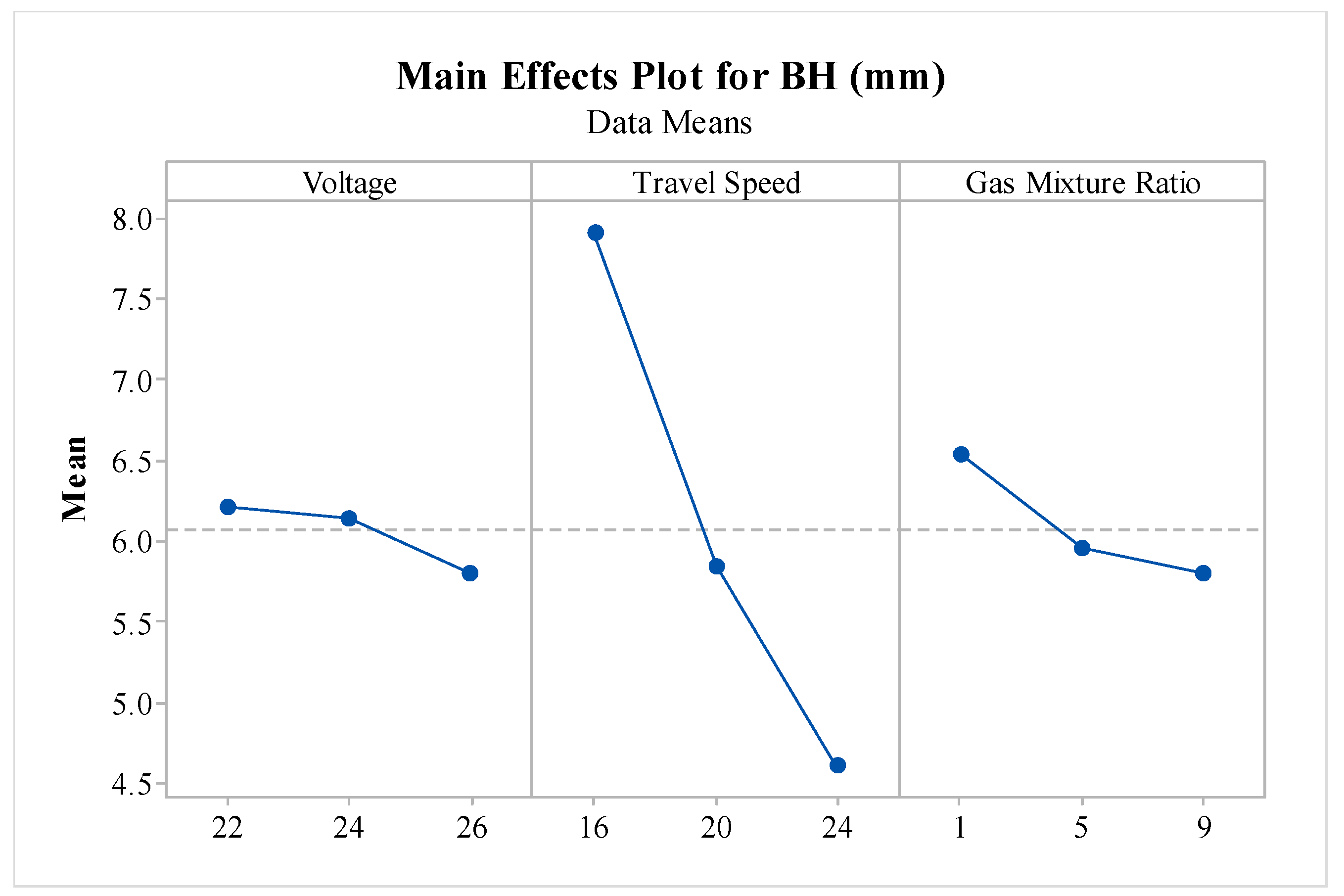
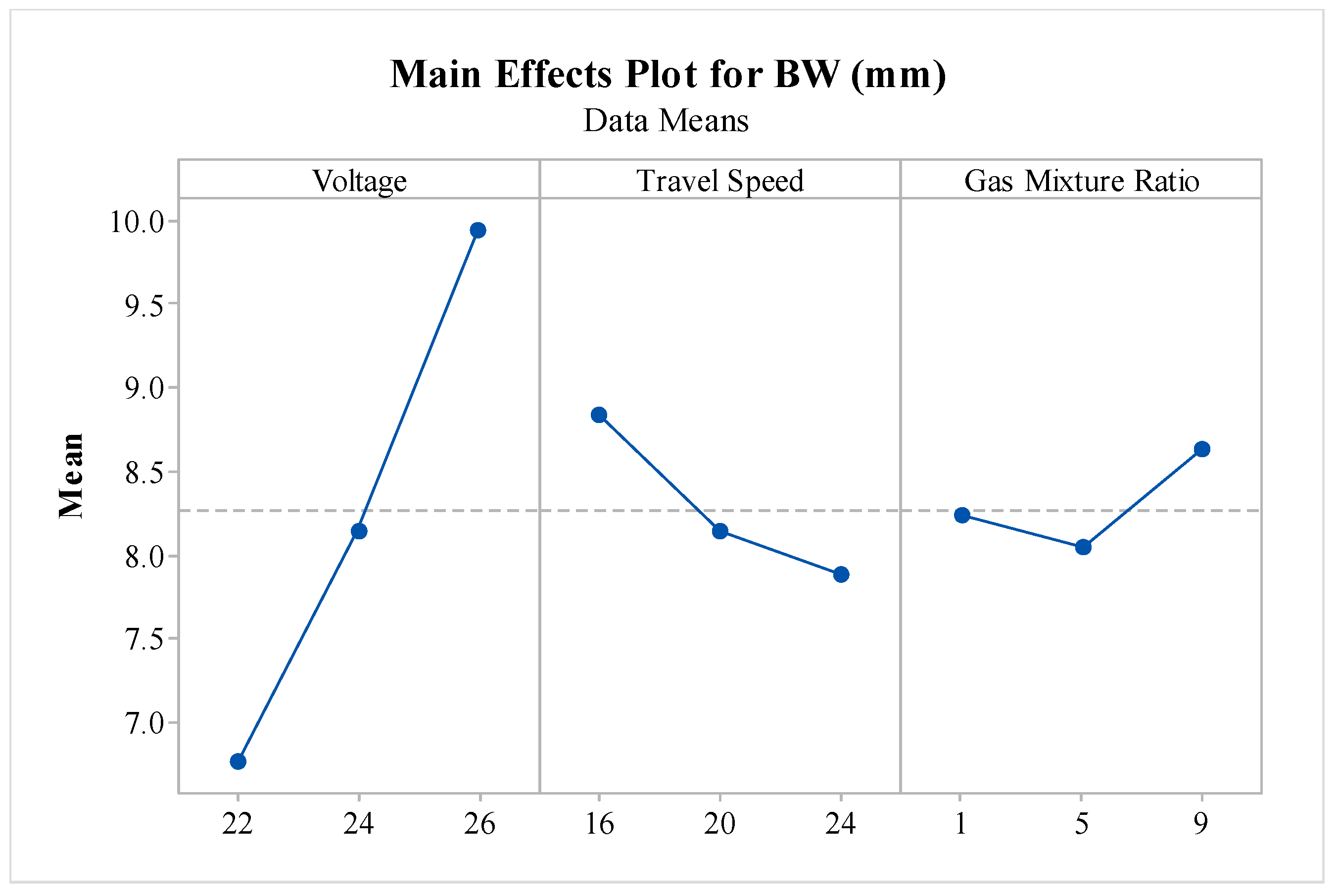
3.4. Main Effect Plots for Bead Width and Bead Height
3.5. Optimization of BH and BW Responses Using PVS Algorithm
3.6. Fabrication of Multi-Walled Structure
4. Conclusions
- Multi-variable non-linear regressions were generated among the WAAM variables and output responses.
- ANOVA was employed to validate the appropriateness and reliability of the obtained regression equations. The ANOVA revealed that the quadratic model, including linear, squared, and interaction model terms, was statistically significant for both the bead height and width responses. The lack of fit results signified the model’s suitability and acceptability for both responses. The validation results from the ANOVA of an R-squared value close to one showed that the model was adequate and acceptable.
- TS had the largest impact on BH response, followed by GMR, while TS followed V and GMR showed a substantial impact on BW response.
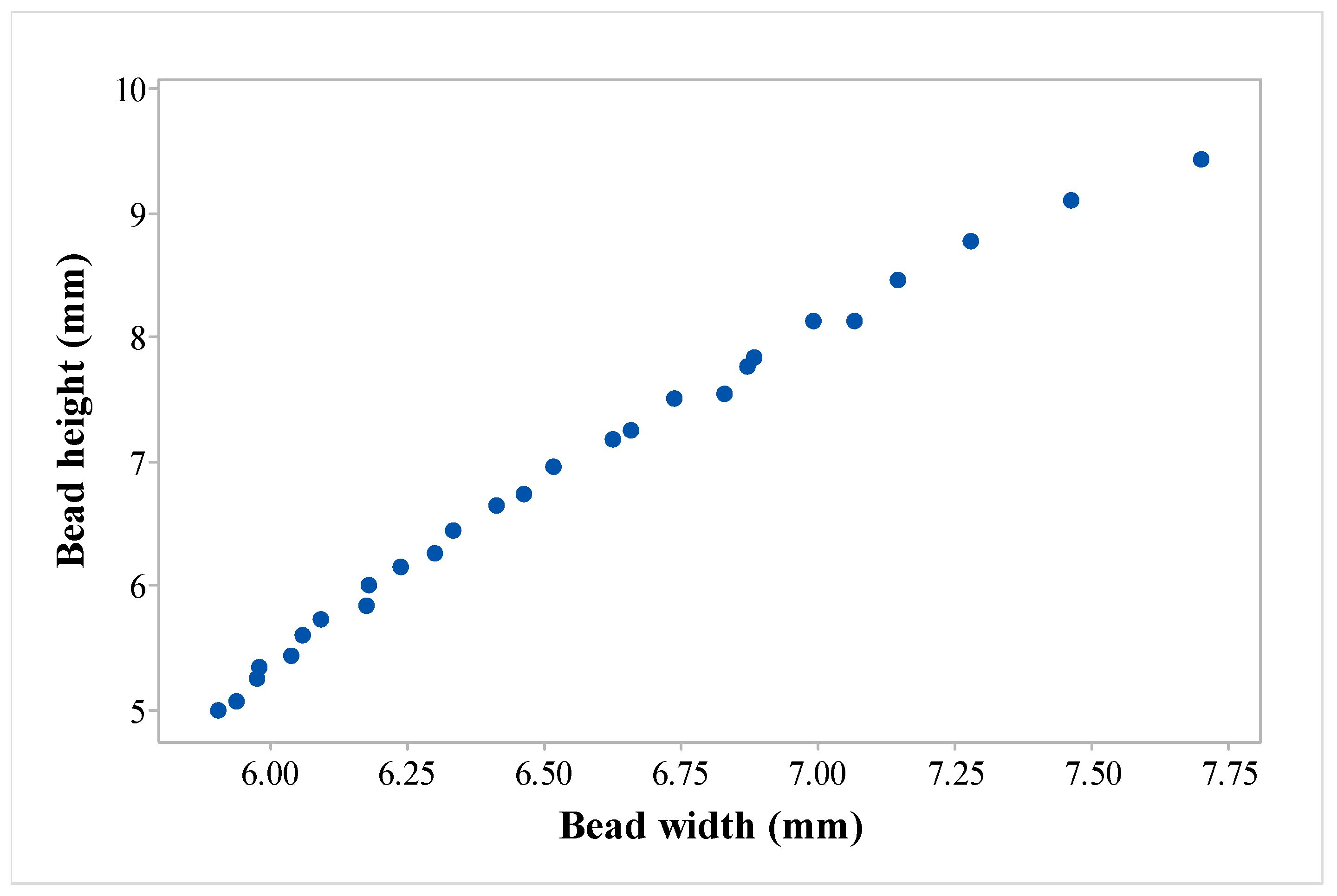
- The influences of the WAAM variables (TS, V, and GMR) were studied on the BH and BW responses. It showed conflicting situations for attaining the desired levels of bead geometries.
- Single-response optimization using the PVS technique obtained a maximum BH and a minimum BW of 9.48 mm and 5.90 mm, respectively. Pareto fronts were employed to determine non-dominated solutions that satisfied the requirements of various industrial applications.
- The multi-layered structure was successfully fabricated at optimal parametric settings of V at 22 V, TS at 20 mm/s, and DOP at 3. For the multi-layer structure, fusion among the layers was observed to be good, and it was found to be free from the disbonding of layers. This revealed the suitability of PVS for generating suitable, optimal WAAM variables.
- The present work effectively demonstrated the requirement of having optimal parametric settings and the necessity of parametric optimization for the fabrication of thin, multi-walled structures using a GMWA-based WAAM process for SS-309L using an SS316L substrate. We believe that the present work may be useful to researchers’ industrial applications to find optimal sets of parameters. As a result, in future work, fabricated multi-layered structures will be examined using microstructure investigations and mechanical properties such as tensile, impact, and microhardness testing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Korkmaz, M.E.; Waqar, S.; Garcia-Collado, A.; Gupta, M.K.; Krolczyk, G.M. A technical overview of metallic parts in hybrid additive manufacturing industry. J. Mater. Res. Technol. 2022, 18, 384–395. [Google Scholar] [CrossRef]
- Ladani, L.; Sadeghilaridjani, M. Review of powder bed fusion additive manufacturing for metals. Metals 2021, 11, 1391. [Google Scholar] [CrossRef]
- Chaturvedi, M.; Scutelnicu, E.; Rusu, C.C.; Mistodie, L.R.; Mihailescu, D.; Subbiah, A.V. Wire arc additive manufacturing: Review on recent findings and challenges in industrial applications and materials characterization. Metals 2021, 11, 939. [Google Scholar] [CrossRef]
- Moeinfar, K.; Khodabakhshi, F.; Kashani-bozorg, S.; Mohammadi, M.; Gerlich, A. A review on metallurgical aspects of laser additive manufacturing (LAM): Stainless steels, nickel superalloys, and titanium alloys. J. Mater. Res. Technol. 2021, 16, 1029–1068. [Google Scholar] [CrossRef]
- Mohd Yusuf, S.; Cutler, S.; Gao, N. The impact of metal additive manufacturing on the aerospace industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef] [Green Version]
- Vora, J.; Parmar, H.; Chaudhari, R.; Khanna, S.; Doshi, M.; Patel, V. Experimental investigations on mechanical properties of multi-layered structure fabricated by GMAW-based WAAM of SS316L. J. Mater. Res. Technol. 2022, 20, 2748–2757. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Wang, Y.; Wang, L.; Su, L.; Cuiuri, D.; Zhao, Y.; Li, H. Evolution of crystallographic orientation, precipitation, phase transformation and mechanical properties realized by enhancing deposition current for dual-wire arc additive manufactured Ni-rich NiTi alloy. Addit. Manuf. 2020, 34, 101240. [Google Scholar] [CrossRef]
- Knapp, G.; Mukherjee, T.; Zuback, J.; Wei, H.; Palmer, T.; De, A.; DebRoy, T. Building blocks for a digital twin of additive manufacturing. Acta Mater. 2017, 135, 390–399. [Google Scholar] [CrossRef]
- Popov, V.V.; Fleisher, A. Hybrid additive manufacturing of steels and alloys. Manuf. Rev. 2020, 7, 6. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Xue, J.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mater. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Ke, W.; Oliveira, J.; Cong, B.; Ao, S.; Qi, Z.; Peng, B.; Zeng, Z. Multi-layer deposition mechanism in ultra high-frequency pulsed wire arc additive manufacturing (WAAM) of NiTi shape memory alloys. Addit. Manuf. 2022, 50, 102513. [Google Scholar] [CrossRef]
- Chaudhari, R.; Parikh, N.; Khanna, S.; Vora, J.; Patel, V. Effect of multi-walled structure on microstructure and mechanical properties of 1.25 Cr-1.0 Mo steel fabricated by GMAW-based WAAM using metal-cored wire. J. Mater. Res. Technol. 2022, 21, 3386–3396. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Xiong, J.; Li, Y.; Li, R.; Yin, Z. Influences of process parameters on surface roughness of multi-layer single-pass thin-walled parts in GMAW-based additive manufacturing. J. Mater. Process. Technol. 2018, 252, 128–136. [Google Scholar] [CrossRef]
- Yang, K.; Wang, F.; Duan, D.; Zhang, T.; Luo, C.; Cressault, Y.; Yu, Z.; Yang, L.; Li, H. Experimental Investigation of Integrated Circular Triple-Wire Pulse GMAW of Q960E High-Strength Steel for Construction Machinery. Materials 2021, 14, 375. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Choudhury, S.S.; Marya, S.K.; Amirthalingam, M. Improving arc stability during wire arc additive manufacturing of thin-walled titanium components. J. Manuf. Process. 2021, 66, 53–69. [Google Scholar] [CrossRef]
- Srivastava, S.; Garg, R. Process parameter optimization of gas metal arc welding on IS: 2062 mild steel using response surface methodology. J. Manuf. Process. 2017, 25, 296–305. [Google Scholar] [CrossRef]
- Yin, Z.-P.; Ding, H.; Xiong, Y.-L. Visibility theory and algorithms with application to manufacturing processes. Int. J. Prod. Res. 2000, 38, 2891–2909. [Google Scholar] [CrossRef]
- Kumar, S.; Tejani, G.G.; Pholdee, N.; Bureerat, S. Multi-objective passing vehicle search algorithm for structure optimization. Expert Syst. Appl. 2021, 169, 114511. [Google Scholar] [CrossRef]
- Parsana, S.; Radadia, N.; Sheth, M.; Sheth, N.; Savsani, V.; Prasad, N.E.; Ramprabhu, T. Machining parameter optimization for EDM machining of Mg-RE-Zn-Zr alloy using multi-objective passing vehicle search algorithm. Arch. Civ. Mech. Eng. 2018, 18, 799–817. [Google Scholar] [CrossRef]
- Kumar, S.; Tejani, G.G.; Pholdee, N.; Bureerat, S.; Mehta, P. Hybrid heat transfer search and passing vehicle search optimizer for multi-objective structural optimization. Knowl.-Based Syst. 2021, 212, 106556. [Google Scholar] [CrossRef]
- Kumar, V.; Mandal, A.; Das, A.K.; Kumar, S. Parametric study and characterization of wire arc additive manufactured steel structures. Int. J. Adv. Manuf. Technol. 2021, 115, 1723–1733. [Google Scholar] [CrossRef]
- Mai, D.S.; Doan, T.K.; Paris, H. Wire and arc additive manufacturing of 308L stainless steel components: Optimization of processing parameters and material properties. Eng. Sci. Technol. Int. J. 2021, 24, 1015–1026. [Google Scholar]
- Chaudhari, R.; Parmar, H.; Vora, J.; Patel, V.K. Parametric study and investigations of bead geometries of GMAW-based wire–arc additive manufacturing of 316L stainless steels. Metals 2022, 12, 1232. [Google Scholar] [CrossRef]
- Natrayan, L.; Anand, R.; Kumar, S.S. Optimization of process parameters in TIG welding of AISI 4140 stainless steel using Taguchi technique. Mater. Today Proc. 2021, 37, 1550–1553. [Google Scholar] [CrossRef]
- Vora, J.; Parikh, N.; Chaudhari, R.; Patel, V.K.; Paramar, H.; Pimenov, D.Y.; Giasin, K. Optimization of Bead Morphology for GMAW-Based Wire-Arc Additive Manufacturing of 2.25 Cr-1.0 Mo Steel Using Metal-Cored Wires. Appl. Sci. 2022, 12, 5060. [Google Scholar] [CrossRef]
- Kumar, A.; Maji, K. Selection of process parameters for near-net shape deposition in wire arc additive manufacturing by genetic algorithm. J. Mater. Eng. Perform. 2020, 29, 3334–3352. [Google Scholar] [CrossRef]
- Liberini, M.; Astarita, A.; Campatelli, G.; Scippa, A.; Montevecchi, F.; Venturini, G.; Durante, M.; Boccarusso, L.; Minutolo, F.M.C.; Squillace, A. Selection of optimal process parameters for wire arc additive manufacturing. Procedia Cirp 2017, 62, 470–474. [Google Scholar] [CrossRef]
- Wang, L.; Wu, T.; Wang, D.; Liang, Z.; Yang, X.; Peng, Z.; Liu, Y.; Liang, Y.; Zeng, Z.; Oliveira, J. A novel heterogeneous multi-wire indirect arc directed energy deposition for in-situ synthesis Al-Zn-Mg-Cu alloy: Process, microstructure and mechanical properties. Addit. Manuf. 2023, 72, 103639. [Google Scholar] [CrossRef]
- Mishra, V.; Ayas, C.; Langelaar, M.; Van Keulen, F. Simultaneous topology and deposition direction optimization for Wire and Arc Additive Manufacturing. Manuf. Lett. 2022, 31, 45–51. [Google Scholar] [CrossRef]
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire arc additive manufacturing of stainless steels: A review. Appl. Sci. 2020, 10, 1563. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.; Liu, A.; Yin, B.; Wen, P. Additive manufacturing of duplex stainless steels-a critical review. J. Manuf. Process. 2022, 73, 496–517. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Naghizadeh, M.; Mirzadeh, H. Deformation-induced martensite in austenitic stainless steels: A review. Arch. Civ. Mech. Eng. 2020, 20, 124. [Google Scholar] [CrossRef]
- Khidhir, G.I.; Baban, S.A. Efficiency of dissimilar friction welded 1045 medium carbon steel and 316L austenitic stainless steel joints. J. Mater. Res. Technol. 2019, 8, 1926–1932. [Google Scholar] [CrossRef]
- Vieira, D.; Siqueira, R.; Carvalho, S.; Lima, M. Effect of the initial substrate temperature on heat transfer and related phenomena in austenitic stainless steel parts fabricated by additive manufacturing using direct energy deposition. J. Mater. Res. Technol. 2022, 8, 5267–5279. [Google Scholar]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Microstructure and mechanical properties of AISI 316L produced by directed energy deposition-based additive manufacturing: A review. Appl. Sci. 2020, 10, 3310. [Google Scholar] [CrossRef]
- Huang, M.; Chen, L.; Zhang, M.; Zhan, S. Multi-Objective Function Optimization of Cemented Neutralization Slag Backfill Strength Based on RSM-BBD. Materials 2022, 15, 1585. [Google Scholar] [CrossRef]
- Singh, A.; Nath, T.; Dommeti, S.G.; Sekar, S. Bulk Fabrication of SS410 Material Using Cold Metal Transfer-Based Wire Arc Additive Manufacturing Process at Optimized Parameters: Microstructural and Property Evaluation. Machines 2022, 10, 1136. [Google Scholar] [CrossRef]
- Wu, W.; Xue, J.; Xu, W.; Lin, H.; Tang, H.; Yao, P. Parameters optimization of auxiliary gas process for double-wire SS316L stainless steel arc additive manufacturing. Metals 2021, 11, 190. [Google Scholar] [CrossRef]
- Wu, J.; Gao, P.P.; Gao, X. Optimization of Response Surface Methodology for Pulsed Laser Welding of 316L Stainless Steel to Polylactic Acid. Metals 2023, 13, 214. [Google Scholar] [CrossRef]
- Alam, M.A.; Ya, H.H.; Yusuf, M.; Sivraj, R.; Mamat, O.B.; Sapuan, S.M.; Masood, F.; Parveez, B.; Sattar, M. Modeling, optimization and performance evaluation of tic/graphite reinforced al 7075 hybrid composites using response surface methodology. Materials 2021, 14, 4703. [Google Scholar] [CrossRef] [PubMed]
- Savsani, P.; Savsani, V. Passing vehicle search (PVS): A novel metaheuristic algorithm. Appl. Math. Model. 2016, 40, 3951–3978. [Google Scholar] [CrossRef]
- Tian, H.; Lu, Z.; Chen, S. Predictive Modeling of Thermally Assisted Machining and Simulation Based on RSM after WAAM. Metals 2022, 12, 691. [Google Scholar] [CrossRef]
- Al-Amin, M.; Abdul-Rani, A.M.; Ahmed, R.; Shahid, M.U.; Zohura, F.T.; Rani, M.D.B.A. Multi-objective optimization of process variables for MWCNT-added electro-discharge machining of 316L steel. Int. J. Adv. Manuf. Technol. 2021, 115, 179–198. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Zhou, Y.; Lin, X.; Kang, N.; Huang, W.; Wang, J.; Wang, Z. Influence of travel speed on microstructure and mechanical properties of wire+ arc additively manufactured 2219 aluminum alloy. J. Mater. Sci. Technol. 2020, 37, 143–153. [Google Scholar] [CrossRef]
- Pan, Z.; Ding, D.; Wu, B.; Cuiuri, D.; Li, H.; Norrish, J. Arc welding processes for additive manufacturing: A review. In Transactions on Intelligent Welding Manufacturing; Chen, S., Zang, Y., Feng, Z., Eds.; Springer: Singapore, 2018; pp. 3–24. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mo | Mn | Si | C | P | S | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Metallic wire (SS309L) | 22–25 | 12–15 | - | 2 | 1 | 0.2 | 0.045 | 0.03 | - | Balance |
| Substrate plate (SS316L) | 17.09 | 10.61 | 2.38 | 1.17 | 0.59 | 0.013 | 0.011 | 0.011 | 0.09 | Balance |
| Input Factors | Values/Levels |
|---|---|
| Travel speed, TS (mm/s) | 16; 20; 24 |
| Voltage, V (V) | 22; 24; 26 |
| Gas mixture ratio, GMR | 1; 5; 9 |
| Gas flow rate (L/min) | 15 |
| Weld bead length (mm) | 150 |
| Arc length, (mm) | 3 |
| Std. Order | Run Order | V (V) | TS (mm/min) | GMR | BH (mm) | BW (mm) |
|---|---|---|---|---|---|---|
| 14 | 1 | 24 | 20 | 5 | 5.61 | 7.850 |
| 11 | 2 | 24 | 16 | 9 | 7.46 | 8.820 |
| 3 | 3 | 22 | 24 | 5 | 4.71 | 6.050 |
| 10 | 4 | 24 | 24 | 1 | 4.31 | 7.259 |
| 4 | 5 | 26 | 24 | 5 | 4.71 | 9.554 |
| 9 | 6 | 24 | 16 | 1 | 9.20 | 9.010 |
| 15 | 7 | 24 | 20 | 5 | 5.78 | 7.735 |
| 6 | 8 | 26 | 20 | 1 | 5.51 | 9.910 |
| 2 | 9 | 26 | 16 | 5 | 7.47 | 10.270 |
| 1 | 10 | 22 | 16 | 5 | 7.52 | 7.250 |
| 13 | 11 | 24 | 20 | 5 | 5.90 | 7.690 |
| 8 | 12 | 26 | 20 | 9 | 5.51 | 10.050 |
| 12 | 13 | 24 | 24 | 9 | 4.73 | 8.704 |
| 7 | 14 | 22 | 20 | 9 | 5.51 | 6.987 |
| 5 | 15 | 22 | 20 | 1 | 7.13 | 6.783 |
| Source | DF | SS | MS | F | P |
|---|---|---|---|---|---|
| Bead Width | |||||
| Regression | 7 | 24.0000 | 3.4286 | 125.53 | 0.000 |
| Linear | 3 | 22.3142 | 7.4381 | 272.33 | 0.000 |
| V | 1 | 20.2057 | 20.2057 | 739.39 | 0.000 |
| TS | 1 | 1.7889 | 1.7889 | 65.50 | 0.000 |
| GMR | 1 | 0.3169 | 0.3196 | 11.70 | 0.011 |
| Square | 3 | 1.0175 | 0.3392 | 12.42 | 0.003 |
| V × V | 1 | 0.2372 | 0.2372 | 8.68 | 0.021 |
| TS × TS | 1 | 0.2676 | 0.2676 | 9.80 | 0.017 |
| GMR × GMR | 1 | 0.6535 | 0.6535 | 23.92 | 0.002 |
| Two-way Interaction | 1 | 0.6683 | 0.6683 | 24.47 | 0.002 |
| TS × GMR | 1 | 0.6683 | 0.6683 | 24.47 | 0.002 |
| Error | 7 | 0.1912 | 0.0273 | ||
| Lack of Fit | 5 | 0.1776 | 0.0355 | 5.22 | 0.169 |
| Pure Error | 2 | 0.0136 | 0.0068 | ||
| Total | 14 | 24.1912 | |||
| Bead Height | |||||
| Regression | 6 | 34.6626 | 5.7771 | 30.27 | 0.000 |
| Linear | 3 | 31.3517 | 10.4506 | 54.75 | 0.000 |
| V | 1 | 0.4689 | 0.4689 | 2.46 | 0.156 |
| TS | 1 | 29.4147 | 29.4174 | 154.13 | 0.000 |
| GMR | 1 | 1.4654 | 1.4654 | 7.68 | 0.024 |
| Square | 1 | 0.8587 | 0.8587 | 4.50 | 0.067 |
| TS × TS | 1 | 0.8587 | 0.8587 | 4.50 | 0.067 |
| Two-way Interaction | 2 | 2.4521 | 1.2261 | 6.42 | 0.022 |
| V × GMR | 1 | 0.8806 | 0.8806 | 4.61 | 0.064 |
| TS × GMR | 1 | 1.5715 | 1.5715 | 8.23 | 0.021 |
| Error | 8 | 1.5269 | 0.1909 | ||
| Lack of Fit | 6 | 1.4711 | 0.2452 | 8.79 | 0.106 |
| Pure Error | 2 | 0.0558 | 0.0279 | ||
| Total | 14 | 26.7947 |
| Model Summary for BW | |||
| S | R-sq. | R-sq. (adj.) | R-sq. (pred.) |
| 0.165266 | 99.21% | 98.42% | 94.36% |
| Model Summary for BH | |||
| S | R-sq. | R-sq. (adj.) | R-sq. (pred.) |
| 0.436877 | 95.78% | 92.62% | 89.73% |
| Conditions | Input Factors | Predicted Responses through PVS | Experimental Results | ||||
|---|---|---|---|---|---|---|---|
| V | TS | GMR | BH | BW | BH | BW | |
| Maximization of BH | 22 | 16 | 1 | 9.48 | 7.70 | 9.69 | 7.59 |
| Minimization of BW | 22 | 24 | 2 | 5.01 | 5.90 | 5.17 | 6.02 |
| Sr. No. | V | TS | GMR | BH | BW |
|---|---|---|---|---|---|
| 1 | 22 | 16 | 1 | 9.45 | 7.70 |
| 2 | 22 | 24 | 2 | 5.01 | 5.90 |
| 3 | 22 | 16 | 2 | 9.12 | 7.46 |
| 4 | 22 | 16 | 3 | 8.79 | 7.28 |
| 5 | 22 | 16 | 4 | 8.47 | 7.15 |
| 6 | 22 | 16 | 5 | 8.14 | 7.07 |
| 7 | 22 | 19 | 3 | 6.97 | 6.52 |
| 8 | 22 | 18 | 3 | 7.53 | 6.74 |
| 9 | 22 | 17 | 3 | 8.13 | 6.99 |
| 10 | 22 | 17 | 5 | 7.55 | 6.83 |
| 11 | 22 | 24 | 1 | 5.07 | 5.94 |
| 12 | 22 | 20 | 3 | 6.46 | 6.33 |
| 13 | 22 | 19 | 3 | 6.97 | 6.52 |
| 14 | 22 | 20 | 4 | 6.27 | 6.30 |
| 15 | 22 | 19 | 4 | 6.74 | 6.46 |
| 16 | 22 | 23 | 2 | 5.35 | 5.98 |
| 17 | 22 | 19 | 2 | 7.19 | 6.63 |
| 18 | 22 | 18 | 4 | 7.27 | 6.66 |
| 19 | 22 | 21 | 4 | 5.85 | 6.18 |
| 20 | 22 | 22 | 2 | 5.73 | 6.09 |
| 21 | 22 | 17 | 4 | 7.84 | 6.89 |
| 22 | 22 | 21 | 2 | 6.17 | 6.24 |
| 23 | 22 | 17 | 4 | 7.84 | 6.89 |
| 24 | 22 | 23 | 1 | 5.44 | 6.04 |
| 25 | 22 | 20 | 2 | 6.65 | 6.41 |
| 26 | 22 | 19 | 2 | 7.19 | 6.63 |
| 27 | 22 | 21 | 3 | 6.01 | 6.18 |
| 28 | 22 | 20 | 2 | 6.65 | 6.41 |
| 29 | 22 | 18 | 4 | 7.27 | 6.66 |
| 30 | 22 | 17 | 3 | 8.13 | 6.99 |
| 31 | 22 | 18 | 2 | 7.78 | 6.87 |
| 32 | 22 | 20 | 3 | 6.46 | 6.33 |
| 33 | 22 | 22 | 3 | 5.61 | 6.06 |
| 34 | 22 | 21 | 2 | 6.17 | 6.24 |
| 35 | 22 | 19 | 4 | 6.74 | 6.46 |
| 36 | 22 | 18 | 3 | 7.53 | 6.74 |
| 37 | 22 | 16 | 5 | 8.14 | 7.07 |
| 38 | 22 | 23 | 3 | 5.25 | 5.98 |
| 39 | 22 | 22 | 2 | 5.73 | 6.09 |
| 40 | 22 | 20 | 4 | 6.27 | 6.30 |
| 41 | 22 | 22 | 3 | 5.61 | 6.06 |
| 42 | 22 | 21 | 3 | 6.01 | 6.18 |
| 43 | 22 | 22 | 1 | 5.85 | 6.18 |
| 44 | 22 | 18 | 2 | 7.78 | 6.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vora, J.; Pandey, R.; Dodiya, P.; Patel, V.; Khanna, S.; Vaghasia, V.; Chaudhari, R. Fabrication of Multi-Walled Structure through Parametric Study of Bead Geometries of GMAW-Based WAAM Process of SS309L. Materials 2023, 16, 5147. https://doi.org/10.3390/ma16145147
Vora J, Pandey R, Dodiya P, Patel V, Khanna S, Vaghasia V, Chaudhari R. Fabrication of Multi-Walled Structure through Parametric Study of Bead Geometries of GMAW-Based WAAM Process of SS309L. Materials. 2023; 16(14):5147. https://doi.org/10.3390/ma16145147
Chicago/Turabian StyleVora, Jay, Rudram Pandey, Pratik Dodiya, Vivek Patel, Sakshum Khanna, Vatsal Vaghasia, and Rakesh Chaudhari. 2023. "Fabrication of Multi-Walled Structure through Parametric Study of Bead Geometries of GMAW-Based WAAM Process of SS309L" Materials 16, no. 14: 5147. https://doi.org/10.3390/ma16145147