
A Novel Approach to Investigate the Superheating Grain Refinement Process of Aluminum-Bearing Magnesium Alloys Using Rapid Solidification Process

Abstract
:1. Introduction
2. Materials and Experiments
2.1. Materials and Casting Process
2.2. Rapid Solidification Process
2.3. Measurement of Grain Size
2.4. Thermal Analysis
2.5. Analysis of Microstructure on Rapidly Solidified Sibbon Samples
3. Results
3.1. Microstructure and Chemical Composition
3.2. Cooling Curve and Undercooling
3.3. Design of the Precise Temperature Measurement System for the Rapid Solidification Process
3.4. Cooling Rate Calculation for Rapid Solidification Process
3.5. EDS Analysis of Rapidly Solidified AZ91D Ribbon Samples
3.6. HR-TEM Images of Rapidly Solidified AZ91D Ribbon Samples
4. Discussions
5. Conclusions
- (1)
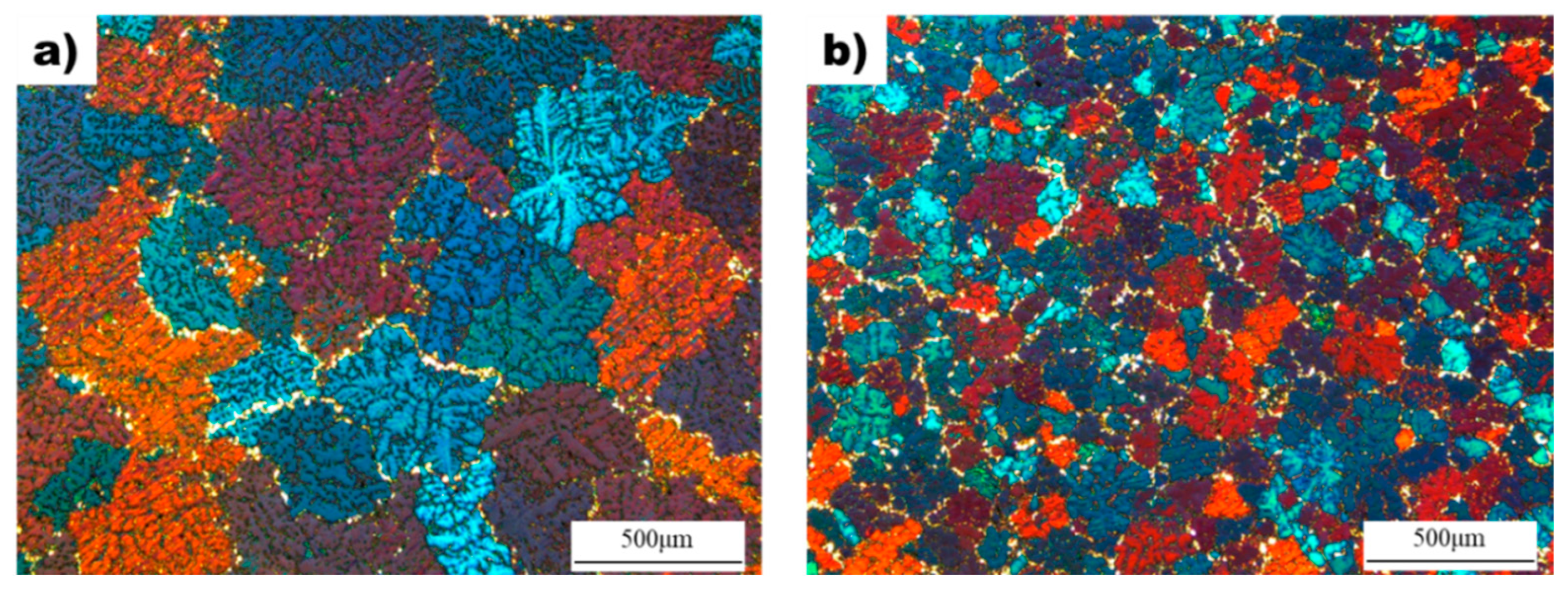
- The average grain size of the non-superheated sample manufactured by the mold casting methods was measured to be 310 µm, while the grain size decreased to 108 µm after the superheating process.
- (2)
- The non-superheated AZ91 alloy exhibited an undercooling of 2.1 °C, whereas the superheated AZ91 alloy showed negligible undercooling. This suggests that nucleants, which influence the refinement of α-Mg grains, were generated by the superheating process.
- (3)
- Through the utilization of a rapid solidification process with precise temperature control, Al8Mn5 particles were observed in the non-superheated AZ91 ribbon samples; the (1 4 1) plane of these particles and the plane of magnesium was found to be in contact. However, it was confirmed that the crystallographic coherence between the two planes was so inconsistent that the modified Turnbull–Vonnegut equation, which is used for quantitative crystallographic coherence analysis, could not be applied.
- (4)
- Al10Mn3 particles were observed in the superheated AZ91 ribbon samples; the (1 2 1) plane of these particles and the plane of magnesium was found to be in contact. The 11% mismatch between the two planes was calculated using the modified Turnbull–Vonnegut equation.
- (5)
- It is thought that the superheating process contributes to grain refinement of AZ91 alloy by generating Al10Mn3, which exhibits more good crystallographic matching with magnesium compared to Al8Mn5. However, the study did not provide objective thermodynamic evidence to support the phase transformation of Al8Mn5 to Al10Mn3 or the generation of Al10Mn3, and additional thermodynamic studies are planned to clarify our results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaya, A.A. A Review on Developments in Magnesium Alloys. Front. Mater. 2020, 7, 1–26. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium Properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Lee, Y.C.; Dahle, A.K.; Stjohn, D.H. The role of solute in grain refinement of magnesium. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2000, 31, 2895–2906. [Google Scholar] [CrossRef]
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloy. 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Qian, M.; Stjohn, D.H.; Frost, M.T. Characteristic zirconium-rich coring structures in Mg-Zr alloys. Scr. Mater. 2002, 46, 649–654. [Google Scholar] [CrossRef]
- Stjohn, D.H.; Qian, M.; Easton, M.A.; Cao, P. Grain Refinement of Magnesium Alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 1669–1679. [Google Scholar] [CrossRef]
- Ali, Y.; Qiu, D.; Jiang, B.; Pan, F.; Zhang, M.X. Current research progress in grain refinement of cast magnesium alloys: A review article. J. Alloys Compd. 2015, 619, 639–651. [Google Scholar] [CrossRef]
- Cao, P.; Qian, M.; StJohn, D.H. Mechanism for grain refinement of magnesium alloys by superheating. Scr. Mater. 2007, 56, 633–636. [Google Scholar] [CrossRef]
- Cao, P.; Qian, M.; StJohn, D. Grain refinement of commercial purity Mg-9%Al alloys by superheating. Magnes. Technol. 2005, 6, 297–302. [Google Scholar]
- Jung, S.S.; Son, Y.G.; Park, Y.H.; Lee, Y.C. A Study on the Grain Refining Mechanisms and Melt Superheat Treatment of Aluminum-Bearing Mg Alloys. Metals 2022, 12, 464. [Google Scholar] [CrossRef]
- Zhao, P.; Geng, H.; Wang, Q. Effect of melting technique on the microstructure and mechanical properties of AZ91 commercial magnesium alloys. Mater. Sci. Eng. A 2006, 429, 320–323. [Google Scholar] [CrossRef]
- Karakulak, E. A review: Past, present and future of grain refining of magnesium castings. J. Magnes. Alloy. 2019, 7, 355–369. [Google Scholar] [CrossRef]
- Vinotha, D.; Raghukandan, K.; Pillai, U.T.S.; Pai, B.C. Grain refining mechanisms in magnesium alloys—An overview. Trans. Indian Inst. Met. 2009, 62, 521–532. [Google Scholar] [CrossRef]
- Stjohn, D.H.; Easton, M.A.; Qian, M.; Taylor, J.A. Grain refinement of magnesium alloys: A review of recent research, theoretical developments, and their application. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 2935–2949. [Google Scholar] [CrossRef] [Green Version]
- Motegi, T. Grain-refining mechanisms of superheat-treatment of and carbon addition to Mg-Al-Zn alloys. Mater. Sci. Eng. A 2005, 413–414, 408–411. [Google Scholar] [CrossRef]
- Han, G.; Liu, X. Phase control and formation mechanism of Al–Mn(–Fe) intermetallic particles in Mg–Al-based alloys with FeCl3 addition or melt superheating. Acta Mater. 2016, 114, 54–66. [Google Scholar] [CrossRef]
- Byun, J.; Kwon, S.I.; Ha, H.P.; Yoon, J. A Manufacturing Technology of AZ91-Alloy Slurry for Semi Solid Forming. Magnesium 2003, 27, 713–718. [Google Scholar] [CrossRef]
- Zhang, M.X.; Kelly, P.M.; Qian, M.; Taylor, J.A. Crystallography of grain refinement in Mg-Al based alloys. Acta Mater. 2005, 53, 3261–3270. [Google Scholar] [CrossRef]
- Cao, P.; Qian, M.; Stjohn, D.H. Effect of manganese on grain refinement of Mg-Al based alloys. Scr. Mater. 2006, 54, 1853–1858. [Google Scholar] [CrossRef]
- Qin, G.W.; Ren, Y.; Huang, W.; Li, S.; Pei, W. Grain refining mechanism of Al-containing Mg alloys with the addition of Mn-Al alloys. J. Alloys Compd. 2010, 507, 410–413. [Google Scholar] [CrossRef]
- Qiu, D.; Zhang, M.X.; Taylor, J.A.; Fu, H.M.; Kelly, P.M. A novel approach to the mechanism for the grain refining effect of melt superheating of Mg-Al alloys. Acta Mater. 2007, 55, 1863–1871. [Google Scholar] [CrossRef]
- Han, M.; Zhu, X.; Gao, T.; Liu, X. Revealing the roles of Al4C3and Al8Mn5during α-Mg nucleation in Mg-Al based alloys. J. Alloys Compd. 2017, 705, 14–21. [Google Scholar] [CrossRef]
- Men, H.; Jiang, B.; Fan, Z. Mechanisms of grain refinement by intensive shearing of AZ91 alloy melt. Acta Mater. 2010, 58, 6526–6534. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Yang, T.; Li, Z.; Wang, X.; Xiao, Y.; Jian, Z. The recalescence rate of cooling curve for undercooled solidification. Sci. Rep. 2020, 10, 1380. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, X.J.; Chen, X.D.; Xia, T.D.; Yu, W.Y.; Wang, X.L. Influencing factors and estimation of the cooling rate within an amorphous ribbon. Intermetallics 2004, 12, 1233–1237. [Google Scholar] [CrossRef]
- Smith, J.F. (Ed.) Phase Diagrams of Binary Vanadium Alloys; Series: Monograph series on alloy phase diagrams; ASM International: Metals Park, OH, USA, 1989. [Google Scholar]
- Esmaily, M.; Svensson, J.E.; Fajardo, S.; Birbilis, N.; Frankel, G.S.; Virtanen, S.; Arrabal, R.; Thomas, S.; Johansson, L.G. Fundamentals and advances in magnesium alloy corrosion. Prog. Mater. Sci. 2017, 89, 92–193. [Google Scholar] [CrossRef]
- Zeng, G.; Xian, J.W.; Gourlay, C.M. Nucleation and growth crystallography of Al8Mn5 on B2-Al(Mn, Fe) in AZ91 magnesium alloys. Acta Mater. 2018, 153, 364–376. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Xia, M.; Fan, Z.; Zhou, X.; Thompson, G.E. The effect of Al8Mn5 intermetallic particles on grain size of as-cast Mg-Al-Zn AZ91D alloy. Intermetallics 2010, 18, 1683–1689. [Google Scholar] [CrossRef]
- Rigsbee, J.M.; Aaronson, H.I. A computer modeling study of partially coherent f.c.c.:b.c.c. boundaries. Acta Metall. 1979, 27, 351–363. [Google Scholar] [CrossRef]
- Glicksman, M.E.; Childs, W.J. Nucleation catalysis in supercooled liquid tin. Acta Metall. 1962, 10, 925–933. [Google Scholar] [CrossRef]
- Turnbull, D.; Vonnegut, B. Nucleation Catalysis. Ind. Eng. Chem. 1952, 44, 1292–1298. [Google Scholar] [CrossRef]
- Bruce, L. BRAMFITT The Effect of Carbide and Nitride Additions on the Heterogeneous Nucleation Behavior of Liquid Iron. Metall. Trans. 1970, 1, 1987–1995. [Google Scholar]
- Wang, D.; Chang, W.; Shen, Y.; Sun, J.; Sheng, C.; Zhang, Y.; Zhai, Q. The role of lattice mismatch in heterogeneous nucleation of pure Al on Al2O3 single-crystal substrates with different termination planes. J. Therm. Anal. Calorim. 2019, 137, 791–797. [Google Scholar] [CrossRef]
- Kim, B.; Hwang, J.; Park, Y.; Lee, Y. Microstructural improvement of eutectic al + mg2si phases on al–zn–si–mg cast alloy with tib2 particles additions. Materials 2021, 14, 2902. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Zn | Mn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| Non-superheated AZ91D | 8.93 | 0.57 | 0.250 | 0.015 | 0.0012 | 0.0016 | 0.0012 | Bal. |
| Superheated AZ91D | 8.88 | 0.58 | 0.251 | 0.015 | 0.0012 | 0.0018 | 0.0012 | Bal. |
| Phase | Crystal Structure | Space Group | Space Group Number | Lattice Parameter (nm) | |
|---|---|---|---|---|---|
| Mg | Hexagonal | P63/mmc | 194 | a and b = 0.320 | c = 0.521 |
| Al8Mn5 | Rhombohedral | R3m | 160 | a and b = 1.264 | c = 1.585 |
| Al10Mn3 | Hexagonal | P63/mmc | 194 | a and b = 0.750 | c = 0.783 |
| Magnesium | Al8Mn5 | Al10Mn3 | |||
|---|---|---|---|---|---|
| Plane | D-Spacing (nm) | Plane | D-Spacing (nm) | Plane | D-Spacing (nm) |
| 0 0 0 1 | 0.5210 | 0 0 1 | 0.7690 | 0 0 1 | 0.7789 |
| ¦ | ¦ | ¦ | ¦ | ¦ | ¦ |
| 0 0 0 2 | 0.2605 | 0 2 3 | 0.2320 | 0 1 3 | 0.2412 |
| 0.2453 | 1 4 1 | 0.2275 | 1 2 1 | 0.2347 | |
| 0.1901 | 0 5 0 | 0.2183 | 0 3 0 | 0.2147 | |
| ¦ | ¦ | ¦ | ¦ | ¦ | ¦ |
| 0.0316 | 5 5 3 | 0.1131 | 5 5 3 | 0.0772 | |
| Case | d[u v w]s | d[u v w]n | (°) | |
|---|---|---|---|---|
| ║ Al10Mn3 (1 2 1) | 1 | 1.084 | 1.224 | 4 |
| 2 | 3.012 | 3.210 | 11 | |
| 3 | 1.736 | 1.524 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jung, S.; Park, Y.; Lee, Y. A Novel Approach to Investigate the Superheating Grain Refinement Process of Aluminum-Bearing Magnesium Alloys Using Rapid Solidification Process. Materials 2023, 16, 4799. https://doi.org/10.3390/ma16134799
Jung S, Park Y, Lee Y. A Novel Approach to Investigate the Superheating Grain Refinement Process of Aluminum-Bearing Magnesium Alloys Using Rapid Solidification Process. Materials. 2023; 16(13):4799. https://doi.org/10.3390/ma16134799
Chicago/Turabian StyleJung, Sungsu, Yongho Park, and Youngcheol Lee. 2023. "A Novel Approach to Investigate the Superheating Grain Refinement Process of Aluminum-Bearing Magnesium Alloys Using Rapid Solidification Process" Materials 16, no. 13: 4799. https://doi.org/10.3390/ma16134799