
Study of the Relationship between Entropy and Hardness in Laser Cutting of Hardox Steel


Abstract
:1. Introduction
2. Fundamentals of Entropy Determination
3. Literature
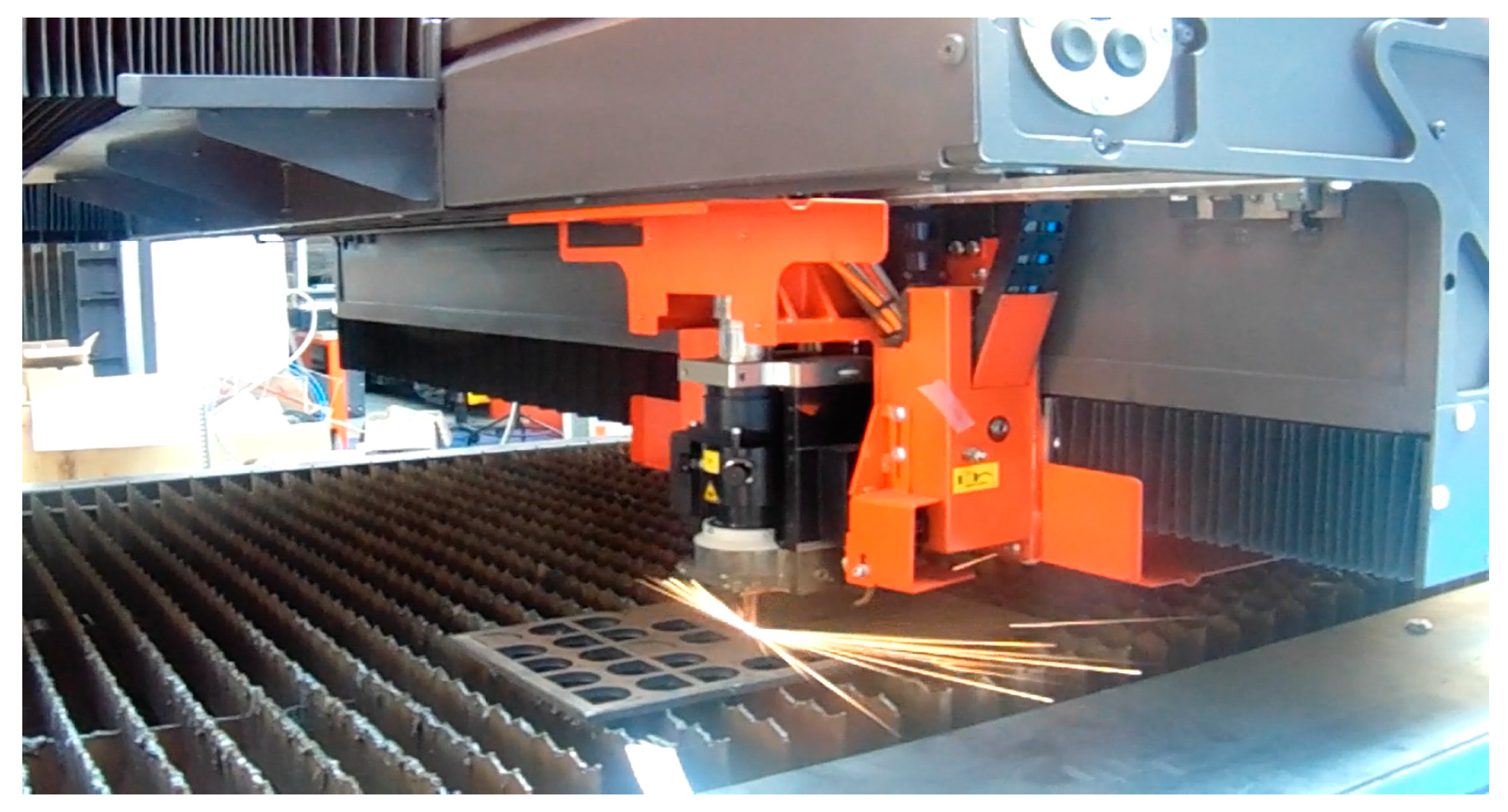
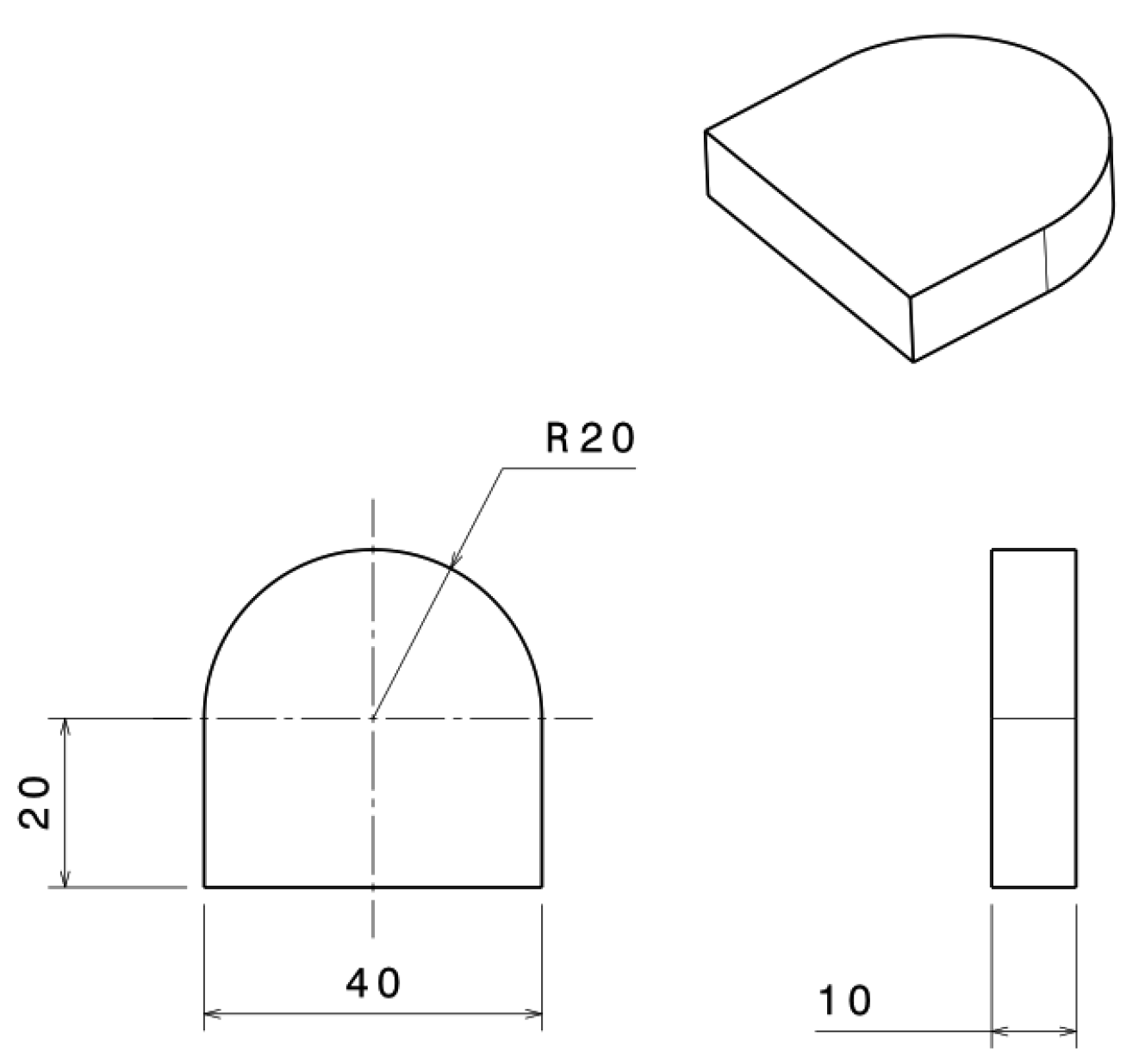
4. Material and Experimental Method
4.1. Design of Experiments
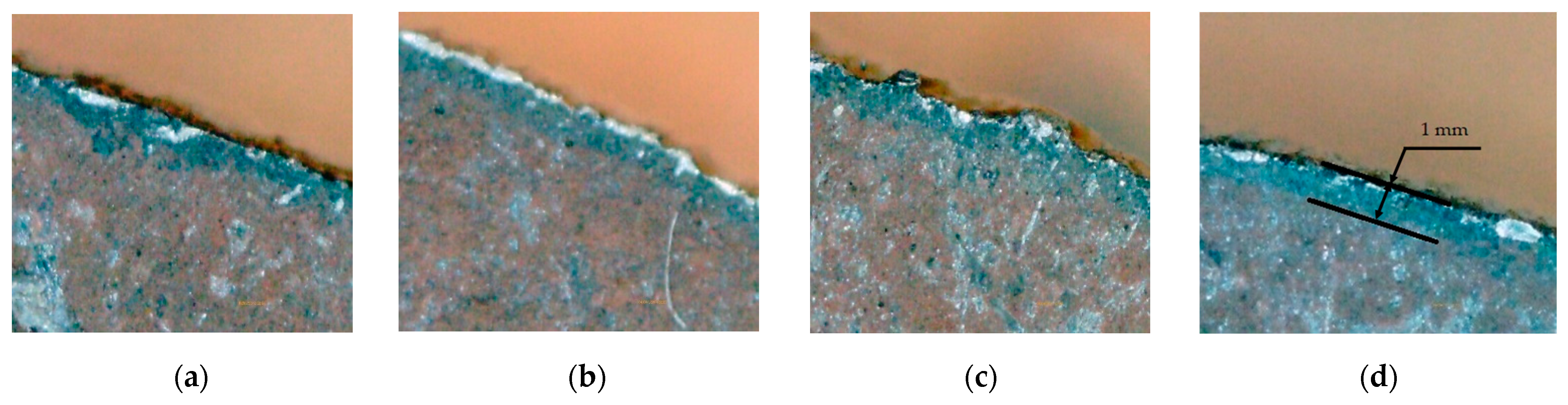
4.2. HAZ Measurement and Microstructure
5. Results and Discussion
5.1. Results
5.2. Hardness Analysis
5.3. Hardness Analysis
5.4. Mathematical Model for Hardness
6. Results Interpretation
6.1. ANOVA Analysis
6.2. Newton Interpolation Method to Check the Significant Factor (O2 Pressure)
6.3. Entropy Variation Verification
7. Conclusions
- The paper contains a new calculation method for entropy, starting from the estimation of the elementary variation of the heat in the melt, the heat transfer from the melt to the walls, and the elementary heat given up by the part in the resolidification process;
- Linear (L) and quadratic (Q) models are used to observe hardness. A plane or quadric surface serves as the analysis’ response surface for hardness;
- Entropy increases when heat transfer occurs from the melt to the surface layer of the part, increasing the degree of thermal agitation of the atomic particles;
- Entropy decreases when the part resolidifies, which shows that the part orders its constituents. In this situation, the hardness of the superficial surface decreases. The entropy variation of the part is −330 mJ/K between 2 K, where the part has given up about −100 J of heat at a temperature of 300.15 K (27 degrees Celsius);
- The minimized laser energy decreases the hardness of the parts by the heat distributed in the local area, which has the effect of increasing the interatomic distances resulting in the decrease of the forces between the atoms;
- The propagation of the melting front due to the heat flow is different for each part;
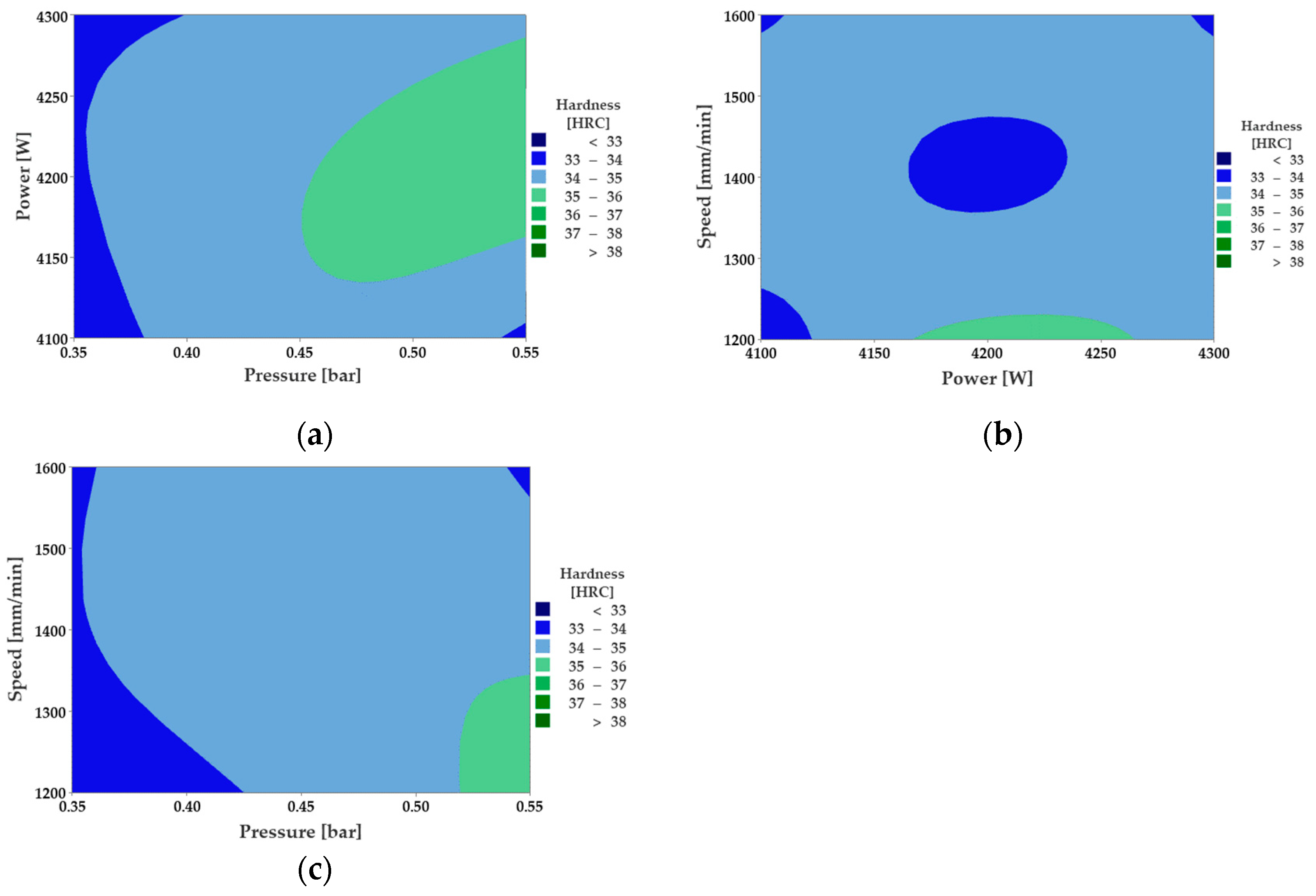
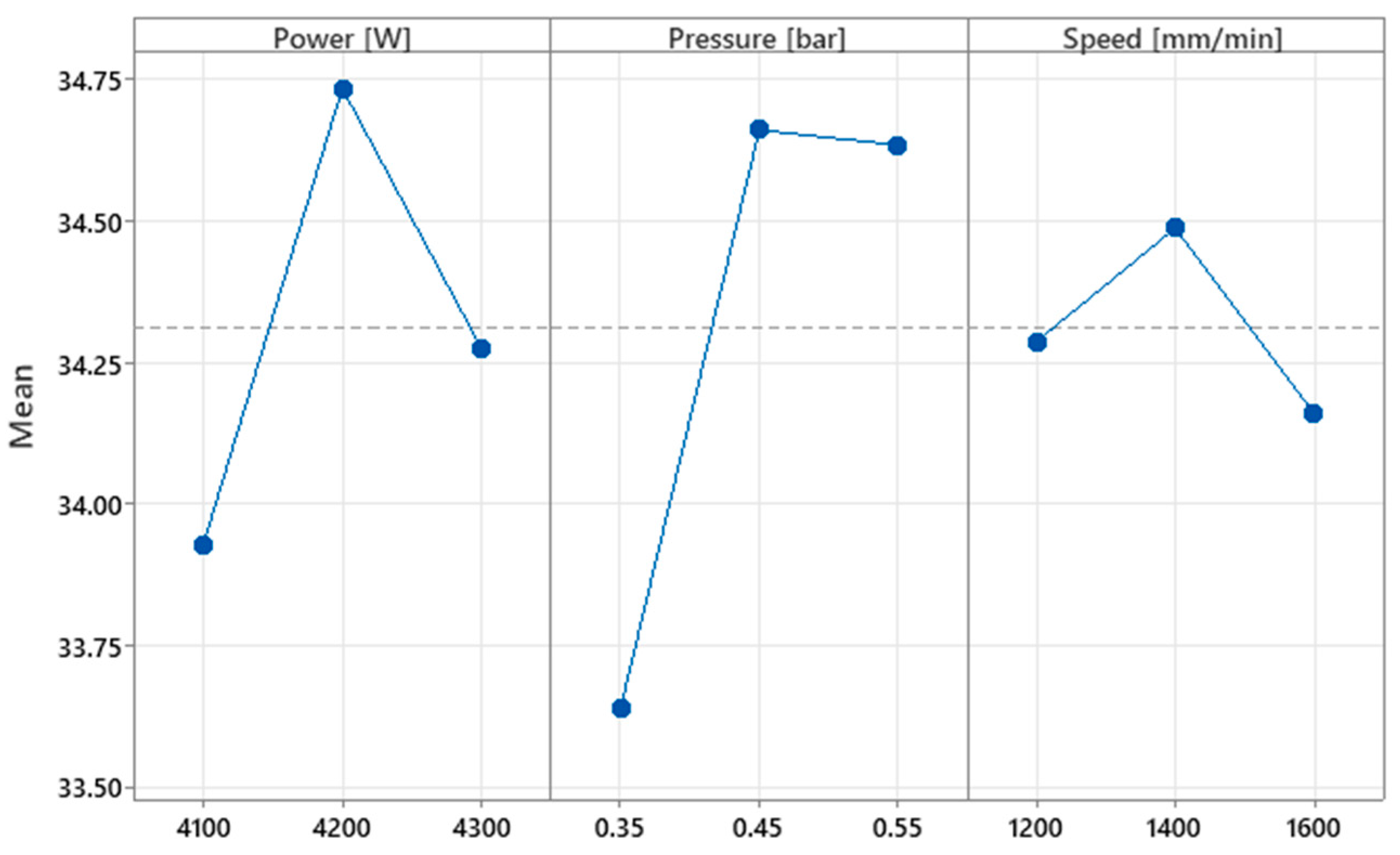
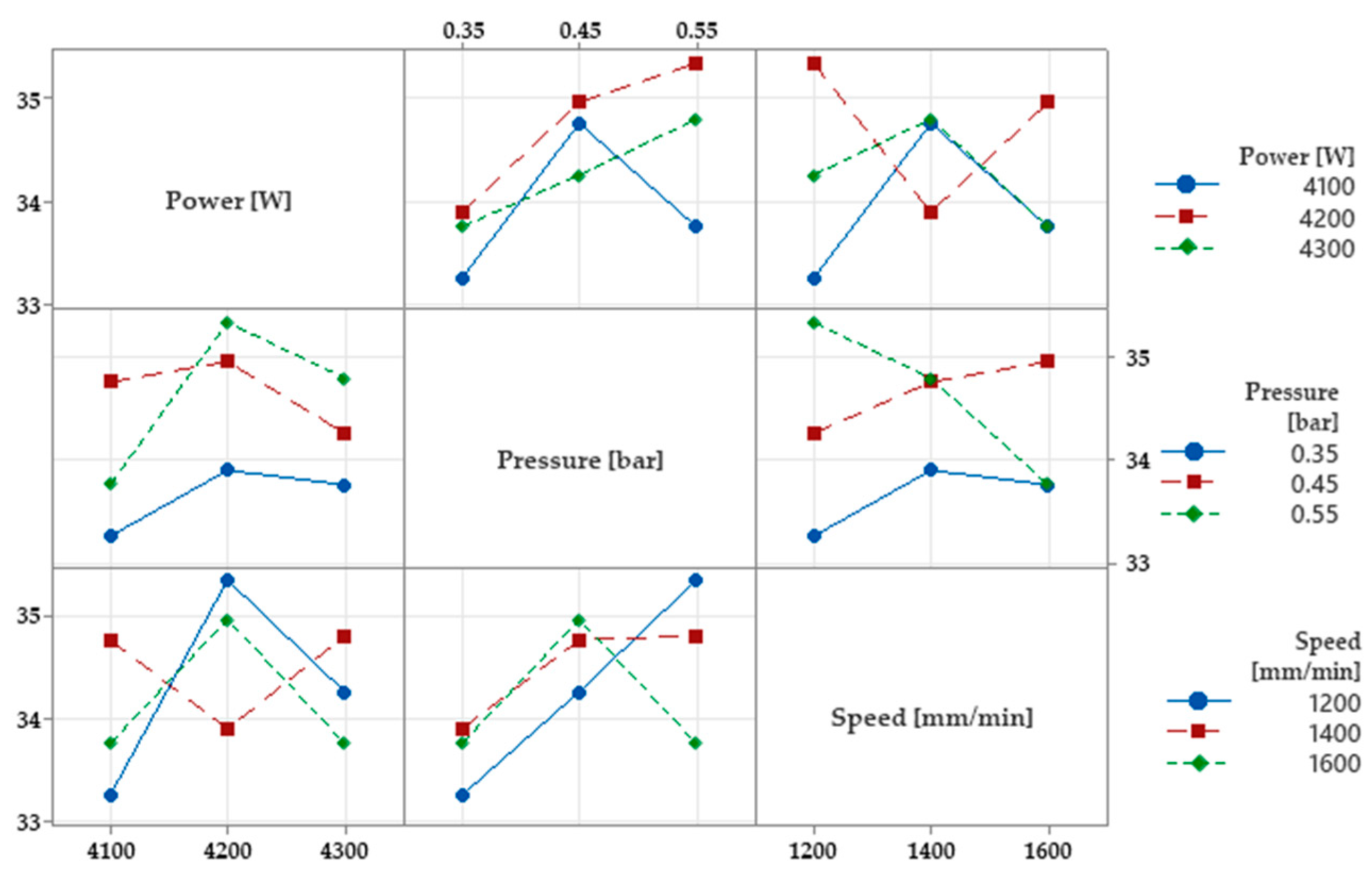
- HAZ is influenced by the main parameters of the cut, the unsteady thermal flow of the cut, and the physical properties of the material. High surface hardness is obtained under the conditions P = 4200 W, p = 0.45 bar, and v = 1400 mm/min.;
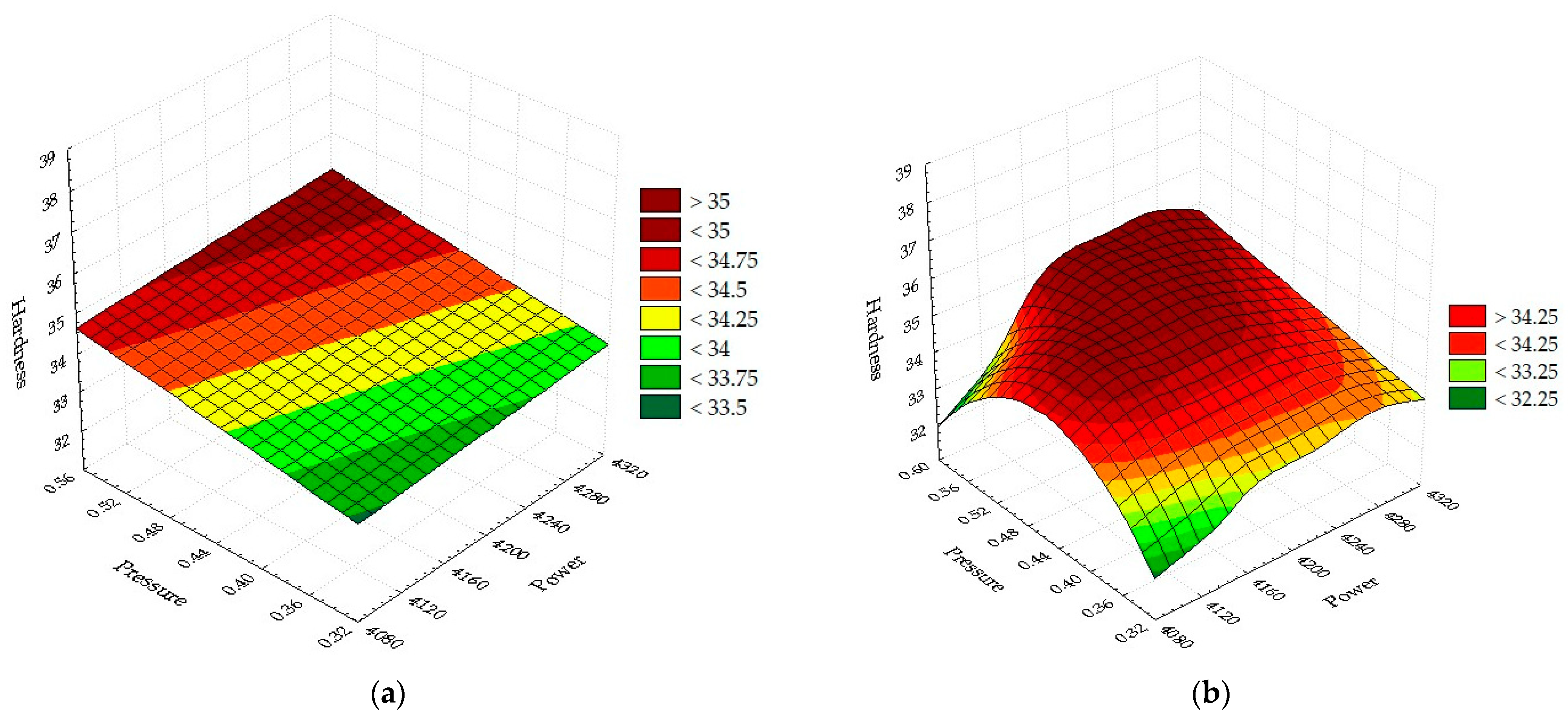
- The pressure-power graph recommends cutting parameter values p = 0.35 bar and P = 4100 W for Ha < 33 HRC;
- The regression graph between pressure and power shows a low hardness <32.25 HRC in the combination of p = 0.35 bar and P = 4100 W, which means that selecting the parameters at the minimum level generates the lowest hardness;
- ANOVA analysis shows that the most influential parameter on the hardness of Hardox 400 parts is gas pressure, followed by power and speed;
- The Newton interpolation method of hardness versus assist gas pressure confirms the ANOVA statistic that hardness is strongly related to cutting gas pressure;
- For the manufacture of parts with a hardness of 300 HB, the combination of laser power P = 4100 W, assistant gas pressure p = 0.35 bar, and cutting speed v = 1400 mm/min is recommended.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ulewicz, R.; Nový, F. Fatigue resistance and influence of cutting technology on the mechanical properties of modern steels used in the automotive industry. Procedia Eng. 2017, 192, 899–904. [Google Scholar] [CrossRef]
- Mouralova, K.; Prokes, T.; Benes, L.; Bednar, J. The Influence of WEDM parameters setup on the occurrence of defects when machining Hardox 400 steel. Materials 2019, 12, 3758. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guarino, S.; Ponticelli, S.G.; Venettacci, S. Environmental assessment of Selective Laser Melting compared with Laser Cutting of 316L stainless steel: A case study for flat washers’ production. CIRP J. Manuf. Sci. Technol. 2020, 31, 525–538. [Google Scholar] [CrossRef]
- Zhu, M.; Wei, C.; Guo, W.; Zhang, Z.; Ouyang, J.; Mativenga, P.; Li, L. Significant reduction in energy consumption and carbon emission while improving productivity in laser drilling of CFRP sheets with a novel stepped process parameter parallel ring method. J. Manuf. Mater. Process. 2022, 6, 7. [Google Scholar] [CrossRef]
- Drăgănescu, V.; Velculescu, V.G. Laser Thermal Processing; Academy Publishing House: Bucharest, Romania, 1986; pp. 70–149. [Google Scholar]
- Balasubramaniyan, C.; Rajkumar, K.; Santosh, S. Fiber Laser Cutting of Cu–Zr Added Quaternary NiTi Shape Memory Alloy: Experimental Investigation and Optimization. Arab. J. Sci. Eng. 2022, 48, 3665–3679. [Google Scholar] [CrossRef]
- Rajaram, N.; Sheikh-Ahmad, J.; Cheraghi, S.H. CO2 laser cut quality of 4130 steel. Int. J. Mach. Tools Manuf. 2003, 43, 351–358. [Google Scholar] [CrossRef]
- Pincjer, I.; Miketic, N.; Gvoic, V.; Maricic, K.; Vukelic, D.; Prica, M. Optimization of Tensile Strength in the Paper Material Cutting Process Based on CO2 Laser Process Parameters. Materials 2023, 16, 2719. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Jasiński, R.; Konat, Ł.; Szczepański, Ł. Analysis of the properties of Hardox extreme steel and possibilities of its applications in machinery. Metals 2021, 11, 162. [Google Scholar] [CrossRef]
- Yılmaz, D.; Aktaş, B.; Çalık, A.; Aytar, O.B. Boronizing effect on the radiation shielding properties of Hardox 450 and Hardox HiTuf steels. Radiat. Phys. Chem. 2019, 161, 55–59. [Google Scholar] [CrossRef]
- Hawryluk, M.; Lachowicz, M.M.; Marzec, J.; Nowak, K.; Suliga, M. Comparative Analysis of the Wear of NC11LV and Hardox 600 Steel Used in Tools for Extrusion of Clay Strands in the Process of Producing Ceramic Roof Tiles. Materials 2023, 16, 293. [Google Scholar] [CrossRef]
- Ligier, K.; Zemlik, M.; Lemecha, M.; Konat, Ł.; Napiórkowski, J. Analysis of Wear Properties of Hardox Steels in Different Soil Conditions. Materials 2022, 15, 7622. [Google Scholar] [CrossRef] [PubMed]
- Marzec, J.; Hawryluk, M.; Rychlik, M.; Lachowicz, M.M.; Suliga, M. Preliminary Studies of the Durability of Tools Used to Form Ceramic Tiles Made of Hardox 600 and NC11LV Steel. Materials 2021, 14, 1262. [Google Scholar] [CrossRef] [PubMed]
- Konat, Ł.; Zemlik, M.; Jasiński, R.; Grygier, D. Austenite Grain Growth Analysis in a Welded Joint of High-Strength Martensitic Abrasion-Resistant Steel Hardox 450. Materials 2021, 14, 2850. [Google Scholar] [CrossRef] [PubMed]
- Lemecha, M.; Napiórkowski, J.; Ligier, K.; Tarasiuk, W.; Sztukowski, K. Analysis of Wear Properties of Powder Metallurgy Steel in Abrasive Soil Mass. Materials 2022, 15, 6888. [Google Scholar] [CrossRef]
- Silva, A.P.; Węgrzyn, T.; Szymczak, T.; Szczucka-Lasota, B.; Łazarz, B. Hardox 450 Weld in Microstructural and Mechanical Approaches after Welding at Micro-Jet Cooling. Materials 2022, 15, 7118. [Google Scholar] [CrossRef] [PubMed]
- Zuo, Z.; Haowei, M.; Yarigarravesh, M.; Assari, A.H.; Tayyebi, M.; Tayebi, M.; Hamawandi, B. Microstructure, Fractography, and Mechanical Properties of Hardox 500 Steel TIG-Welded Joints by Using Different Filler Weld Wires. Materials 2022, 15, 8196. [Google Scholar] [CrossRef]
- Naik, D.K.; Maity, K. Experimental analysis of the effect of gas flow rate and nature on plasma arc cutting of Hardox 400. Weld. World 2020, 64, 345–352. [Google Scholar] [CrossRef]
- Ramos, J.; Figueras, J.; Moralejo, S.; Lamikiz-Mentxaka, A. Composition and surface state influence in laser process for steel sheets. DYNA 2020, 95, 497–502. [Google Scholar] [CrossRef]
- Szataniak, P.; Novy, F.; Ulewicz, R. HSLA steels—Comparison of cutting techniques. In Proceedings of the 23rd International Conference on Metallurgy and Materials, Brno, Czech Republic, 21–23 May 2014; pp. 778–783. [Google Scholar]
- Plăvițu, C. Molecular Physics, 2nd ed.; Didactic and Pedagogical Publishing House: Bucharest, Romania, 1977; pp. 37–153. [Google Scholar]
- Feyman, R. Modern Physics; Technical Publishing House: Bucharest, Romania, 1969–1970; Volume II, pp. 686–734. [Google Scholar]
- Chiriac, A.; Chiriac, V. General Physical Chemistry Course; University of Timisoara: Tameshburg, Romania, 1987; pp. 230–236. [Google Scholar]
- Yurdakul, M.; Tukel, T.; Tansel, Y. Development of a Goal Programming Model Based on Response Surface and Analytic Hierarchy Process Approaches for Laser Cutting Process Optimization of St-52 Steel Plates. J. Adv. Manuf. Syst. 2022, 21, 293–316. [Google Scholar] [CrossRef]
- Wardhana, B.S.; Anam, K.; Ogana, R.M.; Kurniawan, A. Laser cutting parameters effect on 316L stainless steel surface. IOP Conf. Ser. Mater. Sci. Eng. 2019, 494, 012041. [Google Scholar] [CrossRef]
- Boujelbene, M.; Alghamdi, A.S.; Miraoui, I.; Bayraktar, E.; Gazbar, M. Effects of the laser cutting parameters on the micro-hardness and on the heat affected zone of the mi-hardened steel. Int. J. Adv. Appl. Sci. 2017, 4, 19–25. [Google Scholar] [CrossRef]
- Miraoui, I.; Boujelbene, M.; Zaied, M. High-power laser cutting of steel plates: Heat affected zone analysis. Adv. Mater. Sci. Eng. 2016, 2016, 1242565. [Google Scholar] [CrossRef] [Green Version]
- Tahir, A.F.M.; Aqida, S.N. An investigation of laser cutting quality of 22MnB5 ultra high strength steel using response surface methodology. Opt. Laser Technol. 2017, 92, 142–149. [Google Scholar] [CrossRef] [Green Version]
- Petković, D.; Nikolić, V.; Milovančević, M.; Lazov, L. Estimation of the most influential factors on the laser cutting process heat affected zone (HAZ) by adaptive neuro-fuzzy technique. Infrared Phys. Technol. 2016, 77, 12–15. [Google Scholar] [CrossRef]
- Patel, R.A.; Bhavsarb, N.S. Laser machining of die steel (En-31): An experimental investigation to study the effect of process parameters. Adv. Mater. Process. Technol. 2022, 8, 688–702. [Google Scholar] [CrossRef]
- Çaydaş, l.; Hasçalık, A. Use of the grey relational analysis to determine optimum laser cutting parameters with multi-performance characteristics. Opt. Laser Technol. 2008, 40, 987–994. [Google Scholar] [CrossRef]
- Sołtysiak, R.; Wasilewski, P.; Sołtysiak, A.; Troszyński, A.; Maćkowiak, P. The analysis of fiber and CO2 laser cutting accuracy. MATEC Web Conf. 2019, 290, 03016. [Google Scholar] [CrossRef]
- Kubišová, M.; Pata, V.; Měřínská, D.; Škrobák, A.; Marcaník, M. Solving the issue of discriminant roughness of heterogeneous surfaces using elements of artificial intelligence. Materials 2021, 14, 2620. [Google Scholar] [CrossRef]
- Górka, J.; Poloczek, T. The influence of thermal cutting on the properties and quality of the cut surfaces toughened steel S960QL. IOP Conf. Ser. Mater. Sci. Eng. 2018, 400, 022032. [Google Scholar] [CrossRef] [Green Version]
- Zaitsev, A.V.; Ermolaev, G.V.; Polyanskiy, T.A.; Gurin, A.M. Numerical simulation of the shape of laser cut for fiber and CO2 lasers. AIP Conf. Proc. 2017, 1893, 030046. [Google Scholar] [CrossRef] [Green Version]
- Bursi, S.O.; D’Incau, M.; Zanon, G.; Raso, S.; Scardi, P. Laser and mechanical cutting effects on the cut-edge properties of steel S355N. J. Constr. Steel Res. 2017, 133, 181–191. [Google Scholar] [CrossRef]
- Boley, M.; Abt, F.; Weber, R.; Graf, T. X-Ray and optical videography for 3D measurement of capillary and melt pool geometry in laser welding. Phys. Procedia 2013, 41, 488–495. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez, G.A.; Carlos, A.M.; Guillermo, J.A. Metallographic study on alloy Zircaloy-4 of nuclear use. Procedia Mater. Sci. 2015, 8, 494–501. [Google Scholar] [CrossRef] [Green Version]
- Donţu, O. Laser Processing Technologies; Bucharest Technical Publishing House: Bucharest, Romania, 1985; pp. 154–196. [Google Scholar]
- Kusiński, J. Microstructure, chemical composition and properties of the surface layer of M2 steel after laser melting under different conditions. Appl. Surf. Sci. 1995, 86, 317–322. [Google Scholar] [CrossRef]
- Kukliński, M. Influence of microstructure and chemical composition on microhardness and wear properties of laser borided Monel 400. Materials 2020, 13, 5757. [Google Scholar] [CrossRef]
- Mehrpouya, M. Microstructural characterization and mechanical reliability of laser-machined structures. In Advances in Laser Materials Processing, 2nd ed.; Woodhead Publishing Series in Welding and Other Joining Technologies; Woodhead Publishing: London, UK, 2018; Chapter 25; pp. 731–761. [Google Scholar] [CrossRef]
- Boboescu, R. Laser Beam Melting of Metallic Materials with Welding Applications; Eurostampa: Timisoara, Romania, 2014; pp. 83–164. [Google Scholar]
- Yilbas, B.S. Entropy analysis in relation to laser shortpulse heating of silver. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 1049–1065. [Google Scholar] [CrossRef]
- Zanin, M.; Zunino, L.; Rosso, O.A.; Papo, D. Permutation entropy and its main biomedical and econophysics applications: A review. Entropy 2012, 14, 1553–1577. [Google Scholar] [CrossRef]
- Halliday, D.; Resnick, R. Physics; Didactic and Pedagogical Publishing House: Bucharest, Romania, 1975; Volume I, pp. 650–675. [Google Scholar]
- Cişman, A. General Physics; Technical Publishing House: Bucharest, Romania, 1962; Volume I, pp. 527–530. [Google Scholar]
- SSAB. Available online: https://www.ssab.com/en/brands-and-products/hardox (accessed on 10 December 2022).
- Khorasani, M.; Ghasemi, A.H.; Leary, M.; Sharabian, E.; Cordova, L.; Gibson, I.; Downing, D.; Bateman, S.; Brandt, M.; Rolfe, B. The effect of absorption ratio on meltpool features in laser-based powder bed fusion of IN718. Opt. Laser Technol. 2022, 153, 108263. [Google Scholar] [CrossRef]
- Klancnik, S.; Begic-Hajdarevic, D.; Paulic, M.; Ficko, M.; Cekic, A.; Cohodar Husic, M. Prediction of Laser Cut Quality for Tungsten Alloy Using the Neural Network Method. Strojniški Vestnik. J. Mech. Eng. 2015, 61, 714–720. [Google Scholar] [CrossRef]
- Hajdarevic, D.B.; Bijelonja, I. Laser Beam Machining of Tungsten Alloy: Experimental and. Numerical Analysis. Metals 2022, 12, 1863. [Google Scholar] [CrossRef]
- Corder, G.W.; Foreman, D.I. Nonparametric Statistics: A Step-by-Step Approach, 2nd ed.; Wiley: Hoboken, NJ, USA, 2014; pp. 15–19. [Google Scholar]
- Cox, D.R. Regression models and life-tables. J. R. Stat. Soc. 1972, 34, 187–202. [Google Scholar] [CrossRef]
- Popescu, I.M.; Sterian, P.E.; Lupaşcu, A.I. Problems Solved by the Physics of Lasers; Technical Publishing House: Bucharest, Romania, 1974. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying Element | C | Si | Mn | P | S | Cr | Ni | B | Mo |
|---|---|---|---|---|---|---|---|---|---|
| % | 0.14 | 0.69 | 1.60 | 0.024 | 0.01 | 0.3 | 0.25 | 0.004 | 0.25 |
| Parameter | Level | ||
|---|---|---|---|
| Laser power (W) | 4100 | 4200 | 4300 |
| Gas pressure (bar) | 0.35 | 0.45 | 0.55 |
| Cutting speed (mm/min) | 1200 | 1400 | 1600 |
| Experiment | Power [W] | Pressure [bar] | Speed [mm/min] | Hardness [HRC] |
|---|---|---|---|---|
| 1 | 4100 | 0.35 | 1200 | 33.5 |
| 3 | 4100 | 0.55 | 1600 | 33.4 |
| 4 | 4200 | 0.35 | 1400 | 34.6 |
| 5 | 4200 | 0.45 | 1600 | 34.9 |
| 6 | 4200 | 0.55 | 1200 | 34 |
| 7 | 4300 | 0.35 | 1600 | 32.8 |
| 8 | 4300 | 0.45 | 1200 | 32.5 |
| 9 | 4300 | 0.55 | 1400 | 33.6 |
| 10 | 4100 | 0.35 | 1200 | 32.4 |
| 11 | 4100 | 0.45 | 1400 | 33.7 |
| 12 | 4100 | 0.55 | 1600 | 34.5 |
| 13 | 4200 | 0.35 | 1400 | 33.6 |
| 14 | 4200 | 0.45 | 1600 | 38.3 |
| 15 | 4200 | 0.55 | 1200 | 35.4 |
| 16 | 4300 | 0.35 | 1600 | 33.9 |
| 17 | 4300 | 0.45 | 1200 | 34.8 |
| 18 | 4300 | 0.55 | 1400 | 35.5 |
| 19 | 4100 | 0.35 | 1200 | 33.4 |
| 20 | 4100 | 0.45 | 1400 | 34.5 |
| 21 | 4100 | 0.55 | 1600 | 32.1 |
| 22 | 4200 | 0.35 | 1400 | 34.6 |
| 23 | 4200 | 0.45 | 1600 | 35.1 |
| 24 | 4200 | 0.55 | 1200 | 36.7 |
| 25 | 4300 | 0.35 | 1600 | 33.5 |
| 26 | 4300 | 0.45 | 1200 | 34 |
| 27 | 4300 | 0.55 | 1400 | 34.7 |
| 28 | 4100 | 0.35 | 1200 | 34.2 |
| 29 | 4100 | 0.45 | 1400 | 33.5 |
| 30 | 4100 | 0.55 | 1600 | 33 |
| 31 | 4200 | 0.35 | 1400 | 32.8 |
| 32 | 4200 | 0.45 | 1600 | 32.4 |
| 33 | 4200 | 0.55 | 1200 | 35.9 |
| 34 | 4300 | 0.35 | 1600 | 34.3 |
| 35 | 4300 | 0.45 | 1200 | 33.4 |
| 36 | 4300 | 0.55 | 1400 | 34.2 |
| 37 | 4100 | 0.35 | 1200 | 32.8 |
| 38 | 4100 | 0.45 | 1400 | 37.5 |
| 39 | 4100 | 0.55 | 1600 | 35.8 |
| 40 | 4200 | 0.35 | 1400 | 33.9 |
| 41 | 4200 | 0.45 | 1600 | 34.1 |
| 42 | 4200 | 0.55 | 1200 | 34.7 |
| 43 | 4300 | 0.35 | 1600 | 34.3 |
| 44 | 4300 | 0.45 | 1200 | 36.6 |
| 45 | 4300 | 0.55 | 1400 | 36 |
| Experiment | Initial | Replica | Average | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| Hardness [HRC] | 33.76 | 36.03 | 35.00 | 34.19 | 35.73 | 34.94 |
| Part | 21 | 18 | 14 |
|---|---|---|---|
| Hardness [HRC] | 32.1 | 35.5 | 38.3 |
| Entropy [mJ/K] | 20.21 | 34.85 | 46.93 |
| Source | DF | SS | MS | F | p | Remark |
|---|---|---|---|---|---|---|
| V | 2 | 4.9124 | 2.4562 | 1.47 | 0.244 | Insignificant |
| p | 2 | 10.1391 | 5.0696 | 3.03 | 0.050 | Significant |
| P | 2 | 0.8138 | 0.4069 | 0.24 | 0.786 | Insignificant |
| Error | 38 | 63.6791 | 1.6758 | |||
| Total | 44 | 79.5444 | ||||
| R-Sq. = 19.95%, R-Sq. (Adj.) = 7.31%, S = 1.29451 | ||||||
| Number | Pressure (Bar) | Hardness (HRC) |
|---|---|---|
| 1 | p1 = 0.35 | y1 = f(p1) = 33.5 |
| 2 | p2 = 0.45 | y2 = f(p2) = 34.6 |
| 3 | p3 = 0.45 | y3 = f(p3) = 33.4 |
| Temperature T1 | Temperature T2 | Total magnetic moment M1 | Total magnetic moment M2 | Entropy variation S12 | Heat given Q12 |
|---|---|---|---|---|---|
| 3 K | 1 K | 30.4 A∗m2 | 91.2 A∗m2 | −330.6 mJ/K | −99.1 J |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Girdu, C.C.; Gheorghe, C. Study of the Relationship between Entropy and Hardness in Laser Cutting of Hardox Steel. Materials 2023, 16, 4540. https://doi.org/10.3390/ma16134540
Girdu CC, Gheorghe C. Study of the Relationship between Entropy and Hardness in Laser Cutting of Hardox Steel. Materials. 2023; 16(13):4540. https://doi.org/10.3390/ma16134540
Chicago/Turabian StyleGirdu, Constantin Cristinel, and Catalin Gheorghe. 2023. "Study of the Relationship between Entropy and Hardness in Laser Cutting of Hardox Steel" Materials 16, no. 13: 4540. https://doi.org/10.3390/ma16134540