
Comprehensive Analysis of Different Coating Materials on the POM Substrate

Abstract
:1. Introduction
2. Materials and Methods
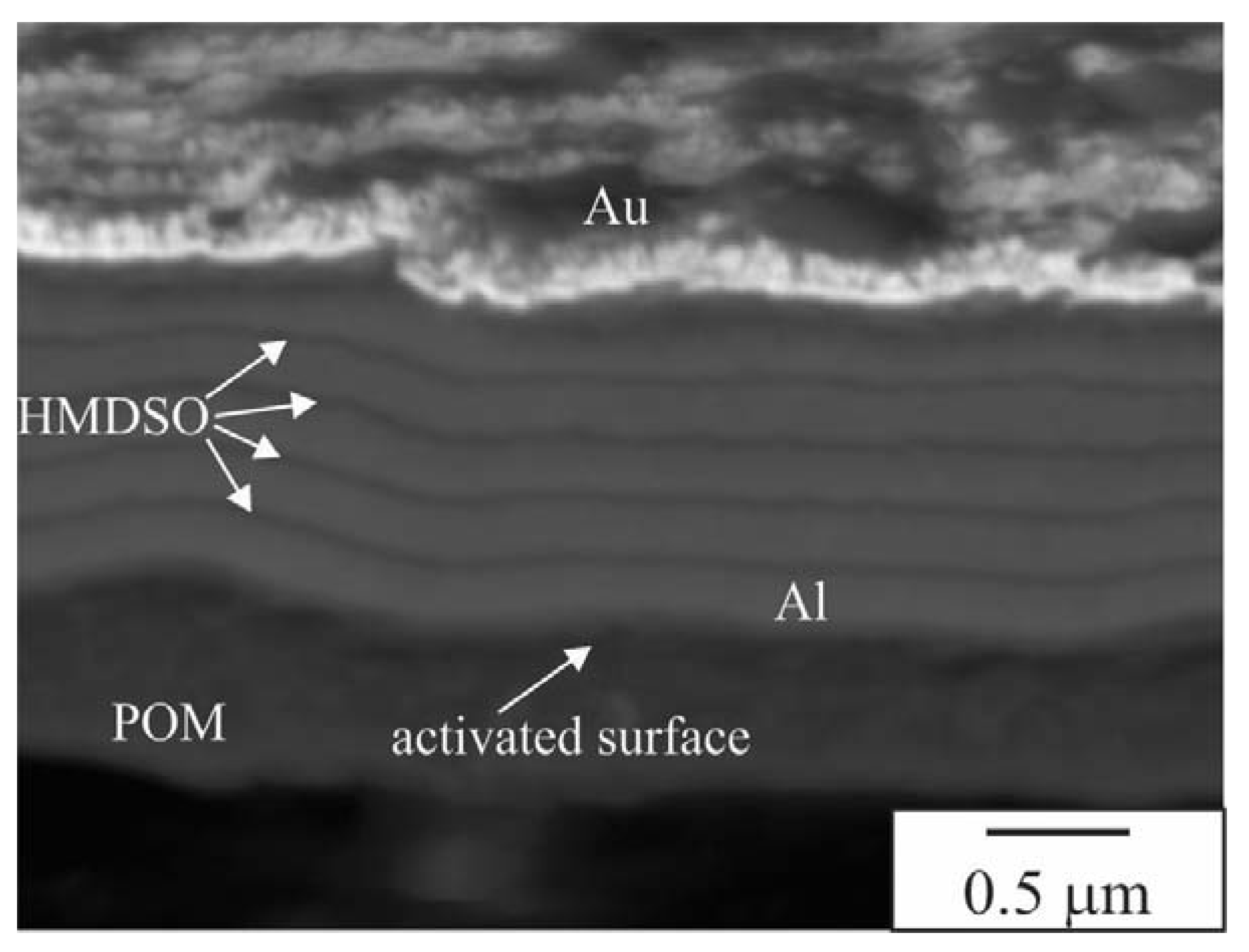
2.1. Deposition Process
2.2. Characterisation of Coatings
2.3. Indentation Tests and Adhesion Analysis
3. Results and Discussion
Coating Characterisation
4. Conclusions
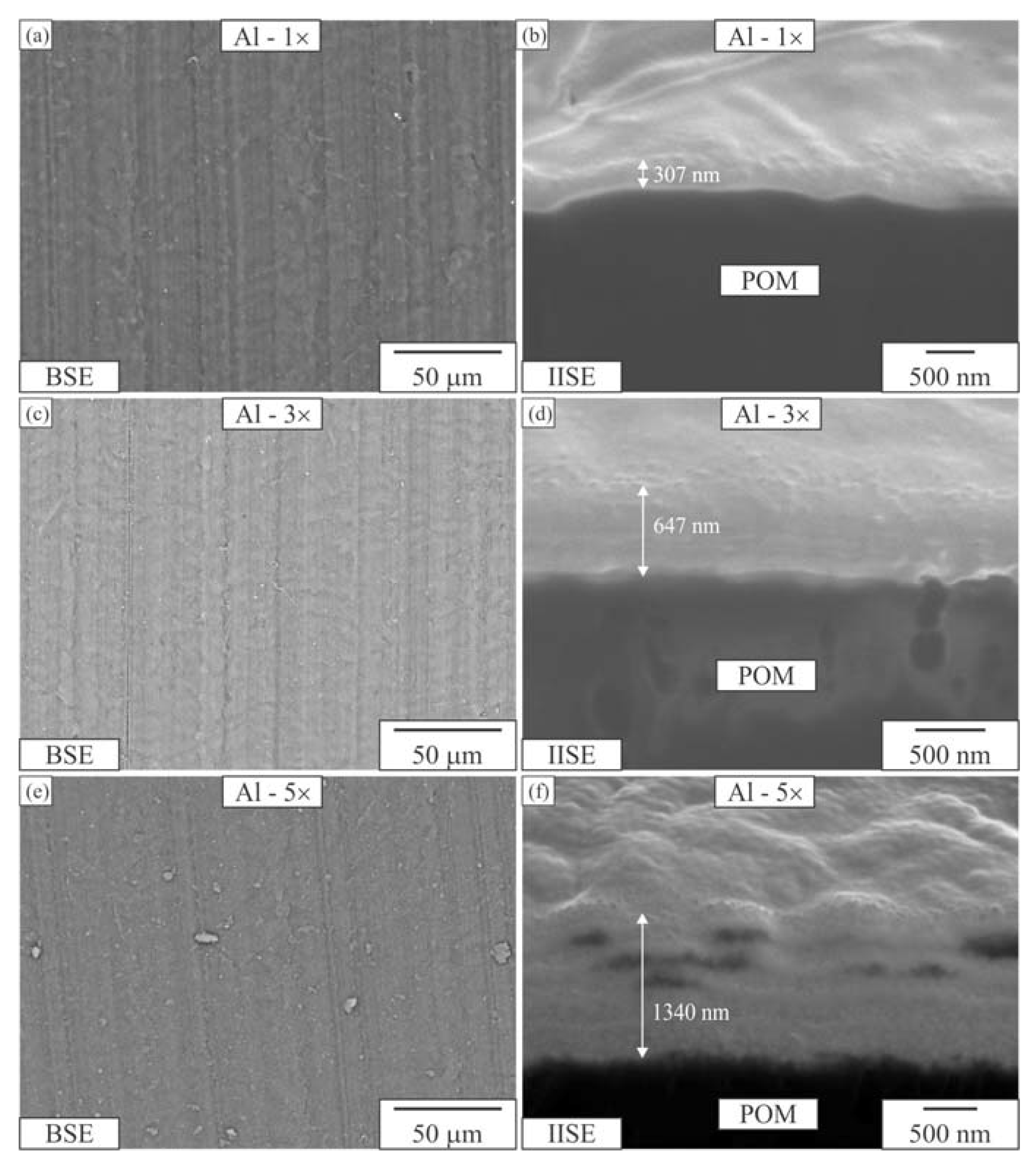
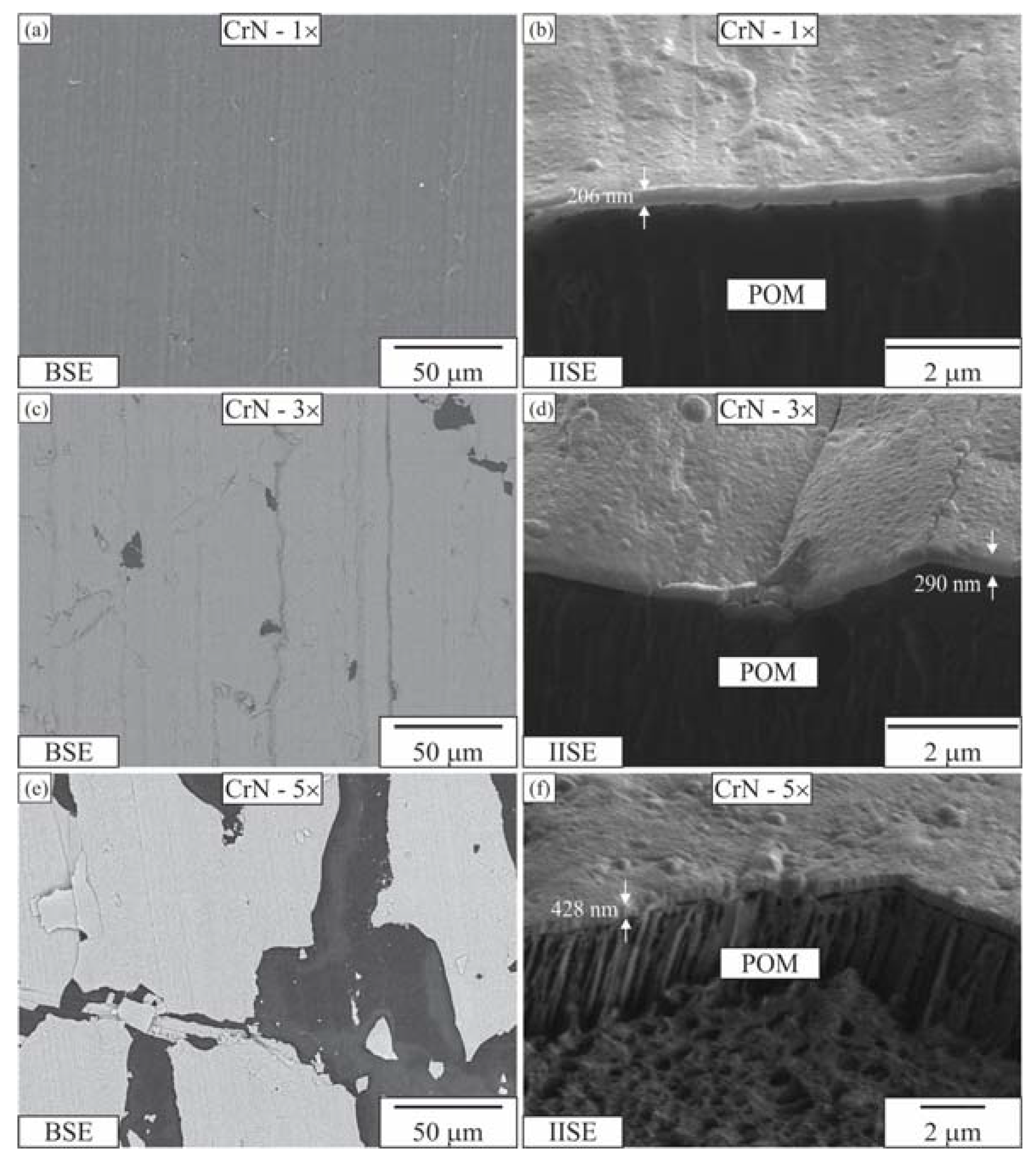
- The coatings exhibited macroscopic uniformity. On the microscale, only the Al coatings displayed uniformity and complete coverage of the surface. The one-layer CrN coating also exhibited uniformity, but the coverage decreased with an increase in the number of CrN layers. The Cr coating, however, displayed significant non-uniformity.
- The coefficient of friction did not show any significant changes with the application of coatings, except in the case of Al coatings. A five-layer Al coating resulted in a reduction of over 50% in the coefficient of friction compared to uncoated POM.
- The scratch resistance was significantly improved in Al-coated POM, while the other coatings did not provide substantial improvement.
- The typical industrial process used for depositing multiple layers was found to be unsuitable for the deposition of Cr and CrN coatings. Optimal parameters should be determined for each specific coating material.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Trobentar, B.; Kulovec, S.; Hlebanja, G.; Glodež, S. Experimental Failure Analysis of S-Polymer Gears. Eng. Fail. Anal. 2020, 111, 104496. [Google Scholar] [CrossRef]
- Zorko, D.; Demšar, I.; Tavčar, J. An Investigation on the Potential of Bio-Based Polymers for Use in Polymer Gear Transmissions. Polym. Test. 2021, 93, 106994. [Google Scholar] [CrossRef]
- Galeja, M.; Wypiór, K.; Wachowicz, J.; Kędzierski, P.; Hejna, A.; Marć, M.; Klewicz, K.; Gabor, J.; Okła, H.; Swinarew, A.S. POM/EVA Blends with Future Utility in Fused Deposition Modeling. Materials 2020, 13, 2912. [Google Scholar] [CrossRef]
- Pieniak, D.; Jedut, R.; Gil, L.; Kupicz, W.; Borucka, A.; Selech, J.; Bartnik, G.; Przystupa, K.; Krzysiak, Z. Comparative Evaluation of the Tribological Properties of Polymer Materials with Similar Shore Hardness Working in Metal-Polymer Friction Systems. Materials 2023, 16, 573. [Google Scholar] [CrossRef]
- Miler, D.; Hoić, M.; Domitran, Z.; Žeželj, D. Prediction of Friction Coefficient in Dry-Lubricated Polyoxymethylene Spur Gear Pairs. Mech. Mach. Theory 2019, 138, 205–222. [Google Scholar] [CrossRef]
- Domitran, Z.; Žeželj, D.; Katana, B. Influence of contact pressure and sliding speed on the temperature and coefficient of friction in sliding contact between two PET samples. Teh. Vjesn. Tech. Gaz. 2016, 23, 389–396. [Google Scholar] [CrossRef] [Green Version]
- Zorko, D.; Kulovec, S.; Duhovnik, J.; Tavčar, J. Durability and design parameters of a Steel/PEEK gear pair. Mech. Mach. Theory 2019, 140, 825–846. [Google Scholar] [CrossRef]
- Tavčar, J.; Grkman, G.; Duhovnik, J. Accelerated Lifetime Testing of Reinforced Polymer Gears. J. Adv. Mech. Des. Syst. Manuf. 2018, 12, JAMDSM0006. [Google Scholar] [CrossRef] [Green Version]
- Senthilvelan, S.; Gnanamoorthy, R. Damping Characteristics of Unreinforced, Glass and Carbon Fiber Reinforced Nylon 6/6 Spur Gears. Polym. Test. 2006, 25, 56–62. [Google Scholar] [CrossRef]
- Matkovič, S.; Pogačnik, A.; Kalin, M. Wear-Coefficient Analyses for Polymer-Gear Life-Time Predictions: A Critical Appraisal of Methodologies. Wear 2021, 480–481, 203944. [Google Scholar] [CrossRef]
- Kalin, M.; Kupec, A. The Dominant Effect of Temperature on the Fatigue Behaviour of Polymer Gears. Wear 2017, 376–377, 1339–1346. [Google Scholar] [CrossRef]
- Hribersek, M.; Erjavec, M.; Hlebanja, G.; Kulovec, S. Durability Testing and Characterization of POM Gears. Eng. Fail. Anal. 2021, 124, 105377. [Google Scholar] [CrossRef]
- Singh, P.K.; Siddhartha; Singh, A.K. An Investigation on the Thermal and Wear Behavior of Polymer Based Spur Gears. Tribol. Int. 2018, 118, 264–272. [Google Scholar] [CrossRef]
- Li, W.; Wood, A.; Weidig, R.; Mao, K. An Investigation on the Wear Behaviour of Dissimilar Polymer Gear Engagements. Wear 2011, 271, 2176–2183. [Google Scholar] [CrossRef]
- Evans, S.; Keogh, P. Wear Mechanisms in Polyoxymethylene Spur Gears. Wear 2019, 428–429, 356–365. [Google Scholar] [CrossRef]
- Mao, K.; Langlois, P.; Hu, Z.; Alharbi, K.; Xu, X.; Milson, M.; Li, W.; Hooke, C.; Chetwynd, D. The Wear and Thermal Mechanical Contact Behaviour of Machine Cut Polymer Gears. Wear 2015, 332–333, 822–826. [Google Scholar] [CrossRef]
- Liu, H.; Liu, H.; Zhu, C.; Wei, P.; Tang, J. Tribological Behavior of Coated Spur Gear Pairs with Tooth Surface Roughness. Friction 2019, 7, 117–128. [Google Scholar] [CrossRef] [Green Version]
- Martinez-Martinez, D.; De Hosson, J. On the Deposition and Properties of DLC Protective Coatings on Elastomers: A Critical Review. Surf. Coat. Technol. 2014, 258, 677–690. [Google Scholar] [CrossRef]
- Dearn, K.; Hoskins, T.; Petrov, D.; Reynolds, S.; Banks, R. Applications of Dry Film Lubricants for Polymer Gears. Wear 2013, 298–299, 99–108. [Google Scholar] [CrossRef]
- Hoskins, T.; Dearn, K.; Chen, Y.; Kukureka, S. The Wear of PEEK in Rolling–Sliding Contact—Simulation of Polymer Gear Applications. Wear 2014, 309, 35–42. [Google Scholar] [CrossRef] [Green Version]
- Bae, S.-M.; Seo, K.-J.; Kim, D.-E. Effect of Friction on the Contact Stress of a Coated Polymer Gear. Friction 2020, 8, 1169–1177. [Google Scholar] [CrossRef]
- Baptista, A.; Silva, F.J.G.; Porteiro, J.; Míguez, J.L.; Pinto, G. Sputtering Physical Vapour Deposition (PVD) Coatings: A Critical Review on Process Improvement and Market Trend Demands. Coatings 2018, 8, 402. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, A.A.; Silva, F.J.G.; Pinto, A.G.; Sousa, V.F.C. Characterization of Thin Chromium Coatings Produced by PVD Sputtering for Optical Applications. Coatings 2021, 11, 215. [Google Scholar] [CrossRef]
- Baptista, A.; Pinto, G.; Silva, F.J.G.; Ferreira, A.A.; Pinto, A.G.; Sousa, V.F.C. Wear Characterization of Chromium PVD Coatings on Polymeric Substrate for Automotive Optical Components. Coatings 2021, 11, 555. [Google Scholar] [CrossRef]
- Zarka, M.; Dikici, B.; Niinomi, M.; Ezirmik, K.; Nakai, M.; Yilmazer, H. A Systematic Study of β-Type Ti-Based PVD Coatings on Magnesium for Biomedical Application. Vacuum 2021, 183, 109850. [Google Scholar] [CrossRef]
- Geyao, L.; Yang, D.; Wanglin, C.; Chengyong, W. Development and Application of Physical Vapor Deposited Coatings for Medical Devices: A Review. Procedia CIRP 2020, 89, 250–262. [Google Scholar] [CrossRef]
- Bello, M.; Shanmugan, S. Achievements in Mid and High-Temperature Selective Absorber Coatings by Physical Vapor Deposition (PVD) for Solar Thermal Application—A Review. J. Alloys Compd. 2020, 839, 155510. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances on Coated Milling Tool Technology—A Comprehensive Review. Coatings 2020, 10, 235. [Google Scholar] [CrossRef] [Green Version]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances in Turning Processes Using Coated Tools—A Comprehensive Review. Metals 2020, 10, 170. [Google Scholar] [CrossRef] [Green Version]
- Bin Abdullah, M.Z.; Ahmad, M.A.; Abdullah, A.N.; Othman, M.H.; Hussain, P.; Zainuddin, A. Metal Release of Multilayer Coatings by Physical Vapour Deposition (PVD). Procedia Eng. 2016, 148, 254–260. [Google Scholar] [CrossRef] [Green Version]
- Imbeni, V.; Martini, C.; Lanzoni, E.; Poli, G.; Hutchings, I. Tribological behaviour of multi-layered PVD nitride coatings. Wear 2001, 251, 997–1002. [Google Scholar] [CrossRef]
- Mattox, D.M. The Foundations of Vacuum Coating Technology; Noyes Publications: Norwich, UK, 2003. [Google Scholar]
- Pedrosa, P.; Rodrigues, M.S.; Neto, M.A.; Oliveira, F.J.; Silva, R.F.; Borges, J.; Amaral, M.; Ferreira, A.; Godinho, L.H.; Carvalho, S.; et al. Properties of CrN Thin Films Deposited in Plasma-Activated ABS by Reactive Magnetron Sputtering. Surf. Coat. Technol. 2018, 349, 858–866. [Google Scholar] [CrossRef]
- Frach, P.; Glöß, D.; Metzner, C.; Modes, T.; Scheffel, B.; Zywitzki, O. Deposition of photocatalytic TiO2 layers by pulse magnetron sputtering and by plasma-activated evaporation. Vacuum 2006, 80, 679–683. [Google Scholar] [CrossRef]
- Dallaeva, D.; Bilalov, B.; Gitikchiev, M.; Kardashova, G.; Safaraliev, G.; Tománek, P.; Škarvada, P.; Smith, S. Structural properties of Al2O3/AlN thin film prepared by magnetron sputtering of Al in HF-activated nitrogen plasma. Thin Solid Films 2012, 526, 92–96. [Google Scholar] [CrossRef]
- Polanec, B.; Zupanič, F.; Bončina, T.; Tašner, F.; Glodež, S. Experimental Investigation of the Wear Behaviour of Coated Polymer Gears. Polymers 2021, 13, 3588. [Google Scholar] [CrossRef]
- ASTM C1624-22; Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM International: West Conshohocken, PA, USA, 2022.
- EN ISO 20502; Determination of Adhesion of Ceramic Coatings by Scratch Testing (ISO 20502:2005 Including Cor 1:2009). European Standards: Brussels, Belgium, 2016.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Process | Pumping Time [s] | Starting Pressure [mbar] | Mass Flow Contr. | Regulation Pressure [mbar] | Process Time [s] | Regulation Energy [kWs] | T [°C] | |
|---|---|---|---|---|---|---|---|---|---|
| Min | Max | ||||||||
| Al | Plasma activation | 10 | 5·10−3 | 800 | 3·10−2 | 18 | 198 | - | - |
| Magnetron sputtering | 150 | 4·10−4 | 500 | 2.2·10−3 | 62 | 10,500 | 30 | 90 | |
| Plasma polymerisation | 1 | 1.5·10−2 | 300 | 2·10−2 | 50 | 582 | - | - | |
| Cr | Magnetron sputtering | 80 | 6·10−4 | 500 | 3·10−3 | 105 | 10,200 | 25 | 90 |
| CrN | Magnetron sputtering | 80 | 6·10−4 | 500 | 3·10−3 | 105 | 10,200 | 25 | 90 |
| Reactive metallisation | 90 | 9·10−4 | 120 | 3.4·10−3 | 67 | 6200 | 40 | 90 | |
| Surface Layer | C | N | O | Al | Si | Cr | Fe |
|---|---|---|---|---|---|---|---|
| POM-1 layer Al | 37.1 ± 5.2 | 54.7 ± 2.4 | 7.9 ± 1.3 | 0.3 ± 0.2 | |||
| POM-3 layers Al | 18.3 ± 6.3 | 42.4 ± 1.3 | 36.8 ± 2.0 | 2.5 ± 1.5 | |||
| POM-5 layers Al | 20.4 ± 2.1 | 25.8 ± 1.9 | 50.4 ± 2.2 | 3.4 ± 1.7 | |||
| POM-1 layer Cr | 47.4 ± 6.2 | 26.7 ± 2.4 | 26.0 ± 1.4 | 1.3 ± 0.6 | |||
| POM-3 layers Cr | 22.5 ± 4.1 | 16.8 ± 1.4 | 60.7 ± 6.0 | 2.5 ± 1.2 | |||
| POM-5 layers Cr | 7.7 ± 2.7 | 16.5 ± 2.1 | 76.2 ± 3.6 | 2.4 ± 0.7 | |||
| POM-1 layer CrN | 45.6 ± 6.0 | 10.3 ± 2.2 | 38.2 ± 5.8 | 5.9 ± 11.4 | |||
| POM-3 layers CrN | 22.8 ± 5.9 | 24.0 ± 3.6 | 35.5 ± 0.9 | 17.8 ± 2.2 | |||
| POM-5 layers CrN | 9.6 ± 1.0 | 22.5 ± 3.1 | 30.5 ± 2.5 | 37.5 ± 3.6 |
| Coating | Coating Thickness [nm] | Hardness [MPa] | Reduced Modulus [GPa] |
|---|---|---|---|
| POM | - | 100 ± 1 | 3.2 ± 0.2 |
| POM-1 layer Al | 301 ± 16 | 172 ± 33 | 5.2 ± 0.6 |
| POM-3 layers Al | 657 ± 26 | 214 ± 26 | 5.2 ± 1.1 |
| POM-5 layers Al | 1188 ± 225 | 318 ± 63 | 6.0 ± 1.2 |
| POM-1 layer Cr | 201 ± 141 | 765 ± 116 | 8.3 ± 0.9 |
| POM-3 layers Cr | 417 ± 124 | 135 ± 13 | 3.7 ± 0.3 |
| POM-5 layers Cr | 413 ± 88 | 91 ± 9 | 2.9 ± 0.1 |
| POM-1 layer CrN | 209 ± 21 | 121 ± 11 | 2.5 ± 0.1 |
| POM-3 layers CrN | 342 ± 34 | 131 ± 16 | 4.4 ± 0.7 |
| POM-5 layers CrN | 454 ± 45 | 167 ± 30 | 5.1 ± 0.7 |
| Surface Layer | One Layer | Three Layers | Five Layers |
|---|---|---|---|
| POM | 0.22 ± 0.05 | ||
| Al | 0.21 ± 0.05 | 0.16 ± 0.12 | 0.09 ± 0.05 |
| Cr | 0.24 ± 0.08 | 0.25 ± 0.09 | 0.16 ± 0.04 |
| CrN | 0.24 ± 0.18 | 0.23 ± 0.06 | 0.20 ± 0.08 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bončina, T.; Glodež, S.; Polanec, B.; Hočuršćak, L.; Zupanič, F. Comprehensive Analysis of Different Coating Materials on the POM Substrate. Materials 2023, 16, 4365. https://doi.org/10.3390/ma16124365
Bončina T, Glodež S, Polanec B, Hočuršćak L, Zupanič F. Comprehensive Analysis of Different Coating Materials on the POM Substrate. Materials. 2023; 16(12):4365. https://doi.org/10.3390/ma16124365
Chicago/Turabian StyleBončina, Tonica, Srečko Glodež, Brigita Polanec, Lara Hočuršćak, and Franc Zupanič. 2023. "Comprehensive Analysis of Different Coating Materials on the POM Substrate" Materials 16, no. 12: 4365. https://doi.org/10.3390/ma16124365