
Current Trends in Spent Portable Lithium Battery Recycling




Abstract
:1. Introduction
- to obtain a valuable secondary source of the present materials, mainly metals, whose content in spent lithium cells often exceeds their content in primary raw materials;
- to save natural resources and energy;
- obtain saleable products with high added value;
- to achieve self-sufficiency in raw materials, etc.
- by precipitation in the form of sparingly soluble compounds;
- by cementation in the form of a cementation precipitate;
- by solvent extraction;
- by electrowinning.
2. Characterization of Portable LiBs
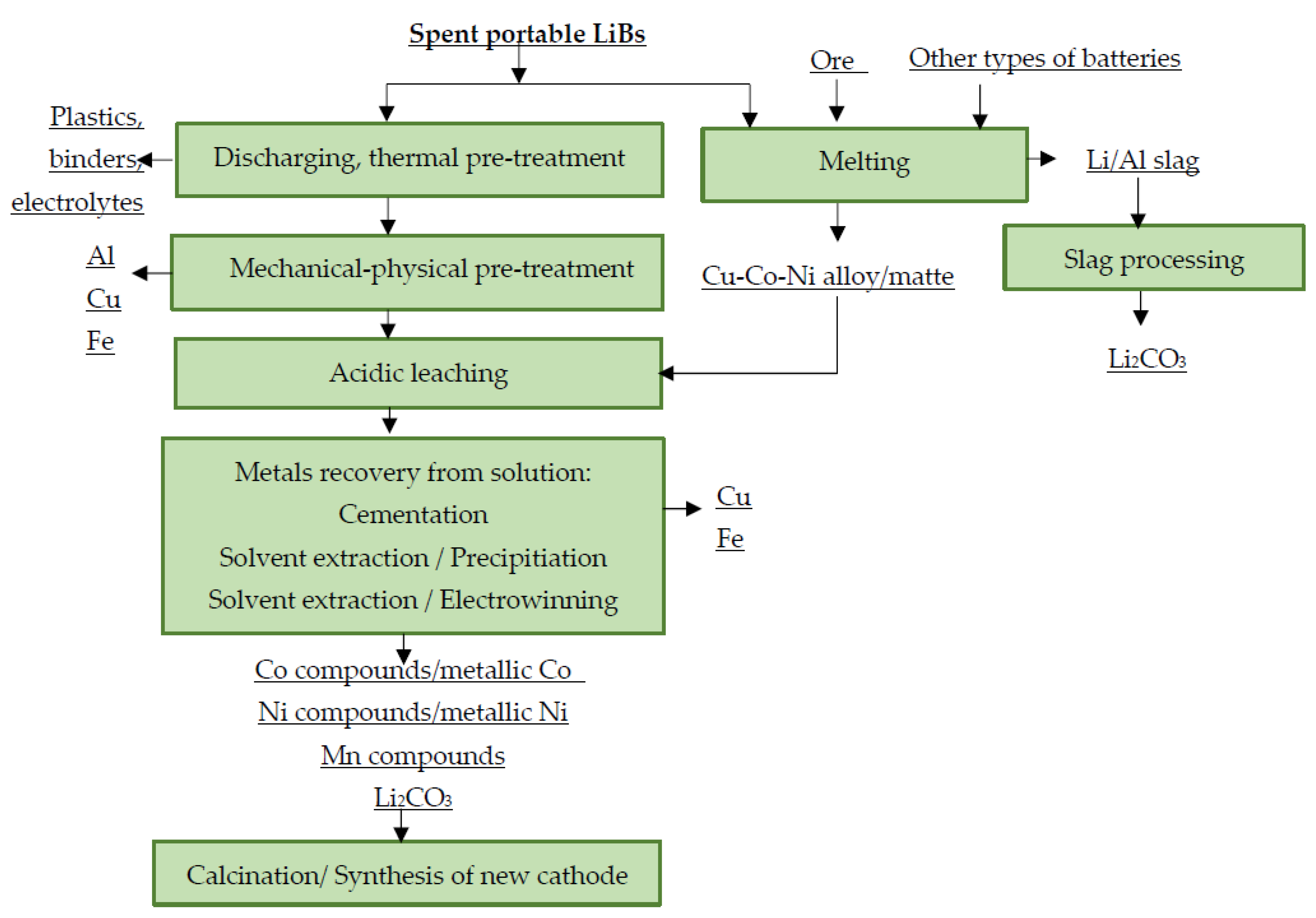
3. Possibilities of Spent Portable LiB Recycling
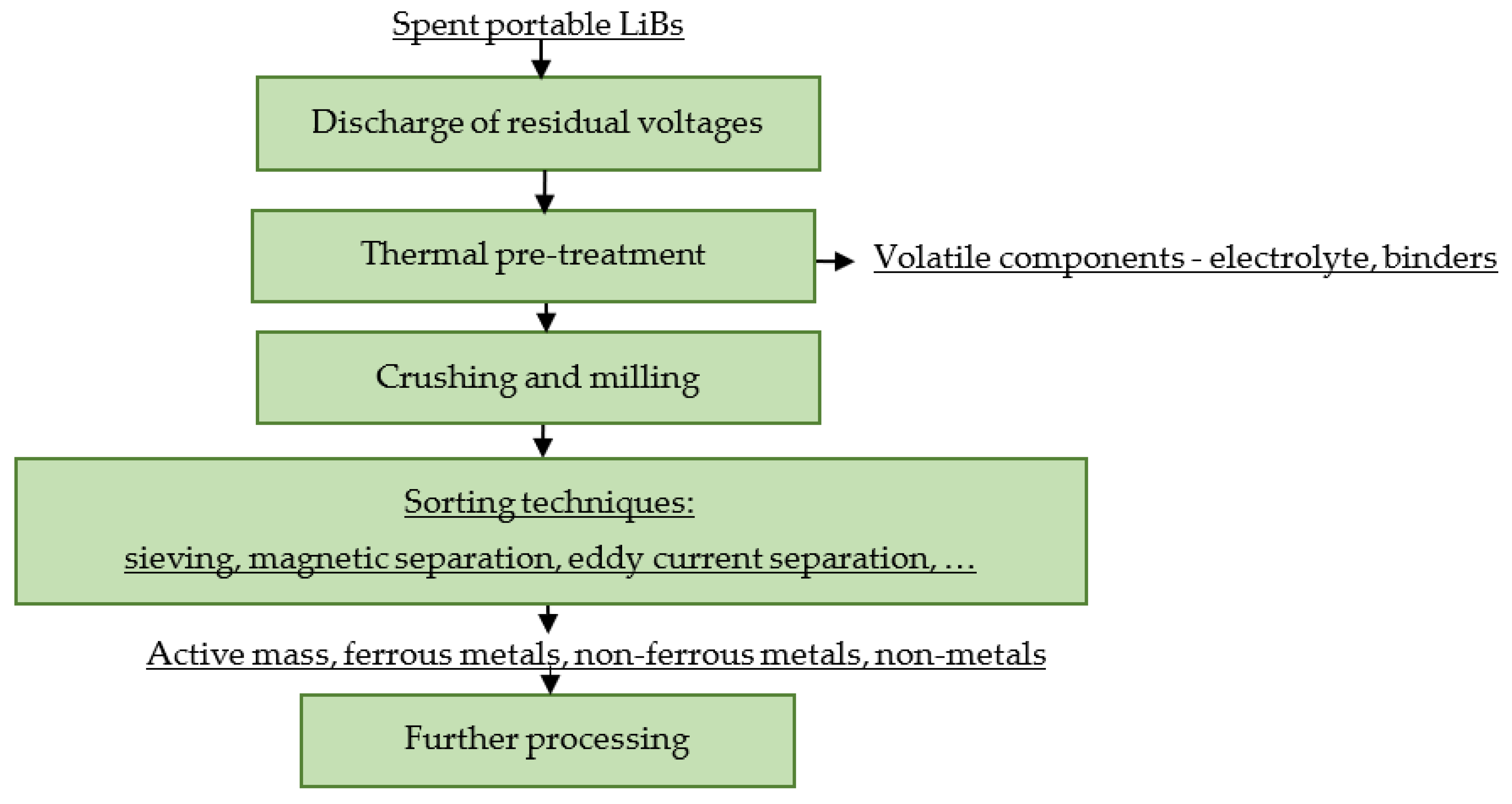
3.1. Pre-Treatment
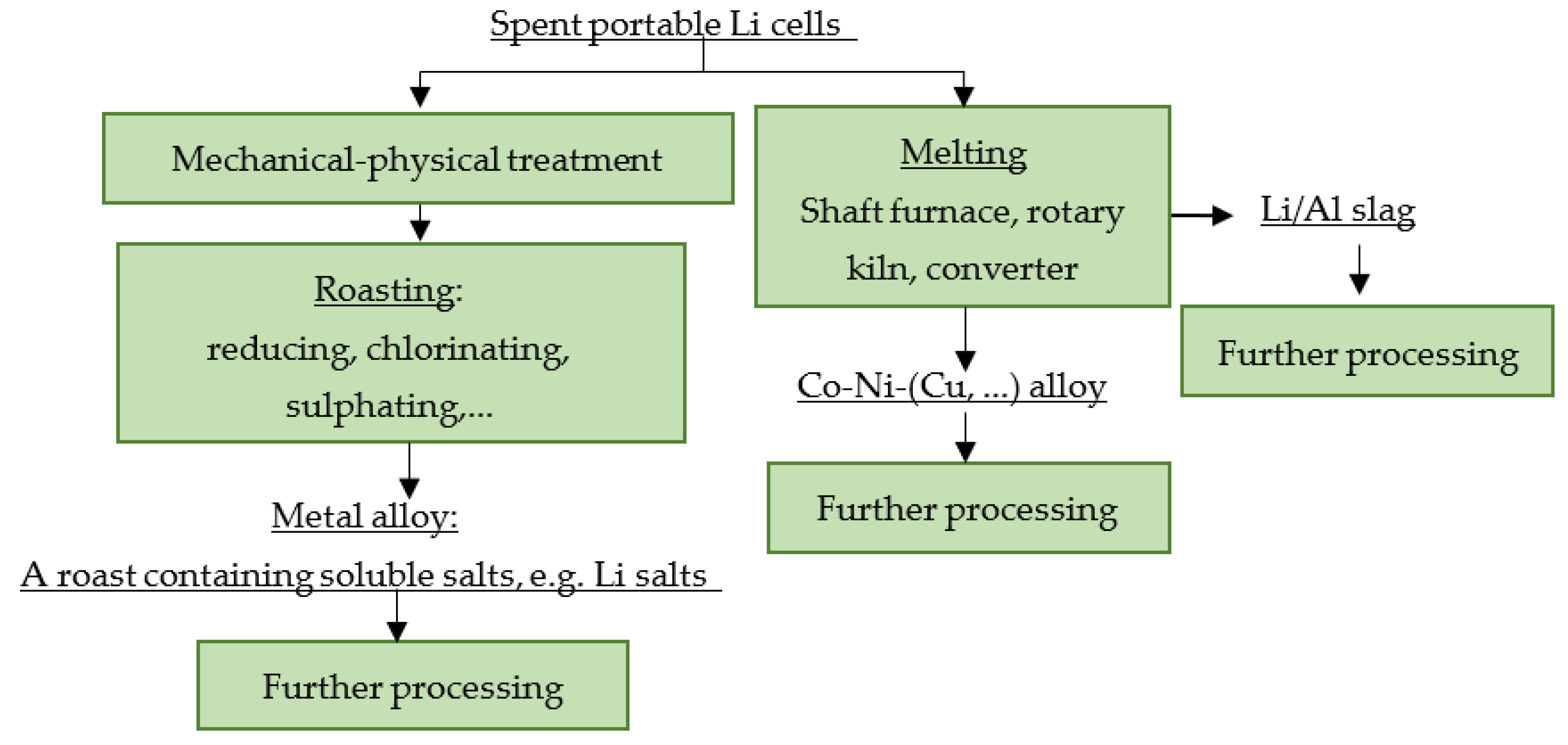
3.2. Pyrometallurgical Processing
3.2.1. Roasting
3.2.2. Melting
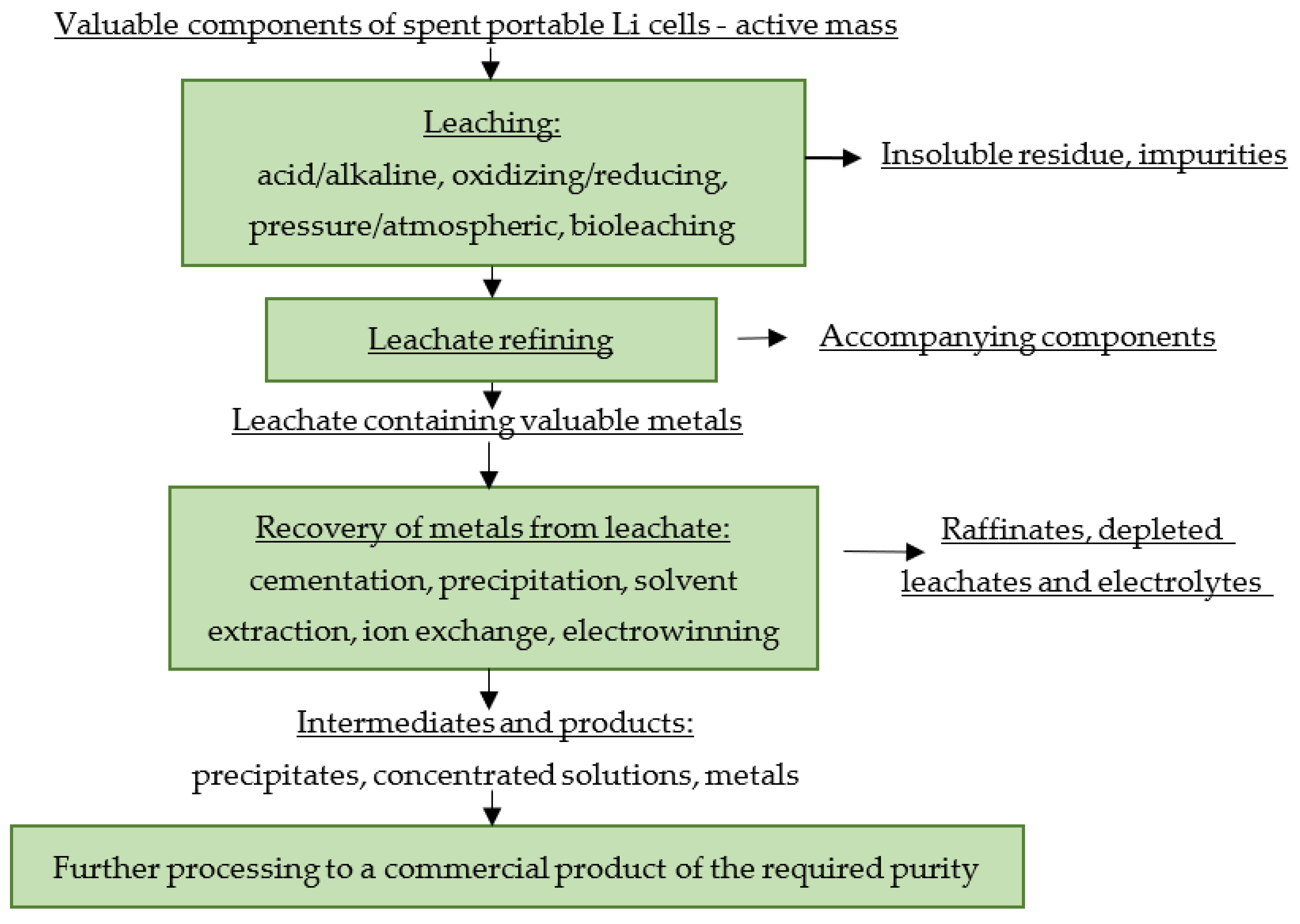
3.3. Hydrometallurgical Processing
3.3.1. Leaching
3.3.2. Refining and Recovery of Metals from Leachates
3.3.3. Electrochemical Methods
4. Industrial Processing of Spent Portable LiBs
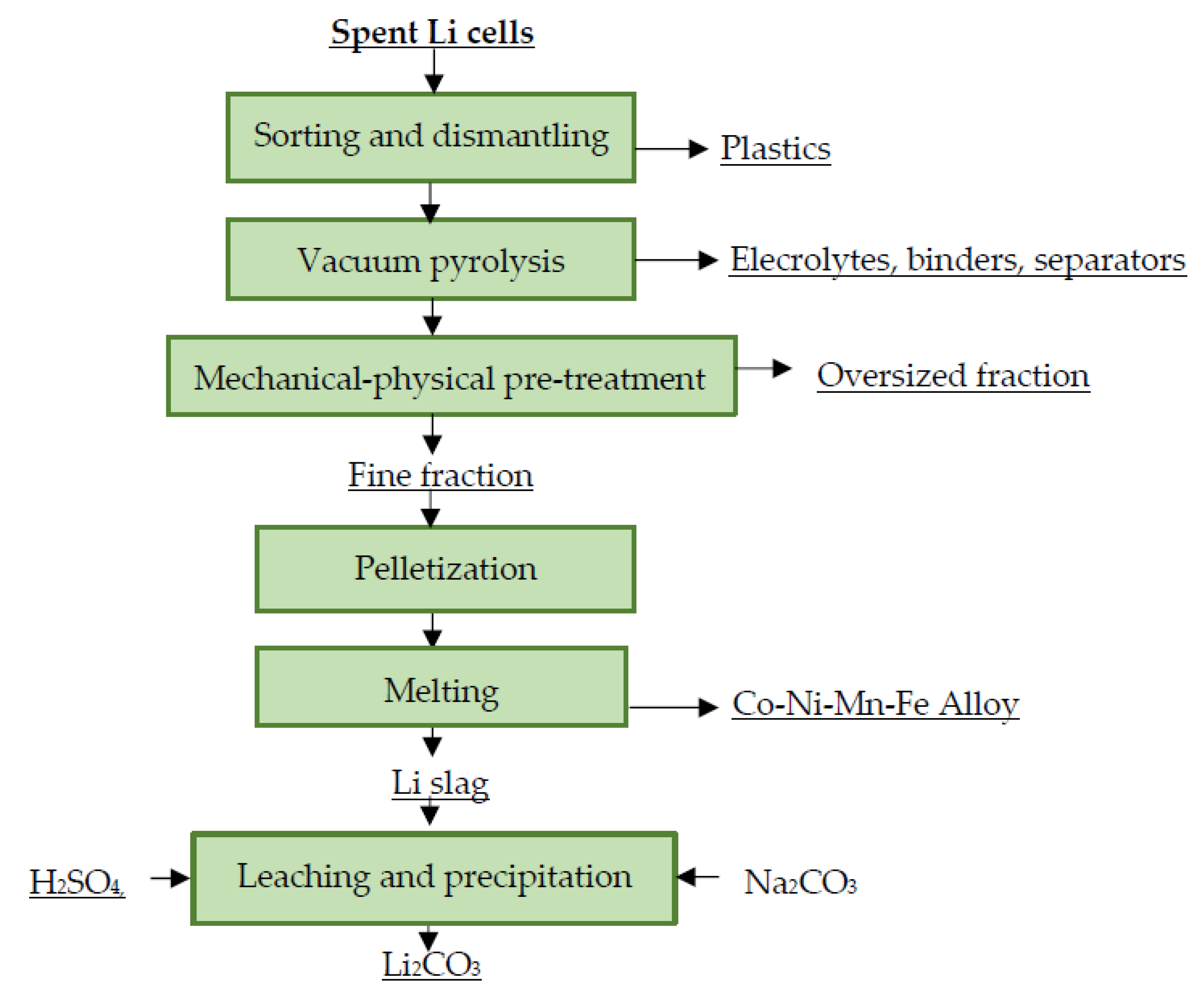
4.1. Accurec Recycling
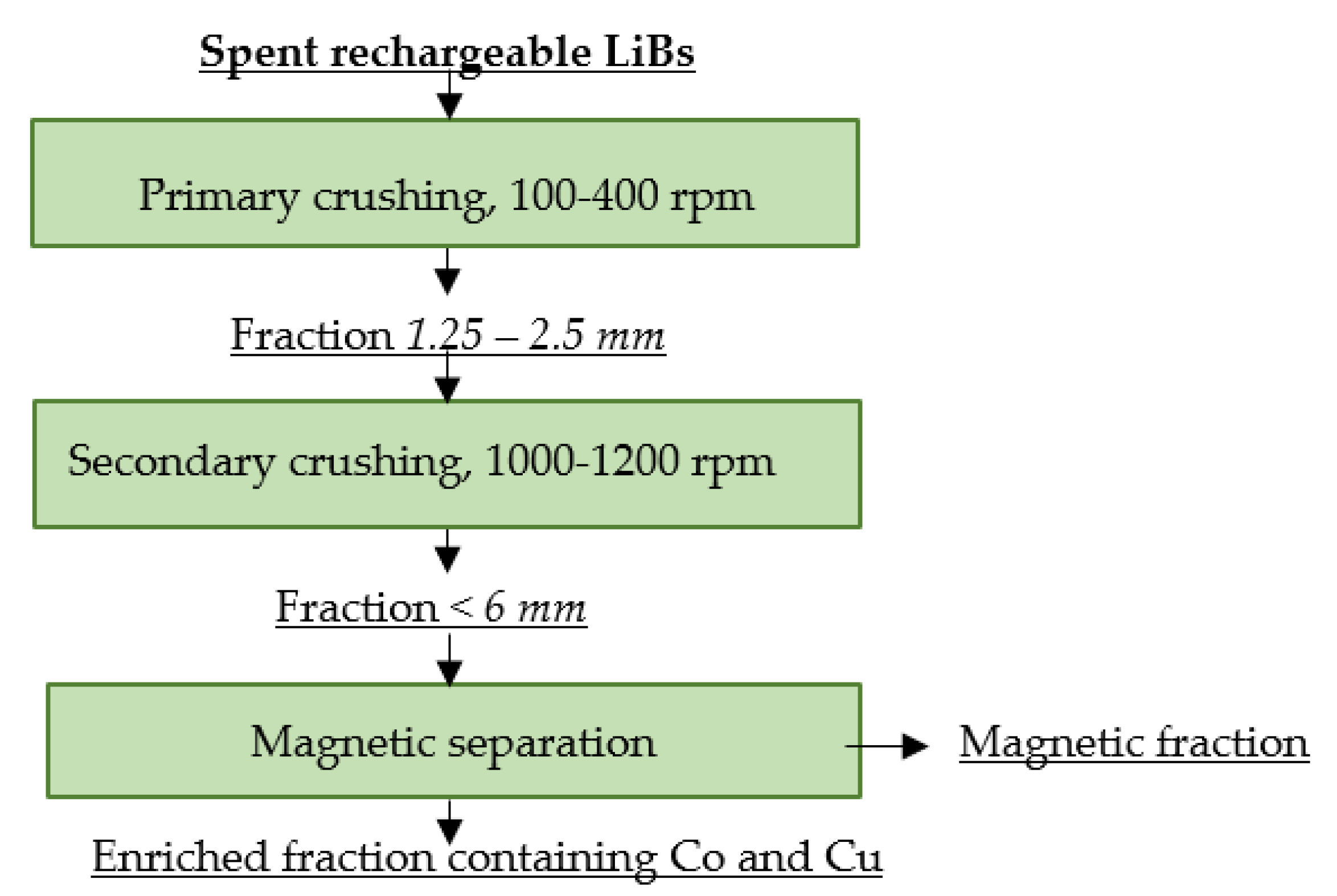
4.2. Akkuser
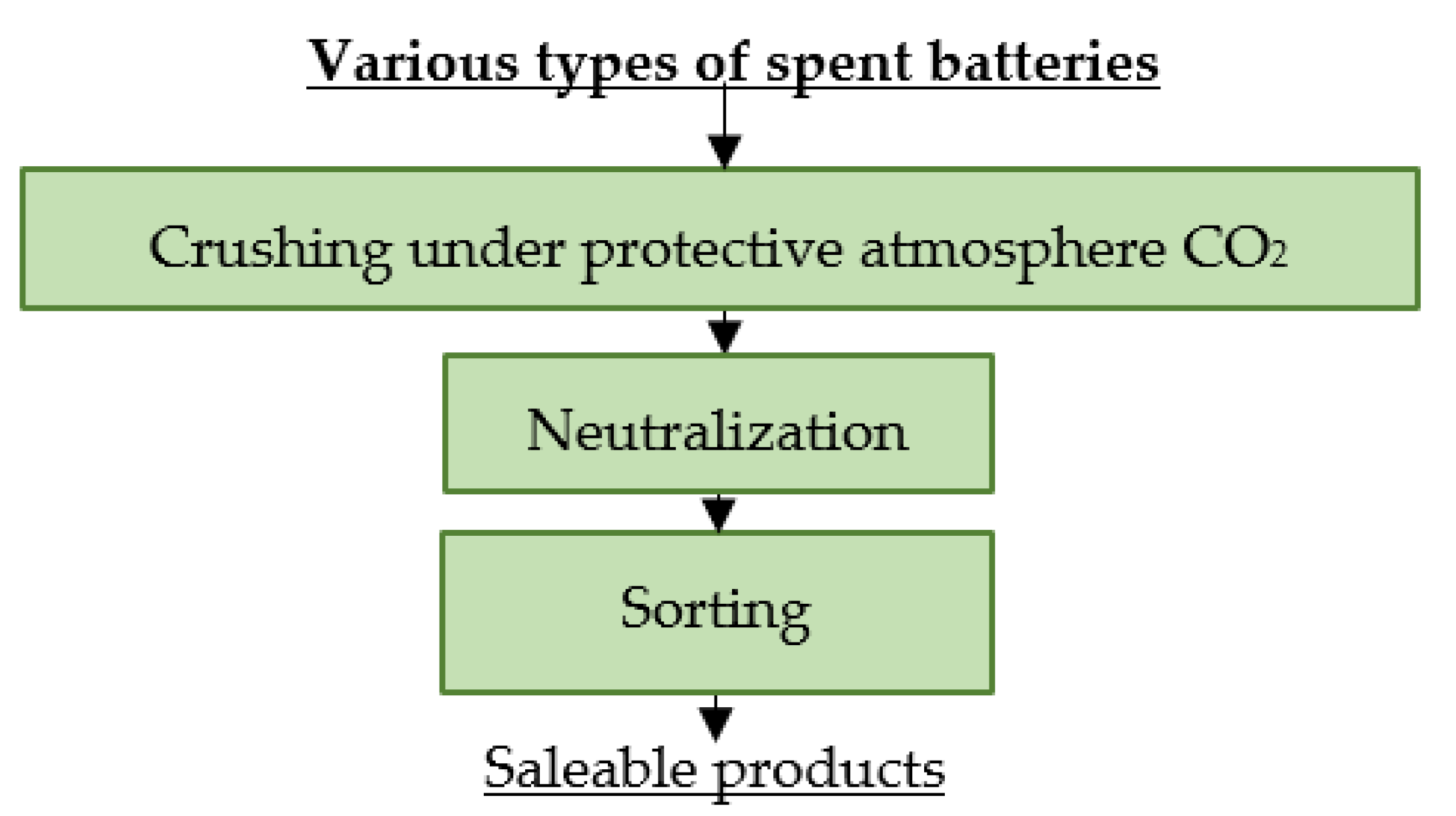
4.3. Batrec AG
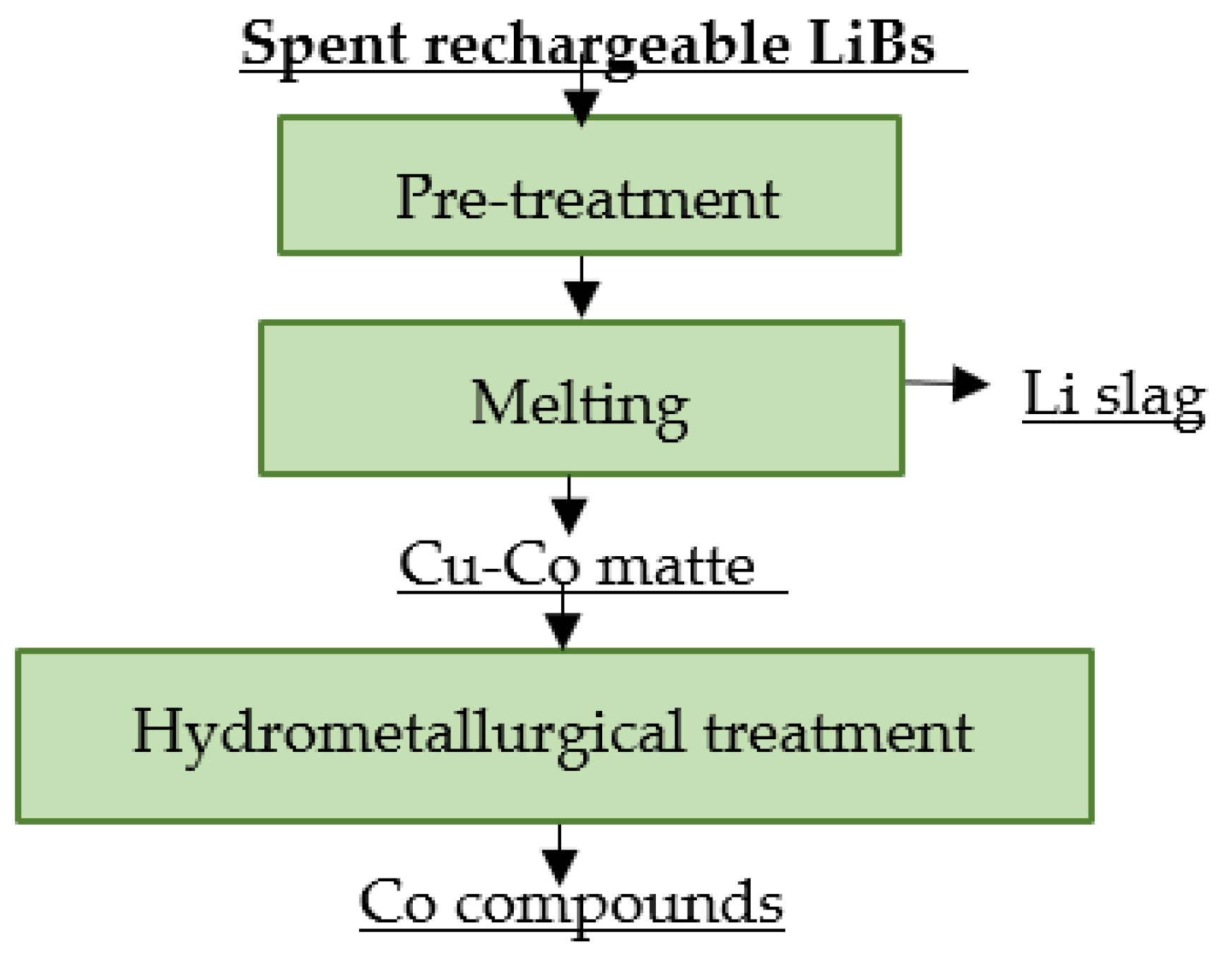
4.4. Glencore
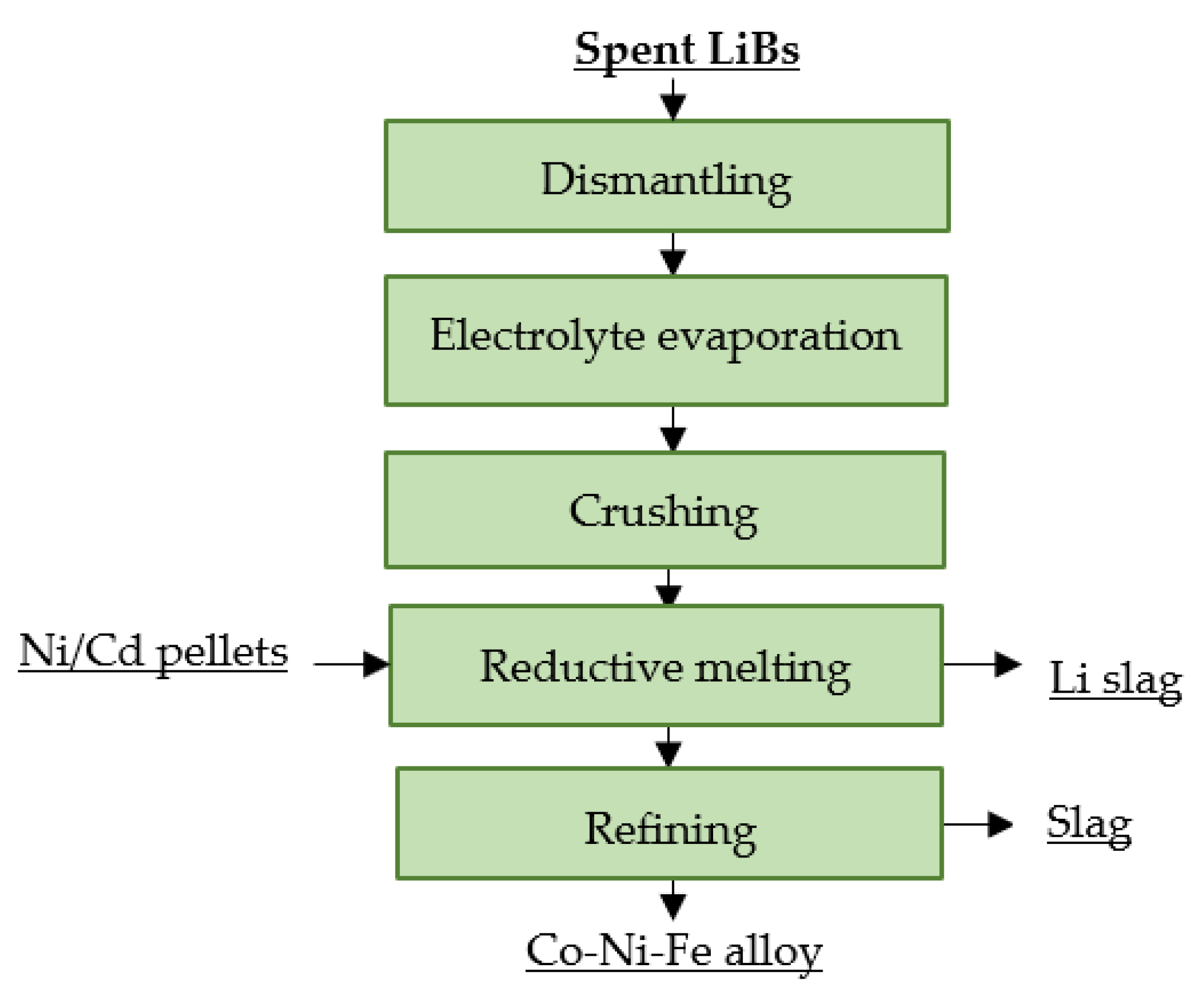
4.5. Inmetco
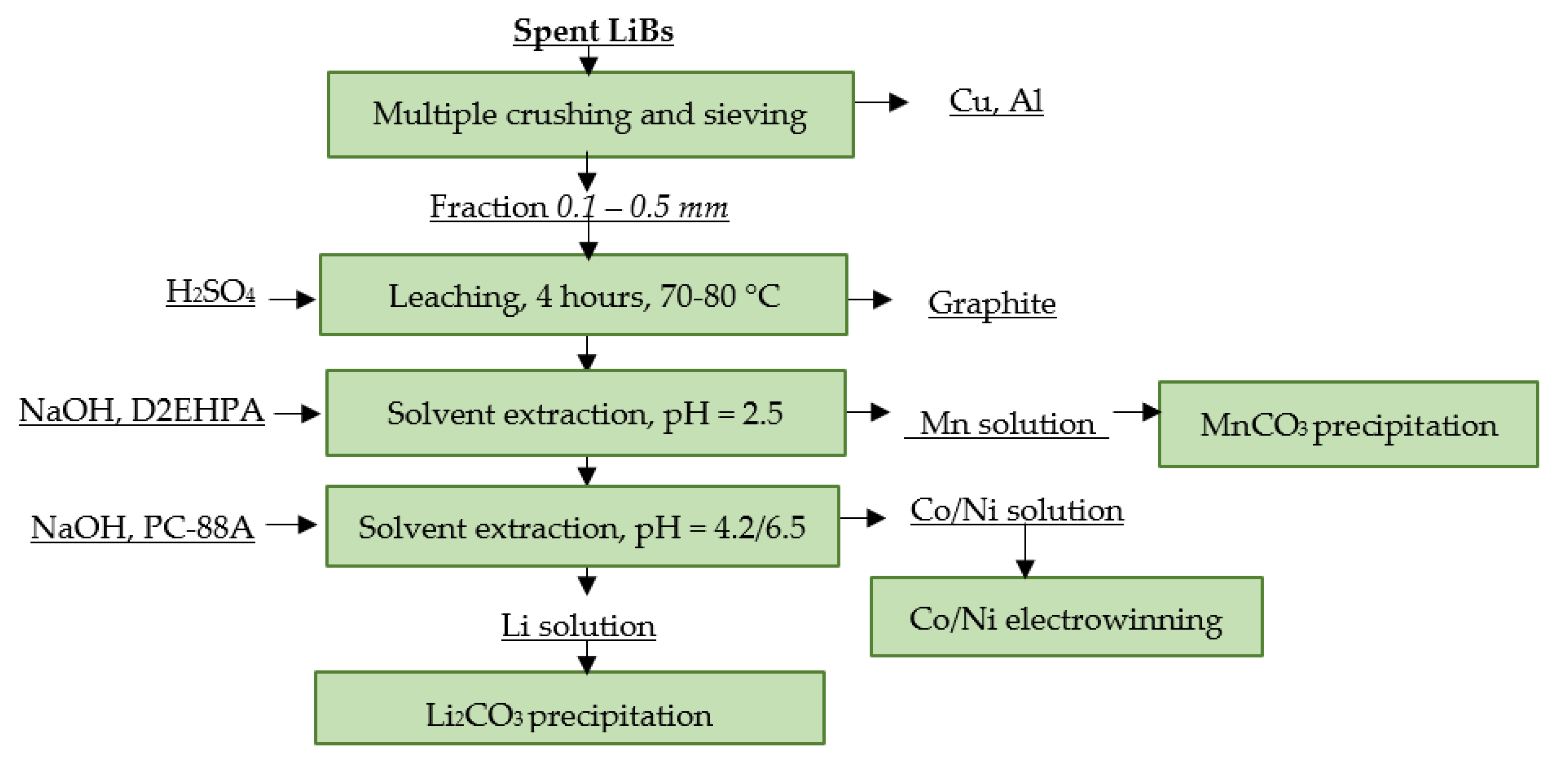
4.6. JX Nippon Mining and Metals
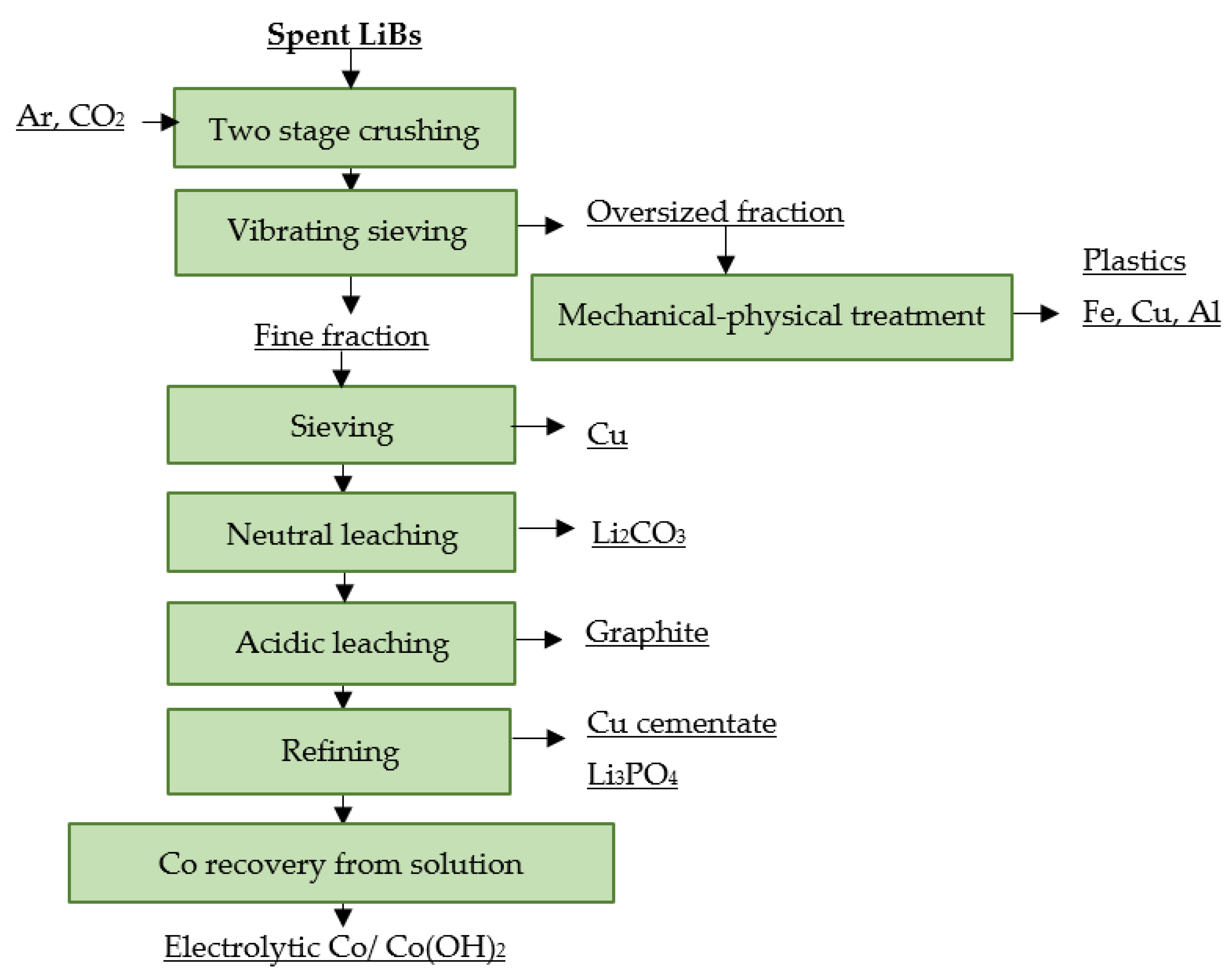
4.7. Recupyl Valibat
4.8. Retriev Technologies
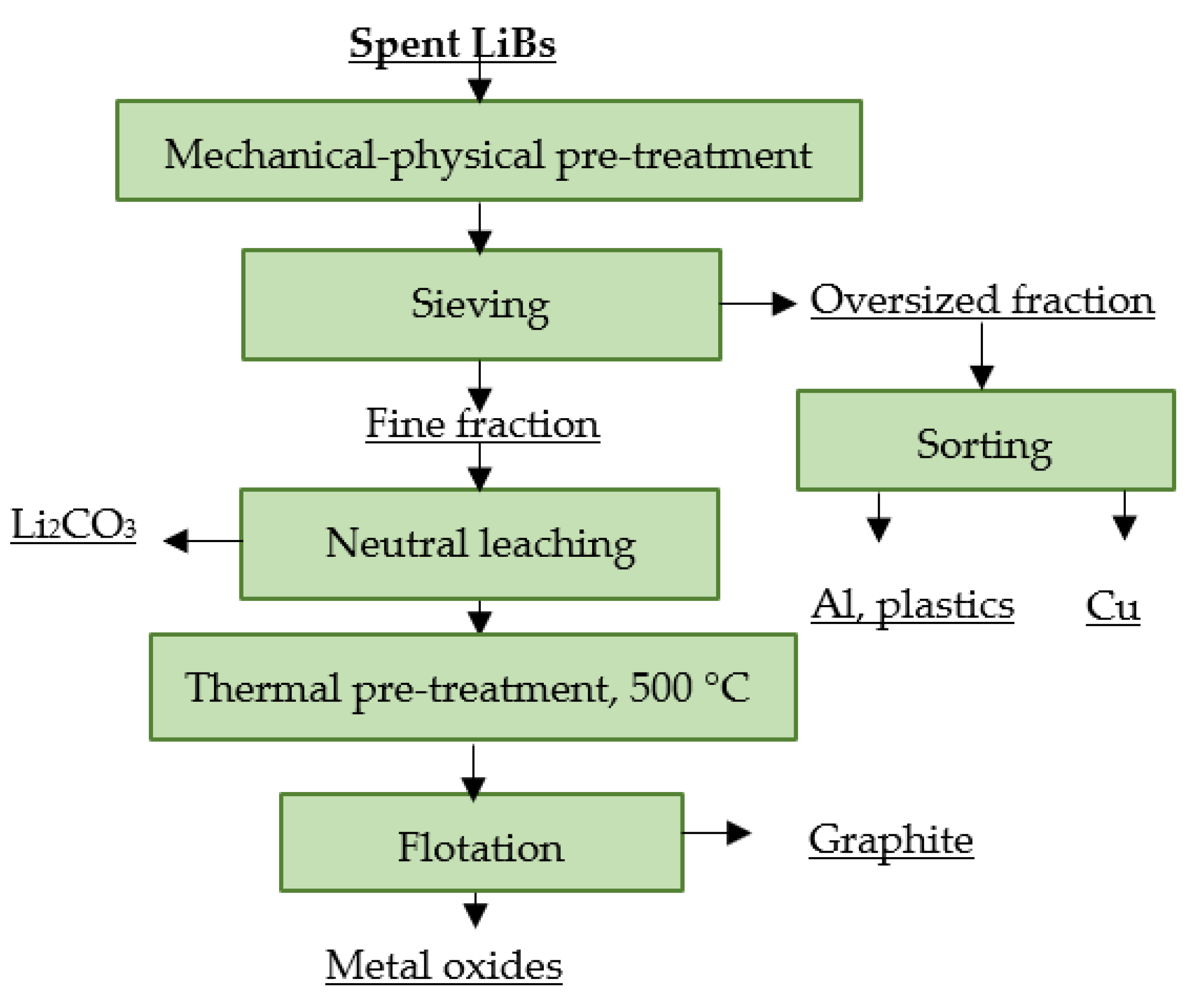
4.9. SNAM
4.10. Sumitomo Metal Mining
4.11. Umicore Battery Recycling
4.12. Pilot Plant
4.12.1. Battery Resources Recycling Process
4.12.2. LithoRec
4.12.3. OnTo Process
5. Discussion
5.1. Pre-Treatment
5.2. Pyrometallurgical Treatment
- high input variability; spent LiBs can be processed with other types of lithium cells, such as EVs batteries, as well as with other types of electrochemical cells, e.g., NiMH batteries;
- the relative simplicity of the process and the fact that no discharge and no mechanical-physical pre-treatment is required; spent portable LiBs can be embedded as a whole in the furnace, e.g., at Umicore Battery Recycling. Only proportionally larger pieces of industrial LiBs are dismantled;
- the possible use of existing plants for the treatment of other feedstock and/or wastes;
- the use of carbon from the anode active material, plastic packaging and separators as a partial substitute for fuel, thus improving the energy balance; in addition, the carbon also serves as a reducing agent;
- high capacities.
- high investment and operating costs;
- high energy consumption;
- risk of explosion;
- the necessity of refining the obtained products;
- the formation of CO2 and other gases and their necessary capture and purification;
- loss of metals and other materials in the process; for example, aluminum and lithium are transferred to the slag. Currently, there are also technologies for lithium recovery from slag, but this increases the economic costs of the recycling process.
5.3. Hydrometallurgical Treatment
- lower investment and operating costs;
- low production of gaseous emissions;
- higher yields and lower metal losses in the process.
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Colthorpe, A. Energy Storage, Is There Life after Death for Europe’s Lithium-Ion Batteries? Available online: https://www.energy-storage.news/is-there-life-after-death-for-europes-lithium-ion-batteries (accessed on 14 November 2022).
- Council of the European Union: Proposal for A Regulation of the European Parliament and of the Council Concerning Batteries and Waste Batteries, Repealing Directive 2006/66/EC and Amending Regulation (EU) No 2019/1020. Available online: https://data.consilium.europa.eu/doc/document/ST-5469-2023-INIT/en/pdf (accessed on 26 January 2023).
- Talens Peiro, L.; Nuss, P.; Mathieux, F.; Blengini, G. Towards Recycling Indicators Based on EU Flows and Raw Materials System Analysis Data; EUR 29435 EN; Publications Office of the European Union: Luxembourg, 2018; ISBN 978-92-79-97247-8. [Google Scholar] [CrossRef]
- Takacova, Z. Material Recycling of Spent Lithium Accumulators (in Slovak Language). Ph.D. Thesis, Technical University of Kosice, Košice, Slovakia, 2014. [Google Scholar]
- Directive 2006/66/EC of the European Parliament and of the Council of 6 September 2006 on Batteries and Accumulators and Waste Batteries and Accumulators and Repealing Directive 91/157/EEC. Available online: http://data.europa.eu/eli/dir/2006/66/oj (accessed on 26 January 2023).
- Reddy, T.B. Linden’s Handbook of Batteries, 4th ed.; McGraw-Hill Companies: New York, NY, USA, 2011; ISBN 978-0-07-162419-0. [Google Scholar]
- HELIS Project: High Energy Lithium Sulphur Cells and Batteries. Available online: https://cordis.europa.eu/project/id/666221 (accessed on 28 January 2023).
- Sojka, R.; Pan, Q.; Billmann, L. Comparative Study of Li-Ion Battery Recycling Processes. ACCUREC Recycling GmbH. Available online: https://accurec.de/wp-content/uploads/2021/04/Accurec-Comparative-study.pdf (accessed on 29 May 2023).
- Saft: Material/Product Safety Data Sheet (MSDS-PSDS). Available online: https://www.battery-kutter.de/main/media/content/downloads/MSDS-Li-SOCl2-English.pdf (accessed on 16 November 2022).
- BiPOWER: (Material) Safety Data Sheets (MSDSs/SDSs). Available online: http://www.bipowerusa.com/documents/bp-msds-li-socl2.pdf (accessed on 16 November 2022).
- Duracell: Safety Data Sheets. Available online: https://docs.rs-online.com/9392/0900766b80c4677b.pdf (accessed on 16 November 2022).
- Ultralife: Material Safety Data Sheet. Available online: https://emergencybeaconcorp.com/wp-content/uploads/2014/11/msds-gs-46-battery.pdf (accessed on 16 November 2022).
- Nitta, N.; Wu, F.; Lee, J.T.; Yushin, G. Li-Ion Battery Materials: Present and Future. Mater. Today 2015, 18, 252–264. [Google Scholar] [CrossRef]
- Chang, S.-K.; Kweon, H.-J.; Kim, B.-K.; Jung, D.-Y.; Kwon, Y.-U. Syntheses of LiCoO2 for Cathode Materials of Secondary Batteries from Reflux Reactions at 130–200 °C. J. Power Sources 2002, 104, 125–131. [Google Scholar] [CrossRef]
- LMO Batteries: Properties and Usage. Available online: https://sinovoltaics.com/learning-center/storage/lmo-batteries (accessed on 26 January 2023).
- George, G.; Posada-Pérez, S.; Poater, A.; Solà, M. Density Functional Investigation of the Interaction of H2O with Spinel Li1-XMn2O4 Surfaces: Implications for Aqueous Li-Ion Batteries. Appl. Surf. Sci. 2023, 612, 155822. [Google Scholar] [CrossRef]
- NMC Battery Material (LiNiMnCoO2). Available online: https://www.targray.com/li-ion-battery/cathode-materials/nmc (accessed on 23 January 2023).
- Gerold, E.; Lerchbammer, R.; Antrekowitsch, H. Parameter Study on the Recycling of LFP Cathode Material Using Hydrometallurgical Methods. Metals 2022, 12, 1706. [Google Scholar] [CrossRef]
- Tolganbek, N.; Zhalgas, N.; Kadyrov, Y.; Umirov, N.; Bakenov, Z.; Mentbayeva, A. Facile Deposition of the LiFePO4 Cathode by the Electrophoresis Method. ACS Omega 2023, 8, 8045–8051. [Google Scholar] [CrossRef]
- Neumann, J.; Petranikova, M.; Meeus, M.; Gamarra, J.; Younesi, R.; Winter, M.; Nowak, S. Recycling of Lithium-Ion Batteries-Current State of the Art, Circular Economy, and Next Generation Recycling. Adv. Energy Mater. 2022, 12, 2102917. [Google Scholar] [CrossRef]
- Li, Q.; Chen, J.; Fan, L.; Kong, X.; Lu, Y. Progress in Electrolytes for Rechargeable Li-Based Batteries and Beyond. Green. Energy Environ. 2016, 1, 18–42. [Google Scholar] [CrossRef] [Green Version]
- Orion Engineered Carbons: Premium Carbon Black Grades for Lithium-Ion Batteries. Available online: https://www.innovationnewsnetwork.com/premium-carbon-black-grades-for-lithium-ion-batteries/26365 (accessed on 23 January 2023).
- Takahashi, V.C.I.; Botelho Junior, A.B.; Espinosa, D.C.R.; Tenório, J.A.S. Enhancing Cobalt Recovery from Li-Ion Batteries Using Grinding Treatment Prior to the Leaching and Solvent Extraction Process. J. Environ. Chem. Eng. 2020, 8, 103801. [Google Scholar] [CrossRef]
- Takacova, Z.; Havlik, T.; Kukurugya, F.; Orac, D. Cobalt and Lithium Recovery from Active Mass of Spent Li-Ion Batteries: Theoretical and Experimental Approach. Hydrometallurgy 2016, 163, 9–17. [Google Scholar] [CrossRef]
- Granata, G.; Pagnanelli, F.; Moscardini, E.; Takacova, Z.; Havlik, T.; Toro, L. Simultaneous Recycling of Nickel Metal Hydride, Lithium Ion and Primary Lithium Batteries: Accomplishment of European Guidelines by Optimizing Mechanical Pre-Treatment and Solvent Extraction Operations. J. Power Sources 2012, 212, 205–211. [Google Scholar] [CrossRef]
- He, L.-P.; Sun, S.-Y.; Yu, J.-G. Performance of LiNi1/3Co1/3Mn1/3O2 Prepared from Spent Lithium-Ion Batteries by a Carbonate Co-Precipitation Method. Ceram. Int. 2018, 44, 351–357. [Google Scholar] [CrossRef]
- Yang, L.; Xi, G.; Xi, Y. Recovery of Co, Mn, Ni, and Li from Spent Lithium Ion Batteries for the Preparation of LiNiCoyMnzO2 Cathode Materials. Ceram. Int. 2015, 41, 11498–11503. [Google Scholar] [CrossRef]
- Weng, Y.; Xu, S.; Huang, G.; Jiang, C. Synthesis and Performance of Li[(Ni1/3Co1/3Mn1/3)1−xMgx]O2 Prepared from Spent Lithium Ion Batteries. J. Hazard. Mater. 2013, 246–247, 163–172. [Google Scholar] [CrossRef] [PubMed]
- Chandran, V.; Ghosh, A.; Patil, C.K.; Mohanavel, V.; Priya, A.K.; Rahim, R.; Madavan, R.; Muthuraman, U.; Karthick, A. Comprehensive Review on Recycling of Spent Lithium-Ion Batteries. Mater. Today Proc. 2021, 47, 167–180. [Google Scholar] [CrossRef]
- Zhang, X.; Xie, Y.; Cao, H.; Nawaz, F.; Zhang, Y. A Novel Process for Recycling and Resynthesizing LiNi1/3Co1/3Mn1/3O2 from the Cathode Scraps Intended for Lithium-Ion Batteries. Waste Manag. 2014, 34, 1715–1724. [Google Scholar] [CrossRef]
- Zhou, X.; He, W.Z.; Li, G.M.; Zhang, X.J.; Zhu, S.G.; Huang, J.W. Recycling of electrode materials from spent lithium-ion batteries. In Proceedings of the 4th International Conference on Bioinformatics and Biomedical Engineering, Chengdu, China, 18–20 June 2010; pp. 1–4. [Google Scholar]
- Nan, J.; Han, D.; Zuo, X. Recovery of Metal Values from Spent Lithium-Ion Batteries with Chemical Deposition and Solvent Extraction. J. Power Sources 2005, 152, 278–284. [Google Scholar] [CrossRef]
- Li, J.; Shi, P.; Wang, Z.; Chen, Y.; Chang, C.-C. A Combined Recovery Process of Metals in Spent Lithium-Ion Batteries. Chemosphere 2009, 77, 1132–1136. [Google Scholar] [CrossRef]
- Yu, D.; Huang, Z.; Makuza, B.; Guo, X.; Tian, Q. Pretreatment Options for the Recycling of Spent Lithium-Ion Batteries: A Comprehensive Review. Miner. Eng. 2021, 173, 107218. [Google Scholar] [CrossRef]
- Fan, E.; Li, L.; Lin, J.; Wu, J.; Yang, J.; Wu, F.; Chen, R. Low-temperature molten-salt-assisted recovery of valuable metals from spent lithium-ion batteries. ACS Sustain. Chem. Eng. 2019, 7, 16144–16150. [Google Scholar] [CrossRef]
- Lin, J.; Li, L.; Fan, E.; Liu, C.; Zhang, X.; Cao, H. Conversion mechanisms of selective extraction of lithium from spent lithium-ion batteries by sulfation roasting. ACS Appl. Mater. Interface 2020, 12, 18482–18489. [Google Scholar] [CrossRef]
- Makuza, B.; Tian, Q.; Guo, X.; Chattopadhyay, K.; Yu, D. Pyrometallurgical Options for Recycling Spent Lithium-Ion Batteries: A Comprehensive Review. J. Power Sources 2021, 491, 229622. [Google Scholar] [CrossRef]
- Vieceli, N.; Nogueira, C.A.; Guimarães, C.; Pereira, M.F.C.; Durão, F.O.; Margarido, F. Hydrometallurgical Recycling of Lithium-Ion Batteries by Reductive Leaching with Sodium Metabisulphite. Waste Manag. 2018, 71, 350–361. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rostami, T.; Khoshandam, B.; Maroufi, S. Recovery of Lithium, Cobalt, Nickel, and Manganese from Spent Lithium-Ion Batteries through a Wet-Thermal Process. Mater. Res. Bull. 2022, 153, 111897. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Y.; Li, S.; Jiang, Y.; Cao, Y.; Ma, X. Selective Recycling of Valuable Metals from Waste LiCoO2 Cathode Material of Spent Lithium-Ion Batteries through Low-Temperature Thermochemistry. Chem. Eng. J. 2022, 434, 134542. [Google Scholar] [CrossRef]
- Peng, C.; Liu, F.; Wang, Z.; Wilson, B.P.; Lundström, M. Selective Extraction of Lithium (Li) and Preparation of Battery Grade Lithium Carbonate (Li2CO3) from Spent Li-Ion Batteries in Nitrate System. J. Power Sources 2019, 415, 179–188. [Google Scholar] [CrossRef]
- Songwen, X.; Ren, G.; Xie, M.; Pan, B.; Fan, Y.; Wang, F.; Xia, X. Recovery of Valuable Metals from Spent Lithium-Ion Batteries by Smelting Reduction Process Based on MnO–SiO2–Al2O3 Slag System. J. Sustain. Met. 2017, 3, 211–218. [Google Scholar] [CrossRef]
- Takacova, Z.; Havlik, T. Thermodynamic aspects of the extraction of Co and Li from active mass of LiBs. Metall 2015, 69, 339–343. [Google Scholar]
- Kang, J.; Sohn, J.; Chang, H.; Senanayake, G.; Shin, S.M. Preparation of Cobalt Oxide from Concentrated Cathode Material of Spent Lithium Ion Batteries by Hydrometallurgical Method. Adv. Powder Technol. 2010, 21, 175–179. [Google Scholar] [CrossRef]
- Kang, J.; Senanayake, G.; Sohn, J.; Shin, S.M. Recovery of Cobalt Sulfate from Spent Lithium Ion Batteries by Reductive Leaching and Solvent Extraction with Cyanex 272. Hydrometallurgy 2010, 100, 168–171. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, D.A.; Prados, L.M.Z.; Majuste, D.; Mansur, M.B. Hydrometallurgical Separation of Aluminium, Cobalt, Copper and Lithium from Spent Li-Ion Batteries. J. Power Sources 2009, 187, 238–246. [Google Scholar] [CrossRef]
- Chen, L.; Tang, X.; Zhang, Y.; Li, L.; Zeng, Z.; Zhang, Y. Process for the Recovery of Cobalt Oxalate from Spent Lithium-Ion Batteries. Hydrometallurgy 2011, 108, 80–86. [Google Scholar] [CrossRef]
- Paulino, J.F.; Busnardo, N.G.; Afonso, J.C. Recovery of Valuable Elements from Spent Li-Batteries. J. Hazard. Mat. 2008, 150, 843–849. [Google Scholar] [CrossRef] [PubMed]
- Tian, G.; Yuan, G.; Aleksandrov, A.; Zhang, T.; Li, Z.; Fathollahi-Fard, A.M.; Ivanov, M. Recycling of Spent Lithium-Ion Batteries: A Comprehensive Review for Identification of Main Challenges and Future Research Trends. Sustain. Energy Technol. Assess. 2022, 53, 102447. [Google Scholar] [CrossRef]
- Takacova, Z.; Jajcisinova, J.; Havlik, T. Hydrometallurgical processing of spent portable Li-ion accumulators. In Proceedings of the Kammel’s Quo Vadis Hydrometallurgy 6, 6th International Conference, Kosice, Slovakia, 4–7 June 2012. [Google Scholar]
- Partinen, J.; Halli, P.; Helin, S.; Wilson, B.P.; Lundström, M. Utilizing Cu+ as Catalyst in Reductive Leaching of Lithium-Ion Battery Cathode Materials in H2SO4–NaCl Solutions. Hydrometallurgy 2022, 208, 105808. [Google Scholar] [CrossRef]
- Ghassa, S.; Farzanegan, A.; Gharabaghi, M.; Abdollahi, H. Iron Scrap, a Sustainable Reducing Agent for Waste Lithium Ions Batteries Leaching: An Environmentally Friendly Method to Treating Waste with Waste. Resour. Conserv. Recycl. 2021, 166, 105348. [Google Scholar] [CrossRef]
- Klimko, J.; Oráč, D.; Miškufová, A.; Vonderstein, C.; Dertmann, C.; Sommerfeld, M.; Friedrich, B.; Havlík, T. A Combined Pyro- and Hydrometallurgical Approach to Recycle Pyrolyzed Lithium-Ion Battery Black Mass Part 2: Lithium Recovery from Li Enriched Slag—Thermodynamic Study, Kinetic Study, and Dry Digestion. Metals 2020, 10, 1558. [Google Scholar] [CrossRef]
- Chabhadiya, K.; Srivastava, R.R.; Pathak, P. Two-Step Leaching Process and Kinetics for an Eco-Friendly Recycling of Critical Metals from Spent Li-Ion Batteries. J. Environ. Chem. Eng. 2021, 9, 105232. [Google Scholar] [CrossRef]
- Verma, A.; Corbin, D.R.; Shiflett, M.B. Lithium and Cobalt Recovery for Lithium-Ion Battery Recycle Using an Improved Oxalate Process with Hydrogen Peroxide. Hydrometallurgy 2021, 203, 105694. [Google Scholar] [CrossRef]
- Sun, L.; Qiu, K. Vacuum Pyrolysis and Hydrometallurgical Process for the Recovery of Valuable Metals from Spent Lithium-Ion Batteries. J. Hazard. Mat. 2011, 194, 378–384. [Google Scholar] [CrossRef]
- Granata, G.; Moscardini, E.; Pagnanelli, F.; Trabucco, F.; Toro, L. Product Recovery from Li-Ion Battery Wastes Coming from an Industrial Pre-Treatment Plant: Lab Scale Tests and Process Simulations. J. Power Sources 2012, 206, 393–401. [Google Scholar] [CrossRef]
- Guo, Y.; Li, F.; Zhu, H.; Li, G.; Huang, J.; He, W. Leaching lithium from the anode electrode materials of spent lithium-ion batteries by hydrochloric acid (HCl). Waste Manag. 2016, 51, 227–233. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.-C.; Lin, Y.-C.; Wu, S.-H. A Novel Recovery Process of Metal Values from the Cathode Active Materials of the Lithium-Ion Secondary Batteries. Hydrometallurgy 2009, 99, 194–201. [Google Scholar] [CrossRef]
- Cao, N.; Zhang, Y.; Chen, L.; Jia, Y.; Huang, Y. Priority Recovery of Lithium and Effective Leaching of Nickel and Cobalt from Spent Lithium-Ion Battery. Trans. Nonferrous Met. Soc. China 2022, 32, 1677–1690. [Google Scholar] [CrossRef]
- Wang, S.; Wang, C.; Lai, F.; Yan, F.; Zhang, Z. Reduction-Ammoniacal Leaching to Recycle Lithium, Cobalt, and Nickel from Spent Lithium-Ion Batteries with a Hydrothermal Method: Effect of Reductants and Ammonium Salts. Waste Manag. 2020, 102, 122–130. [Google Scholar] [CrossRef] [PubMed]
- Pinna, E.G.; Ruiz, M.C.; Ojeda, M.W.; Rodriguez, M.H. Cathodes of Spent Li-Ion Batteries: Dissolution with Phosphoric Acid and Recovery of Lithium and Cobalt from Leach Liquors. Hydrometallurgy 2017, 167, 66–71. [Google Scholar] [CrossRef]
- Jiang, F.; Chen, Y.; Ju, S.; Zhu, Q.; Zhang, L.; Peng, J.; Wang, X.; Miller, J.D. Ultrasound-Assisted Leaching of Cobalt and Lithium from Spent Lithium-Ion Batteries. Ultrason. Sonoch. 2018, 48, 88–95. [Google Scholar] [CrossRef]
- Punt, T.; Akdogan, G.; Bradshaw, S.; van Wyk, P. Development of a Novel Solvent Extraction Process Using Citric Acid for Lithium-Ion Battery Recycling. Miner. Eng. 2021, 173, 107204. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Wu, F.; Chen, R.; Chen, S.; Wu, B. Recovery of Cobalt and Lithium from Spent Lithium Ion Batteries Using Organic Citric Acid as Leachant. J. Hazard. Mater. 2010, 176, 288–293. [Google Scholar] [CrossRef]
- Nayaka, G.P.; Zhang, Y.; Dong, P.; Wang, D.; Pai, K.V.; Manjanna, J.; Santhosh, G.; Duan, J.; Zhou, Z.; Xiao, J. Effective and Environmentally Friendly Recycling Process Designed for LiCoO2 Cathode Powders of Spent Li-Ion Batteries Using Mixture of Mild Organic Acids. Waste Manag. 2018, 78, 51–57. [Google Scholar] [CrossRef]
- Santhosh, G.; Nayaka, G.P. Cobalt Recovery from Spent Li-Ion Batteries Using Lactic Acid as Dissolution Agent. Clean. Eng. Technol. 2021, 3, 100122. [Google Scholar] [CrossRef]
- Nayaka, G.P.; Zhang, Y.; Dong, P.; Wang, D.; Zhou, Z.; Duan, J.; Li, X.; Lin, Y.; Meng, Q.; Pai, K.V.; et al. An Environmental Friendly Attempt to Recycle the Spent Li-Ion Battery Cathode through Organic Acid Leaching. J. Environ. Chem. Eng. 2019, 7, 102854. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Chen, R.; Wu, F.; Chen, S.; Zhang, X. Environmental Friendly Leaching Reagent for Cobalt and Lithium Recovery from Spent Lithium-Ion Batteries. Waste Manag. 2010, 30, 2615–2621. [Google Scholar] [CrossRef] [PubMed]
- Peng, C.; Hamuyuni, J.; Wilson, B.P.; Lundström, M. Selective Reductive Leaching of Cobalt and Lithium from Industrially Crushed Waste Li-Ion Batteries in Sulfuric Acid System. Waste Manag. 2018, 76, 582–590. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Gu, S.; Guo, Y.; Dai, X.; Zeng, L.; Wang, K.; He, C.; Dodbiba, G.; Wei, Y.; Fujita, T. Leaching of Cathode Materials from Spent Lithium-Ion Batteries by Using a Mixture of Ascorbic Acid and HNO3. Hydrometallurgy 2021, 205, 105746. [Google Scholar] [CrossRef]
- Takacova, Z.; Ivankova, T.; Havlik, T.; Vindt, T. Acidic leaching of active mass from spent lithium ion batteries with addition of saccharides. Metall 2015, 69, 31–35. [Google Scholar]
- Nayaka, G.P.; Pai, K.V.; Santhosh, G.; Manjanna, J. Recovery of Cobalt as Cobalt Oxalate from Spent Lithium Ion Batteries by Using Glycine as Leaching Agent. J. Environ. Chem. Eng. 2016, 4, 2378–2383. [Google Scholar] [CrossRef]
- Liu, J.; Shi, H.; Hu, X.; Geng, Y.; Yang, L.; Shao, P.; Luo, X. Critical Strategies for Recycling Process of Graphite from Spent Lithium-Ion Batteries: A Review. Sci. Total Environ. 2022, 816, 151621. [Google Scholar] [CrossRef]
- Standard Electrode Potentials. Available online: http://hyperphysics.phy-astr.gsu.edu/hbase/Chemical/electrode.html (accessed on 27 October 2022).
- Solubility-Product Constants (Ksp) for Compounds at 25 °C. Available online: https://saylordotorg.github.io/text_general-chemistry-principles-patterns-and-applications-v1.0/s30-appendix-b-solubility-product-.html (accessed on 26 October 2022).
- Solubility Product Constants. Available online: https://www.princetonschools.net/site/handlers/filedownload.ashx?moduleinstanceid=714&dataid=1472&FileName=Solubility_Product_Constants.pdf (accessed on 26 October 2022).
- Levels of Solubility. Available online: https://www.solubilityofthings.com/levels-of-solubility (accessed on 30 May 2023).
- Takacova, Z.; Dzuro, V.; Havlik, T. Cobalt precipitation from leachate originated from leaching of spent li-ion batteries active mass-characterization of inputs, intermediates and outputs. World Metall. Erzmetall 2017, 70, 336–344. [Google Scholar]
- Shu, S.; He, W.; Li, G.; Zhou, X.; Zhang, X.; Huang, J. Recovery of Co and Li from Spent Lithium-Ion Batteries by Combination Method of Acid Leaching and Chemical Precipitation. Trans. Nonferrous Met. Soc. China 2012, 22, 2274–2281. [Google Scholar] [CrossRef]
- Barbieri, E.M.S.; Lima, E.P.C.; Lelis, M.F.F.; Freitas, M.B.J.G. Recycling of Cobalt from Spent Li-Ion Batteries as β-Co(OH)2 and the Application of Co3O4 as a Pseudocapacitor. J. Power Sources 2014, 270, 158–165. [Google Scholar] [CrossRef] [Green Version]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Hydrometallurgical Processing of Spent Lithium Ion Batteries (LIBs) in the Presence of a Reducing Agent with Emphasis on Kinetics of Leaching. Chem. Eng. J. 2015, 281, 418–427. [Google Scholar] [CrossRef]
- Gao, R.; Sun, C.; Xu, L.; Zhou, T.; Zhuang, L.; Xie, H. Recycling LiNi0.5Co0.2Mn0.3O2 Material from Spent Lithium-Ion Batteries by Oxalate Co-Precipitation. Vacuum 2020, 173, 109181. [Google Scholar] [CrossRef]
- Asadi Dalini, E.; Karimi, G.; Zandevakili, S. Treatment of Valuable Metals from Leaching Solution of Spent Lithium-Ion Batteries. Miner. Eng. 2021, 173, 107226. [Google Scholar] [CrossRef]
- Sattar, R.; Ilyas, S.; Bhatti, H.N.; Ghaffar, A. Resource Recovery of Critically-Rare Metals by Hydrometallurgical Recycling of Spent Lithium Ion Batteries. Sep. Purif. Technol. 2019, 209, 725–733. [Google Scholar] [CrossRef]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical Recovery of Metal Values from Sulfuric Acid Leaching Liquor of Spent Lithium-Ion Batteries. Waste Manag. 2015, 38, 349–356. [Google Scholar] [CrossRef]
- Ma, L.; Nie, Z.; Xi, X.; Han, X. Cobalt Recovery from Cobalt-Bearing Waste in Sulphuric and Citric Acid Systems. Hydrometallurgy 2013, 136, 1–7. [Google Scholar] [CrossRef]
- SX Kinetics. Available online: http://www.sxkinetics.com/sxprocess.htm (accessed on 27 October 2022).
- Metallurgy and Materials Technology. Available online: http://www.hydrometallurgy.metal.ntua.gr/Solvent%20Extraction.htm (accessed on 27 October 2022).
- Extraction Theory. Available online: https://chem.libretexts.org/Bookshelves/Organic_Chemistry/Organic_Chemitry_Lab_Techniques_(Nichols)/04%3A_Extraction/4.05%3A_Extraction_Theory (accessed on 27 October 2022).
- Optimize Liquid-Liquid Extraction. Available online: http://www.cheresources.com/content/articles/separationtechnology/optimize-liquid-liquid-extraction?pg=3 (accessed on 27 October 2022).
- Takacova, Z.; Marcisova, S.; Havlik, T. Solvent extraction of cobalt from leach liquor after leaching of the active mass of spent lithium accumulators. Metall 2013, 67, 450–454. [Google Scholar]
- Chen, X.; Xu, B.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Separation and Recovery of Metal Values from Leaching Liquor of Mixed-Type of Spent Lithium-Ion Batteries. Sep. Purif. Technol. 2015, 144, 197–205. [Google Scholar] [CrossRef]
- Swain, B.; Jeong, J.; Lee, J.; Lee, G.-H.; Sohn, J.-S. Hydrometallurgical Process for Recovery of Cobalt from Waste Cathodic Active Material Generated during Manufacturing of Lithium Ion Batteries. J. Power Sources 2007, 167, 536–544. [Google Scholar] [CrossRef]
- Choubey, P.K.; Dinkar, O.S.; Panda, R.; Kumari, A.; Jha, M.K.; Pathak, D.D. Selective Extraction and Separation of Li, Co and Mn from Leach Liquor of Discarded Lithium Ion Batteries (LIBs). Waste Manag. 2021, 121, 452–457. [Google Scholar] [CrossRef]
- Yang, Y.; Lei, S.; Song, S.; Sun, W.; Wang, L. Stepwise Recycling of Valuable Metals from Ni-Rich Cathode Material of Spent Lithium-Ion Batteries. Waste Manag. 2020, 102, 131–138. [Google Scholar] [CrossRef] [PubMed]
- Dhiman, S.; Gupta, B. Partition Studies on Cobalt and Recycling of Valuable Metals from Waste Li-Ion Batteries via Solvent Extraction and Chemical Precipitation. J. Clean. Prod. 2019, 225, 820–832. [Google Scholar] [CrossRef]
- Xu, L.; Chen, C.; Fu, M.-L. Separation of Cobalt and Lithium from Spent Lithium-Ion Battery Leach Liquors by Ionic Liquid Extraction Using Cyphos IL-101. Hydrometallurgy 2020, 197, 105439. [Google Scholar] [CrossRef]
- Lukomska, A.; Wisniewska, A.; Dabrowski, Z.; Kolasa, D.; Luchcinska, S.; Domanska, U. Separation of cobalt, lithium and nickel from the “black mass” of waste Li-ion batteries by ionic liquids, DESs and organophosphorous-based acids extraction. J. Mol. Liq. 2021, 343, 117694. [Google Scholar] [CrossRef]
- Badawy, S.M.; Nayl, A.A.; El Khashab, R.A.; El-Khateeb, M.A. Cobalt separation from waste mobile phone batteries using selective precipitation and chelating resin. J. Mater. Cycles Waste 2014, 16, 739–746. [Google Scholar] [CrossRef]
- Strauss, M.L.; Diaz, L.A.; McNally, J.; Klaehn, J.; Lister, T.E. Separation of Cobalt, Nickel, and Manganese in Leach Solutions of Waste Lithium-Ion Batteries Using Dowex M4195 Ion Exchange Resin. Hydrometallurgy 2021, 206, 105757. [Google Scholar] [CrossRef]
- Basics of Cobalt Electrowinning in under 3 Minutes. Available online: https://blog.emew.com/basics-of-cobalt-eletrowinning-in-under-3-minutes (accessed on 31 October 2022).
- Ni, J.; Zhou, J.; Bing, J.; Guan, X. Recycling the Cathode Materials of Spent Li-Ion Batteries in a H-Shaped Neutral Water Electrolysis Cell. Sep. Purif. Technol. 2021, 278, 119485. [Google Scholar] [CrossRef]
- Zhou, J.; Bing, J.; Ni, J.; Wang, X.; Guan, X. Recycling the Waste LiMn2O4 of Spent Li-Ion Batteries by PH Gradient in Neutral Water Electrolyser. Mater. Today Sustain. 2022, 20, 100205. [Google Scholar] [CrossRef]
- Li, S.; Wu, X.; Jiang, Y.; Zhou, T.; Zhao, Y.; Chen, X. Novel Electrochemically Driven and Internal Circulation Process for Valuable Metals Recycling from Spent Lithium-Ion Batteries. Waste Manag. 2021, 136, 18–27. [Google Scholar] [CrossRef]
- Chen, M.; Ma, X.; Chen, B.; Arsenault, R.; Karlson, P.; Simon, N.; Wang, Y. Recycling End-of-Life Electric Vehicle Lithium-Ion Batteries. Joule 2019, 3, 2622–2646. [Google Scholar] [CrossRef]
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium Ion Batteries, Part I: Commercial Processes. J. Sustain. Metall. 2019, 5, 402–416. [Google Scholar] [CrossRef]
- Peters, L.; Friedrich, B. Proven Methods for Recovery of Lithium from Spent Batteries. In Proceedings of the DERA Workshop Lithium, Aachen, Germany, 27 June 2017. [Google Scholar] [CrossRef]
- Georgi-Maschler, T.; Friedrich, B.; Weyhe, R.; Heegn, H.; Rutz, M. Development of a Recycling Process for Li-Ion Batteries. J. Power Sources 2012, 207, 173–182. [Google Scholar] [CrossRef]
- Velazquez-Martinez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Pudas, J.; Erkkila, A.; Viljamaa, J. Battery Recycling Method. U.S. Patent 8,979,006 B2, 17 March 2015. [Google Scholar]
- CEC. Environmentally Sound Management of End-of-Life Batteries from Electric-Drive Vehicles in North America, Canada: Commission for Environmental Cooperation. 2015, p. 103. Available online: http://www.cec.org/files/documents/publications/11637-environmentally-sound-management-end-life-batteries-from-electric-drive-vehicles-en.pdf (accessed on 24 June 2022).
- Haga, Y.; Saito, K.; Hatano, K. Waste lithium-ion battery recycling in JX Nippon mining & metals corporation. In The Materials Processing Fundamentals 2018, Proceedings of the TMS Annual Meeting & Exhibition, Phoenix, AZ, USA, 11–15 March 2018; Lambotte, G., Lee, J., Allanore, A., Wagstaff, S., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 143–147. [Google Scholar]
- Botelho, B., Jr.; Stopic, S.; Friedrich, B.; Soares Tenorio, J.A.; Espinosa, D.C.R. Cobalt Recovery from Li-Ion Battery Recycling: A Critical Review. Metals 2021, 11, 1999. [Google Scholar] [CrossRef]
- Vezzini, A. Manufacturers, Materials and Recycling Technologies. In Lithium-Ion. Batteries; Pistoia, G., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 529–551. ISBN 978-0-444-59513-3. [Google Scholar]
- Tedjar, F.; Foudraz, J.C. Method for the Mixed Recycling of Lithium-Based Anode Batteries and Cells. U.S. Patent 7,820,317 B2, 26 October 2010. [Google Scholar]
- Mossali, E.; Picone, N.; Rodriguez, O.; Perez, J.M.; Colledan, M. Lithium-Ion Batteries towards Circular Economy: A Literature Review of Opportunities and Issues of Recycling Treatments. J. Environ. Manag. 2020, 264, 110500. [Google Scholar] [CrossRef] [PubMed]
- SNAM Recycling. Available online: https://www.snam.com/activites/recycling-snam.php (accessed on 24 June 2022).
- Liu, C.; Lin, J.; Cao, H.; Zhang, Y.; Sun, Z. Recycling of spent lithium-ion batteries in view of lithium recovery: A critical review. J. Clean. Prod. 2019, 228, 801–813. [Google Scholar] [CrossRef]
- SMM: Strengthening of Battery Recycling. Available online: https://www.smm.co.jp/en/sustainability/activity_highlights/article_15/ (accessed on 13 January 2023).
- Sumitomo Metal Mining Co. Develops Recycling Process for Lithium-Ion Batteries. Available online: https://www.recyclingtoday.com/news/japanese-company-develops-lithium-ion-battery-recycling-process/ (accessed on 13 January 2023).
- Santen, S. Obtaining Nickel or Cobalt by Dry Processes with Formation of Ferro-Nickel or Ferro-Cobalt. European Patent EP1589121B1. Available online: https://patents.google.com/patent/EP1589121B1 (accessed on 27 June 2022).
- Lv, W.; Wang, Z.; Cao, H.; Sun, Y.; Zhang, Y.; Sun, Z. A critical review and analysis on the recycling of spent lithium-ion batteries. ACS Sustain. Chem. Eng. 2018, 6, 1504–1521. [Google Scholar] [CrossRef]
- SBIR Phase II: A Closed Loop Process for the Recycle of End-of-Life Li-Ion Batteries. Available online: https://www.nsf.gov/awardsearch/showAward?AWD_ID=1738027&HistoricalAw (accessed on 27 June 2022).
- Diekmann, J.; Hanisch, C.; Frobose, L.; Schalicke, G.; Loellhoeffel, T.; Folster, A.-S.; Kwade, A. Ecological Recycling of Lithium-Ion Batteries from Electric Vehicles with Focus on Mechanical Processes. J. Electrochem. Soc. 2017, 164, A6184–A6191. [Google Scholar] [CrossRef]
- OnTo Technology’s Advanced Battery Recycling. Available online: https://www.onto-technology.com/ (accessed on 27 June 2022).
- Ali, H.; Khan, H.A.; Pecht, M.G. Circular Economy of Li Batteries: Technologies and Trends. J. Energy Storage 2021, 40, 102690. [Google Scholar] [CrossRef]
- Xu, P.; Dai, Q.; Gao, H.; Liu, H.; Zhang, M.; Li, M.; Chen, Y.; An, K.; Meng, Y.S.; Liu, P.; et al. Efficient Direct Recycling of Lithium-Ion Battery Cathodes by Targeted Healing. Joule 2020, 4, 2609–2626. [Google Scholar] [CrossRef]
- Shahjalal, M.; Roy, P.K.; Shams, T.; Fly, A.; Chowdhury, J.I.; Ahmed, M.d.R.; Liu, K. A Review on Second-Life of Li-Ion Batteries: Prospects, Challenges, and Issues. Energy 2022, 241, 122881. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Producer | Saft [9] | BiPOWER [10] | Duracell [11] | Ultralife [12] |
|---|---|---|---|---|
| Type | Li–SOCl2 cylindrical | Li–SOCl2 cylindrical, prismatic | Li–MnO2 cylindrical | Li–MnO2 cylindrical, button |
| Component | Content [%] | |||
| Li | 3.5–5 | ≤5 | 1–5 | 3–4 |
| SOCl2 or MnO2 | 40–46 | ≤47 | 15–45 | 40–45 |
| AlCl3, other Li salts | 1–5 | ≤5 | 0–5 | 1 |
| C | 3–4 | ≤5 | 0–5 | |
| Ethylene glycol dimethyl ether | 5–10 | 3–4 | ||
| Propylene Carbonate (PC), Ethylene carbonate (EC) | 0–10 | 4–5 | ||
| Tetrahydrofuran | 5–9 | |||
| Component of Portable Secondary LiBs | Material | Content [%] |
|---|---|---|
| Cover | Steel, aluminum | 20–25 |
| Cathode active material | LCO, NMC, NCA, LFP, LMO | 25–35 |
| Anode active material | graphite | 14–19 |
| Electrolyte | LiPF6 dissolved in PC, EC, dimethyl carbonate, diethyl carbonate | 10–15 |
| Cathode | Aluminum | 5–7 |
| Anode | Copper | 5–9 |
| Separator | PP, polyethylene (PE) | 1–4 |
| Additives | Carbon black, silicone, etc. | unspecified |
| Valuable Metal | Compounds | Ksp | Solubility in H2O [g/L] | |
|---|---|---|---|---|
| Co | Co3(PO4)2 | 2.05 × 10−35 | 1.66 × 10−5 | Insoluble * |
| Co(OH)2 | 5.95 × 10−15 | 1.06 × 10−3 | Insoluble | |
| CoCO3 | 1.00 × 10−10 | 1.19 × 10−3 | Insoluble | |
| Co2C2O4∙2H2O (20 °C) | 2.70 × 10−9 | 2.12 × 10−1 | Insoluble | |
| Li | Li3PO4 | 2.37 × 10−11 | 9.94 × 10−1 | Slightly soluble * |
| Li2CO3 | 8.15 × 10−4 | 4.35 | Slightly soluble | |
| Mn | Mn(OH)2 | 2.00 × 10−13 | 3.28 × 10−3 | Insoluble |
| MnCO3 | 2.24 × 10−11 | 5.44 × 10−4 | Insoluble | |
| Ni | Ni(OH)2 | 5.48 × 10−16 | 4.78 × 10−4 | Insoluble |
| NiCO3 | 1.42 × 10−7 | 4.47 × 10−2 | Insoluble | |
| Company | Input | Processing | Output | Capacity [Tons/Year] |
|---|---|---|---|---|
| Accurec Recycling | All types of spent LiBs | Combined | Co-Ni-Mn-Fe alloy; Li2CO3 from slag | 3000 |
| AkkuSer | All types of spent batteries | Mechanical-physical pre-treatment | From spent LiBs— fraction of Co, Cu | 4000 |
| Batrec AG | All types of spent batteries | Mechanical-physical pre-treatment | Metals fractions | 200 |
| Glencore | Spent rechargeable LiBs | Combined | Co compounds Li slag | 7000 |
| INMETCO | Spent rechargeable LiBs | Mechanical-physical pre-treatment Pyrometallurgy | Co-Ni-Fe alloy | 6000 |
| JX Nippon Mining and Metals | Waste from cathode active material production | Mechanical-physical pre-treatment Hydrometallurgy | Electrolytic Co, Ni MnCO3, Li2CO3 | 5000 |
| Recupyl Valibat | Spent rechargeable LiBs | Mechanical-physical pre-treatment Hydrometallurgy | Electrolytic Co Co(OH)2 Li3PO4 | 110 |
| Retriev Technologies | Spent rechargeable and non-rechargeable LiBs | Combined | LiMeO2—new cathode active material Li2CO3, graphite | 4500 |
| SNAM | Spent rechargeable LiBs | Thermal pre-treatment Hydrometallurgy | Saleable products of Co and Li | 300 |
| SMM | Spent rechargeable LiBs | Combined | Cathode active material | n.d. ** |
| Umicore Battery Recycling | Spent rechargeable LiBS, Ni-Cd, NiMH batteries | Combined | LiCoO2 Ni(OH)2 | 7000 |
| BRRP * | Spent rechargeable LiBs | Mechanical-physical pre-treatment Hydrometallurgy | Cathode active material based on Co, Li, Mn, Ni | n.d. ** |
| LithoRec * | Spent rechargeable LiBs from EV | Mechanical-physical pre-treatment Hydrometallurgy | Cathode active material based on Co, Li, Mn, Ni | 2000 |
| OnTo * | Spent rechargeable LiBs from EV | Mechanical-physical pre-treatment Hydrometallurgy | Cathode and anode active material | n.d. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takacova, Z.; Orac, D.; Klimko, J.; Miskufova, A. Current Trends in Spent Portable Lithium Battery Recycling. Materials 2023, 16, 4264. https://doi.org/10.3390/ma16124264
Takacova Z, Orac D, Klimko J, Miskufova A. Current Trends in Spent Portable Lithium Battery Recycling. Materials. 2023; 16(12):4264. https://doi.org/10.3390/ma16124264
Chicago/Turabian StyleTakacova, Zita, Dusan Orac, Jakub Klimko, and Andrea Miskufova. 2023. "Current Trends in Spent Portable Lithium Battery Recycling" Materials 16, no. 12: 4264. https://doi.org/10.3390/ma16124264