Effect of the Surface Chemical Composition on the Corrosion Resistance in the Mixture of FeCrMoNbB (140MXC) and FeCMnSi (530AS) Coatings Produced with the Electric Wire Arc Spraying Technique: Part I

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Equipment
2.1. Substrate and Coatings
2.2. Thermal Spray Equipment
2.3. The Equipment Used for the Corrosion Tests and Their Characterization were
2.3.1. Saline Chamber Equipment
2.3.2. Potentiodynamic Polarization Equipment
2.3.3. Electrochemical Impedance Spectroscopy Equipment
2.3.4. Scanning Electron Microscope Equipment
2.3.5. Auger Electron Spectroscopy Equipment
2.3.6. X-ray Photoelectron Spectroscopy Equipment
2.3.7. X-ray Diffraction Equipment
2.3.8. Evaluation of Corrosive Conditions Performed According to Designation B117–19 Standard Practice for Operating Salt Spray (Fog) Apparatus
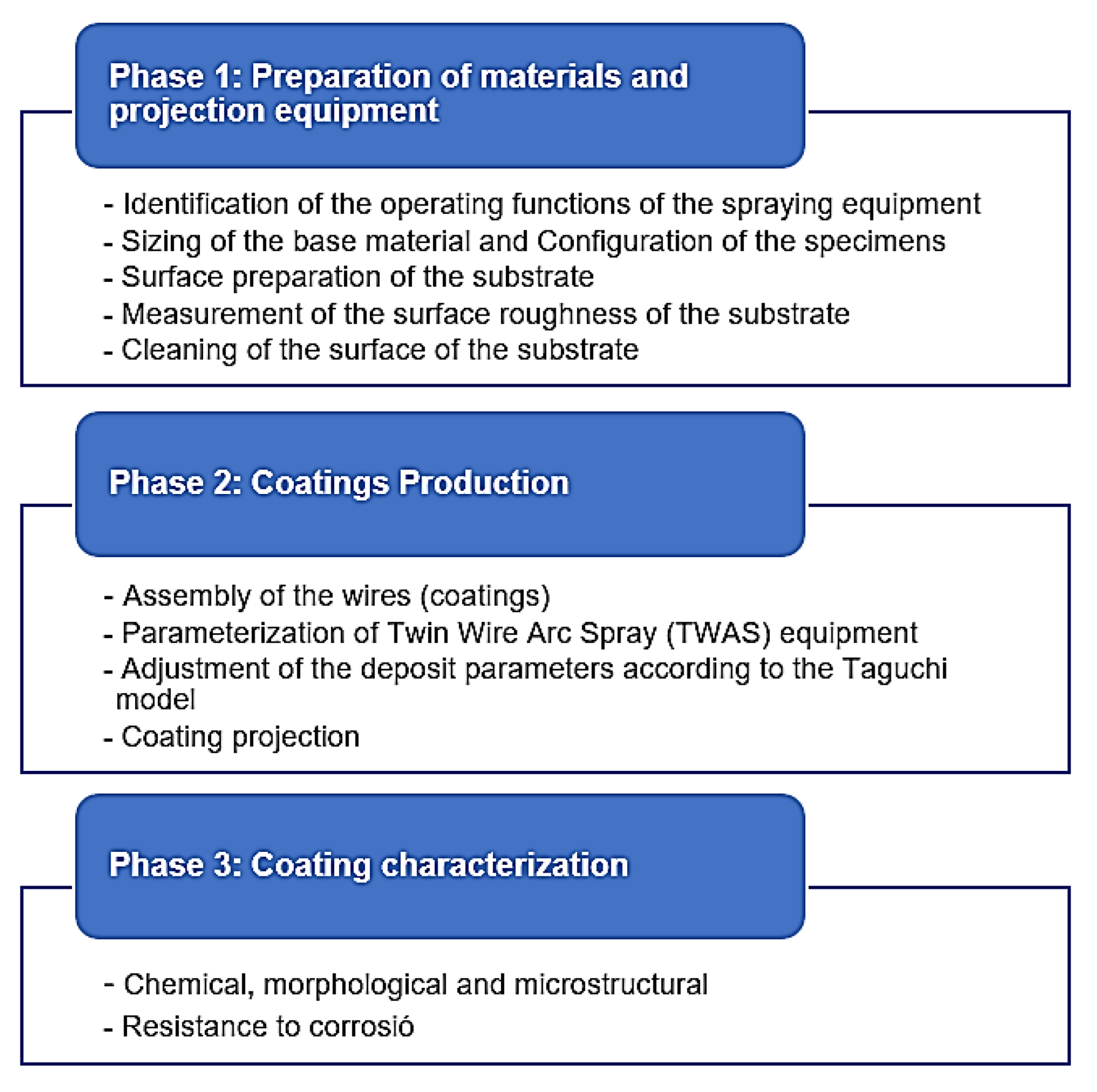
3. Method
4. Results and Discussion
4.1. Chemical Identification of the Coatings and the 140MXC-530AS Mixtures
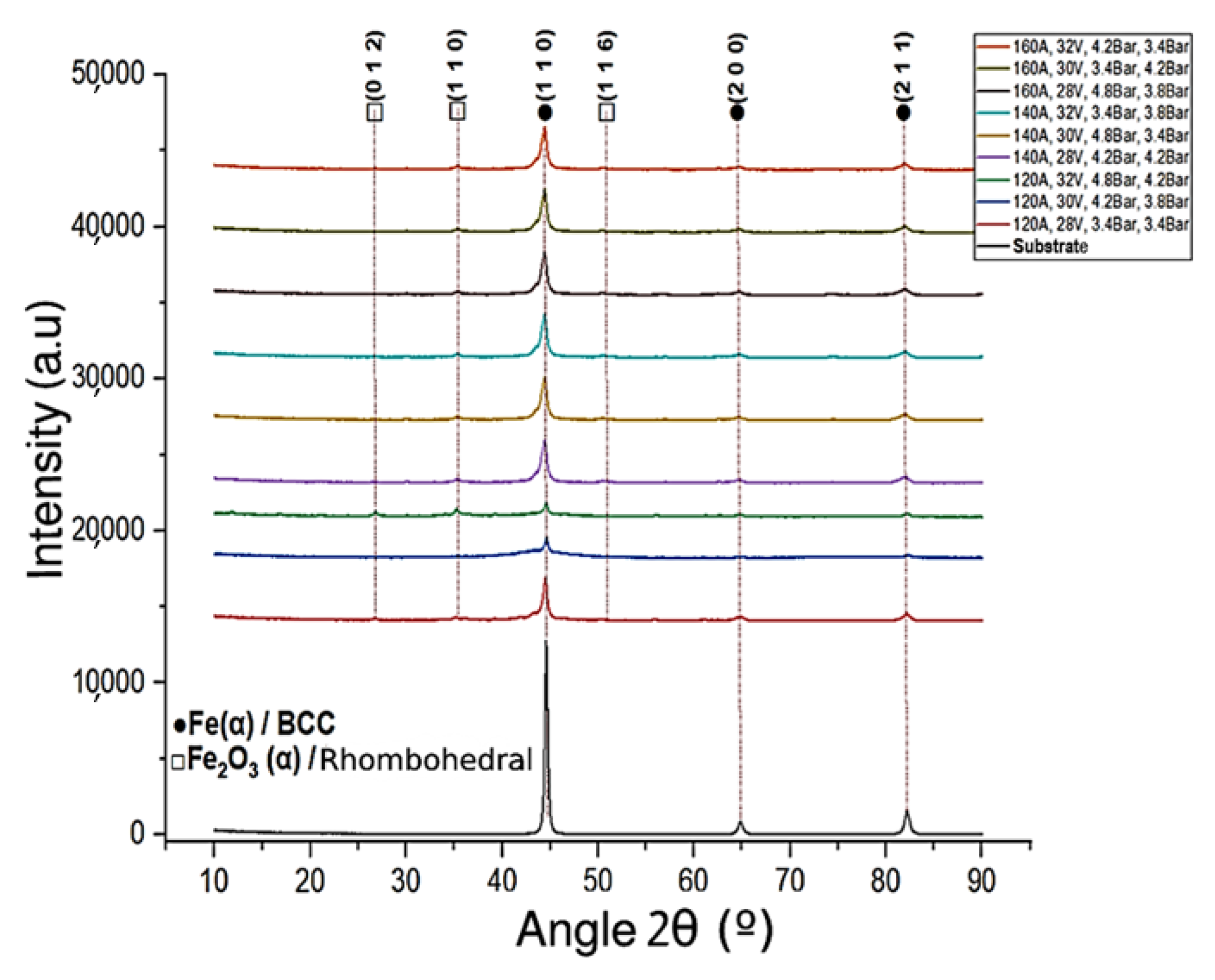
4.2. Microstructural Characterization of Base Coatings and the 140MXC-530AS Mixtures
4.3. Corrosion Resistance of 140MXC-530A Mixtures
4.3.1. Saline Chamber Test
4.3.2. Potentiodynamic Polarization (TAFEL) Test
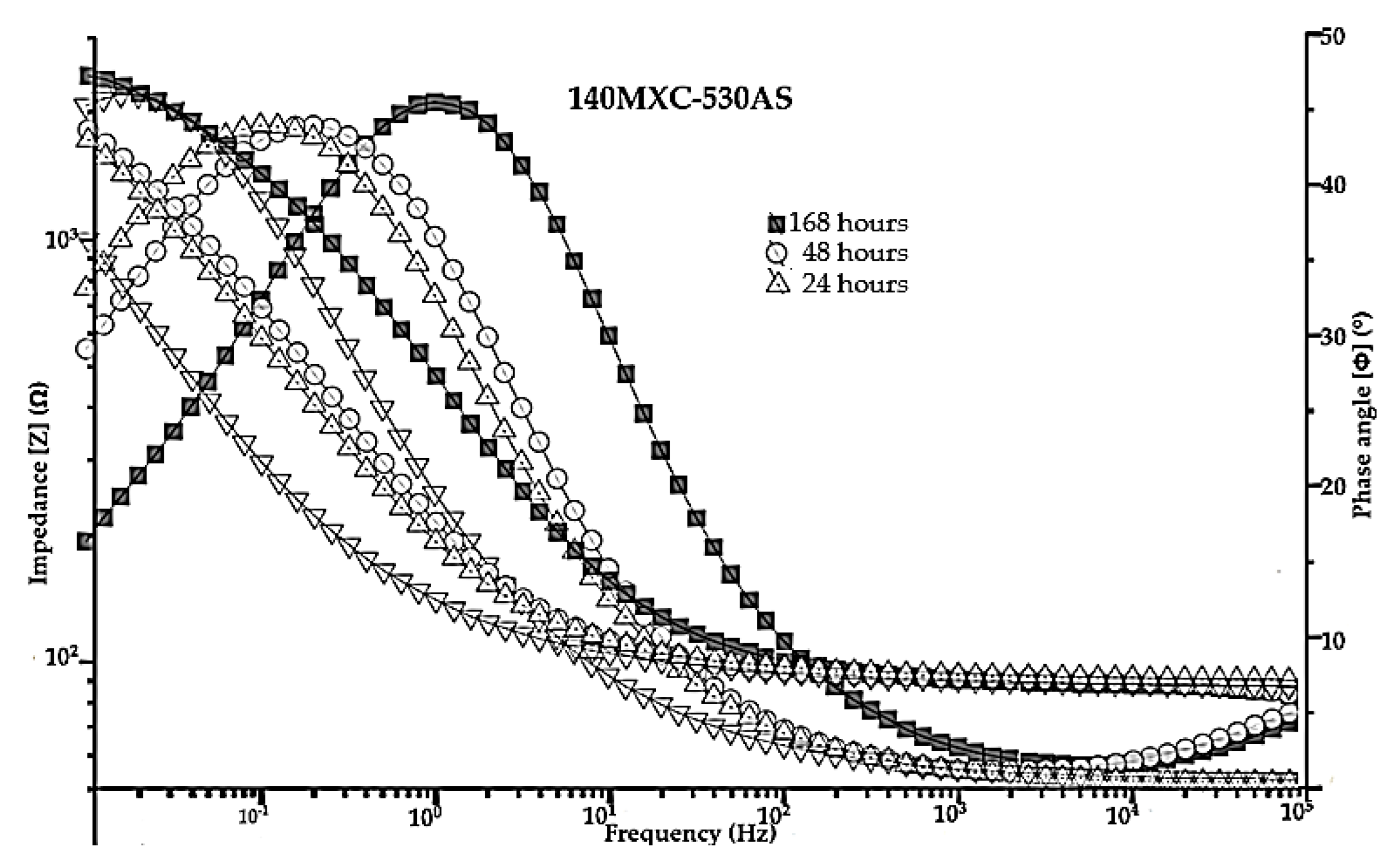
4.3.3. Electrochemical Impedance Spectroscopy (EIS) Test
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhaskaran, R. ASM International Metals; ASM Hand Book: Materials Park, OH, USA, 2005; Volume 13B, p. 619. [Google Scholar]
- Huertas, J.I. El Impacto de la Corrosión en la Industria; ASEDUIS Bogotá: Bogotá, Colombia, 2017. [Google Scholar]
- Granobles, J.P. Estudio de la Resistencia a la Erosión-Corrosión de Los Impulsores de Una Bomba Wemco, Recubiertos Por Rocioado Térmico. Bachelor’s Thesis, Universidad Autómona de Occidente, Cali, Colombia, 2013. [Google Scholar]
- ASM. Handbook of Thermal Spray Technology. International; ASM: Almele, The Netherlands, 2004; p. 3. [Google Scholar]
- Knight, R.; Smith, R. Powder Metal Technologies and Aplications; ASM Metals Handbook: Materials Park, OH, USA, 2004; Volume 7. [Google Scholar]
- Kelly, R. Electrochemical thermodynamics and kinetics of relevance to corrosion. Corros. Technol. 2003, 18, 9–54. [Google Scholar]
- Thermal Spray Society Training Committee. Handbook of Thermal; Thermal Spray Society Training Committee: Materials Park, OH, USA, 2004. [Google Scholar]
- Cooke, K.; Oliver, G.; Buchanan, V.; Palmer, N. Optimization of the electric wire arc-spraying process for improved wear resistance of sugar mill roller shells. Surf. Coat. Technol. 2017, 202, 185–188. [Google Scholar] [CrossRef]
- Salvador, M. Recubrimientos: Protección Contra Corrosión Y El Desgaste; Instituto de Tecnología de Materiales: Valencia, Spain, 2011. [Google Scholar]
- Quaranta, N.; Caligaris, M.; Mansilla, G.; Palmieri, F. Análisis comparativo de recubrimientos sobre aluminio. In CONAMET/SAM 2004/Actas Congreso conamet/Sam 2004: 03 al 05 de Noviembre de 2004; Universidad de La Serena Facultad de Ingeniería: La Serena, Chile, 2005; p. 956. [Google Scholar]
- Tucker, R. Surface Engineering; ASM Metals Handbook: Materials Park, OH, USA, 2004; Volume 5. [Google Scholar]
- Kim, J.-H.; Lee, M.-H. A study on cavitation erosion and corrosion behavior of Al-, Zn-, Cu-, and Fe-based coatings prepared by Arc Spraying. J. Therm. Spray Technol. 2010, 19, 1224–1230. [Google Scholar] [CrossRef]
- Chang, C.H.; Jeng, M.C.; Su, C.Y.; Huang, T.S. A study of wear and corrosion resistance of Arc-Sprayed Ni-Ti composite coatings. J. Therm. Spray Technol. 2011, 20, 1278–1285. [Google Scholar] [CrossRef]
- López, E. Resistencia a la Corrosión Y Al Desgaste de Los Recubrimientos 140MXC, 530AS Y 560AS Usando la Técnica de Proyección Térmica Por Arco. Master’s Thesis, Universidad Nacional de Colombia, Bogotá, Colombia, 2012. [Google Scholar]
- Vélez, H. Recubrimiento de 560AS Producidos Con El Sistema de Proyección Térmica Por Arco. Master’s Thesis, Universidad Nacional de Colombia, Bogotá, Colombia, 2013. [Google Scholar]
- Tillmann, W.; Abdulgader, M.; Wirtz, A.; Milz, M.P.; Biermann, D.; Walther, F. The Effect of Argon as Atomization Gas on the Microstructure, Machine Hammer Peening Post-Treatment, and Corrosion Behavior of Twin Wire Arc Sprayed (TWAS) ZnAl4 Coatings. Coatings 2022, 12, 32. [Google Scholar] [CrossRef]
- Fang, S.; Zhou, J.; Huang, S.; Hu, Z.; Li, W. Evaluation on the Corrosion and Wear Properties of C-Fibers Doped Aluminum Coatings Obtained Using Arc Spray Technolgoy. Coatings 2020, 10, 1096. [Google Scholar] [CrossRef]
- Vaz, R.F.; Pukasiewicz, A.G.; Fals, H.D.; Lourençato, L.A.; Paredes, R.S. Study of Particle Properties of Different Steels Sprayed by Arc Spray Process. Coatings 2020, 10, 417. [Google Scholar] [CrossRef] [Green Version]
- Milz, M.P.; Wirtz, A.; Abdulgader, M.; Kalenborn, A.; Biermann, D.; Tillmann, W.; Walther, F. Corrosion Fatigue Behavior of Twin Wire Arc Sprayed and Machine Hammer Peened ZnAl4 Coatings on S355 J2C + C Substrate. Corros. Mater. Degrad. 2022, 3, 127–141. [Google Scholar] [CrossRef]
- Böhler. Manual Aceros Especiales; Aceros Böhler de Colombia S.A: Bogotá, Colombia, 2011; Volume 49. [Google Scholar]
- Castolin Eutectic. Euctronic Arc 530 Wire, 560 Wire. Datasheet. 2012. Available online: https://n9.cl/q8evv/pg3 (accessed on 18 May 2023).
- Praxair. TAFA Technical. 140 MXC. Nano Composite Wire. File: 1.9.1.2.-140MXC. Data Bull. 2012, 10508. [Google Scholar]
- Biesinger, M.; Payne, B.; Grosvenor, A.; Lau, L.; Gerson, A.; Smart, R. Resolving surface chemical states in XPS analysis of first row transition metals, oxides and hydroxides: Cr, Mn, Fe, Co and Ni. Appl. Surf. Sci. 2011, 257, 2717–2730. [Google Scholar] [CrossRef]
- Patiño, I.M. Evaluación Del Coeficiente de Fricción Y Las Propiedades Mecánicas de Los Recubrimientos 140MXC-530AS Y 140MXC-560AS Sobre Acero Aisi-Sae 4340 Utilizando la Técnica de Proyección Térmica. Master’s Thesis, Universidad Nacional, Bogotá, Colombia, 2015. [Google Scholar]
- Gedzevicius, A.; Valiulis, A. Analysis of wire arc spraying process variables on coatings properties. J. Mater. Processing. Technol. 2006, 175, 206–211. [Google Scholar] [CrossRef]
- Lukasiewicz, S. Spray-drying ceramic powders. J. Am. Ceram. Soc. 1989, 72, 617–624. [Google Scholar] [CrossRef]
- Keller, N.; Bertrand, G.; Comas, G.; Coddet, C. On the Tailoring of Spray Dried Thermal Spray Powders, in Thermal Spray 2001: New Surfaces for a New Millenium; ASM International: Materials Park, OH, USA, 2001; pp. 285–290. [Google Scholar]
- Laura, D.; Jhon, O.; José, A. Producción y resistencia a la corrosión de recubrimientos de WC-Co. In Revista De La Escuela Colombiana De Ingeniería; Escuela Colombiana de Ingeniería: Bogotá, Colombia, 2010; Volume 79, pp. 7–14. ISSN 0121-5132. [Google Scholar]
- López, E.; Olaya, J.; Mercado, J. Resistencia al desgaste de recubrimientos Fe-Nb-Cr-W, AISI 1020 y AISI 420 producidos por proyección terminca por arco eléctrico. Metalurgia 2013, 49, 360–368. [Google Scholar]
- Georgieva, Y. International Thermal Spay & Surface Engineering TSS; University of Central Florida: Orlando, FL, USA, 2006; Volume 1, pp. 68–69. [Google Scholar]
- Fernández, M. Capitulo 16 Espectroscopias electrónicas AUGER y XPS. In En Libro Láminas Delgadas Y Recubrimientos: Preparación, Propiedades Y Aplicaciones; CSIC: Cataluña, Spain, 2003. [Google Scholar]
- Wagner, C.; Naumkin, A.; Kraut-Vass, A.; Allison, J.; Powell, C.; Rumble, J. NIST Standard Reference. Database 20, Versión 3.4. (Web Version). 2003. Available online: http://srdata.nist.gov/XPS/2003 (accessed on 16 March 2020).
- Moulder, J.; Stickle, W.; Sobol, P.; Bomben, K. Handbook of X-ray photoelectron spectroscopy. Perkin-Elmer Corp. 1992, 40, 221. [Google Scholar]
- Miller, D.; Biesinger, M.; McIntyre, N. Interactions of CO2 and CO at fractional atmosphere pressures with iron and iron oxide surfaces: One possible mechanism for surface contamination? Interface Anal. 2002, 33, 299–305. [Google Scholar] [CrossRef]
- Alpas, A.; Edrisy, A.; Perry, T.; Cheng, Y. Wear of thermal spray deposited low carbon steel coatings on alluminum alloys. Wear 2001, 251, 1023–1033. [Google Scholar]
- Jiang, J.-M.; He, D.-Y.; Fu, B.-Y.; Li, X.-Y. Microstructure and wear performance of arc sprayed Fe-FeB-WC coatings. J. Therm. Spray Technol. 2008, 17, 757–761. [Google Scholar]
- Barrera, A.; Fuentes, S.; Viniegra, M.; Avalos-Borja, M.; Bogdanchikova, N.; Campa-Molina, J. Structural properties of Al2O3–La2O3 binary oxides prepared by sol–gel. Mater. Res. Bull. 2007, 42, 640–648. [Google Scholar] [CrossRef]
- De Carvalho, C.; Silva, R.; Santos, J.; Pelliciari de Lima, C. Caracterización de recubrimientos de hidroxiapatita depositadas sobre la aleación Ti6Al7Nb a través de aspersión térmica a plasma. Biomecánica 2000, 8, 49–53. [Google Scholar]
- Djamarani, K.; Clark, I. Characterization of Particle Size Based on Fine and Coarse Fractions; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Pourmousa, A. Wire-Arc Spraying System: Particle Production, Transport, and Deposition. Ph.D. Thesis, University of Toronto, Faculty of Mechanical and Industrial Engineering, Toronto, ON, Canada, 2007. [Google Scholar]
- Godoy, A. Estudio de la Resistencia a la Corrosión Mediante Cámara Salina en Recubrimientos Aplicados Por la Técnica de Aspersión Tér-Mica Por Arco Eléctrico. Bachelor’s tesis, Universidad Libre, Bogotá, Colombia, 2014. [Google Scholar]
- Yao, H.H.; Zhou, Z.; Wang, G.H.; He, D.Y.; Bobzin, K.; Zhao, L.; Öte, M.; Königstein, T. Influence of Feedstock Materials and Spray Parameters on Thermal Conductivity of Wire-Arc-Sprayed Coatings. J. Mater. Eng. Perform. 2017, 26, 1108–1113. [Google Scholar] [CrossRef]
- Viracachá, J. Simulación del fenómeno térmico mediante Matlab de una partícula termoaspersada en la etapa de transporte por la Técnica de Arco Eléctrico. Bachelor’s Thesis, Universidad Libre, Facultad de Ingeniería, Programa de Ingeniería Mecánica, Toronto, ON, Canada, 2017. [Google Scholar]
- Bunshah, R. Metallurgical application. In Handbook of Deposition Technologies for Films and Coatings, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; John Wiley & Sons: West Sussex, UK, 2008; pp. 361–371. [Google Scholar]
- Fowler, D.B. Metallographic evaluation of thermally sprayed coatings. ASTM Stand. News 1991, 19, 54–57. [Google Scholar]
- Ailor, W. Handbook of Corrosion Data and Evaluation; John Wiley & Sons Inc.: New York, NY, USA, 1971. [Google Scholar]
- Zhao, W.; Liu, C.; Dong, L.; Wang, Y. Effects of Arc Spray Process Parameters on Corrosion Resistance of Ti Coatings. J. Therm. Spray Technol. 2009, 18, 702–707. [Google Scholar] [CrossRef]
- Kelly, R.; Scully, J.; Shosmith, D.; Buchheit, R. Electrochemical Techniques in Corrosion Science and Engineering; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Liu, C.; Leyland, A.; Bi, Q.; Matthews, A. An electrochemical impedance spectroscopy study of the corrosion behaviour of PVD coated steels in 0.5N NaCl aqueous solution: Part II.: EIS interpretation of corrosion behavior. Corros. Sci. 2003, 45, 1243–1273. [Google Scholar] [CrossRef]
- García-Antón, J.; Guiñón-Pina, V.; Igual-Muñoz, A. Influence of pH on the electrochemical behaviour of a duplex stainless steel in highly concentrated LiBr solutions. Corros. Sci. 2011, 53, 575–581. [Google Scholar]
- Ameer, M.; Fekry, A.; El-Taib, F. Electrochemical behaviour of passive films on molybdenum-containing austenitic stainless steels in aqueous solutions. Electrochim. Acta 2004, 50, 43–49. [Google Scholar] [CrossRef]
- Rojas, M.; Hector, F. Aspersión Térmica por Arco Eléctrico: Influencia de los Parámetros de Proyección en la Morfología de las Partículas a Diferentes Distancias de Aplicación; Editorial Académica Española: London, UK, 2017; ISBN 978-3-639-53976-9. ASIN: 3639539761. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element/Level | B | C | O | Si | Nb | Mo | Cr | Mn | Fe | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| L(α) (KeV ±) | / | / | / | / | 2.1659 | 2.2932 | 0.5729 | 0.6374 | 0.7048 | 0.9297 |
| K(α) (KeV ±) | 0.1834 | 0.2774 | 0.5268 | 1.7398 | 16.5840 | 17.4446 | 5.4117 | 5.8951 | 6.3996 | 8.0413 |
| Experiment | Substrate | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|---|
| Icorr (µA ±) | 15.1 | 24.9 | 5.7 | 0.8 | 3.2 | 2.1 | 9.9 | 0.9 | 8.1 | 6.2 |
| Ecorr (mV ±) | 850 | 600 | 525 | 425 | 490 | 455 | 585 | 445 | 575 | 505 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rojas-Molano, H.F.; Olaya-Flórez, J.J.; Guzmán-Pardo, M.A.; Alfonso-Orjuela, J.E.; Mendieta-Reyes, N.E. Effect of the Surface Chemical Composition on the Corrosion Resistance in the Mixture of FeCrMoNbB (140MXC) and FeCMnSi (530AS) Coatings Produced with the Electric Wire Arc Spraying Technique: Part I. Materials 2023, 16, 4182. https://doi.org/10.3390/ma16114182
Rojas-Molano HF, Olaya-Flórez JJ, Guzmán-Pardo MA, Alfonso-Orjuela JE, Mendieta-Reyes NE. Effect of the Surface Chemical Composition on the Corrosion Resistance in the Mixture of FeCrMoNbB (140MXC) and FeCMnSi (530AS) Coatings Produced with the Electric Wire Arc Spraying Technique: Part I. Materials. 2023; 16(11):4182. https://doi.org/10.3390/ma16114182
Chicago/Turabian StyleRojas-Molano, Héctor F., Jhon J. Olaya-Flórez, María A. Guzmán-Pardo, José E. Alfonso-Orjuela, and Néstor E. Mendieta-Reyes. 2023. "Effect of the Surface Chemical Composition on the Corrosion Resistance in the Mixture of FeCrMoNbB (140MXC) and FeCMnSi (530AS) Coatings Produced with the Electric Wire Arc Spraying Technique: Part I" Materials 16, no. 11: 4182. https://doi.org/10.3390/ma16114182