

Assessment of the Suitability of Coke Material for Proppants in the Hydraulic Fracturing of Coals



Abstract
:1. Introduction
- Compressive strength of 13.8 MPa, at which over 90% of grains remain undestroyed;
- Proppant pack conductivity for 2% KCl solution is higher than 13 × 10−14 m2·m;
- Dimensionless fracture conductivity is higher than 40 [-];
- The optimal transport and settling of proppant in the created fracture;
- Possibility to control the quality of filling the fracture with proppant;
- Compatibility of the proppant material with the formation rock and fracking fluid;
- Maintaining a fracture system of desired conductivity inside the coal rock;
- Limitation of the embedment phenomenon, consisting of (A) minimizing the depth of indentation of the proppant grains into the fracture wall (carbon rock) to a value not greater than 20% of the average diameter of the grains and (B) maintaining the surface of the fracture wall with less than 35% damage;
- Reduction in the fracture permeability damage during coal seam demethanization;
- Reduction in water and material consumption.
- The chemical affinity of coke proppant to coal facilitates underground coal gasification (UCG), or the extraction of demethanized coals as energy carriers or for use in the raw material chemical industry;
- The considerable porosity and permeability of the proppant allow for more intensive gas migration. The total porosity of the coke proppant can be as high as 50%, with effective porosity reaching 15%. This facilitates gas migration in the propped fracture as well as through the coke proppant itself, unlike most traditional proppants. Gas migration through coke proppant grains may be maintained even when they are partially embedded in the coal rock surface;
- The porous nature of the coke proppant allows it to be saturated with chemicals designed to control the viscosity of the fracking fluid after stimulation;
- The structure of the coke proppant limits its embedment. Due to its roughness, it supports the fracture wall at multiple points and reduces embedment compared to proppants of a smoother grain surface, such as treated sand, ceramics, and resin-coated proppants;
- The low density makes it easy to suspend the proppant in the fracturing fluid and pump it easily into the fractures. The bulk density of the coke material (e.g., coke breeze) can reach 0.57 g/cm3, which is lower than for typical frac sand −1.49 g/cm3 (for 40/70 mesh) and even ultra-lightweight proppants (ULWP), e.g., −0.66 g/cm3 (for 30/80 mesh). The low bulk and specific densities of coke proppants allow them to be used more efficiently with low-viscous foams and energized fracking fluids. It also facilitates the injection of large volumes of proppant from a specific well into the distant parts of the fractures [16].
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Analytical procedures performed on the initial coke materials
- m1—coke mass before tumbling with grain size > 40 mm, g;
- m2—coke mass after tumbling with grain size > 40 mm (residue in a sieve with a mesh size of 40 mm), g;
- m1′—coke mass before tumbling, g;
- m2′—the loss after tumbling through a 10 mm mesh sieve, g;
- m1″—coke mass before determination of reactivity, g
- m2″—coke mass after determination of reactivity, g;
- m2‴—coke mass after determination of reactivity before tumbling, g;
- m3‴—coke mass after determination of reactivity and with a grain size greater than 10 mm after tumbling, g;

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Standard/Method |
|---|---|
| Micum index 40 (M40) | PN-C-04305:1998 [25] |
| Micum index 10 (M10) | PN-C-04305:1998 [25] |
| Coke reactivity index (CRI) | ISO 18894:2006 [26] |
| Coke strength after reaction with CO2 (CSR) | ISO 18894:2006 [26] |
| Ash content (Ad) | PN-ISO 1171:2002 [27] |
| Total moisture content (Wa) | PN-ISO 579:2002 [28] |
| Moisture content in the analytical sample (Wtr) | PN-ISO 687:2005 [29] |
| Volatile matter content (Vdaf) | PN-G-04516:1998 [30] |
| Total sulfur content (Std) | Combustion of samples at 1350 °C using the LECO SC 132 analyzer |
| Net calorific value (NCV) | PN-ISO 1928:2020-05 [31] |
| Crush resistance index (m′pan) | PN-EN ISO 13503-2:2010 [32] |
| Roga index (RI) | PN-ISO 15585:2009 [33] |
2.2.2. Modification of the initial coke materials
2.2.3. Analytical procedures performed on the modified coke materials
- Q—weight of the sample after coking (before the first sieving), g;
- a—weight of the sample on the sieve before the first tumbling, g; Q = a = 100 g;
- b—weight of the sample on the sieve after the first tumbling, g;
- c—weight of the sample on the sieve after the second tumbling, g;
- d—mass of the sample on the sieve after the third tumbling, g.
3. Results and Discussion
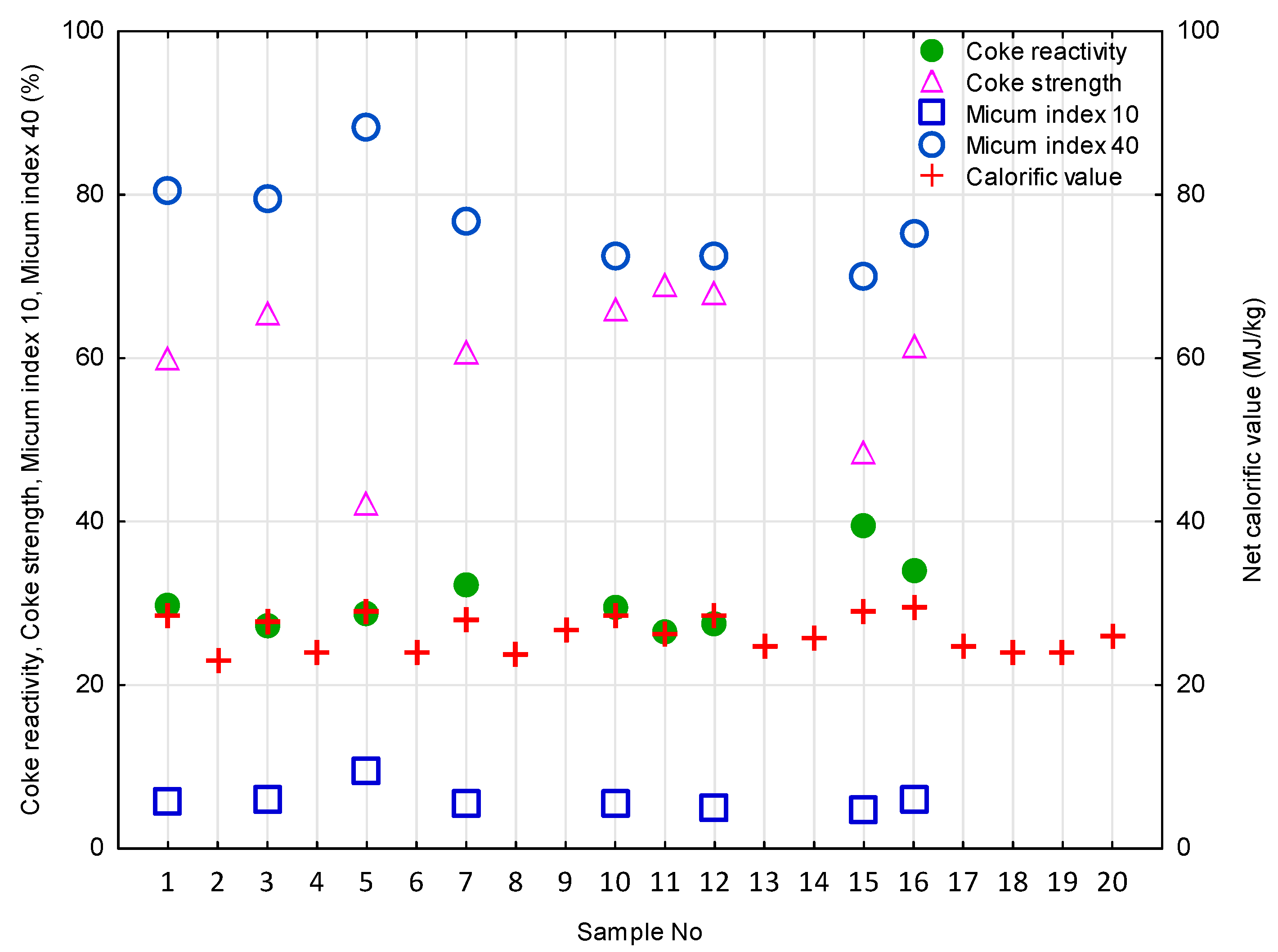
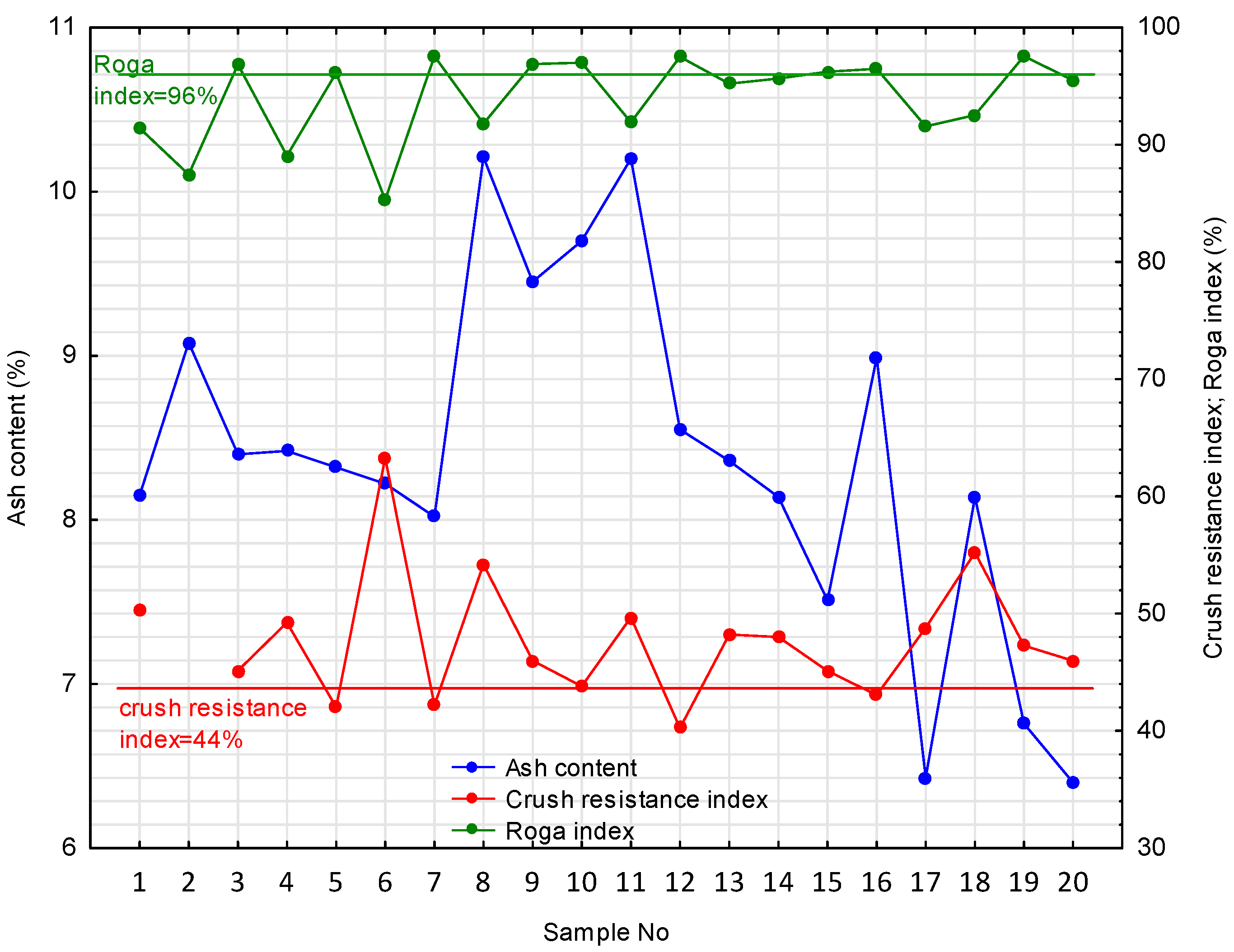
3.1. Properties of the initial and modified coke materials
3.2. Selection of the Most Promising Material for the Final Processing to Obtain a Coke Proppant
- <44%/44–49%/>49% (highest/average/lowest strength)—for the crush resistance of the coke material, m′pan;
- >98% ±2%/96–92% ±2%/<90% ±2% (highest/average/lowest strength) for RI, that is, for mechanical strength according to the modified Roga method.
- Cokes of the highest strength—samples V, VII, X, XII, XVI;
- Cokes of medium strength—samples III, IX, XIII, XIV, XV, XVII, XIX, XX;
- Cokes of the lowest strength—samples I, IV, VI, VIII, XI, XVIII.
3.3. The role of fracture conductivity
4. Conclusions
- The preliminary assessment of the suitability of the source coke material for the final processing is based on a set of tests performed on the initial coke and the 3–1 mm grain fraction enriched in a heavy liquid with a density of 1.35 g/cm3. For the initial coke, these include the strength parameters M40, M10, CRI, CSR, and ash content (Ad). For the modified cokes, they comprise m′pan and RI, which were selected as key strength parameters, and Ad.
- The most promising modified coke materials with the best strength properties had m′pan and RI values of at least 44% and at least 96%, respectively, and contained less than 9% ash. They were obtained from a coarse-grained (fraction 25–80 mm or larger) blast furnace and foundry coke. For these materials, the values of the individual parameters are as follows: M40 > 72.4%, M10 < 9.6%, CRI < 34.1%, and CSR > 42.2%.
- Further work on the highest strength coke materials described in this article will consist of developing a technology for the production of proppants in order to obtain a product with parameters compliant with the PN-EN ISO 13503-2:2010 standard. They will consist, in particular, of the selection of effective and environmentally friendly methods of crushing, shaping, and enriching coke materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Elder, C.H. Effects of Hydraulic Stimulation on Coalbeds and Associated Strata; USBM report RI 8260; Department of the Interior, Bureau of Mines: Washington, DC, USA, 1977. [Google Scholar]
- Jeffrey, R.G.; Boucher, C. Sand propped hydraulic fracture stimulation of horizontal in-seam gas drainage holes at Dartbrook Coal Mine. In Proceedings of the COAL 2004 Symposium, University of Wollongong, Wollongong, New Zealand, 4–6 February 2004; pp. 169–179. [Google Scholar]
- Moska, R.; Labus, K.; Kasza, P. Hydraulic Fracturing in Enhanced Geothermal Systems—Field, Tectonic and Rock Mechanics Conditions—A Review. Energies 2021, 14, 5725. [Google Scholar] [CrossRef]
- Su, S.; Beath, A.; Guo, H.; Mallett, C. An assessment of mine methane mitigation and utilisation technologies. Prog. Energ. Combust. 2005, 31, 123–170. [Google Scholar] [CrossRef]
- Mazzotti, M.; Pini, R.; Storti, G. Enhanced coalbed methane recovery. J. Supercrit. Fluid 2009, 47, 619–627. [Google Scholar] [CrossRef]
- Karacan, C.Ö.; Ruiz, F.A.; Cotè, M.; Phipps, S. Coal mine methane: A review of capture and utilization practices with benefits to mining safety and to greenhouse gas reduction. Int. J. Coal Geol. 2011, 86, 121–156. [Google Scholar] [CrossRef]
- Moore, T.A. Coalbed methane—A review. Int. J. Coal Geol. 2012, 101, 36–80. [Google Scholar] [CrossRef]
- Cheng, L.; Ge, Z.; Xia, B.; Li, Q.; Tang, J.; Cheng, Y.; Zhuo, S. Research on Hydraulic Technology for Seam Permeability Enhancement in Underground Coal Mines in China. Energies 2018, 11, 427. [Google Scholar] [CrossRef]
- Fan, C.; Elsworth, D.; Li, S.; Chen, Z.; Luo, M.; Song, Y.; Zhang, H. Modelling and optimization of enhanced coalbed methane recovery using CO2/N2 mixtures. Fuel 2019, 253, 1114–1129. [Google Scholar] [CrossRef]
- Lakirouhani, A.; Detournay, E.; Bunger, A.P. A reassessment of in situ stress determination by hydraulic fracturing. Geophys. J. Int. 2016, 205, 1859–1873. [Google Scholar] [CrossRef]
- LeBlanc, D.; Martel, T.; Graves, D.; Tudor, E.; Lestz, R. Application of Propane (LPG) Based Hydraulic Fracturing in The McCully Gas Field, New Brunswick, Canada. In Proceedings of the SPE North American Unconventional Gas Conference and Exhibition, The Woodlands, TX, USA, 14–16 June 2011; Paper 144093. OnePetro: Richardson, TX, USA, 2011. [Google Scholar] [CrossRef]
- Masłowski, M.; Labus, M. Preliminary Studies on the Proppant Embedment in Baltic Basin Shale Rock. Rock Mech. Rock Eng. 2021, 54, 2233–2248. [Google Scholar] [CrossRef]
- Brannon, H.D.; Wood, W.D.; Rickards, A.R.; Stephenson, C.J. Method of Enhancing Hydraulic Fracturing Using Ultra Lightweight Proppants. U.S. Patent 7,726,399, 1 June 2010. [Google Scholar]
- Ahamed, M.A.A.; Perera, M.S.A.; Elsworth, D.; Ranjith, P.G.; Matthai, S.K.M.; Dong-yin, L. Effective application of proppants during the hydraulic fracturing of coal seam gas reservoirs: Implications from laboratory testings of propped and unpropped coal fractures. Fuel 2021, 304, 121394. [Google Scholar] [CrossRef]
- Labus, K.; Morga, R.; Suponik, T.; Masłowski, M.; Wilk, K.; Kasza, P. The concept of coke based proppants for coal bed fracturing. IOP C Ser. Earth Env. 2019, 261, 012026. [Google Scholar] [CrossRef]
- Labus, K.; Kasza, P.; Masłowski, M.; Czupski, M.; Wilk, K. Proppant for Use in Hydraulic Fracturing of Coals. Polish Patent 418,516, 2016 08 31, 2016. [Google Scholar]
- Díez, M.A.; Álvarez, R.; Barriocanal, C. Coal for metallurgical coke production: Predictions of coke quality and future requirements for cokemaking. Int. J. Coal Geol. 2002, 50, 389–412. [Google Scholar] [CrossRef]
- Álvarez, R.; Díez, M.A.; Barriocanal, C. An approach to blast furnace coke quality prediction. Fuel 2007, 86, 2159–2166. [Google Scholar] [CrossRef]
- Koszorek, A.; Krzesińska, M.; Pusz, S.; Pilawa, B.; Kwiecińska, B. Relationship between the technical parameters of cokes produced from blends of three Polish coals of different coking ability. Int. J. Coal Geol. 2009, 77, 363–371. [Google Scholar] [CrossRef]
- Rejdak, M.; Strugała, A.; Sobolewski, A. Stamp-Charged Coke-Making Technology—The Effect of Charge Density and the Addition of Semi-Soft Coals on the Structural, Textural and Quality Parameters of Coke. Energies 2021, 14, 3401. [Google Scholar] [CrossRef]
- Pusz, S.; Buszko, R. Reflectance parameters of cokes in relation to their reactivity index (CRI) and the strength after reaction (CSR), from coals of the Upper Silesian Coal Basin, Poland. Int. J. Coal Geol. 2012, 90–91, 43–49. [Google Scholar] [CrossRef]
- North, L.; Blackmore, K.; Nesbitt, K.; Mahoney, M. Models of coke quality prediction and the relationships to input variables: A review. Fuel 2018, 219, 446–466. [Google Scholar] [CrossRef]
- Rutkowski, P.; Chomiak, K. Determination of Reactivity and Mechanical Strength of Coke; Politechnika Wrocławska: Wrocław, Poland, 2020; Available online: https://iptm.pwr.edu.pl/fcp/VGBUKOQtTKlQhbx08SlkAVgBeUTgtCgg9ACFDCwgCFiFPFRYqCl5tDXdAGHpEQVgQaxMDOCAEDgMdLA5fRE0OPxZSBw/154/public/gmw_dydaktyka/am_w1_reakcyjnosc_koksu.pdf (accessed on 14 November 2022). (In Polish)
- Mianowski, A.; Radko, T.; Koszorek, A. Assessment of the high-quality blast furnace coke by using the reactivity and strength integrated Nippon Steel Corporation test. Przem. Chem 2009, 88, 692–698, (In Polish with English abstract). [Google Scholar]
- PN-C-04305:1998; Hard Coal Coke. Determination of Mechanical Strength. Polish Committee for Standardization: Warsaw, Poland, 1998. (In Polish)
- ISO 18894:2006; Coke—Determination of Coke Reactivity Index (CRI) and Coke Strength after Reaction (CSR). ISO: Geneva, Switzerland, 2010.
- PN-ISO 1171:2002; Solid Fuels. Ash Determination. ISO: Geneva, Switzerland, 2002. (In Polish)
- PN-ISO 579:2002; Hard Coal Coke. Determination of Total Moisture. ISO: Geneva, Switzerland, 2002. (In Polish)
- PN-ISO 687:2005; Hard Coal Coke. Determination of Moisture in the Analytical Sample. ISO: Geneva, Switzerland, 2005. (In Polish)
- PN-G-04516:1998; Solid Fuels. Determination of Volatile Matter Content by Weight Method. Polish Committee for Standardization: Warsaw, Poland, 1998. (In Polish)
- PN-ISO 1928:2020-05; Solid Fuels. Determination of Gross Calorific Value by the Calorimetric Bomb Method and Calculation of Calorific Value. ISO: Geneva, Switzerland, 2020. (In Polish)
- PN-EN ISO 13503-2:2010; Petroleum and Natural Gas Industries—Completion Fluids and Materials—Part 2: Measurement of Properties of Proppants Used in Hydraulic Fracturing and Gravel-Packing Operations. ISO: Geneva, Switzerland, 2010. (In Polish)
- PN-ISO 15585:2009; Hard Coal. Determination of Caking Index. ISO: Geneva, Switzerland, 2009. (In Polish)
- PN-ISO 7936: 1999P; Hard Coal. Determination and Presentation of Gravity Enrichment Characteristics—General Guidelines for Apparatus and Procedures. ISO: Geneva, Switzerland, 1999. (In Polish)
- Roga, B.; Wnękowska, L. Coal and Coke Analysis; Wydawnictwo Naukowo-Techniczne: Warsaw, Poland, 1966. [Google Scholar]
- Li, Y.; Meng, W.; Rui, R.; Wang, J.; Jia, D.; Chen, G.; Patil, S.; Dandekar, A. The calculation of coal rock fracture conductivity with Different Arrangements of proppants. Geofluids 2018, 2018, 4938294. [Google Scholar] [CrossRef]
- Meng, W.; Li, Z.; Guo, Z. Calculation model of fracture conductivity in coal reservoir and its application. J. China Coal Soc. 2014, 39, 1852–1856. [Google Scholar] [CrossRef]





| Sample | Producer | Type | Method of Filling the Chambers and Quenching the Coke; Coking Time | Grain Size, mm |
|---|---|---|---|---|
| I | Coking plant 1 | Blast furnace coke | Hopper system; wet quenching; 16:30 h | 25–80 |
| II | Coking plant 1 | Coke dust (coke breeze) after production of blast furnace coke nr I | Hopper system; wet quenching; 16:30 h | 0–3 |
| III | Coking plant 1 | Blast furnace coke | Hopper system; dry quenching; 16:30 h | 25–80 |
| IV | Coking plant 1 | Coke dust (coke breeze) after production of dry-quenched blast furnace coke nr III | Hopper system; dry quenching; 16:30 h | 0–10 |
| V | Coking plant 2 | Foundry coke | Stamper system; wet quenching; 29:00 h | >80 |
| VI | Coking plant 2 | Coke dust (coke breeze) after production of blast furnace coke nr V | Stamper system; wet quenching; 29:00 h | 0–10 |
| VII | Coking plant 2 | Blast furnace coke | Stamper system; wet quenching; 26:00 h | 25–80 |
| VIII | Coking plant 2 | Coke dust (coke breeze) after production of blast furnace coke nr VII | Stamper system; wet quenching; 26:00 h | 0–10 |
| IX | Coking plant 2 | Fuel coke | Stamper system; wet quenching; 26:00 h | 10–25 |
| X | Coking plant 3 | Blast furnace coke stabilized | Stamper system; wet quenching; 21:00 h | 25–80 |
| XI | Coking plant 3 | Fuel coke | Stamper system; wet quenching; 21:00 h | 10–30 |
| XII | Coking plant 4 | Blast furnace coke | Stamper system; wet quenching; 41:09 h | 25–80 |
| XIII | Coking plant 4 | Coke dust (coke breeze) after production of blast furnace coke nr XII | Stamper system; wet quenching; 41:09 h | 0–10 |
| XIV | Coking plant 4 | Fuel coke | Stamper system; wet quenching; 41:09 h | 10–25 |
| XV | Coking plant 5 | Blast furnace coke | Stamper system; wet quenching; 20:35 h | 40–80 |
| XVI | Coking plant 5 | Foundry coke | Stamper system; wet quenching; 25:39 h | 60–100 |
| XVII | Coking plant 5 | Coke dust (coke breeze) after production of foundry coke nr XVI | Stamper system; wet quenching; 25:39 h | 0–10 |
| XVIII | Coking plant 1 | Coke dust (coke breeze) after production of blast furnace coke nr I | Hopper system; wet quenching; 24:30 h | 0–10 |
| XIX | Coking plant 5 | Coke dust (coke breeze) after production of blast furnace coke nr XV | Stamper system; wet quenching; 20:35 h | 0–10 |
| XX | Coking plant 5 | Fuel coke | Stamper system; wet quenching; 26:24 h | 10–20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suponik, T.; Labus, K.; Morga, R. Assessment of the Suitability of Coke Material for Proppants in the Hydraulic Fracturing of Coals. Materials 2023, 16, 4083. https://doi.org/10.3390/ma16114083
Suponik T, Labus K, Morga R. Assessment of the Suitability of Coke Material for Proppants in the Hydraulic Fracturing of Coals. Materials. 2023; 16(11):4083. https://doi.org/10.3390/ma16114083
Chicago/Turabian StyleSuponik, Tomasz, Krzysztof Labus, and Rafał Morga. 2023. "Assessment of the Suitability of Coke Material for Proppants in the Hydraulic Fracturing of Coals" Materials 16, no. 11: 4083. https://doi.org/10.3390/ma16114083