

On the Influence of Heat Input on Ni-WC GMAW Hardfaced Coating Properties

 , , , , ,
, , , , ,
Abstract
:1. Introduction
- welding speed, being a key factor to the overall heat input coefficient,
- voltage, being responsible mainly for weld bead geometry and root depth,
- wire feed, being a main constituent of the current,
- free stick-out of the welding wire, being a secondary factor for the bead geometry,
- shielding gas type and flow.
2. Materials and Methods
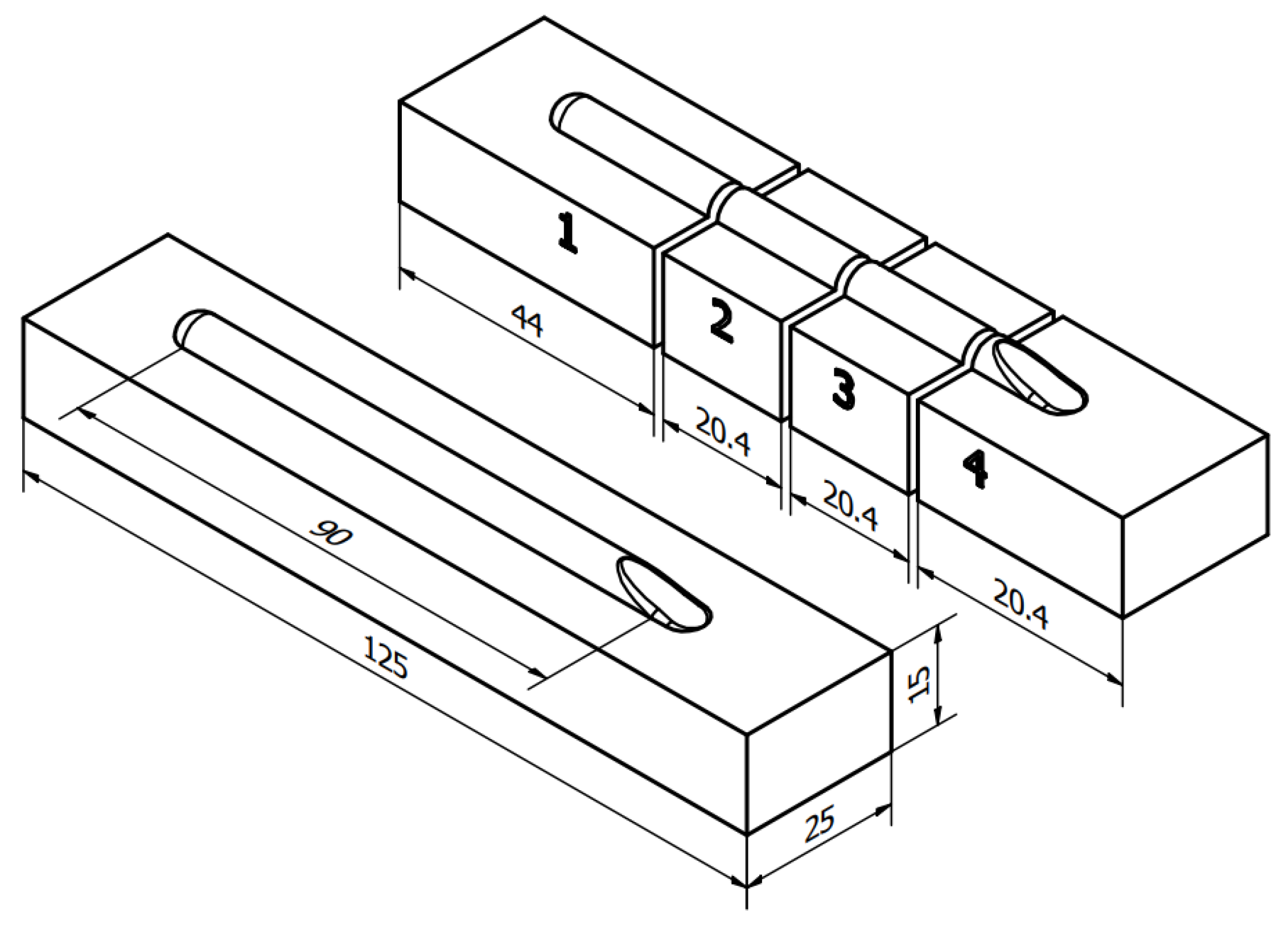
2.1. Setup and Specimen
2.2. Base and Filler Material Chemical Composition
2.3. Hardfacing Process Parameter Assumptions
- Dw—diameter of the wire [mm] (here: 1.6 mm),
- h—assumed height of the bead [mm] (here: 2 mm),
- w—assumed width of the bead [mm] (here: 10 mm),
- vb—velocity of welding head [m/s],
- vw—wire feed [mm/min].
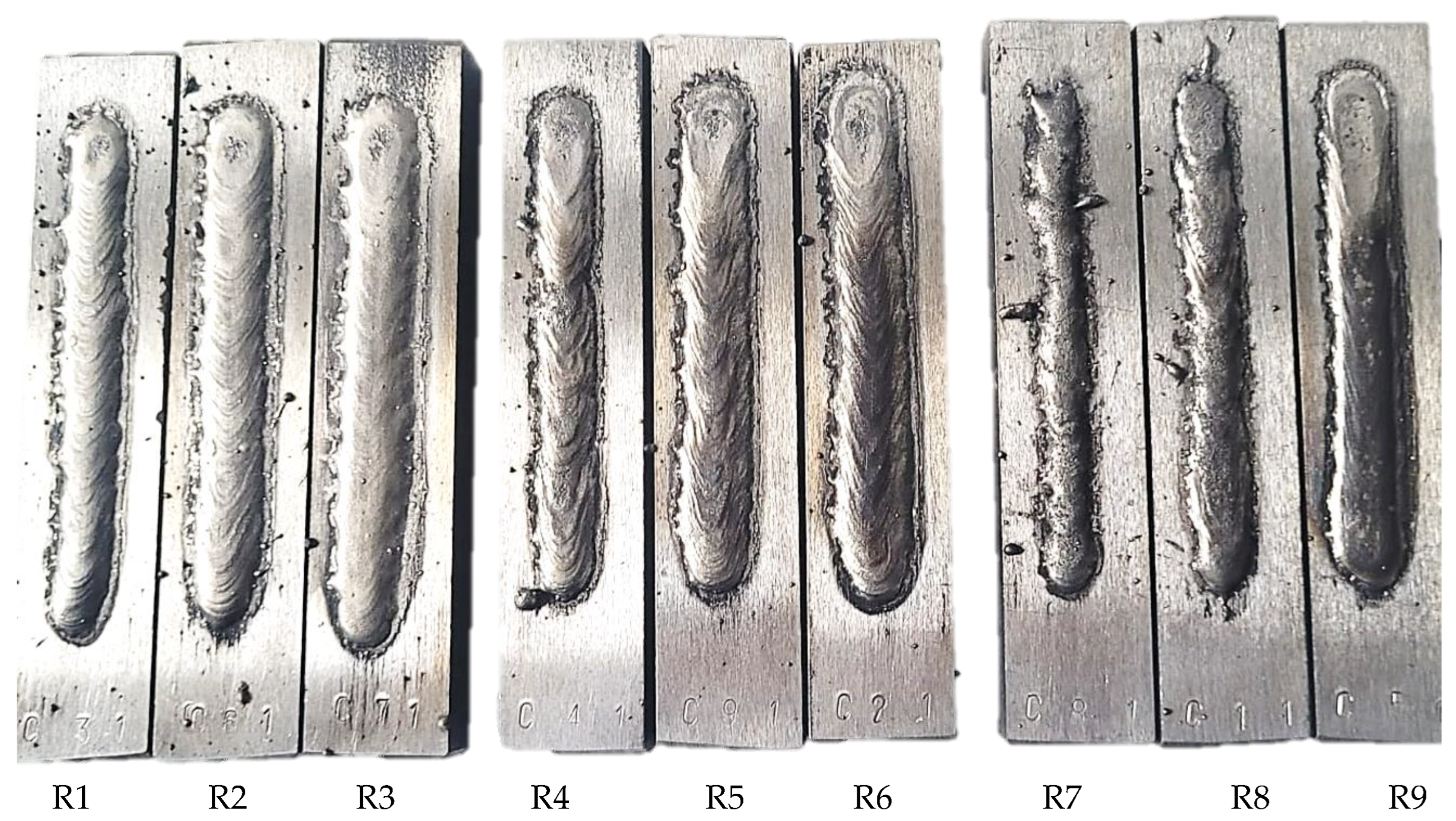
2.4. Geometric Measurements of the Weld Bead Dimensions
2.5. Hardness Measurements
2.6. Carbide Segregation
2.7. Statistical Background
3. Results and Discussion
3.1. Chemical Composition Analysis
3.2. Heat Input Calculation
- Q—heat input [kJ/mm],
- I—current [A],
- U—voltage [V],
- vb—welding speed [mm/min],
- η—welding efficiency factor (in the case of GMAW/FCAW it is equal to 0.8).
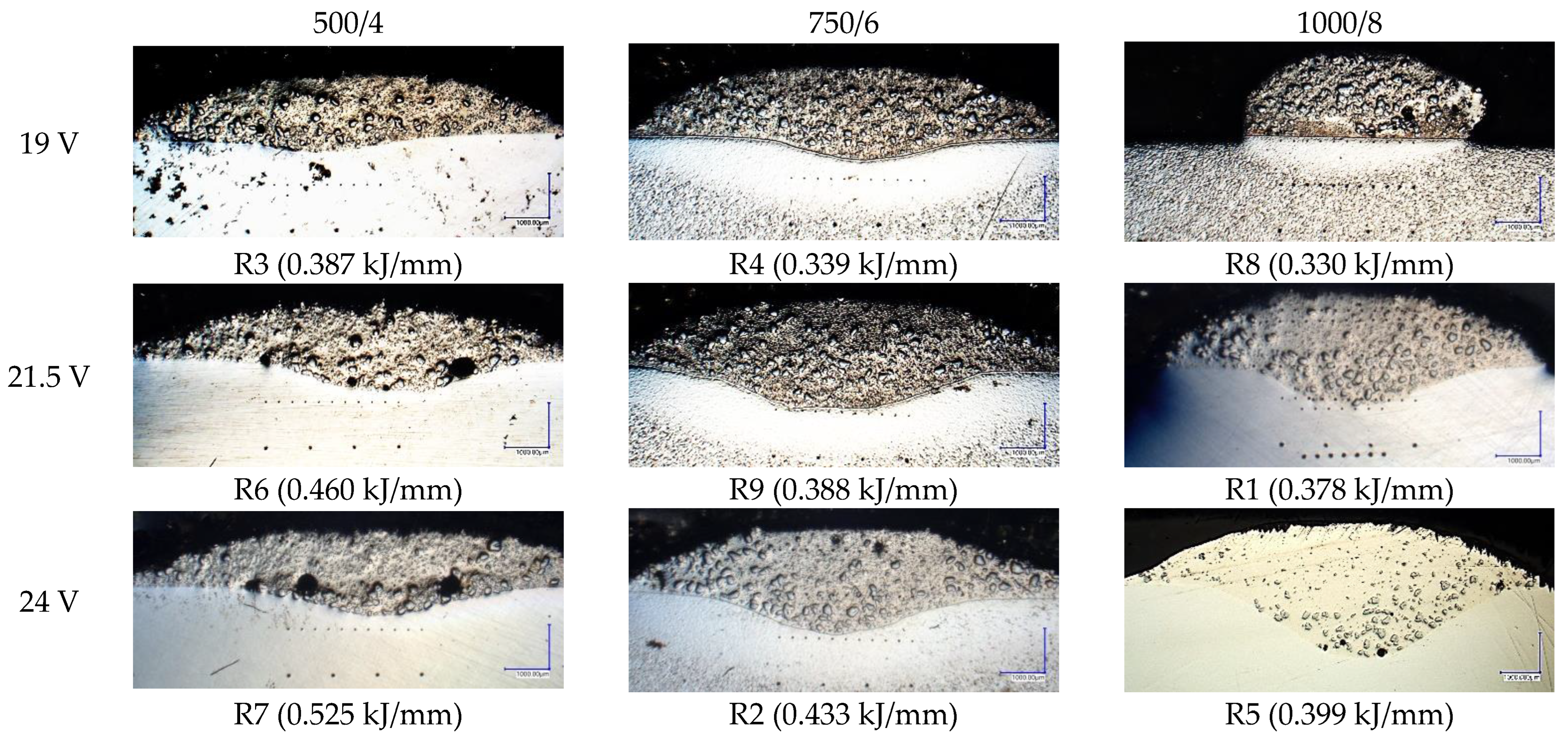
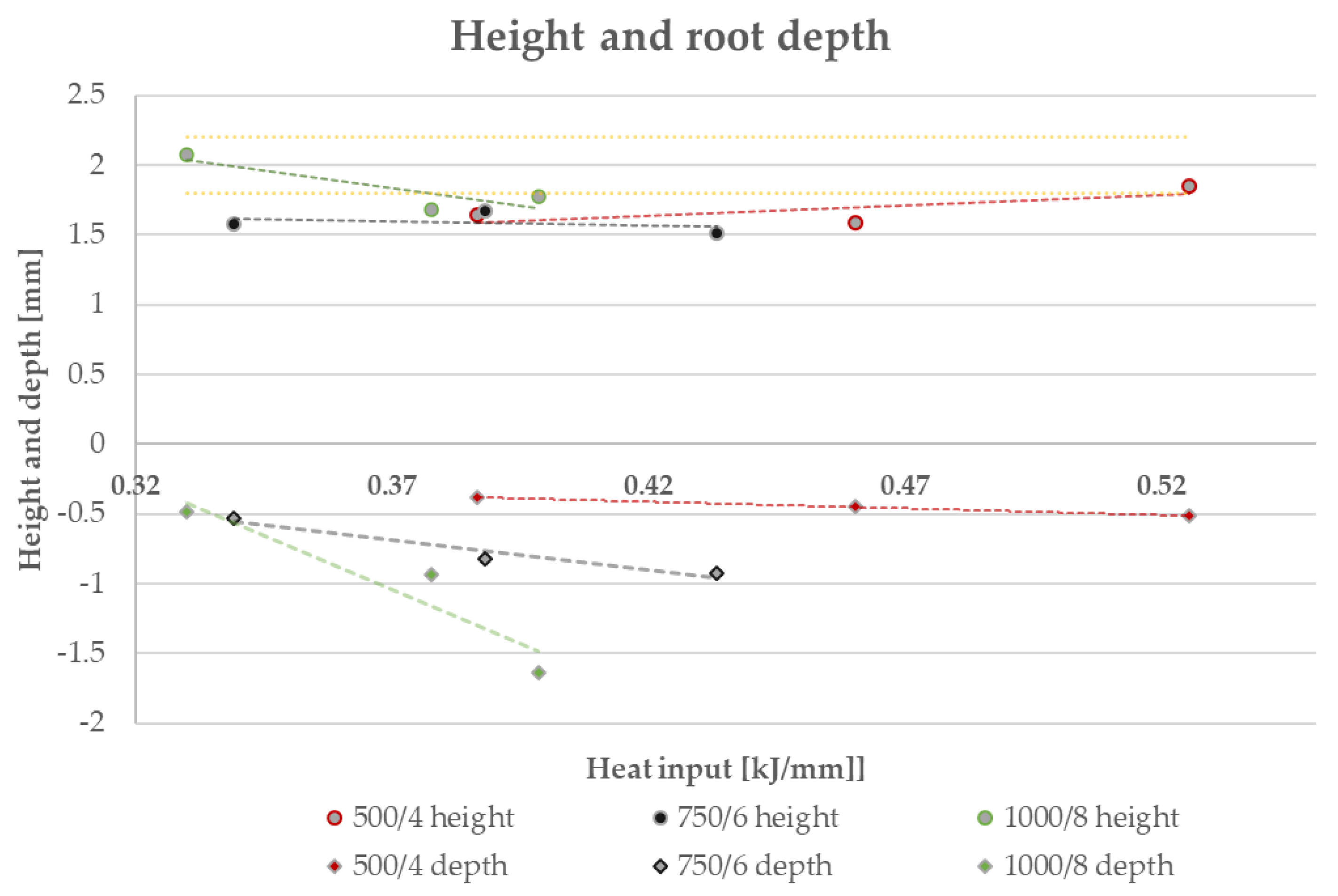
3.3. Weld Bead Cross-Sectional Geometry Measurements
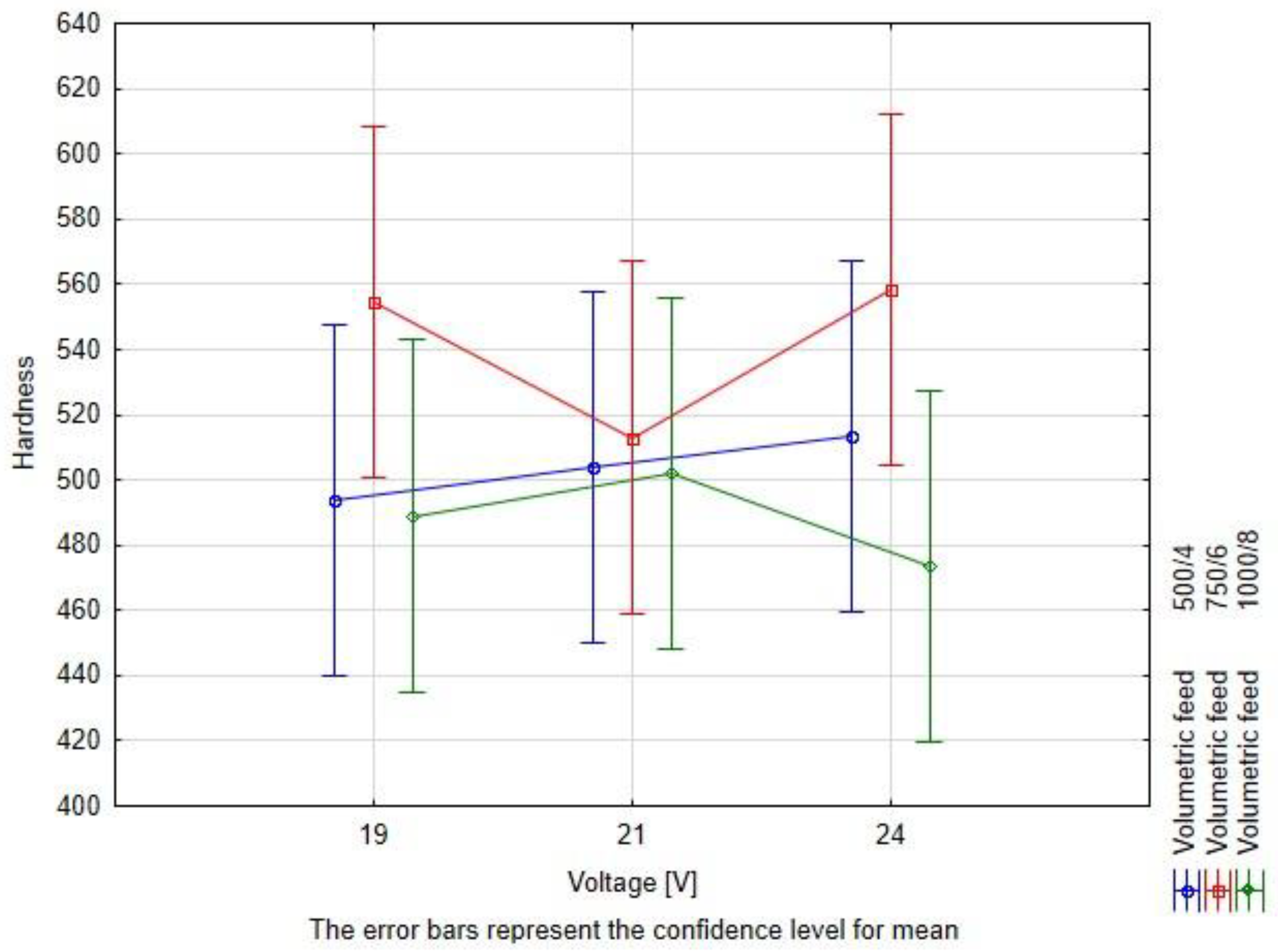
3.4. Hardness Evaluation
3.5. Carbide Distribution
3.6. Statistical Background
- −
- There is no significant statistical difference between the dependent factors (hardfacing parameters) and the height of the bead. In the case of volumetric feed, it can be observed that the p-value is close to alpha. This parameter may result in a greater scatter of data under the confidence level. It is observed for the 19 V and volumetric feed 1000/8 where the value for the bead height is the greater than the rest, but still this result is not significantly different than the rest (Figure 15).
- −
- The width is affected both by voltage and the volumetric feed and there is an interaction between those two parameters in a statistical meaning. An increase in the width of the weld bead can be observed. At the same time, a higher volumetric feed value results in a lower width of the weld bead for lower voltages, which confirms the observed relationship to the value of heat input. For the two first values of volumetric feed, there are no significant differences between the weld bead width. However, for the value of 750/6, an increase in bead width is observed with increasing voltage (Figure 16).
- −
- The root depth is strongly dependent on the input voltage level and volumetric feed level and those parameters interact between one another. The observed effect of voltage and volumetric feed on penetration, in the main, is based on a clear interaction between these parameters. For the lowest voltage, there are no statistical differences between root depth and volumetric feed. Observable differences occur for higher voltage levels. For 1000/8 volumetric feed, a clear increase in penetration depth is seen (Figure 17).
3.7. Discussion
4. Conclusions
- The separate hardness values of both filler wire components (nickel and tungsten carbide crystals) were not affected by the heat input directly.
- However, when using this 1.6 mm cored wire, the user should refrain from exceeding 0.4 kJ/mm of heat input, since the molten mixture in the welding puddle cools down at such a slow rate, that the heavy tungsten carbide crystals (with density at approx. 14,500 kg/m3) are able to sediment at the root of nickel matrix (density at approx. 8900 kg/m3), rendering the hardfaced layer less reliable.
- For most applications, the heat input between 0.34–0.39 kJ/mm may produce the desired results for the given filler material. The dilution at that level ranges between 10% and 20% and as it provides strong connection between the substrate and the overlay, its low depth prevents the WC crystals from root aggregation.
- This wire is dimensionally stable, compared to other hardfacing materials studied by the authors before [28]. Its usual behavior is to form a wide and flat bead with a 4–5% height-to-width ratio.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Salonen, A.; Deleryd, M. Cost of Poor Maintenance: A Concept for Maintenance Performance Improvement. J. Qual. Maint. Eng. 2011, 17, 63–73. [Google Scholar] [CrossRef]
- Mendez, P.F.; Barnes, N.; Bell, K.; Borle, S.D.; Gajapathi, S.S.; Guest, S.D.; Izadi, H.; Gol, A.K.; Wood, G. Welding Processes for Wear Resistant Overlays. J. Manuf. Process. 2014, 16, 4–25. [Google Scholar] [CrossRef]
- Bembenek, M.; Krawczyk, J.; Pańcikiewicz, K. The Wear on Roller Press Rollers Made of 20Cr4/1.7027 Steel under Conditions of Copper Concentrate Briquetting. Materials 2020, 13, 5782. [Google Scholar] [CrossRef] [PubMed]
- Krawczyk, J.; Bembenek, M.; Pawlik, J. The Role of Chemical Composition of High-Manganese Cast Steels on Wear of Excavating Chain in Railway Shoulder Bed Ballast Cleaning Machine. Materials 2021, 14, 7794. [Google Scholar] [CrossRef] [PubMed]
- Lazi, V.; Milosavljevi, D.; Aleksandrovi, S.; Marinkovi, P.; Bogdanovi, G.; Nedeljkovi, B. Carbide Type Influence on Tribological Properties of Hard Faced Steel Layer—Part I—Theoretical Considerations. Tribol. Ind. 2010, 32, 11. [Google Scholar]
- Krauze, K.; Mucha, K.; Wydro, T.; Pawlik, J.; Wróblewska-Pawlik, A. Mass and Volumetric Abrasive Wear Measurements of the Mining Conical Picks. Sustainability 2023, 15, 850. [Google Scholar] [CrossRef]
- Senthilkumar, B.; Kannan, T. Effect of Flux Cored Arc Welding Process Parameters on Bead Geometry in Super Duplex Stainless Steel Claddings. Measurement 2015, 62, 127–136. [Google Scholar] [CrossRef]
- Liyanage, T.; Fisher, G.; Gerlich, A.P. Influence of Alloy Chemistry on Microstructure and Properties in NiCrBSi Overlay Coatings Deposited by Plasma Transferred Arc Welding (PTAW). Surf. Coat. Technol. 2010, 205, 759–765. [Google Scholar] [CrossRef]
- Hussein, N.; Kamarul, S.; Ayof, M. Preliminary Study of on Cladding Process on Grey Cast Iron Substrate. Int. J. Res. Eng. Technol. 2013, 2, 5–11. [Google Scholar]
- Rakoczy, Ł.; Grudzień, M.; Tuz, L.; Pańcikiewicz, K.; Zielińska-Lipiec, A. Microstructure and Properties of a Repair Weld in a Nickel Based Superalloy Gas Turbine Component. Adv. Mater. Sci. 2017, 17, 55–63. [Google Scholar] [CrossRef]
- Łatka, L.; Szala, M.; Macek, W.; Branco, R. Mechanical Properties and Sliding Wear Resistance of Suspension Plasma Sprayed YSZ Coatings. Adv. Sci. Technol. Res. J. 2020, 14, 307–314. [Google Scholar] [CrossRef]
- Novák, P.; Sága, M.; Vaško, M.; Kopas, P.; Handrik, M. Numerical Simulation of Electron Beam Welding of Aluminum Alloys. MATEC Web Conf. 2022, 357, 02008. [Google Scholar] [CrossRef]
- Günther, K.; Bergmann, J.P.; Suchodoll, D. Hot Wire-Assisted Gas Metal Arc Welding of Hypereutectic FeCrC Hardfacing Alloys: Microstructure and Wear Properties. Surf. Coat. Technol. 2018, 334, 420–428. [Google Scholar] [CrossRef]
- Queguineur, A.; Marolleau, J.; Lavergne, A.; Rückert, G. Evaluation of Tandem Controlled Short-Circuit GMAW for Improved Deposition in Additive Manufacture of Large Nickel Aluminium Bronze Naval Components. Weld. World 2020, 64, 1389–1395. [Google Scholar] [CrossRef]
- Lienert, T.; Siewert, T.; Babu, S.; Acoff, V. (Eds.) Summary of Fusion Welding Processes. In Welding Fundamentals and Processes; ASM International: Materials Park, OH, USA, 2011; pp. 870–873. ISBN 978-1-62708-174-0. [Google Scholar]
- Thakur1, A.; Gebrelibanos, H.; Gabrey, T. Arc Welding Process Selection through a Quality and Costs. Int. J. Curr. Eng. Technol. 2019, 9, 383–394. [Google Scholar] [CrossRef]
- Ivanov, O.; Prysyazhnyuk, P.; Lutsak, D.; Matviienkiv, O.; Aulin, V. Improvement of Abrasion Resistance of Production Equipment Wear Parts by Hardfacing with Flux-Cored Wires Containing Boron Carbide/Metal Powder Reaction Mixtures. Manag. Syst. Prod. Eng. 2020, 28, 178–183. [Google Scholar] [CrossRef]
- Ivanov, O.; Prysyazhnyuk, P.; Shlapak, L.; Marynenko, S.; Bodrova, L.; Kramar, H. Researching of the Structure and Properties of FCAW Hardfacing Based on Fe-Ti-Mo-B-C Welded under Low Current. Procedia Struct. Integr. 2022, 36, 223–230. [Google Scholar] [CrossRef]
- Prabanjan, S.; Karthick, K.; Rejvin Kumar, J.; Ramkumar, S.; Riswan Ahmed, A. Wear Behavior and Metallurgical Characteristics of Particle Reinforced Metal Matrix Composites Produced by Hardfacing: A Review. Mater. Today Proc. 2020, 33, 599–606. [Google Scholar] [CrossRef]
- Bembenek, M.; Prysyazhnyuk, P.; Shihab, T.; Machnik, R.; Ivanov, O.; Ropyak, L. Microstructure and Wear Characterization of the Fe-Mo-B-C—Based Hardfacing Alloys Deposited by Flux-Cored Arc Welding. Materials 2022, 15, 5074. [Google Scholar] [CrossRef]
- Hrabě, P.; Chot, R.; Ký, B.; Navrátilová, M. Influence Of Welding Parameters on Geometry of Weld Deposit Bead. In Proceedings of the International Conference on Economic Engineering and Manufacturing Systems, Braşov, Romania, 26–27 November 2009; Volume 10, pp. 291–293. [Google Scholar]
- Ibrahim, I.A.; Mohamat, S.A.; Amir, A.; Ghalib, A. The Effect of Gas Metal Arc Welding (GMAW) Processes on Different Welding Parameters. Procedia Eng. 2012, 41, 1502–1506. [Google Scholar] [CrossRef]
- Mohan, K.; Murugan, N. Effects of Plasma Transferred Arc Welding Parameters on Bead Geometry in Tungsten Carbide Hardfacing. J. Manuf. Sci. Prod. 2009, 10, 155–168. [Google Scholar] [CrossRef]
- Kaewsakul, N.; Putrontaraj, R.; Kimapong, K. The Effects of GMAW Parameters on Penetration, Hardness and Microstructure of AS3678-A350 High Strength Steel. Int. J. Adv. Cult. Technol. 2015, 3, 169–178. [Google Scholar] [CrossRef]
- Kumari, P.; Singh, R.P. Development of Mathematical Models for Prediction of Weld Bead Geometry of Hardfaced Steel. Int. J. Appl. Eng. Res. 2015, 10, 38509–38525. [Google Scholar]
- Nagesh, D.S.; Datta, G.L. Prediction of Weld Bead Geometry and Penetration in Shielded Metal-Arc Welding Using Artificial Neural Networks. J. Mater. Process. Technol. 2002, 123, 303–312. [Google Scholar] [CrossRef]
- Marimuthu, K.; Murugan, N. Prediction and Optimisation of Weld Bead Geometry of Plasma Transferred Arc Hardfaced Valve Seat Rings. Surf. Eng. 2003, 19, 143–149. [Google Scholar] [CrossRef]
- Pawlik, J.; Cieślik, J.; Bembenek, M.; Góral, T.; Kapayeva, S.; Kapkenova, M. On the Influence of Linear Energy/Heat Input Coefficient on Hardness and Weld Bead Geometry in Chromium-Rich Stringer GMAW Coatings. Materials 2022, 15, 6019. [Google Scholar] [CrossRef]
- Piekarska, W.; Sága, M.; Goszczyńska-Króliszewska, D.; Domański, T.; Kopas, P. Application of Analytical Methods for Determination of Hardness Distribution in Welded Joint Made of S1100QL Steel. MATEC Web Conf. 2018, 157, 02041. [Google Scholar] [CrossRef]
- Chai, X.; Landwehr, D.; Kou, S. NiWC Hardfacing by Gas Metal Arc Welding. Weld. J. 2016, 95, 451s–466s. [Google Scholar]
- Chemical Composition of C45/1.0504 Carbon Steel. Available online: https://www.kipp.com/gb/en/Service/Material-overview/Steel/pid.1097.1108.1244.9839.9882/1-0503-1-0503-07-carbon-steel.html (accessed on 24 April 2023).
- Krauze, K.; Bołoz, Ł.; Wydro, T.; Mucha, K. Investigations into the Wear Rate of Conical Picks with Abrasion-Resistant Coatings in Laboratory Conditions. IOP Conf. Ser. Mater. Sci. Eng. 2019, 679, 012012. [Google Scholar] [CrossRef]
- Lazić, V.; Sedmak, A.; Nikolić, R.R.; Mutavdzić, M.; Aleksandrović, S.; Krstić, B.; Milosavljević, D.I. Selection of the Most Appropriate Welding Technology for Hardfacing of Bucket Teeth. Mater. Tehnol. 2015, 49, 165–172. [Google Scholar]
- Bazaluk, O.; Velychkovych, A.; Ropyak, L.; Pashechko, M.; Pryhorovska, T.; Lozynskyi, V. Influence of Heavy Weight Drill Pipe Material and Drill Bit Manufacturing Errors on Stress State of Steel Blades. Energies 2021, 14, 4198. [Google Scholar] [CrossRef]
- Ropyak, L.Y.; Pryhorovska, T.O.; Levchuk, K.H. Analysis of Materials and Modern Technologies for PDC Drill Bit Manufacturing. Usp. Fiz. Met. 2020, 20, 274–301. [Google Scholar] [CrossRef]
- Castolin Eutectic Ireland Ltd. Inspection Certificate ENDOTEC DO*611x; Castolin Eutectic Ireland Ltd.: Menomonee Falls, WI, USA, 2021. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | % |
|---|---|
| Carbon | 0.42–0.5 |
| Manganese | 0.5–0.8 |
| Silicon | 0.1–0.4 |
| Phosphorus | max. 0.04 |
| Sulfur | max. 0.04 |
| Chromium | max. 0.3 |
| Nickel | max. 0.3 |
| Molybdenum | max. 0.1 |
| Copper | max. 0.3 |
| Fe | bal. |
| Chemical Component | Declared Value [%] |
|---|---|
| Carbon | 0.3 |
| Silicon | 0.5 |
| Boron | 1.00 |
| WC | 45.0 |
| Nickel | Bal (53.2) |
| Run | Wire Feed [m/min] | Head Velocity [mm/min] | Volumetric Flow [-] | Voltage [V] | Voltage Level [-] |
|---|---|---|---|---|---|
| R1 | 8 | 1000 | 3 | 21.5 | 2 |
| R2 | 6 | 750 | 2 | 24 | 3 |
| R3 | 4 | 500 | 1 | 19 | 1 |
| R4 | 6 | 750 | 2 | 19 | 1 |
| R5 | 8 | 1000 | 3 | 24 | 3 |
| R6 | 4 | 500 | 1 | 21.5 | 2 |
| R7 | 4 | 500 | 1 | 24 | 3 |
| R8 | 8 | 1000 | 3 | 19 | 1 |
| R9 | 6 | 750 | 2 | 21.5 | 2 |
| Sample | Si | Ni | W | Fe |
|---|---|---|---|---|
| Sample 1 | - | - | 100% | - |
| Sample 2 | 1.66% | 62.55% | 23.69% | 12.1% |
| Sample 3 | - | 61.23% | 7.34% | 31.43% |
| Sample 4 | 0.44% | 41.2% | 36.22% | 22.14% |
| Sample 5 | 0.88% | 76.41% | 15.88% | 6.82% |
| Mean value | 0.59% | 48.28% | 36.62% | 14.5% |
| Run Number | Welding Speed vb [mm/min] | Voltage [V] | Measured Current [A] | Calculated Heat Input [kJ/mm] |
|---|---|---|---|---|
| 1 | 1000 | 21.5 | 366 | 0.378 |
| 2 | 750 | 24 | 282 | 0.433 |
| 3 | 500 | 19 | 212 | 0.387 |
| 4 | 750 | 19 | 279 | 0.339 |
| 5 | 1000 | 24 | 346 | 0.399 |
| 6 | 500 | 21.5 | 223 | 0.460 |
| 7 | 500 | 24 | 228 | 0.525 |
| 8 | 1000 | 19 | 362 | 0.330 |
| 9 | 750 | 21.5 | 282 | 0.388 |
| Run # | Sample | Heat Input [kJ/mm] | Width w [mm] | Height h [mm] | Depth d [mm] | Bead Area An [mm2] | Penetration Area Ap [mm2] | Dilution [%] |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 0.378 | 9.95 | 2.15 | 0.31 | 14.79 | 0.54 | 3.52% |
| 2 | 7.59 | 0.97 | 1.5 | 4.42 | 6.46 | 59.38% | ||
| 3 | 9.35 | 2.05 | 0.9 | 13.75 | 3.38 | 19.73% | ||
| 4 | 9.69 | 1.57 | 1.03 | 12.71 | 4.65 | 26.79% | ||
| Average | 9.145 | 1.685 | 0.935 | 11.4175 | 3.758 | 27.35% | ||
| 2 | 1 | 0.433 | 12.59 | 1.68 | 0.85 | 13.95 | 2.76 | 16.52% |
| 2 | 12.36 | 1.39 | 0.94 | 11.71 | 3.14 | 21.14% | ||
| 3 | 12.36 | 1.45 | 0.97 | 12.04 | 3.53 | 22.67% | ||
| 4 | 11.99 | 1.53 | 0.95 | 12.03 | 3.56 | 22.84% | ||
| Average | 12.325 | 1.5125 | 0.9275 | 12.4325 | 3.248 | 20.79% | ||
| 3 | 1 | 0.387 | 11.38 | 1.58 | 0.49 | 12.32 | 1.8 | 12.75% |
| 2 | 12.07 | 1.56 | 0.69 | 12.72 | 2.44 | 16.09% | ||
| 3 | 10.85 | 1.68 | 0.34 | 12.63 | 0.91 | 6.72% | ||
| 4 | 10.11 | 1.75 | 0.001 | 12.3 | 0.00001 | 0.00% | ||
| Average | 11.1025 | 1.6425 | 0.38025 | 12.4925 | 1.286 | 8.89% | ||
| 4 | 1 | 0.339 | 10.66 | 1.81 | 0.52 | 13.76 | 1.46 | 9.59% |
| 2 | 11.07 | 1.65 | 0.57 | 12.22 | 1.42 | 10.41% | ||
| 3 | 11.41 | 1.44 | 0.47 | 10.93 | 1.5 | 12.07% | ||
| 4 | 11.94 | 1.41 | 0.56 | 11.15 | 2.18 | 16.35% | ||
| Average | 11.27 | 1.5775 | 0.53 | 12.015 | 1.64 | 12.11% | ||
| 5 | 1 | 0.399 | 12.37 | 1.73 | 1.78 | 13.87 | 6.99 | 33.51% |
| 2 | 12.25 | 1.91 | 1.28 | 15.43 | 5.29 | 25.53% | ||
| 3 | 11.61 | 1.69 | 1.74 | 13.12 | 7.63 | 36.77% | ||
| 4 | 11.72 | 1.78 | 1.73 | 13.45 | 7.03 | 34.33% | ||
| Average | 11.9875 | 1.7775 | 1.6325 | 13.9675 | 6.735 | 32.53% | ||
| 6 | 1 | 0.460 | 10.76 | 1.82 | 0.2 | 13.28 | 0.45 | 3.28% |
| 2 | 9.82 | 1.67 | 0.41 | 11.14 | 1.19 | 9.65% | ||
| 3 | 12.12 | 1.48 | 0.66 | 12.24 | 2.42 | 16.51% | ||
| 4 | 12.19 | 1.37 | 0.53 | 11.21 | 2.2 | 16.41% | ||
| Average | 11.2225 | 1.585 | 0.45 | 11.9675 | 1.565 | 11.46% | ||
| 7 | 1 | 0.525 | 12.64 | 1.49 | 0.62 | 12.98 | 2.15 | 14.21% |
| 2 | 12.32 | 1.61 | 0.23 | 13.79 | 0.82 | 5.61% | ||
| 3 | 9.63 | 1.84 | 0.47 | 12.89 | 1.08 | 7.73% | ||
| 4 | 9.32 | 2.46 | 0.73 | 14.2 | 2.67 | 15.83% | ||
| Average | 10.9775 | 1.85 | 0.5125 | 13.465 | 1.68 | 10.85% | ||
| 8 | 1 | 0.330 | 8.9 | 2.14 | 0.9 | 13.36 | 2.48 | 15.66% |
| 2 | 5.83 | 2.02 | 0.001 | 9.24 | 0.00001 | 0.00% | ||
| 3 | 5.18 | 2.1 | 0.001 | 9.63 | 0.00001 | 0.00% | ||
| 4 | 8.63 | 2.05 | 1.04 | 12.2 | 3.81 | 23.80% | ||
| Average | 7.135 | 2.0775 | 0.4855 | 11.1075 | 1.572505 | 9.86% | ||
| 9 | 1 | 0.388 | 12.16 | 1.72 | 0.85 | 14.19 | 4.02 | 22.08% |
| 2 | 12.56 | 1.75 | 0.9 | 13.8 | 3.33 | 19.44% | ||
| 3 | 11.43 | 1.69 | 0.75 | 13.12 | 3.02 | 18.71% | ||
| 4 | 13.11 | 1.53 | 0.79 | 13.62 | 3.73 | 21.50% | ||
| Average | 12.315 | 1.6725 | 0.8225 | 13.6825 | 3.525 | 20.43% |
| 500/4 | 750/6 | 1000/8 | |
|---|---|---|---|
| 19 V |  |  |  |
| R3 (0.387 kJ/mm) Average amount of MTC: 38 | R4 (0.339 kJ/mm) Average amount of MTC: 54 | R8 (0.330 kJ/mm) Average amount of MTC: 47 | |
| 21.5 V |  |  |  |
| R6 (0.460 kJ/mm) Average amount of MTC: 21 | R9 (0.388 kJ/mm) Average amount of MTC: 49 | R1 (0.378 kJ/mm) Average amount of MTC: 26 | |
| 24 V |  |  |  |
| R7 (0.525 kJ/mm) Average amount of MTC: 17 | R2 (0.433 kJ/mm) Average amount of MTC: 24 | R5 (0.399 kJ/mm) Average amount of MTC: 16 |
| SS | df | MS | F | p-Value | F Crit | ||
|---|---|---|---|---|---|---|---|
| Height | Voltage | 0.08 | 2 | 0.04 | 0.63 | 0.5379 | 3.35 |
| Volumetric feed | 0.41 | 2 | 0.20 | 3.07 | 0.0630 | 3.35 | |
| Interaction | 0.46 | 4 | 0.11 | 1.73 | 0.1728 | 2.73 | |
| Within | 1.80 | 27 | 0.07 | ||||
| Width | Voltage | 22.36 | 2 | 11.18 | 9.32 | 0.0008 | 3.35 |
| Volumetric feed | 40.25 | 2 | 20.12 | 16.78 | 0.0000 | 3.35 | |
| Interaction | 28.25 | 4 | 7.06 | 5.89 | 0.0015 | 2.73 | |
| Within | 32.39 | 27 | 1.20 | ||||
| Penetration | Voltage | 1.87 | 2 | 0.94 | 10.67 | 0.0004 | 3.35 |
| Volumetric feed | 1.96 | 2 | 0.98 | 11.13 | 0.0003 | 3.35 | |
| Interaction | 1.17 | 4 | 0.29 | 3.33 | 0.0242 | 2.73 | |
| Within | 2.37 | 27 | 0.09 |
| Kruskal–Wallis Rang ANOVA: Hardness Independent Variable: Voltage [V] Kruskal–Wallis Test: H (df=2, N=594) = 2.1099; p-Value = 0.3482 | |||
|---|---|---|---|
| Variable | N-valid | Sum of ranks | Average rank |
| 19.0 V | 198 | 56,115 | 283.4 |
| 21.5 V | 198 | 60,860 | 307.4 |
| 24.0 V | 198 | 59,740 | 301.7 |
| Kruskal–Wallis Rang ANOVA: Hardness Independent variable: Volumetric feed Kruskal–Wallis test: H (df=2, N=594) = 7.0454; p-Value = 0.0295 | |||
| Variable | N-valid | Sum of ranks | Average rank |
| 500/4 | 198 | 60,043.5 | 303.3 |
| 750/6 | 198 | 62,759.5 | 316.9 |
| 1000/8 | 198 | 53,912.0 | 272.3 |
| Hardness | 500/4 R: 303.3 | 750/6 R: 316.9 | 1000/8 R: 272.3 |
|---|---|---|---|
| 500/4 | - | 1.0000 | 0.2178 |
| 750/6 | 1.0000 | - | 0.0287 |
| 1000/8 | 0.2178 | 0.0287 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pawlik, J.; Bembenek, M.; Góral, T.; Cieślik, J.; Krawczyk, J.; Łukaszek-Sołek, A.; Śleboda, T.; Frocisz, Ł. On the Influence of Heat Input on Ni-WC GMAW Hardfaced Coating Properties. Materials 2023, 16, 3960. https://doi.org/10.3390/ma16113960
Pawlik J, Bembenek M, Góral T, Cieślik J, Krawczyk J, Łukaszek-Sołek A, Śleboda T, Frocisz Ł. On the Influence of Heat Input on Ni-WC GMAW Hardfaced Coating Properties. Materials. 2023; 16(11):3960. https://doi.org/10.3390/ma16113960
Chicago/Turabian StylePawlik, Jan, Michał Bembenek, Tomasz Góral, Jacek Cieślik, Janusz Krawczyk, Aneta Łukaszek-Sołek, Tomasz Śleboda, and Łukasz Frocisz. 2023. "On the Influence of Heat Input on Ni-WC GMAW Hardfaced Coating Properties" Materials 16, no. 11: 3960. https://doi.org/10.3390/ma16113960