
Improvement of Hot Tearing Resistance of AZ91 Alloy with the Addition of Trace Ca
 ,
,
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
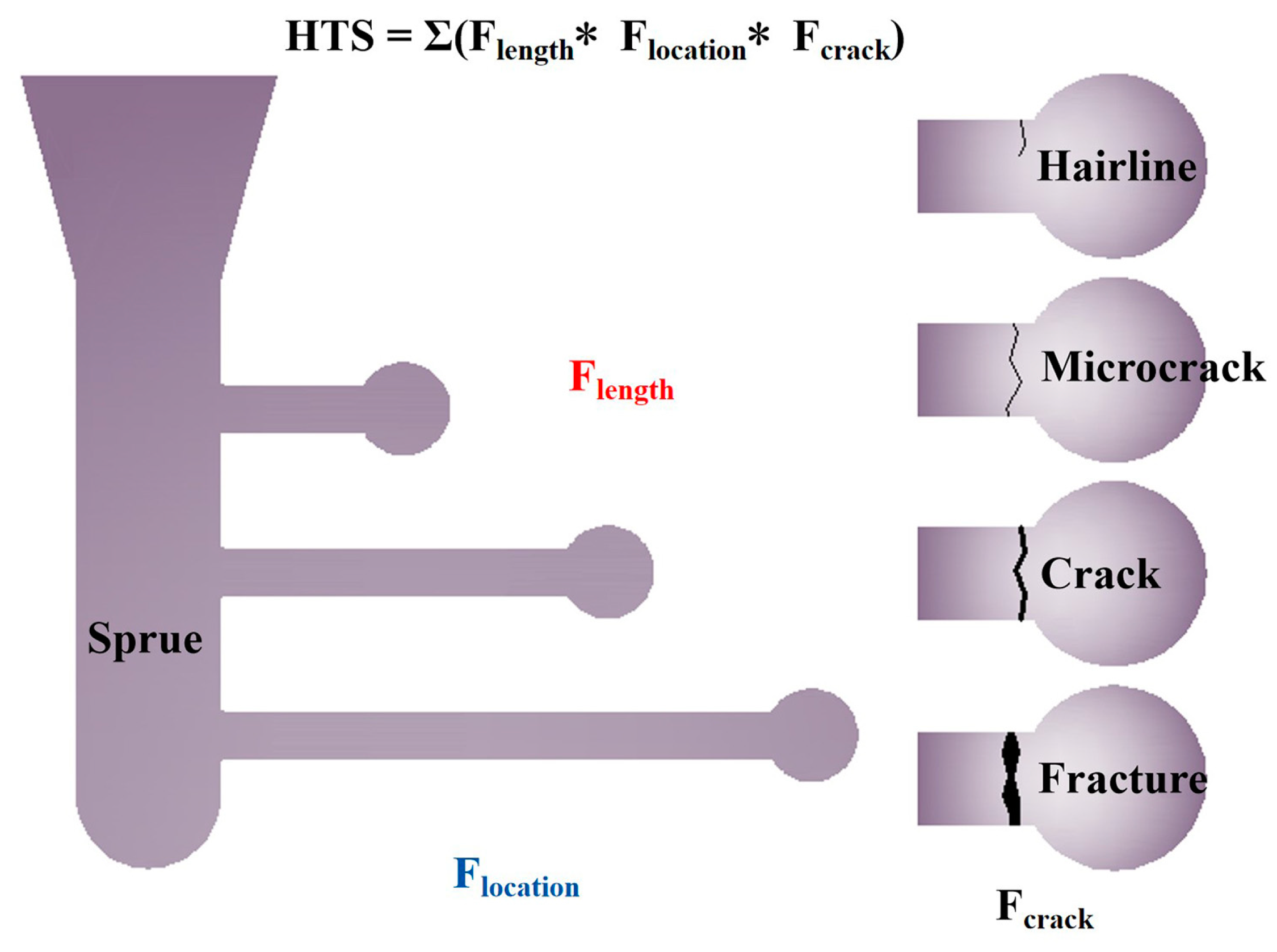
2.2. Hot Tearing Tests
2.3. Microstructural Characterization
3. Results
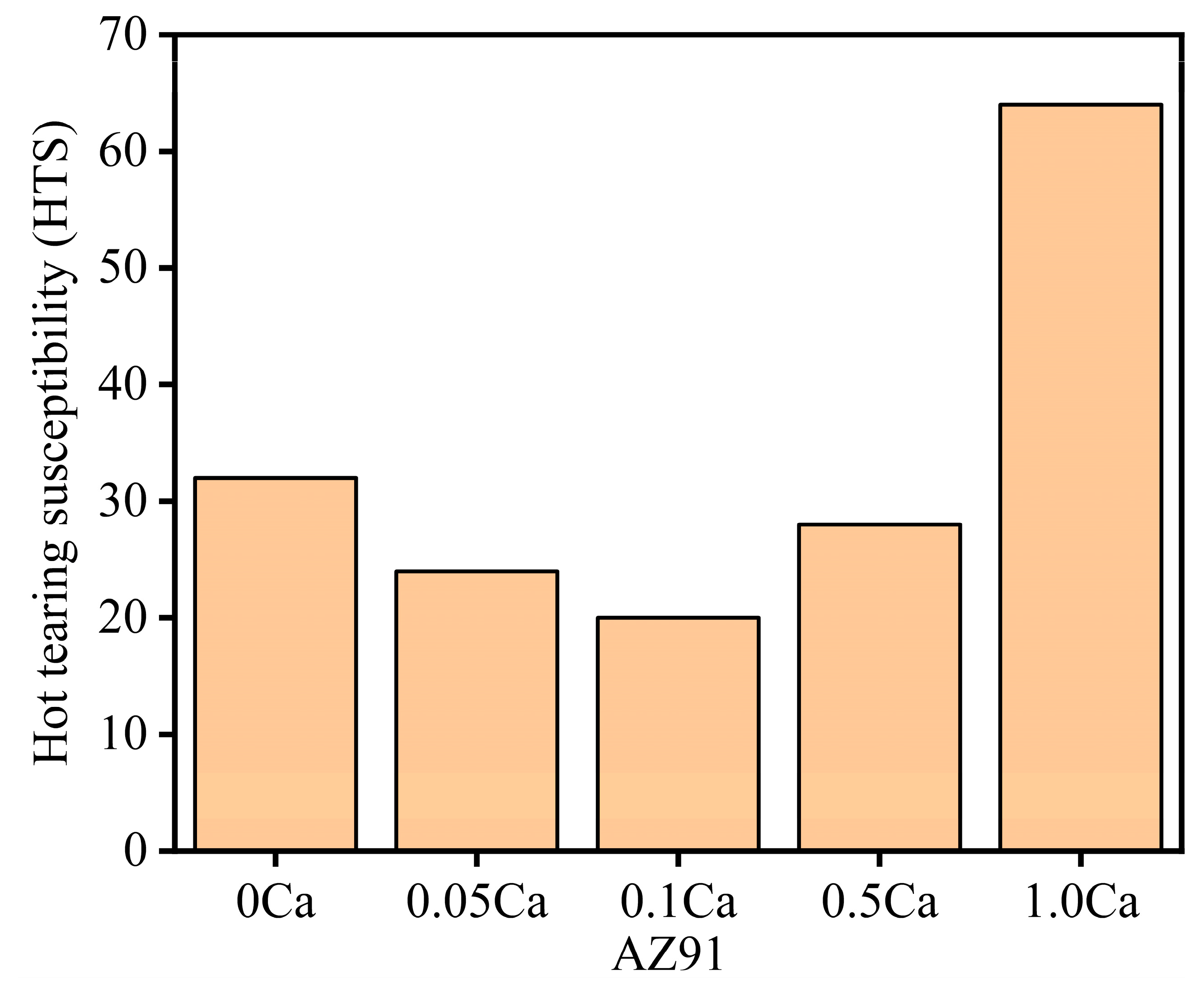
3.1. Hot Tearing Susceptibility (HTS)
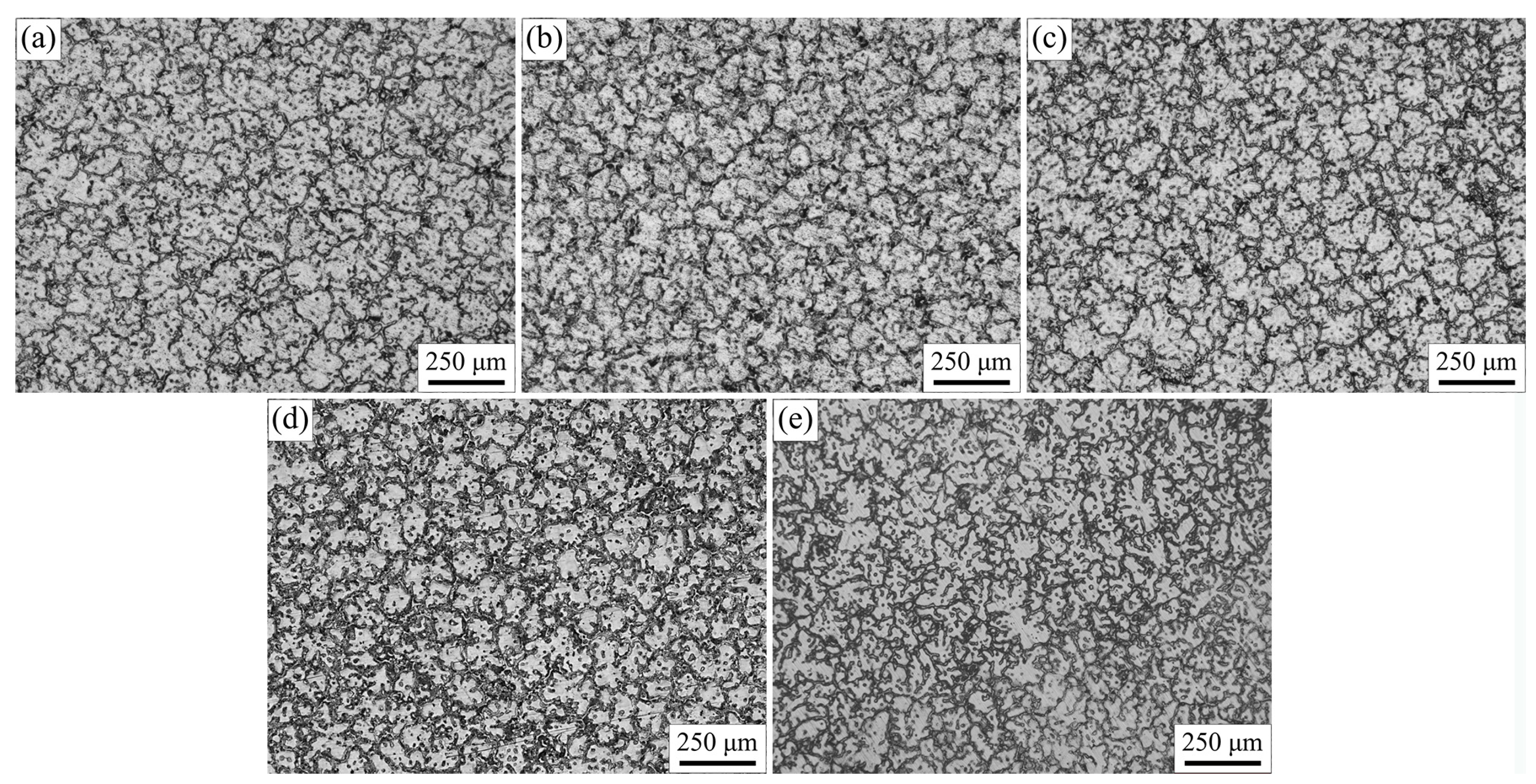
3.2. Microstructure Evolution
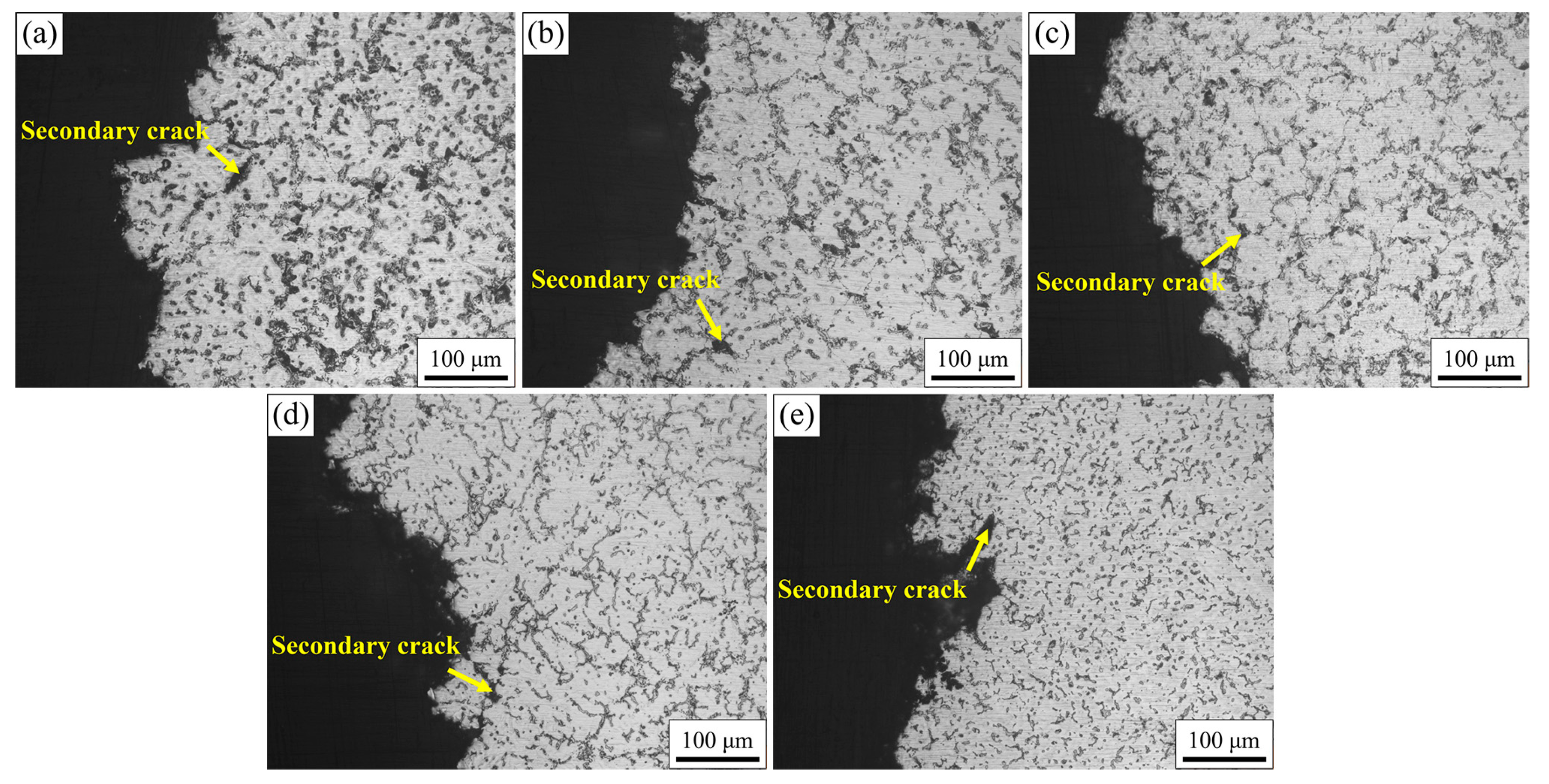
3.3. Fracture Surface Morphology
3.4. Observation of Secondary Phase
4. Discussion
4.1. Solidification Behavior
4.2. Hot Tearing Behavior
5. Conclusions
- (1)
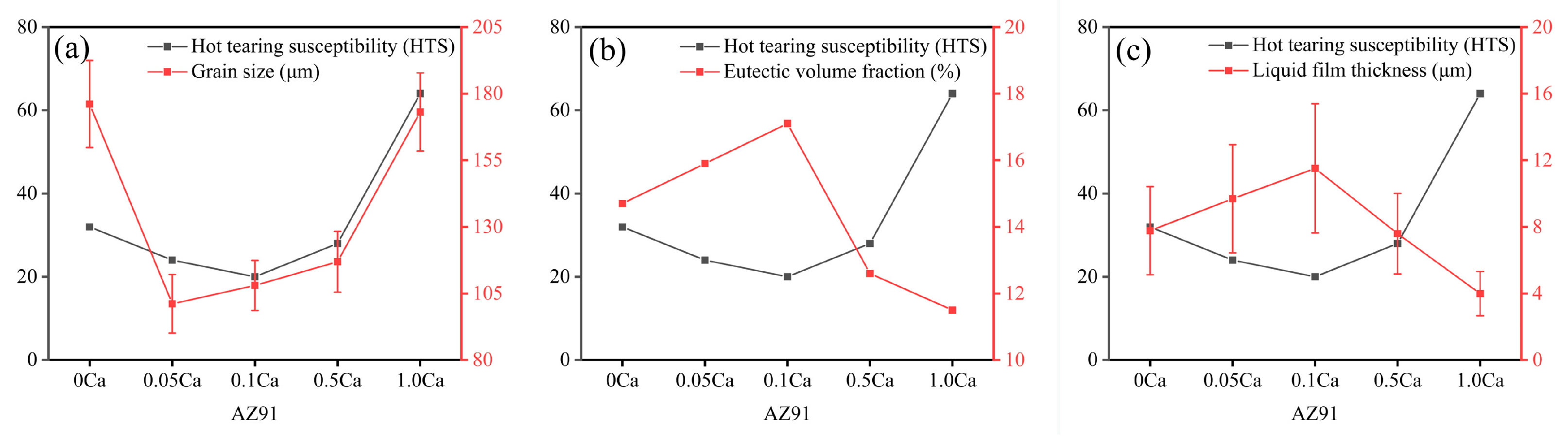
- With the increase in Ca content, the grain size was positively correlated with HTS of alloy and presented a ν-shaped tendency, while the eutectic volume fraction and liquid film thickness were negatively correlated with HTS and presented a ∧-shaped tendency. Compared with AZ91, a 37.5% decrease and 100% increase in HTS occurred with Ca addition of 0.1 wt.% and 1.0 wt.%, respectively.
- (2)
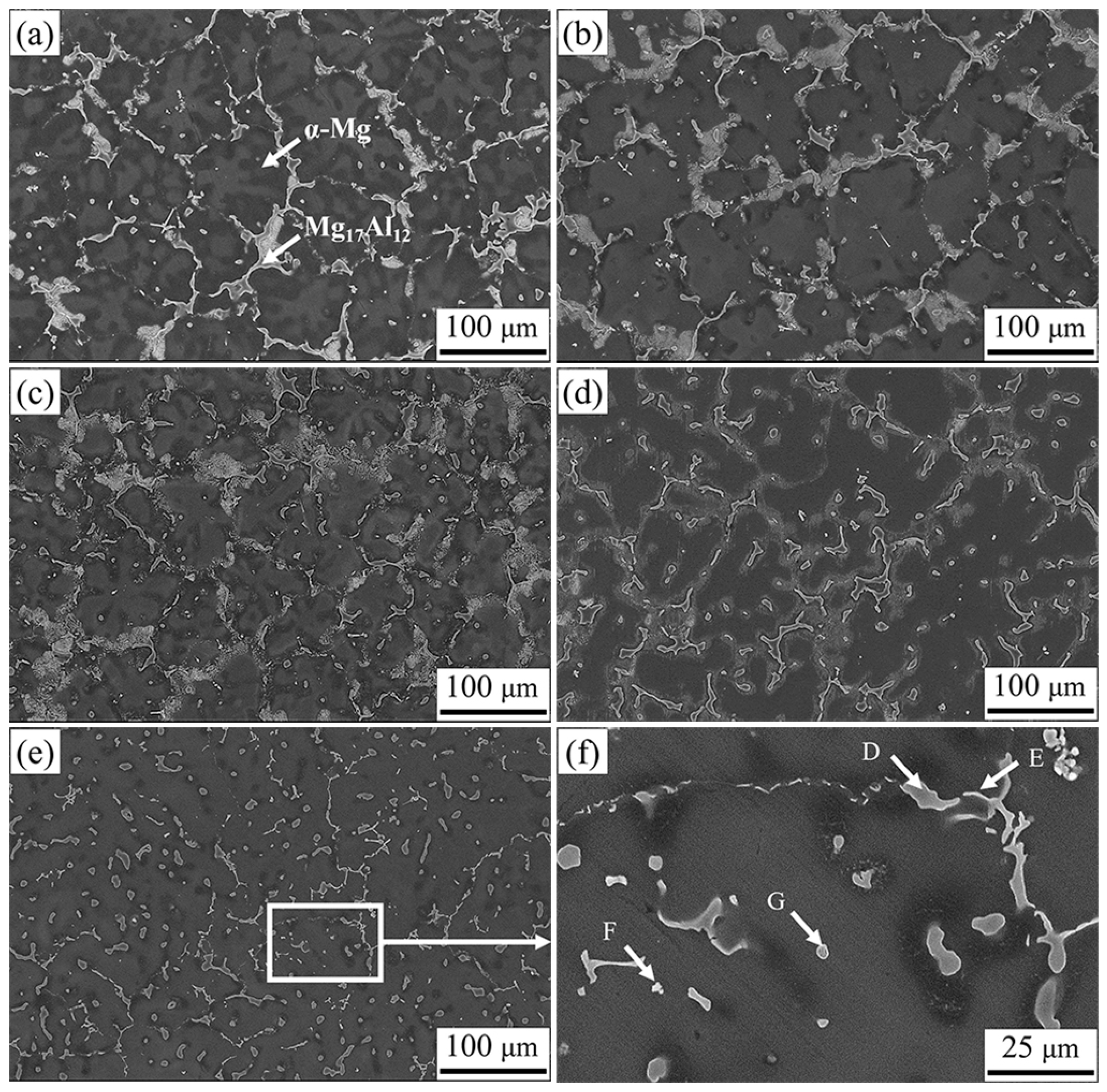
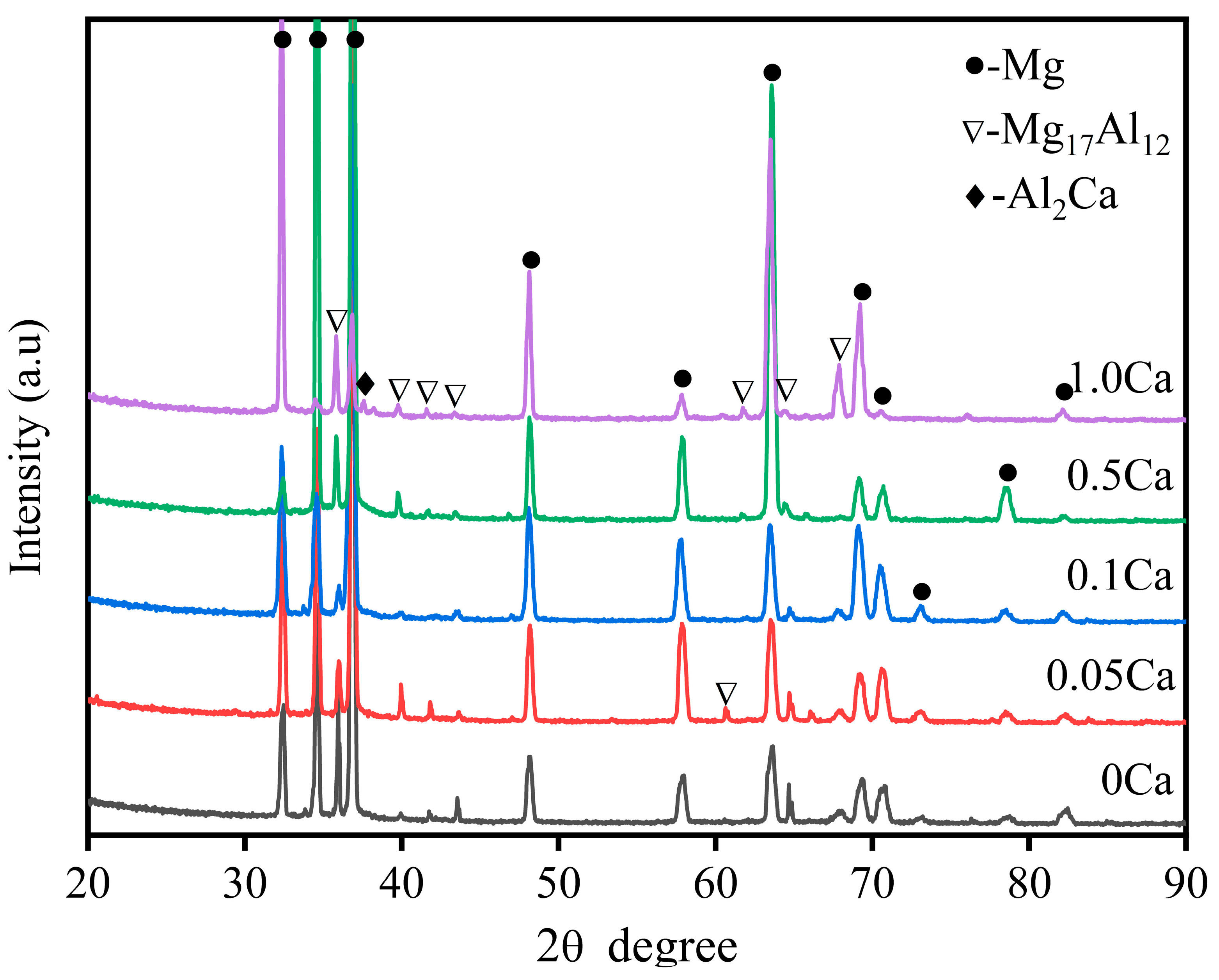
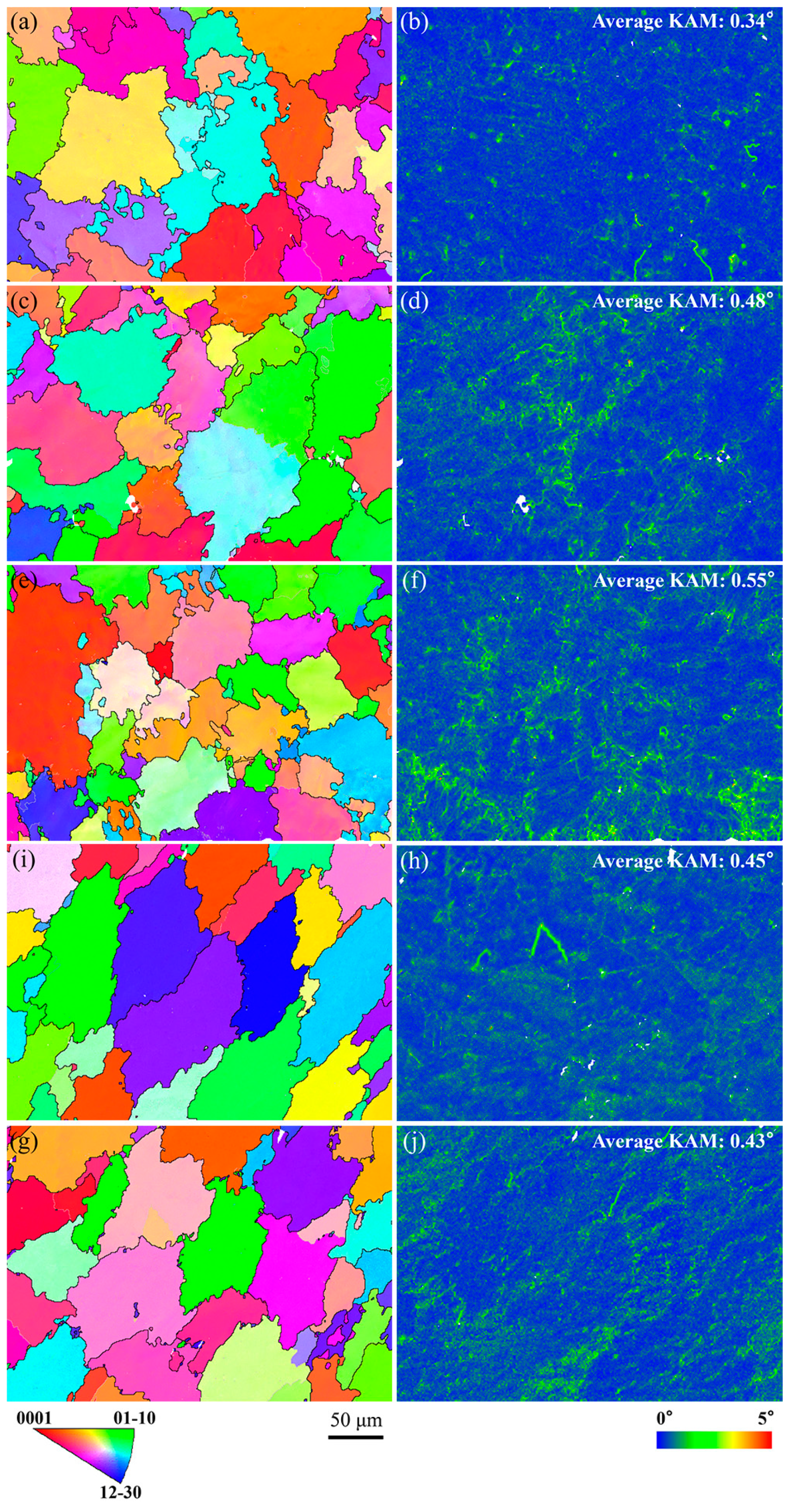
- Alloys with Ca content not exceeding 0.1 wt.% exhibited excellent resistance to hot tearing. The solid-solution behavior of Ca in α-Mg matrix and Mg17Al12 phase increased the eutectic content and its corresponding liquid film thickness. A 16.3% increase and a 21.8% decrease in eutectic content appeared with Ca additions of 0.1 wt.% and 1.0 wt.%, respectively. It also strengthened the microstructure, especially the vulnerable areas between grains with higher KAM. The best resistance to deformation and hot tearing appeared in AZ91–0.1Ca alloy with the largest KAM. With further increases in Ca content, the formed Al2Ca phases underwent aggregation and coarsening, while the eutectic content and its corresponding liquid film thickness decreased. The coarsened Al2Ca at dendrite boundaries blocked the feeding channel and caused stress concentration, and eventually led to the nucleation of cracks.
- (3)
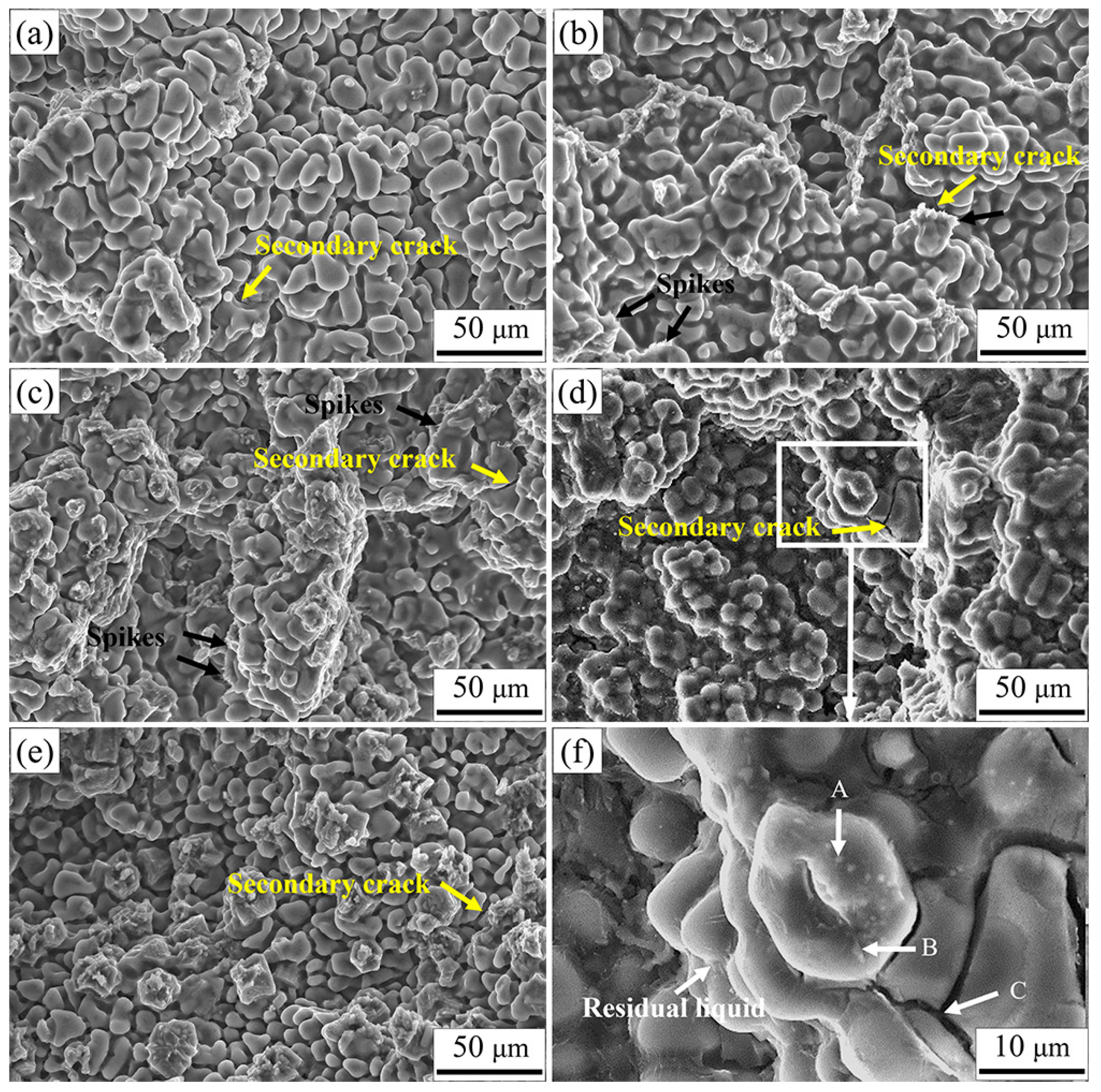
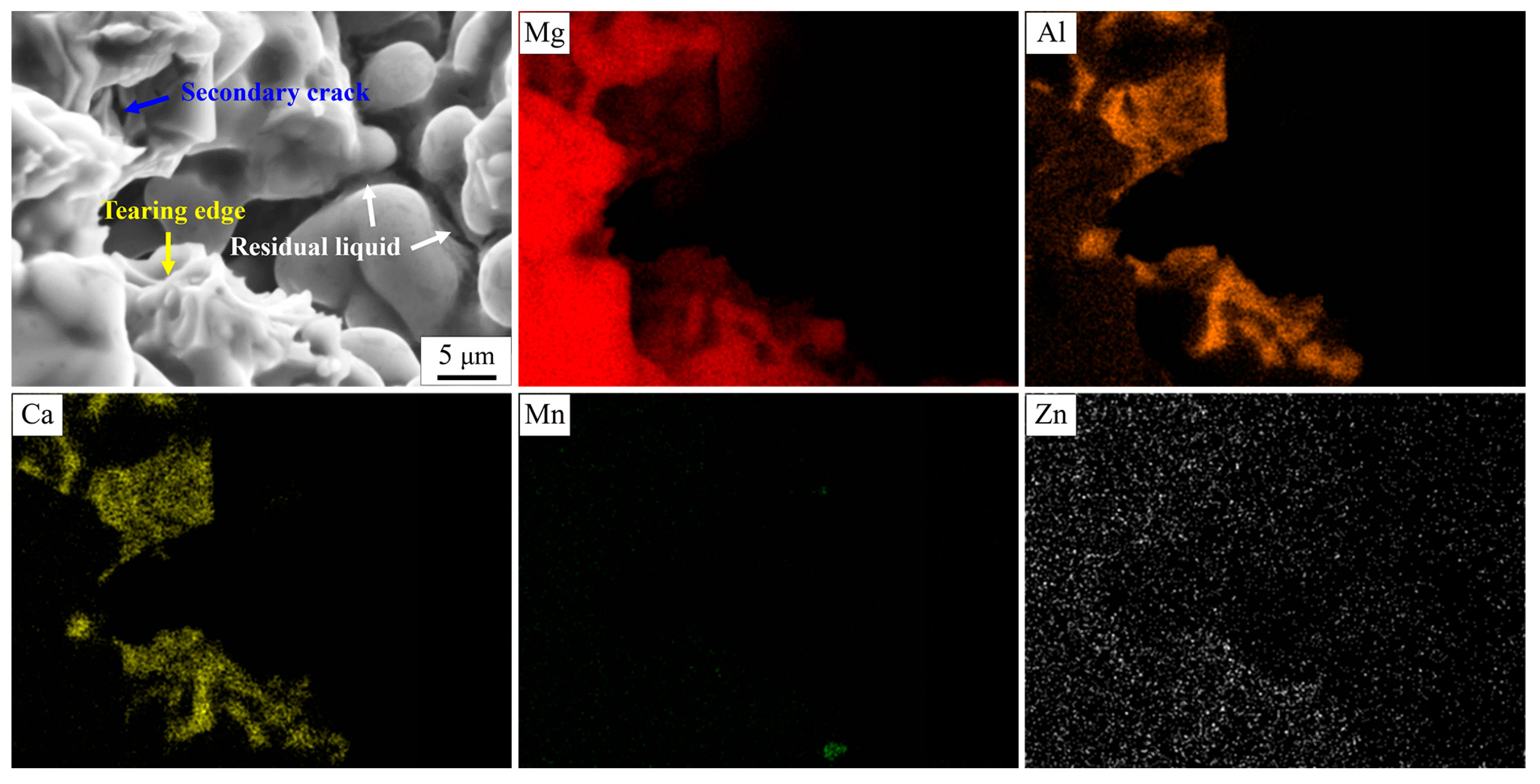
- The hot tearing fracture surface consisted of a free dendritic plane, solute-rich secondary phase, tearing edges, spikes and microcracks. The occurrence of continuous tearing edges and many spikes in AZ91–0.1Ca alloy is attributed to the highest eutectic content and thicker liquid film. The fracture surface of AZ91–1.0Ca alloy only had a few isolated tearing edges separated by Al2Ca phase.
- (4)
- The trace addition of Ca effectively improved the hot tearing performance of the alloy. This provides a new method for inhibiting hot tearing based on solid-solution strengthening and toughening. Due to the good solid-solution strengthening of most elements in magnesium alloys, this provides the possibility for the preparation of more hot tearing resistant alloys. Moreover, the addition of trace elements can achieve low-cost materials, which is crucial for cost reduction in the manufacturing industry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, B.; Yang, J.; Zhang, X.; Yang, Q.; Zhang, J.; Li, X. Development and application of magnesium alloy parts for automotive OEMs: A review. J. Magnes. Alloys 2023, 11, 15–47. [Google Scholar] [CrossRef]
- Dieringa, H.; Stjohn, D.; Prado, M.P.; Kainer, K.U. Editorial: Latest Developments in the Field of Magnesium Alloys and their Applications. Front. Mater. 2021, 8, 726297. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloys 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Wang, G.G.; Weiler, J.P. Recent developments in high-pressure die-cast magnesium alloys for automotive and future applications. J. Magnes. Alloys 2023, 11, 78–87. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research advances in magnesium and magnesium alloys worldwide in 2020. J. Magnes. Alloys 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M.; Chen, X. A Review on Casting Magnesium Alloys: Modification of Commercial Alloys and Development of New Alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Liu, J.; Kou, S. Effect of diffusion on susceptibility to cracking during solidification. Acta Mater. 2015, 100, 359–368. [Google Scholar] [CrossRef]
- Li, H.; Cao, M.; Niu, L.; Huang, K.; Zhang, Q. Establishment of macro-micro constitutive model and deformation mechanism of semi-solid Al6061. J. Alloys Compd. 2021, 854, 157124. [Google Scholar] [CrossRef]
- Liotti, E.; Lui, A.; Connolley, T.; Grant, P.S. Probing interdendritic flow and hot tearing during solidification using real time X-ray imaging and droplet tracking. Acta Mater. 2022, 240, 118298. [Google Scholar] [CrossRef]
- Li, L.; Zhang, R.; Yuan, Q.; Huang, S.; Jiang, H. An integrated approach to study the hot tearing behavior by coupling the microscale phase field model and macroscale casting simulations. J. Mater. Process. Technol. 2022, 310, 117782. [Google Scholar] [CrossRef]
- Song, J.; Pan, F.; Jiang, B.; Atrens, A.; Zhang, M.-X.; Lu, Y. A review on hot tearing of magnesium alloys. J. Magnes. Alloys 2016, 4, 151–172. [Google Scholar] [CrossRef]
- Rathi, S.K.; Sharma, A.; Sabatino, M. Effect of mould temperature, grain refinement and modification on hot tearing test in Al–7Si–3Cu alloy. Eng. Fail. Anal. 2017, 79, 592–605. [Google Scholar] [CrossRef]
- Zhang, T.; Zhao, X.; Liu, J.; Zhang, R.; Han, Z. The microstructure, fracture mechanism and their correlation with the mechanical properties of as-cast Mg–Nd–Zn–Zr alloy under the effect of cooling rate. Mater. Sci. Eng. A 2021, 801, 140382. [Google Scholar] [CrossRef]
- Huang, H.; Fu, P.-H.; Wang, Y.-X.; Peng, L.-M.; Jiang, H.-Y. Effect of pouring and mold temperatures on hot tearing susceptibility of AZ91D and Mg–3Nd–0.2Zn–Zr Mg alloys. Trans. Nonferrous Met. Soc. China 2014, 24, 922–929. [Google Scholar] [CrossRef]
- Zhou, Y.; Mao, P.; Wang, Z.; Zhou, L.; Wang, F.; Liu, Z. Effect of low frequency alternating magnetic field on hot tearing susceptibility of Mg–7Zn–1Cu–0.6Zr magnesium alloy. J. Mater. Process. Technol. 2020, 282, 116679. [Google Scholar] [CrossRef]
- Su, X.; Huang, J.-F.; Du, X.-D.; An, R.-S.; Wang, F.; Lou, Y.-C. Influence of a low-frequency alternating magnetic field on hot tearing susceptibility of EV31 magnesium alloy. China Foundry 2021, 18, 229–238. [Google Scholar] [CrossRef]
- Davis, T.A.; Bichler, L. Novel Fabrication of a TiB2 Grain Refiner and its Effect on Reducing Hot Tearing in AZ91D Magnesium Alloy. J. Mater. Eng. Perform. 2018, 27, 4444–4452. [Google Scholar] [CrossRef]
- Liu, W.; Jiang, B.; Yang, Q.; Tao, J.; Liu, B.; Pan, F. Effect of Ce addition on hot tearing behavior of AZ91 alloy. Prog. Nat. Sci. 2019, 29, 453–456. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, S.-B.; Mao, P.-L.; Wang, F. Effects of Y on hot tearing susceptibility of Mg–Zn–Y–Zr alloys. Trans. Nonferrous Met. Soc. China 2014, 24, 907–914. [Google Scholar] [CrossRef]
- Zhou, Y.; Mao, P.; Zhou, L.; Wang, Z.; Wang, F.; Liu, Z. Effect of long-period stacking ordered phase on hot tearing susceptibility of Mg–1Zn–xY alloys. J. Magnes. Alloys 2020, 8, 1176–1185. [Google Scholar] [CrossRef]
- Bai, S.; Wang, F.; Wang, Z.; Leng, F.; Liu, Z.; Mao, P. Effect of Ca Content on Hot Tearing Susceptibility of Mg–4Zn–xCa–0.3Zr (x = 0.5, 1, 1.5, 2) Alloys. Int. J. Met. 2021, 15, 1298–1308. [Google Scholar] [CrossRef]
- Srinivasan, A.; Wang, Z.; Huang, Y.; Beckmann, F.; Kainer, K.U.; Hort, N. Hot Tearing Characteristics of Binary Mg–Gd Alloy Castings. Metall. Mater. Trans. A 2013, 44, 2285–2298. [Google Scholar] [CrossRef]
- Wei, Z.; Mu, W.; Liu, S.; Wang, F.; Zhou, L.; Wang, Z.; Mao, P.; Liu, Z. Effects of Gd on hot tearing susceptibility of as-cast Mg96.94–Zn1–Y(2−x)–Gdx–Zr0.06 alloys reinforced with LPSO phase. J. Alloys Compd. 2022, 926, 166895. [Google Scholar] [CrossRef]
- Tang, B.; Li, S.-S.; Wang, X.-S.; Zeng, D.-B.; Wu, R. Effect of Ca/Sr composite addition into AZ91D alloy on hot-crack mechanism. Scr. Mater. 2005, 53, 1077–1082. [Google Scholar] [CrossRef]
- Ravindran, C.; Sin, S.L. Effect of Silicon on the Microstructure, Tensile Properties and Hot Tearing Susceptibility of AZ91E Alloy. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2012; pp. 3046–3051. [Google Scholar]
- Jiang, B.; Liu, W.; Qiu, D.; Zhang, M.-X.; Pan, F. Grain refinement of Ca addition in a twin-roll-cast Mg–3Al–1Zn alloy. Mater. Chem. Phys. 2012, 133, 611–616. [Google Scholar] [CrossRef]
- Xiao, R.; Liu, W.-C.; Wu, G.-H.; Zhang, L.; Liu, B.-L.; Ding, W.-J. Effect of Ca content and rheo-squeeze casting parameters on microstructure and mechanical properties of AZ91–1Ce–xCa alloys. Trans. Nonferrous Met. Soc. China 2021, 31, 1572–1586. [Google Scholar] [CrossRef]
- Du, X.; Wang, F.; Wang, Z.; Zhou, L.; Liu, Z.; Mao, P. Effect of addition of minor amounts of Sb and Gd on hot tearing susceptibility of Mg–5Al–3Ca alloy. J. Magnes. Alloys 2023, 11, 694–705. [Google Scholar] [CrossRef]
- Yang, M.-B.; Ma, Y.-L.; Pan, F.-S. Effects of little Ce addition on as-cast microstructure and creep properties of Mg–3Sn–2Ca magnesium alloy. Trans. Nonferrous Met. Soc. China 2009, 19, 1087–1092. [Google Scholar] [CrossRef]
- Hort, N.; Dieringa, H.; Kainer, K.-U. HOT tearing of magnesium alloys. Trans. Indian Inst. Met. 2005, 58, 703–708. [Google Scholar]
- Du, X.; Wang, F.; Wang, Z.; Zhou, L.; Wei, Z.; Liu, Z.; Mao, P. Effect of Ca/Al ratio on hot tearing susceptibility of Mg–Al–Ca alloy. J. Alloys Compd. 2022, 911, 165113. [Google Scholar] [CrossRef]
- Wang, F.; Dong, H.; Wang, Z.; Mao, P.; Liu, Z. Hot Cracking Behavior of Mg–5Al–xCa Alloys. Acta Metall. Sin. 2017, 53, 211–219. [Google Scholar]
- Sebakhy, K.O.; Vitale, G.; Pereira-Almao, P. Dispersed Ni-Doped Aegirine Nanocatalysts for the Selective Hydrogenation of Olefinic Molecules. ACS Appl. Nano Mater. 2018, 1, 6269–6280. [Google Scholar] [CrossRef]
- Sebakhy, K.O.; Vitale, G.; Pereira-Almao, P. Production of Highly Dispersed Ni within Nickel Silicate Materials with the MFI Structure for the Selective Hydrogenation of Olefins. Ind. Eng. Chem. Res. 2019, 58, 8597–8611. [Google Scholar] [CrossRef]
- Liu, W.J.; Jiang, B.; Yu, X.W.; Pan, F.S. Effect of Cooling Rate on Hot Tearing Behavior of Mg–9Al–1Zn–0.8Ce Alloy. Mater. Sci. Forum 2017, 898, 61–70. [Google Scholar] [CrossRef]
- Liu, W.J.; Jiang, B.; Luo, S.; Bo, L. Formation and characterization of hot tearing in AZ series alloys. Int. J. Mater. Res. 2018, 109, 694–698. [Google Scholar] [CrossRef]
- Jhk, A.; Jp, A.; Ks, A.; Cso, A.; Os, B.; Is, B. Microstructure analyses and phase-field simulation of partially divorced eutectic solidification in hypoeutectic Mg–Al Alloys. J. Magnes. Alloys 2021, 10, 1672–1679. [Google Scholar]
- Chen, T.; Yuan, Y.; Liu, T.; Li, D.; Tang, A.; Chen, X.; Schmid-Fetzer, R.; Pan, F. Effect of Mn Addition on Melt Purification and Fe Tolerance in Mg Alloys. Jom 2021, 73, 892–902. [Google Scholar] [CrossRef]
- Peng, L.; Zeng, G.; Xian, J.; Gourlay, C.M. Al–Mn–Fe intermetallic formation in AZ91 magnesium alloys: Effects of impurity iron. Intermetallics 2022, 142, 107465. [Google Scholar] [CrossRef]
- Gomes, I.V.; D’Errico, F.; Alves, J.L.; Puga, H. Ultrasound-assisted casting of AZ91D–1.5%Ca–Shifting T4 paradigm for downstream processing. Mater. Lett. 2023, 330, 133305. [Google Scholar] [CrossRef]
- Terbush, J.R.; Suzuki, A.; Saddock, N.D.; Jones, J.W.; Pollock, T.M. Dislocation substructures of three die-cast Mg–Al–Ca-based alloys. Scr. Mater. 2008, 58, 914–917. [Google Scholar] [CrossRef]
- Han, J.-Q.; Wang, J.-S.; Zhang, M.-S.; Niu, K.-M. Relationship between amounts of low-melting-point eutectics and hot tearing susceptibility of ternary Al–Cu–Mg alloys during solidification. Trans. Nonferrous Met. Soc. China 2020, 30, 2311–2325. [Google Scholar] [CrossRef]
- Liu, W.; Jiang, B.; Xiang, H.; Ye, Q.; Xia, S.; Chen, S.; Song, J.; Ma, Y.; Yang, M. High-temperature mechanical properties of as-extruded AZ80 magnesium alloy at different strain rates. Int. J. Miner. Metall. Mater. 2022, 29, 1373–1379. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, Y.; Liu, Z.; Liu, S. Influence of Al addition on solidification path and hot tearing susceptibility of Mg–2Zn–(3 + 0.5x)Y–xAl alloys. J. Magnes. Alloys 2019, 7, 272–282. [Google Scholar] [CrossRef]
- Zhao, H.; Song, J.; Jiang, B.; Yang, H.; Xiao, B.; Liu, Q.; Yang, Z.; Jia, X.; Liao, J.; Wu, L.; et al. The Effect of Sr Addition on Hot Tearing Susceptibility of Mg–1Ca–xSr Alloys. J. Mater. Eng. Perform. 2021, 30, 7645–7654. [Google Scholar] [CrossRef]
- Qin, H.; Yang, G.-Y.; Zheng, X.-W.; Luo, S.-F.; Bai, T.; Jie, W.-Q. Effect of Gd content on hot-tearing susceptibility of Mg–6Zn–xGd casting alloys. China Foundry 2022, 19, 131–139. [Google Scholar] [CrossRef]
- Ganjehfard, K.; Taghiabadi, R.; Noghani, M.T.; Ghoncheh, M.H. Tensile properties and hot tearing susceptibility of cast Al–Cu alloys containing excess Fe and Si. Int. J. Miner. Metall. Mater. 2021, 28, 718–728. [Google Scholar] [CrossRef]
- Zha, M.; Wang, S.-C.; Jia, H.-L.; Yang, Y.; Ma, P.-K.; Wang, H.-Y. Effect of minor Ca addition on microstructure and mechanical properties of a low-alloyed Mg–Al–Zn–Sn alloy. Mater. Sci. Eng. A 2023, 862, 144457. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Elements | ||||
|---|---|---|---|---|---|
| Al | Zn | Mn | Ca | Mg | |
| AZ91 | 8.94 | 0.67 | 0.20 | – | Bal. |
| AZ91–0.05Ca | 8.93 | 0.71 | 0.15 | 0.036 | Bal. |
| AZ91–0.1Ca | 9.41 | 0.70 | 0.21 | 0.089 | Bal. |
| AZ91–0.5Ca | 8.72 | 0.68 | 0.17 | 0.388 | Bal. |
| AZ91–1.0Ca | 9.29 | 0.85 | 0.14 | 0.904 | Bal. |
| Point | Elements | ||||
|---|---|---|---|---|---|
| Mg | Al | Zn | Mn | Ca | |
| A | 68.87 | 24.80 | – | 6.33 | – |
| B | 71.81 | 25.00 | 2.07 | – | 1.12 |
| C | 80.96 | 5.79 | 7.53 | – | 5.72 |
| Point | Elements | ||||
|---|---|---|---|---|---|
| Mg | Al | Zn | Mn | Ca | |
| D | 59.81 | 37.97 | 2.22 | – | – |
| E | 27.70 | 55.47 | – | – | 16.83 |
| F | 44.15 | 45.64 | – | 10.21 | |
| G | 67.77 | 30.75 | 1.48 | – | – |
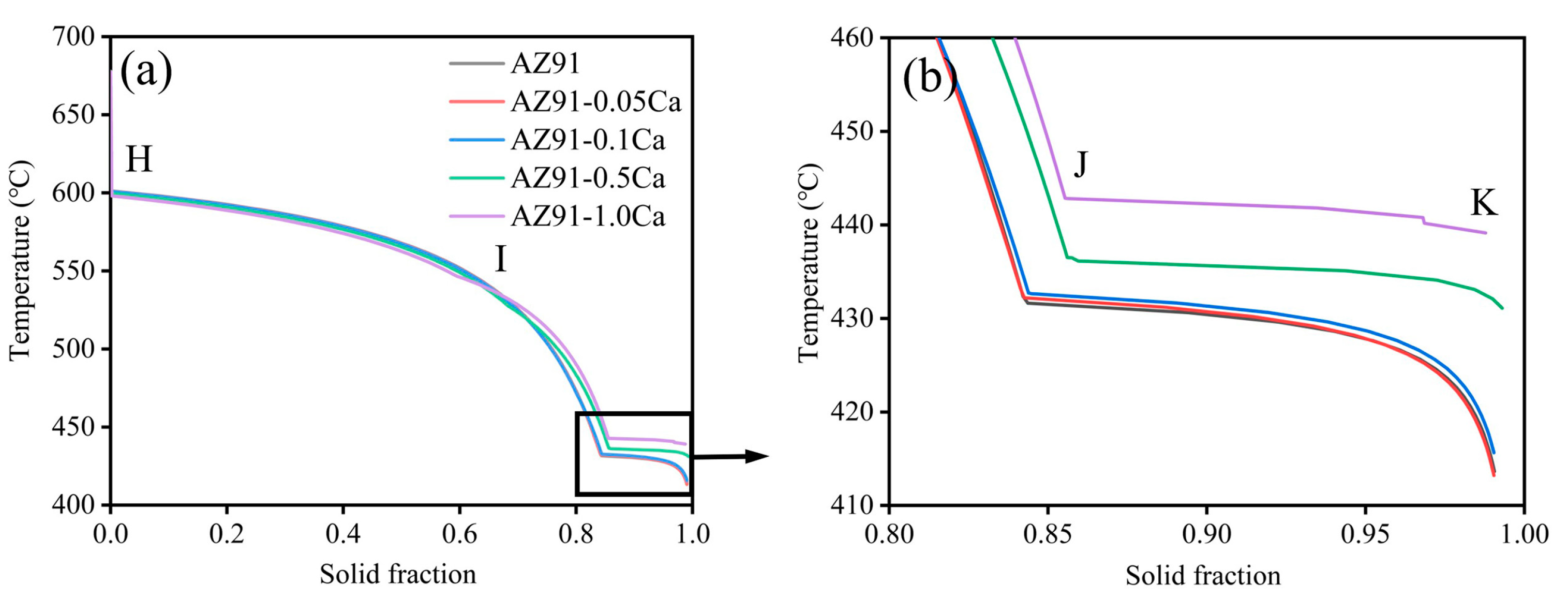
| Alloy | Point H | Point I | Point J | Solidification Interval (°C) | |||
|---|---|---|---|---|---|---|---|
| MFS (%) | T (°C) | MFS (%) | T (°C) | MFS (%) | T (°C) | ||
| AZ91 | 0.002 | 601.8 | – | – | 0.844 | 431.6 | 170.2 |
| AZ91–0.05Ca | 0.002 | 601.8 | – | – | 0.844 | 432.2 | 169.6 |
| AZ91–0.1Ca | 0.002 | 600.9 | – | – | 0.843 | 432.7 | 168.2 |
| AZ91–0.5Ca | 0.002 | 599.6 | 0.685 | 527.4 | 0.856 | 436.5 | 163.1 |
| AZ91–1.0Ca | 0.002 | 598.0 | 0.594 | 546.7 | 0.855 | 442.8 | 155.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiang, H.; Liu, W.; Wang, Q.; Jiang, B.; Song, J.; Wu, H.; Feng, N.; Chai, L. Improvement of Hot Tearing Resistance of AZ91 Alloy with the Addition of Trace Ca. Materials 2023, 16, 3886. https://doi.org/10.3390/ma16103886
Xiang H, Liu W, Wang Q, Jiang B, Song J, Wu H, Feng N, Chai L. Improvement of Hot Tearing Resistance of AZ91 Alloy with the Addition of Trace Ca. Materials. 2023; 16(10):3886. https://doi.org/10.3390/ma16103886
Chicago/Turabian StyleXiang, Hongchen, Wenjun Liu, Qiang Wang, Bin Jiang, Jiangfeng Song, Hang Wu, Nan Feng, and Linjiang Chai. 2023. "Improvement of Hot Tearing Resistance of AZ91 Alloy with the Addition of Trace Ca" Materials 16, no. 10: 3886. https://doi.org/10.3390/ma16103886