

Numerical Calculation of High-Strength-Steel Saddle Plate Forming Suitable for Lightweight Construction of Ships

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
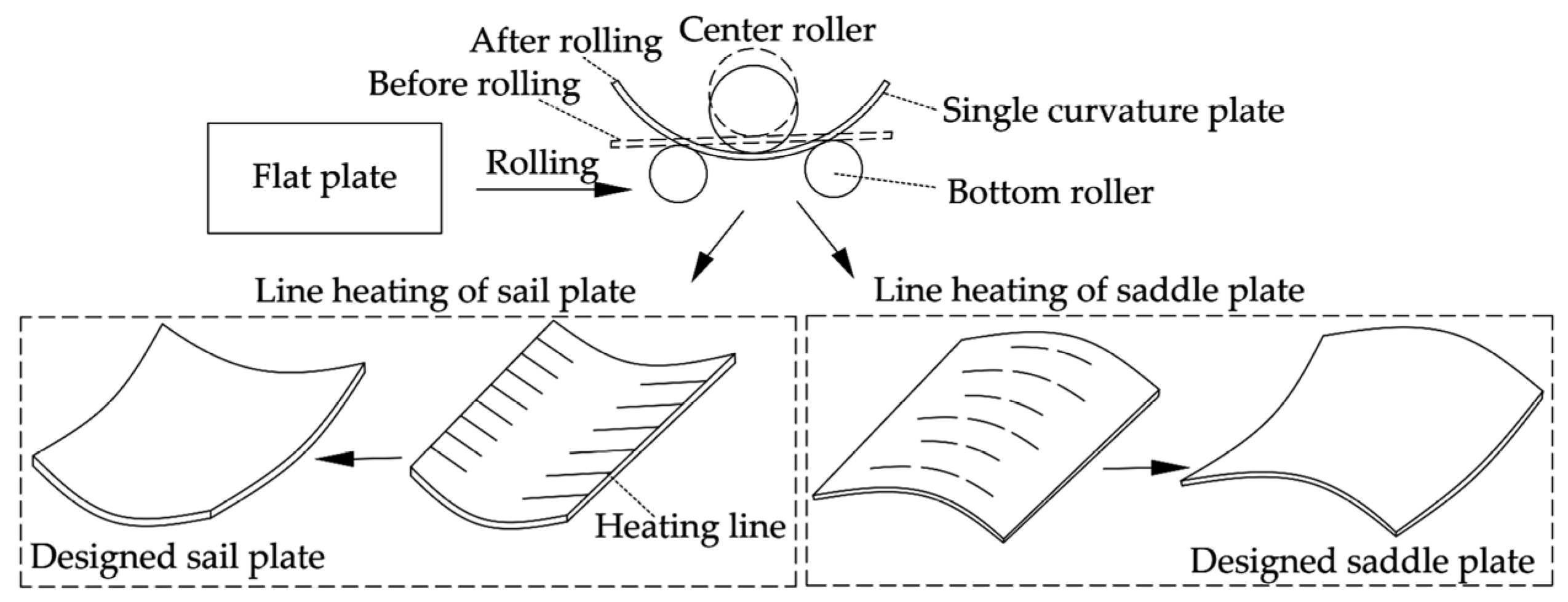
:1. Introduction
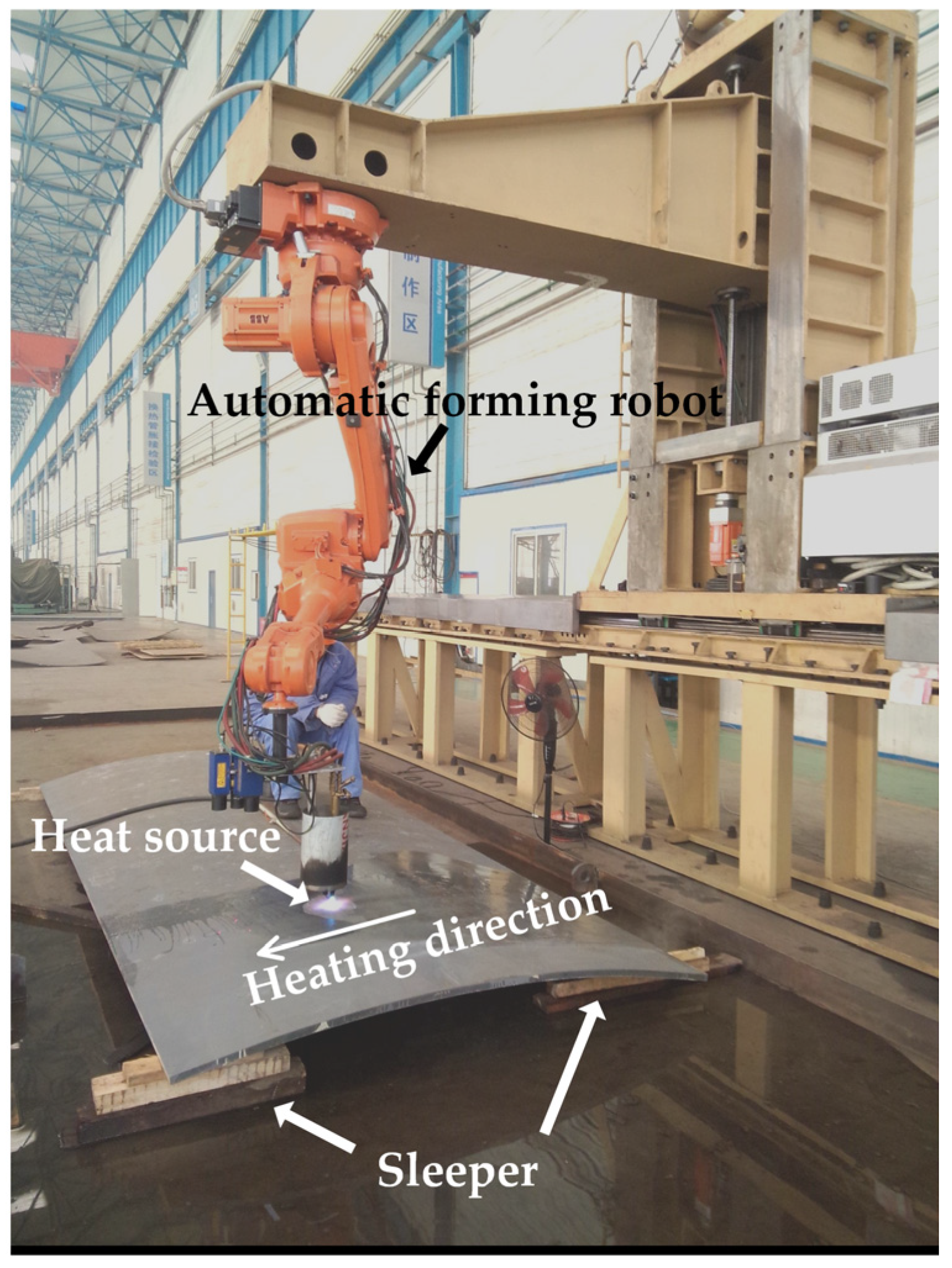
2. Numerical Calculation of Line Heating for High-Strength-Steel Saddle Plates
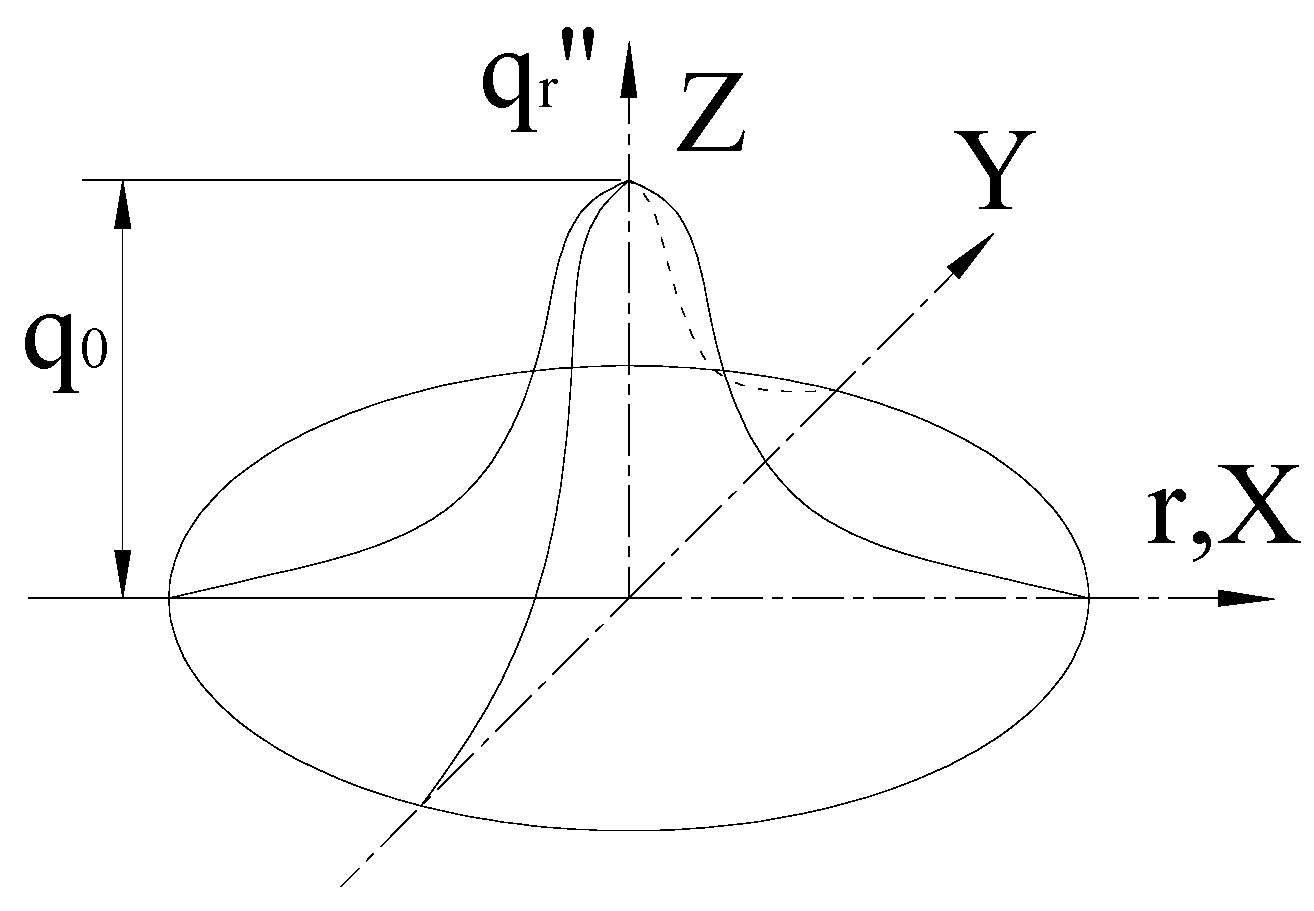
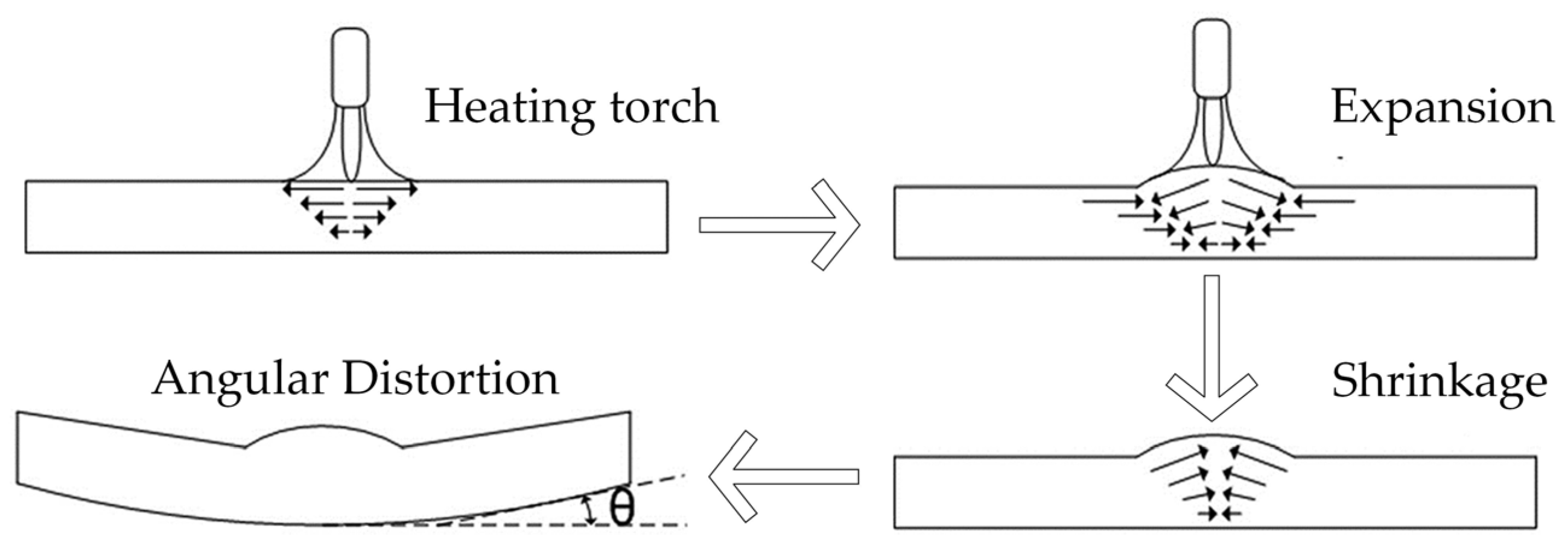
2.1. The Thermal Elastic–Plastic Theory of Line Heating
- (1)
- The stress–strain relationship
- (2)
- Constitutive relations
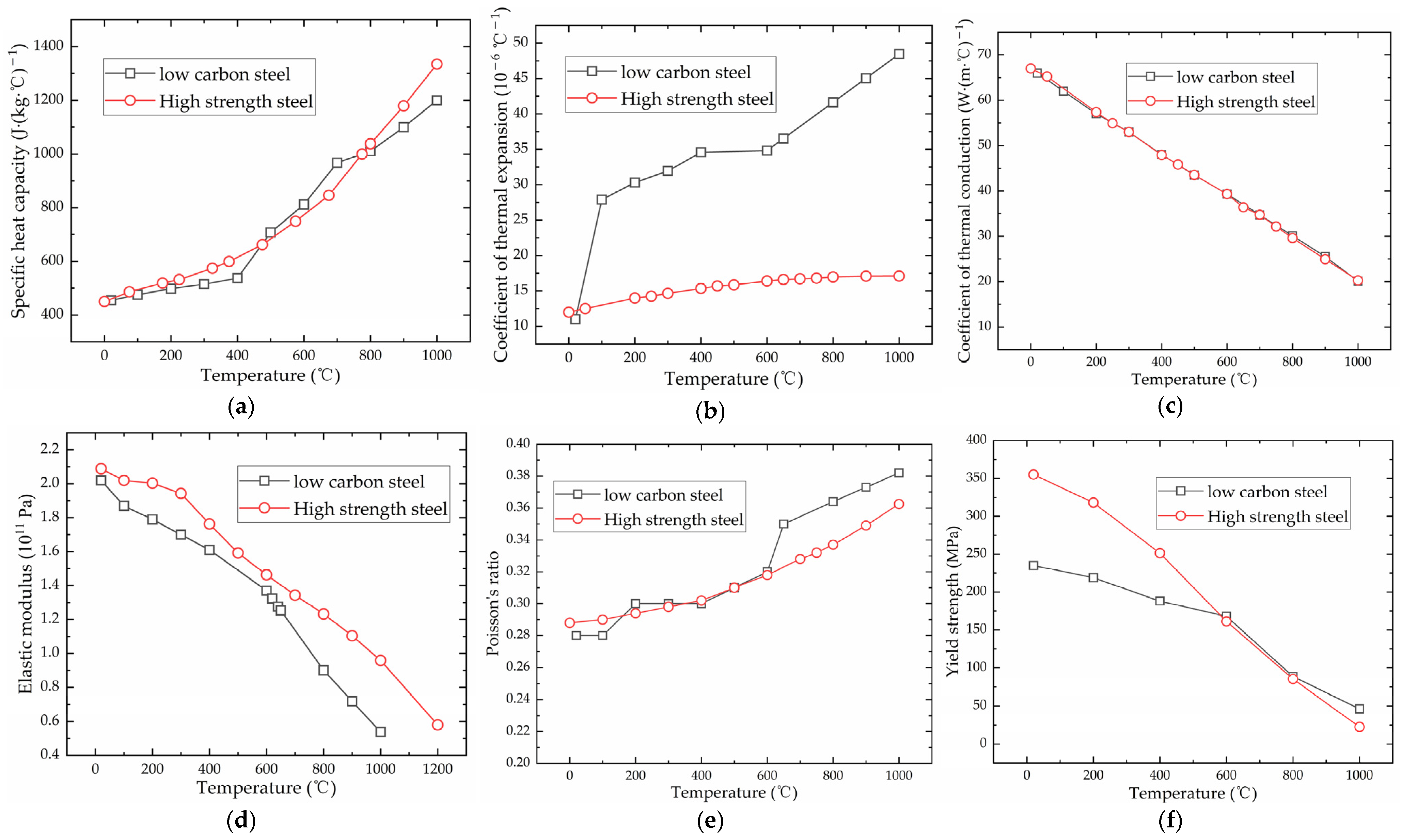
2.2. The Material Parameters of Low-Carbon Steel and High-Strength Steel
2.3. Reliability Verification of Numerical Calculation for Low-Carbon-Steel Saddle Plate
- (1)
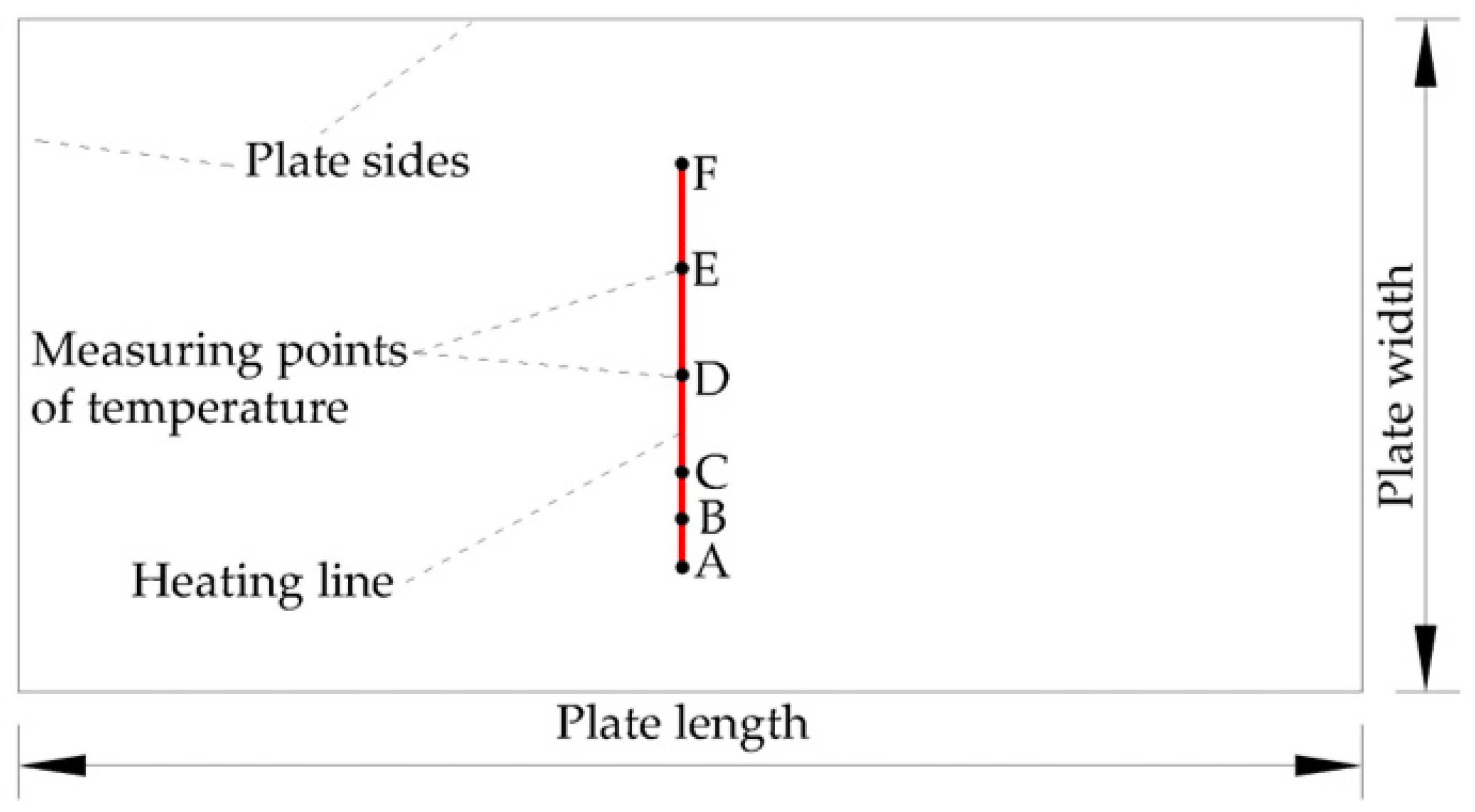
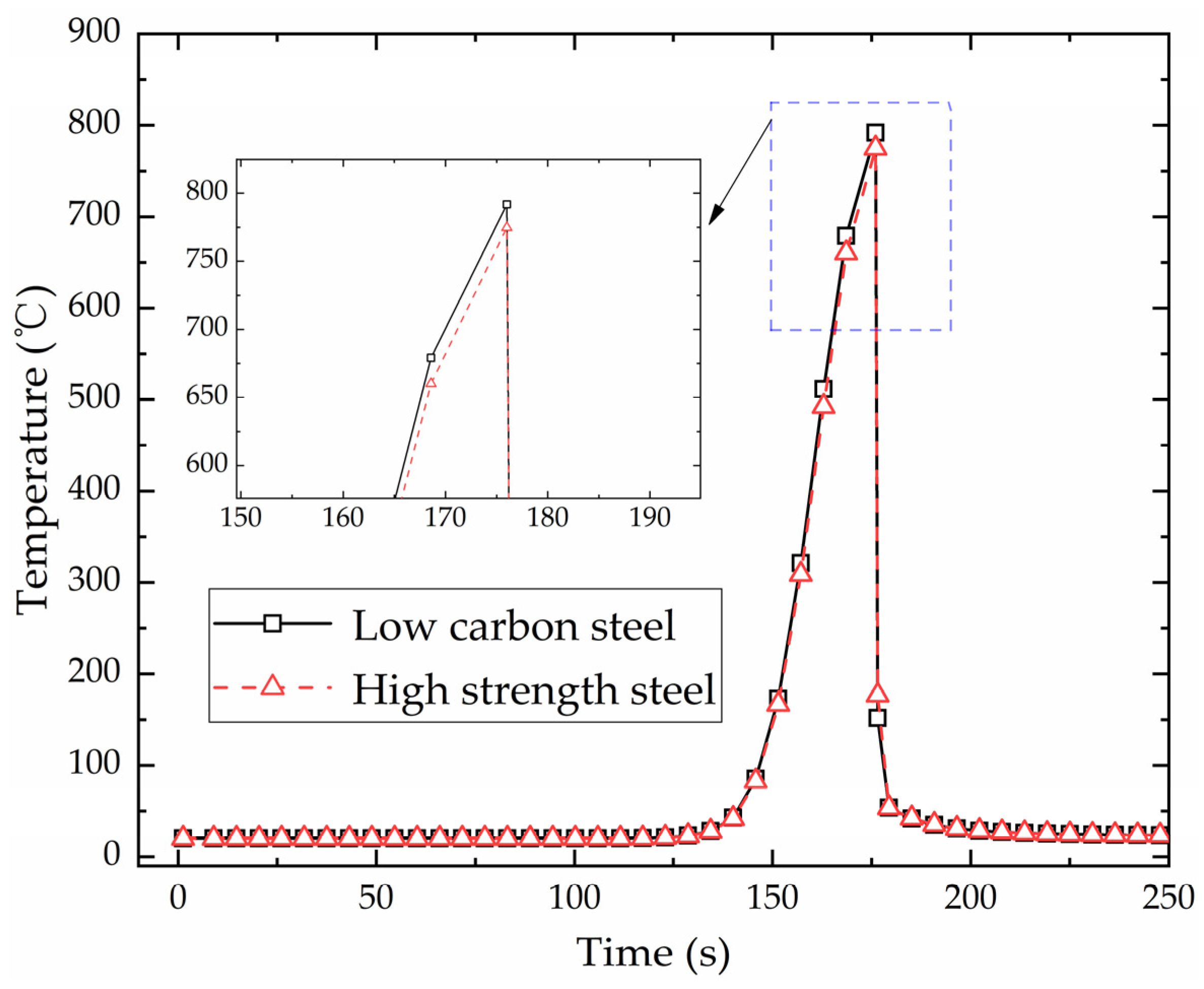
- Reliability verification of temperature
- (2)
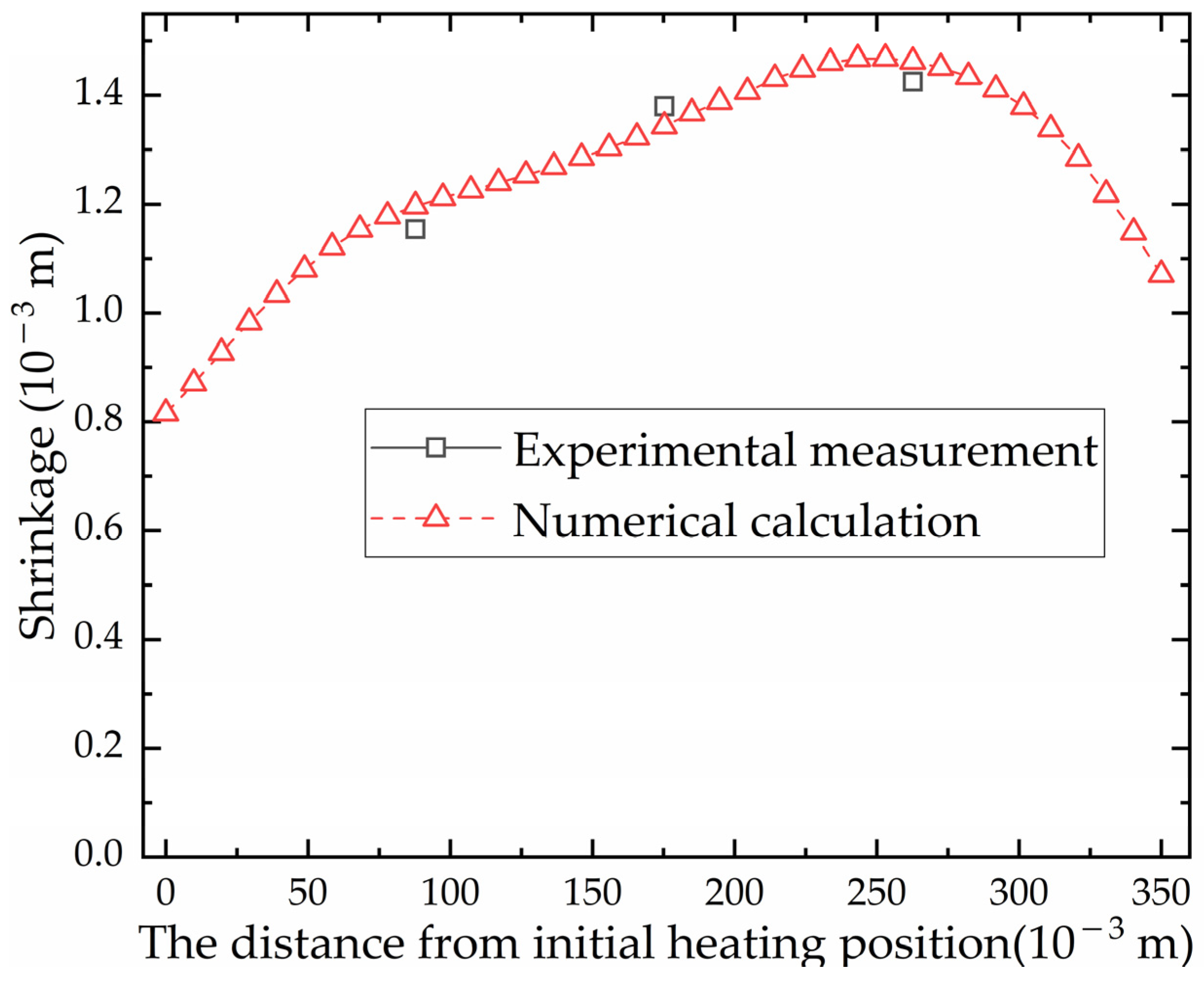
- Reliability verification of shrinkage
2.4. Feasibility Verification of Numerical Calculation for High-Strength-Steel Saddle Plates
- (1)
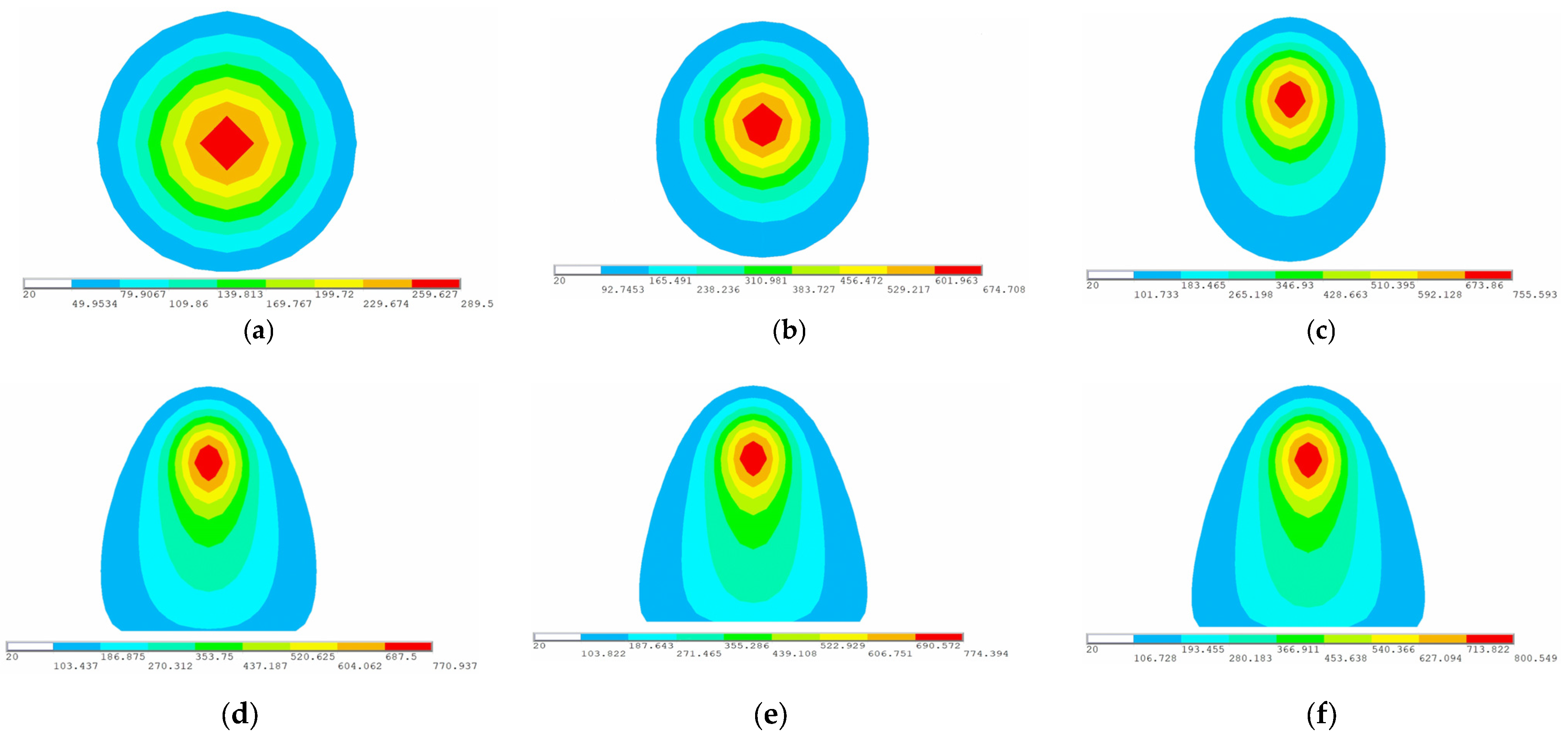
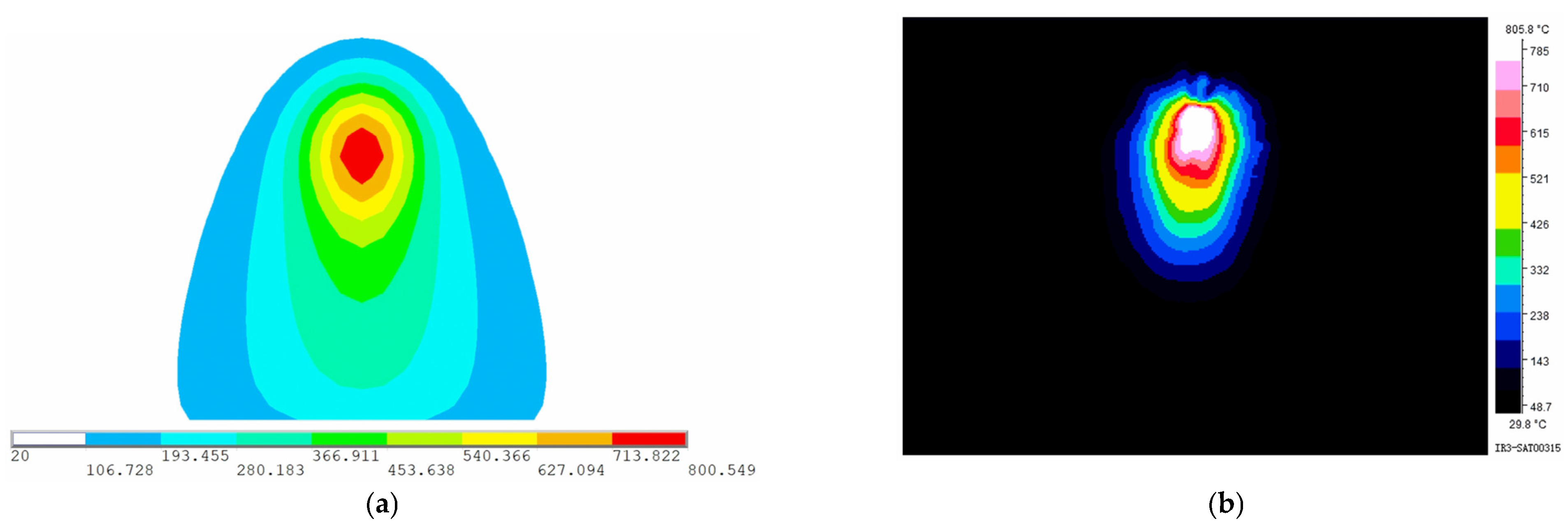
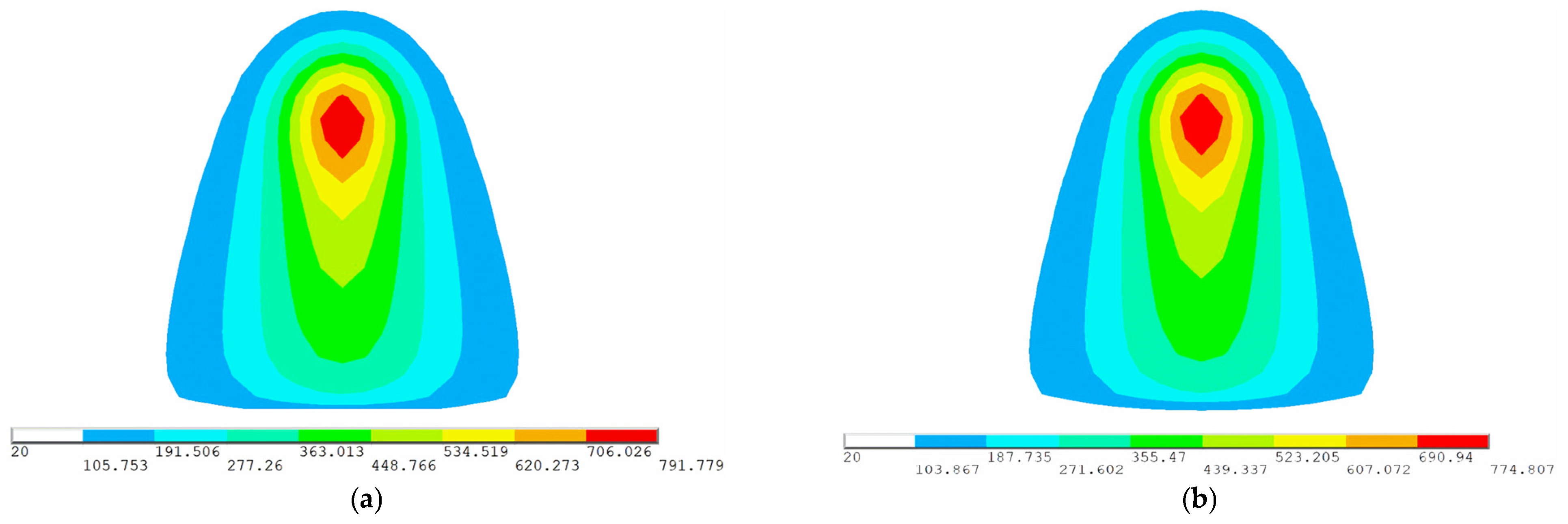
- Feasibility verification of temperature
- (2)
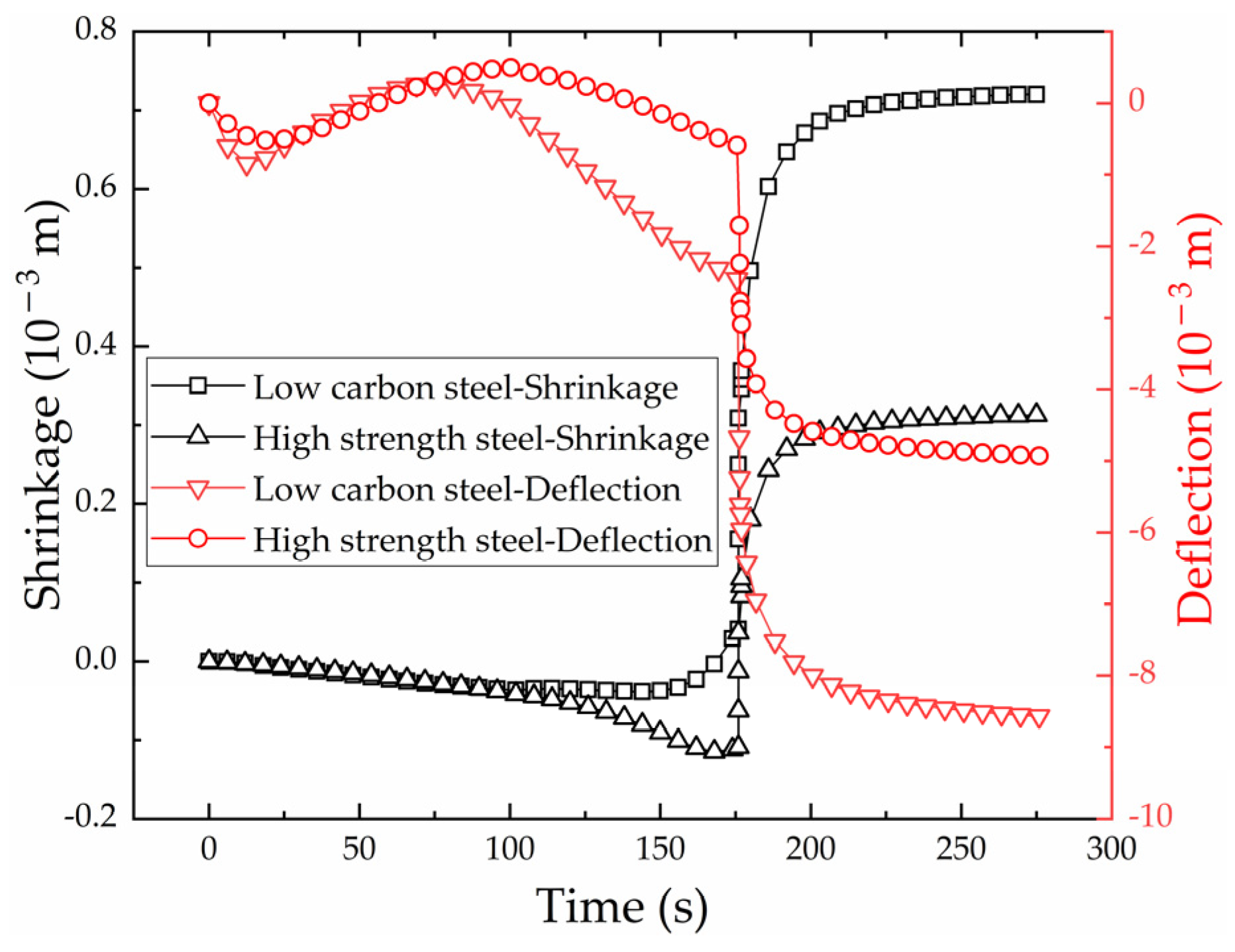
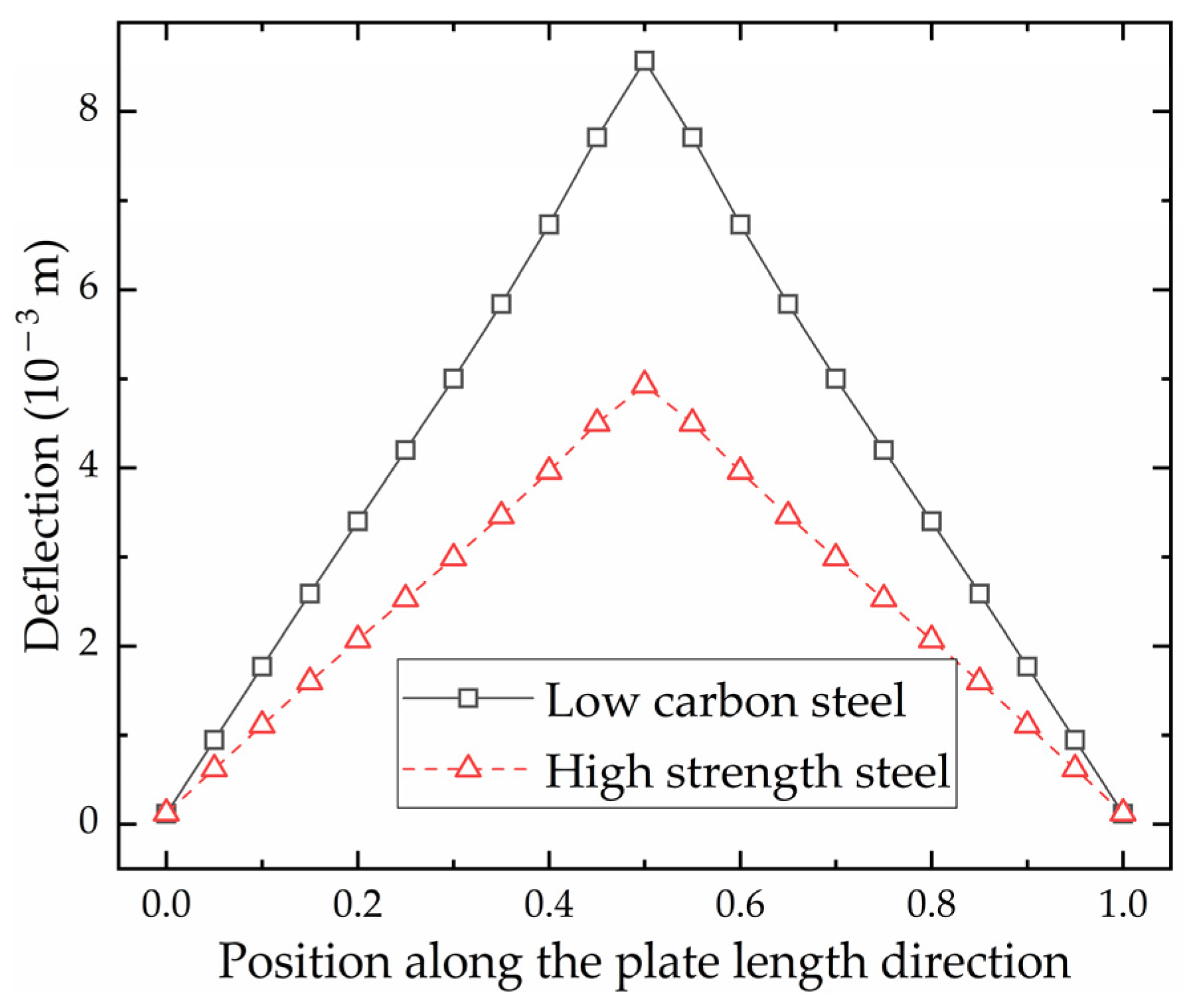
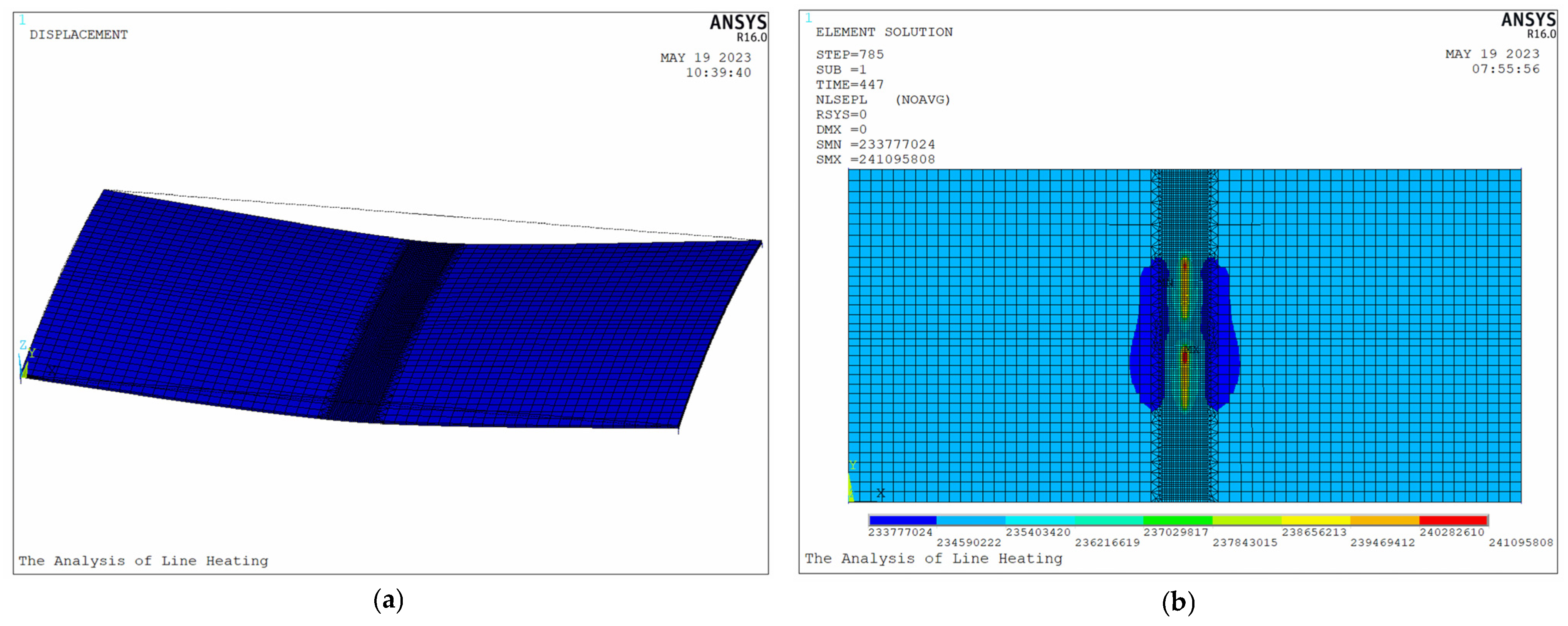
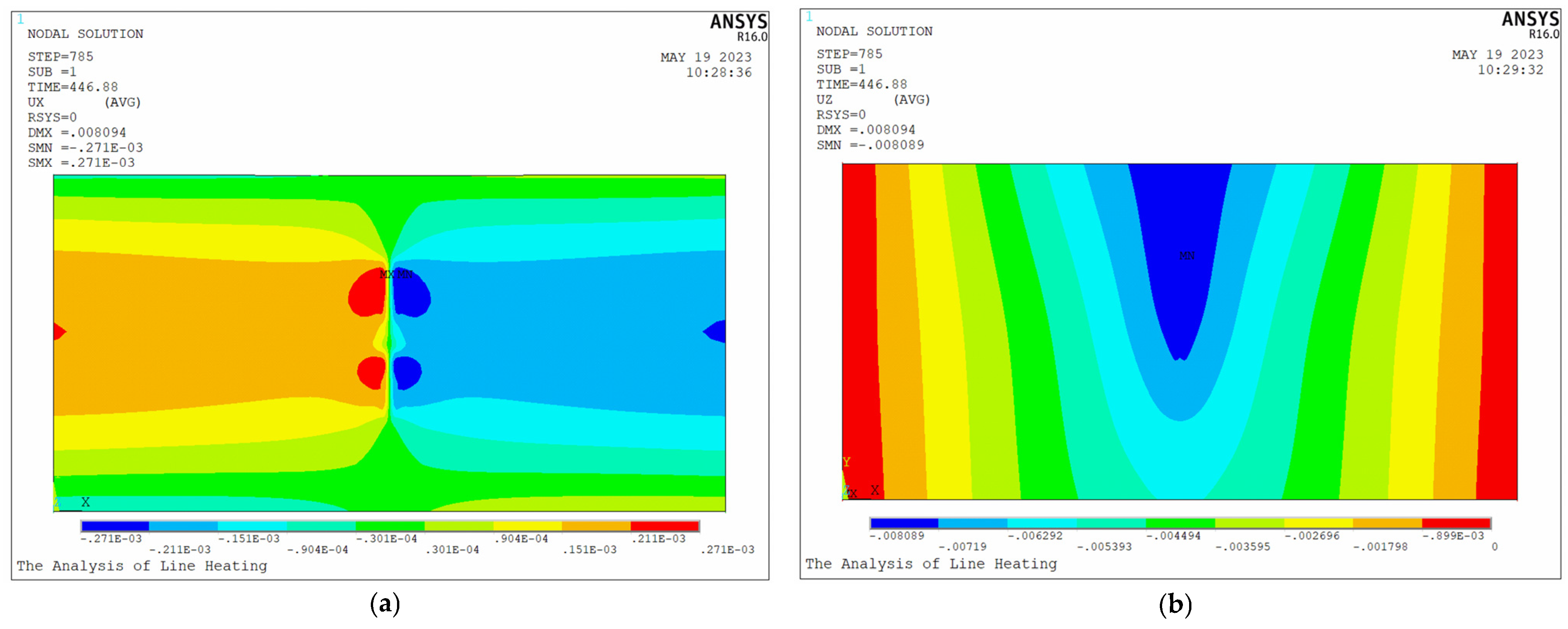
- Feasibility verification of shrinkage and deflection
3. Numerical Calculation for High-Strength-Steel Saddle Plates with Multiple Heating Lines
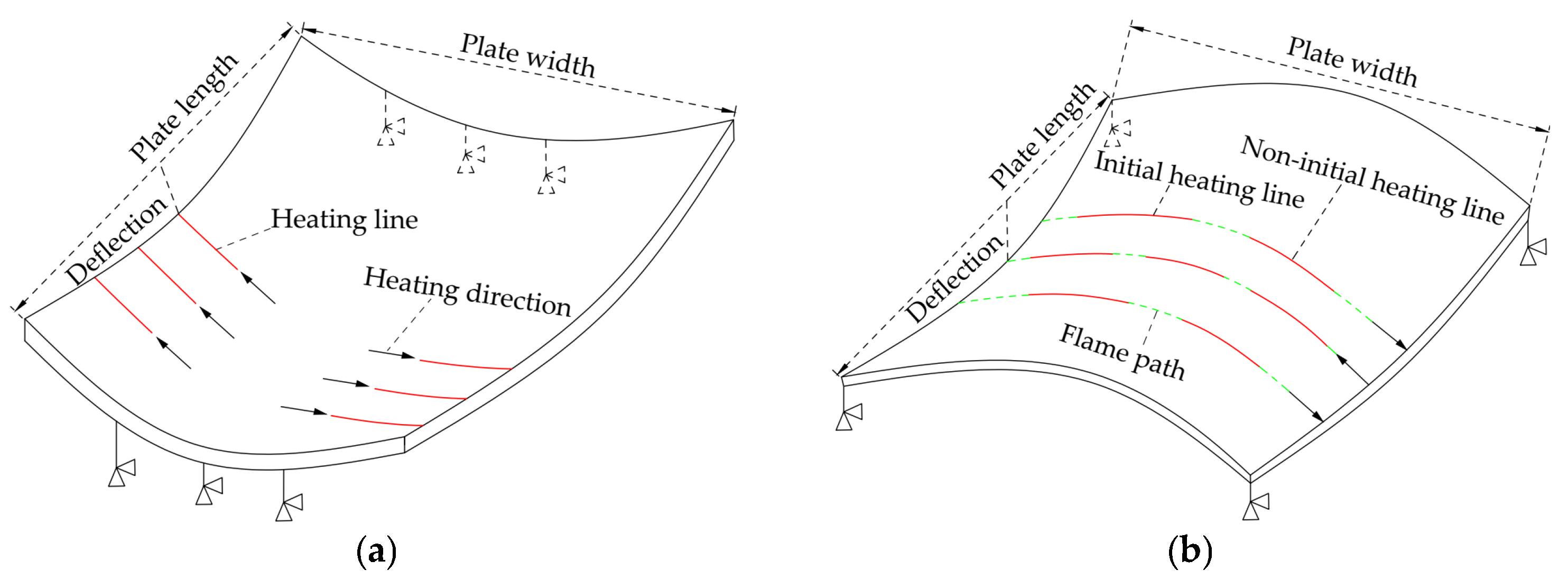
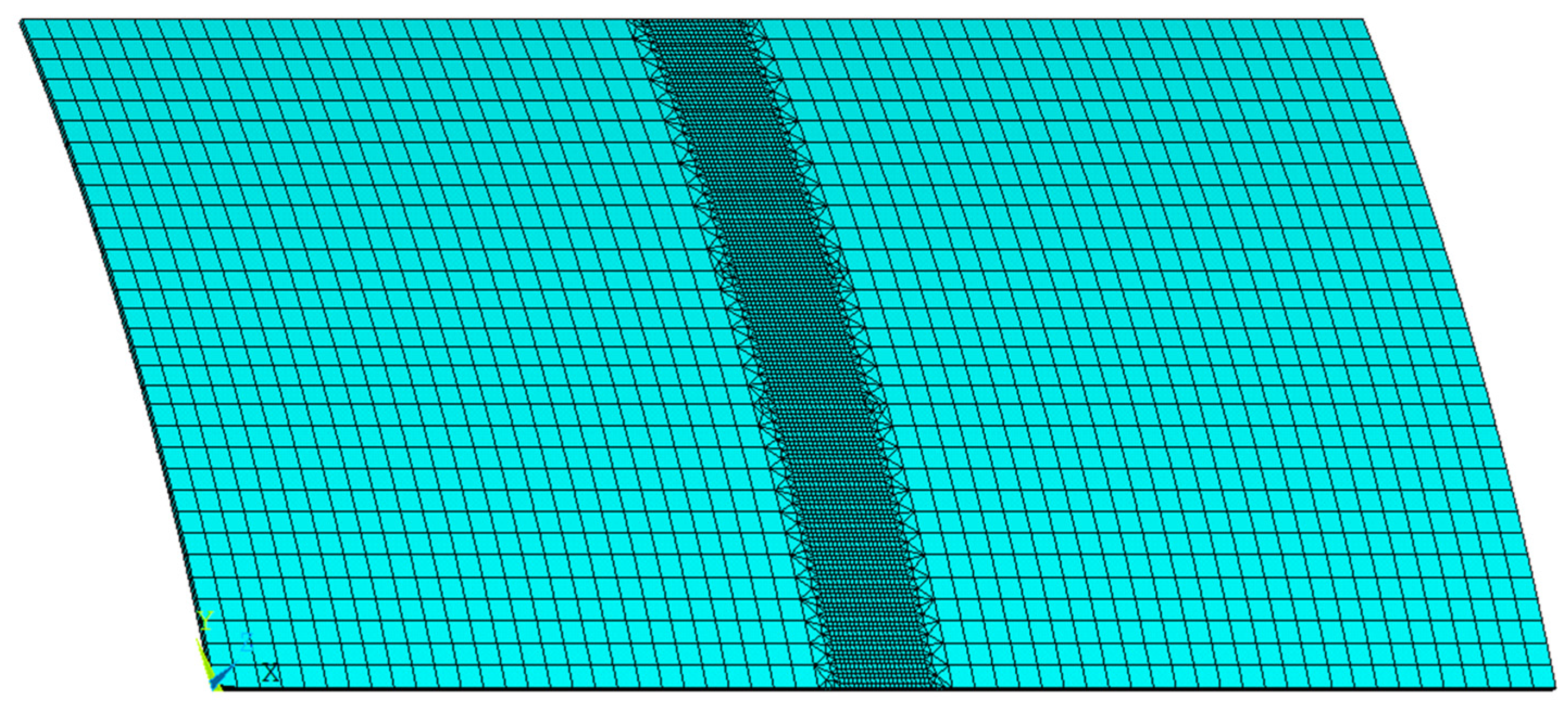
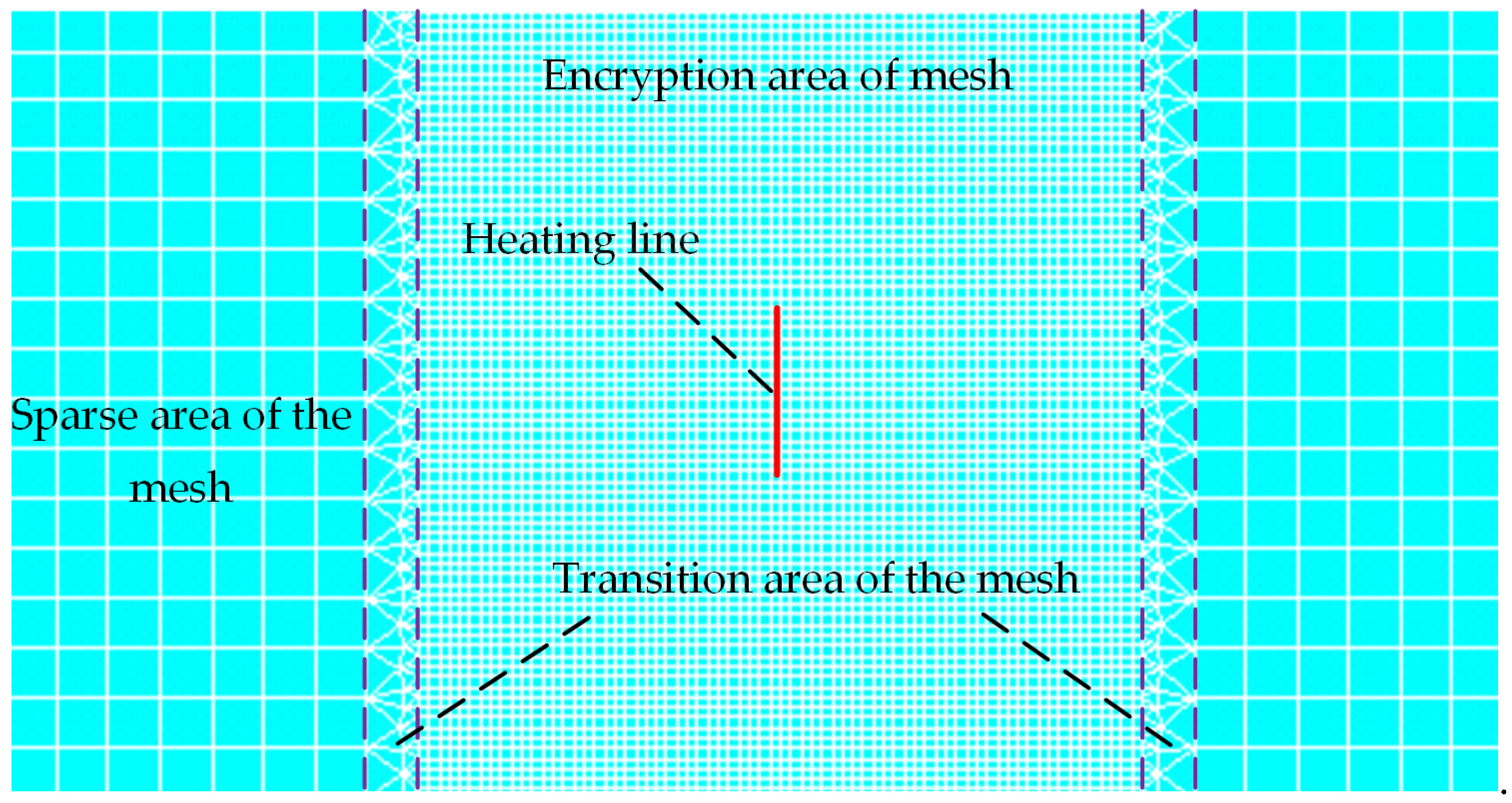
3.1. Research on the Numerical Calculation Model with Multiple Heating Lines of High-Strength-Steel Saddle Plates
3.2. Comparison of Initial Heating Line and Non-Initial Heating Line
- (1)
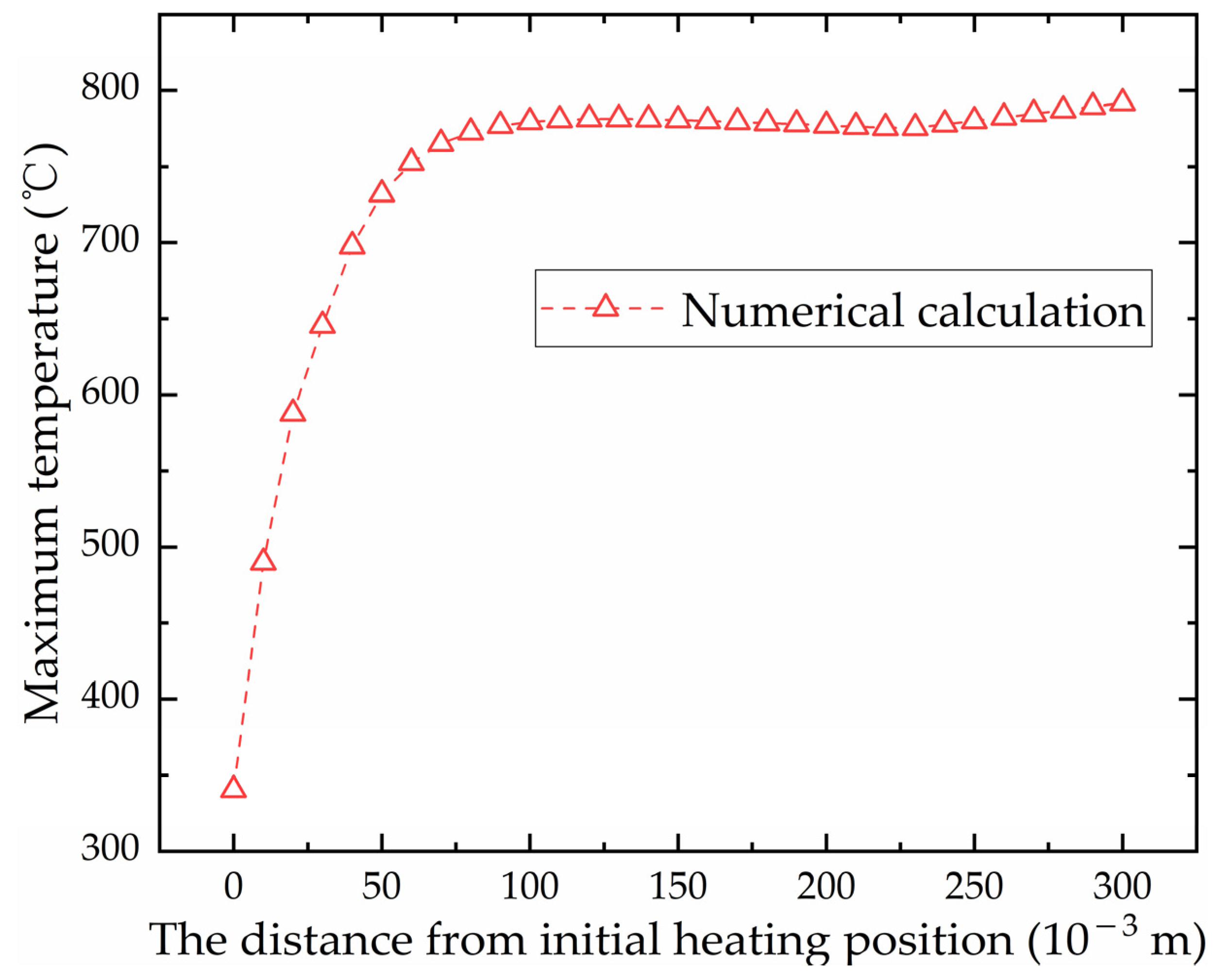
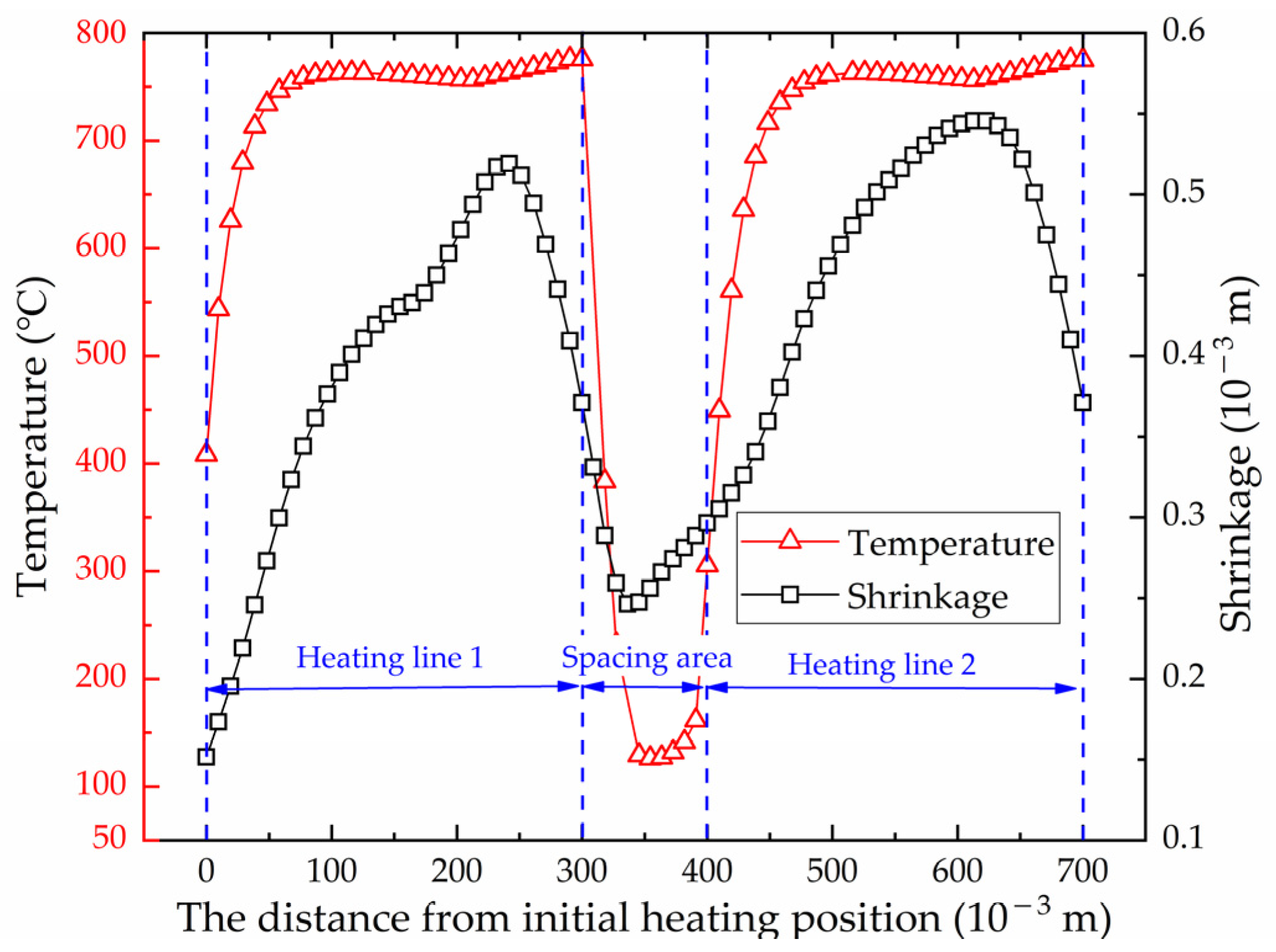
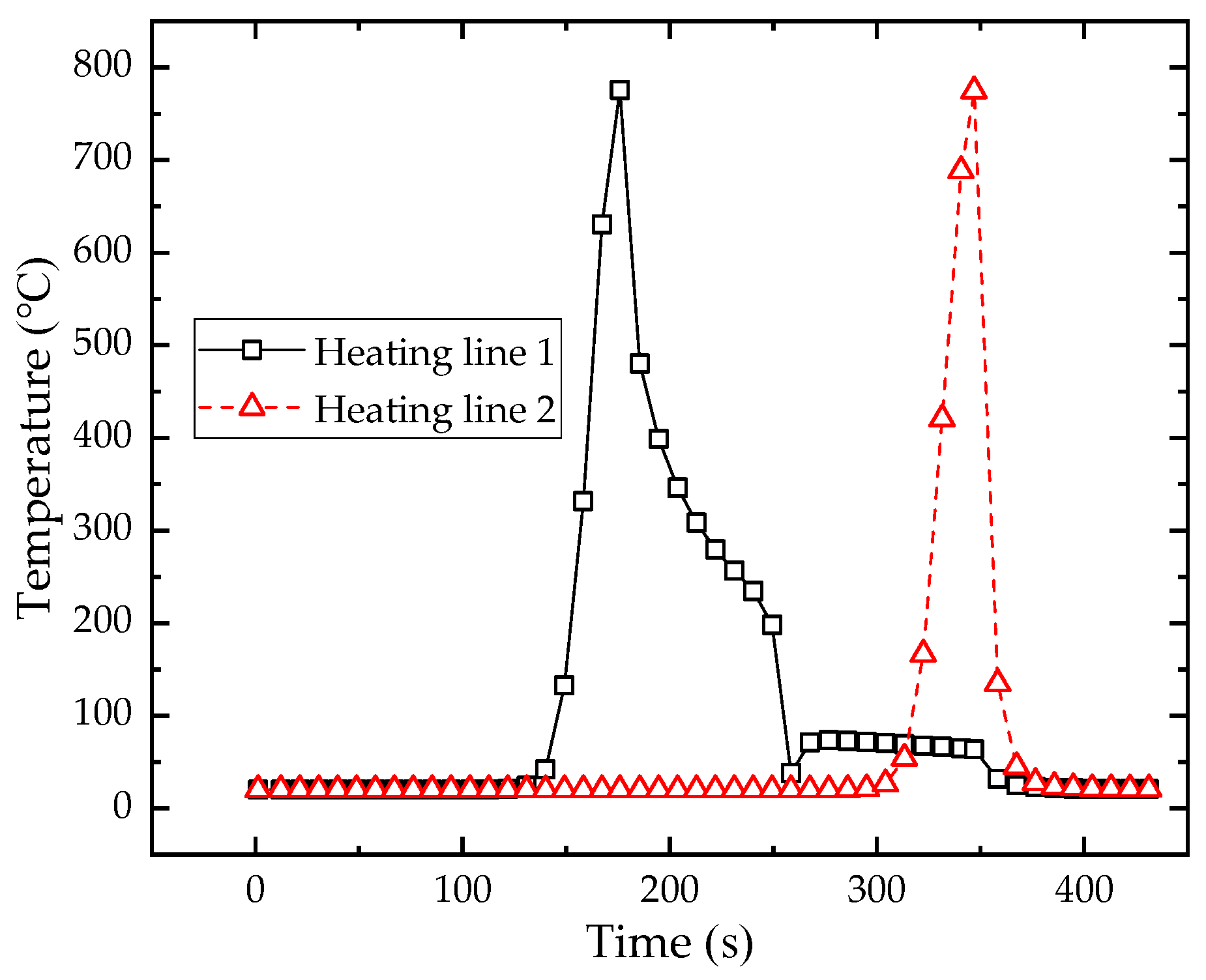
- Comparison of temperature generated by the initial heating line and non-initial heating line
- (2)
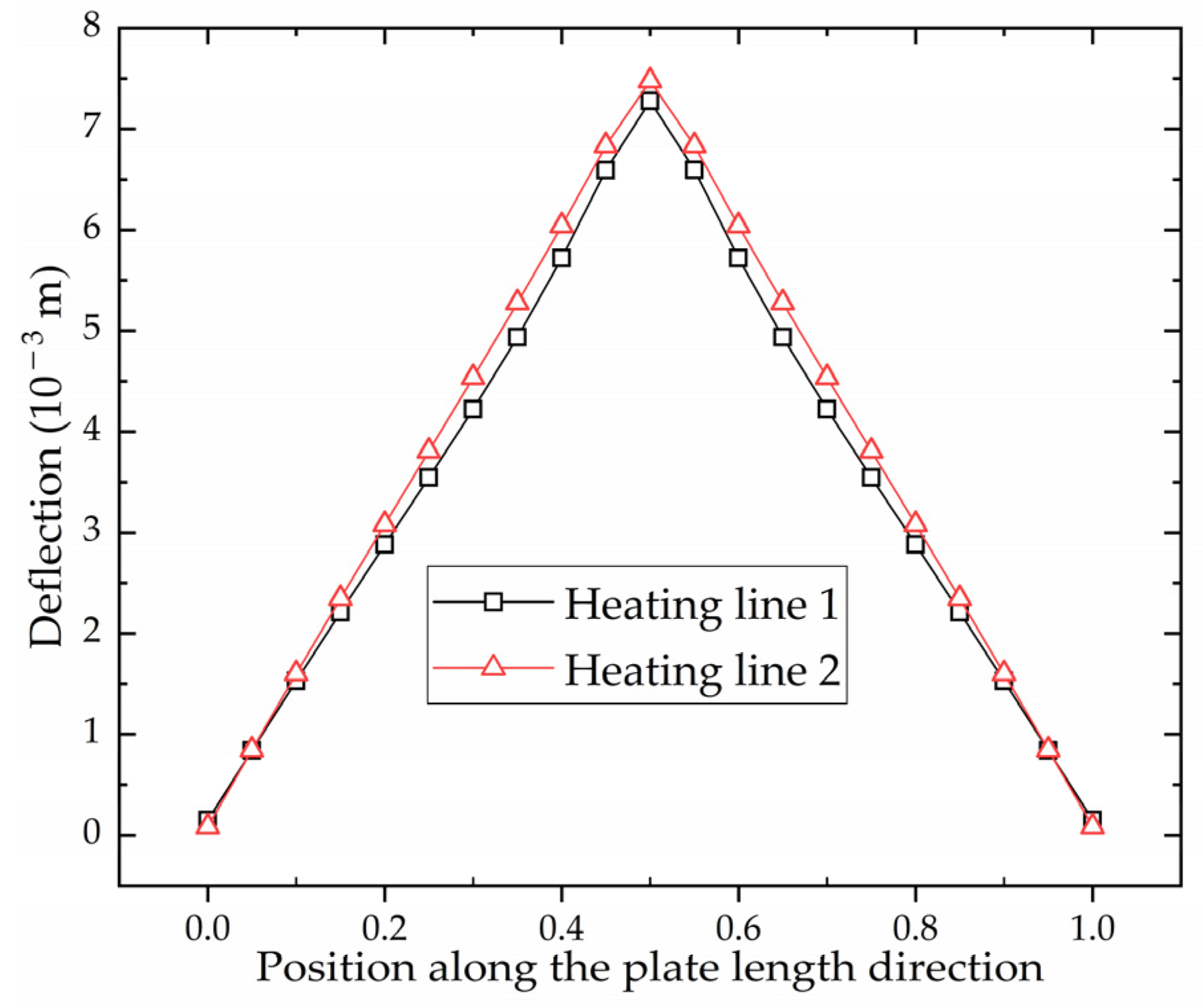
- Comparison of deformation generated by the initial heating line and non-initial heating line
4. Influence Laws of Line Heating for High-Strength-Steel Saddle Plates
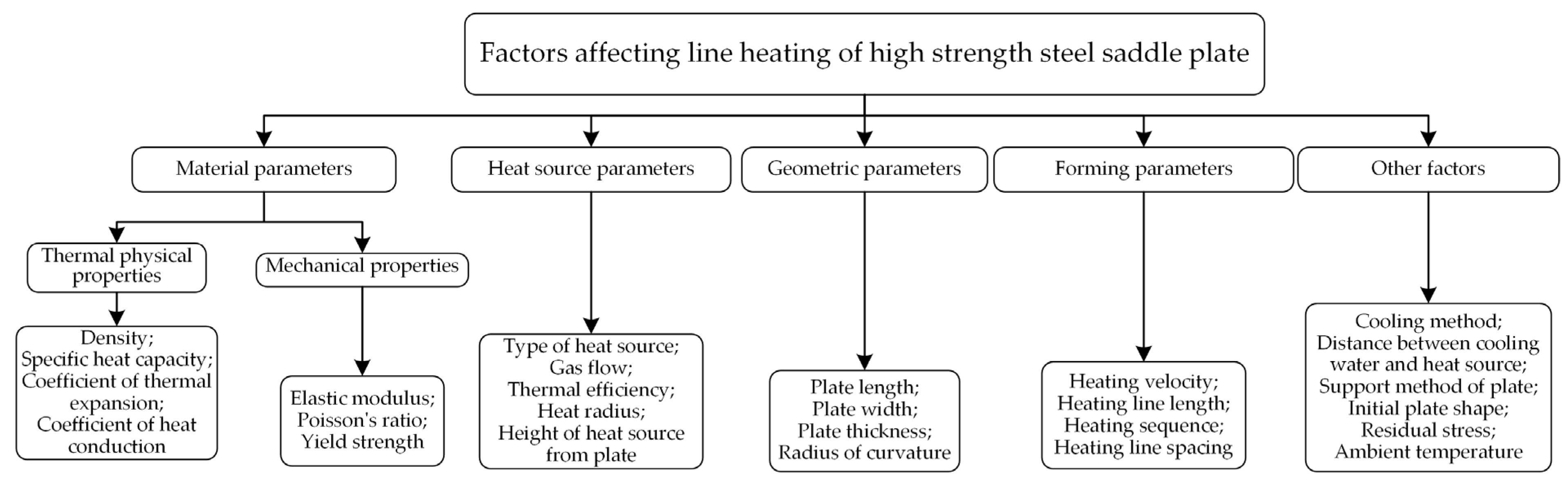
4.1. Analysis of Influencing Factors on the Line Heating of High-Strength-Steel Saddle Plates
4.2. Effect of Geometric Parameters on Deformation of High-Strength-Steel Saddle Plates
- (1)
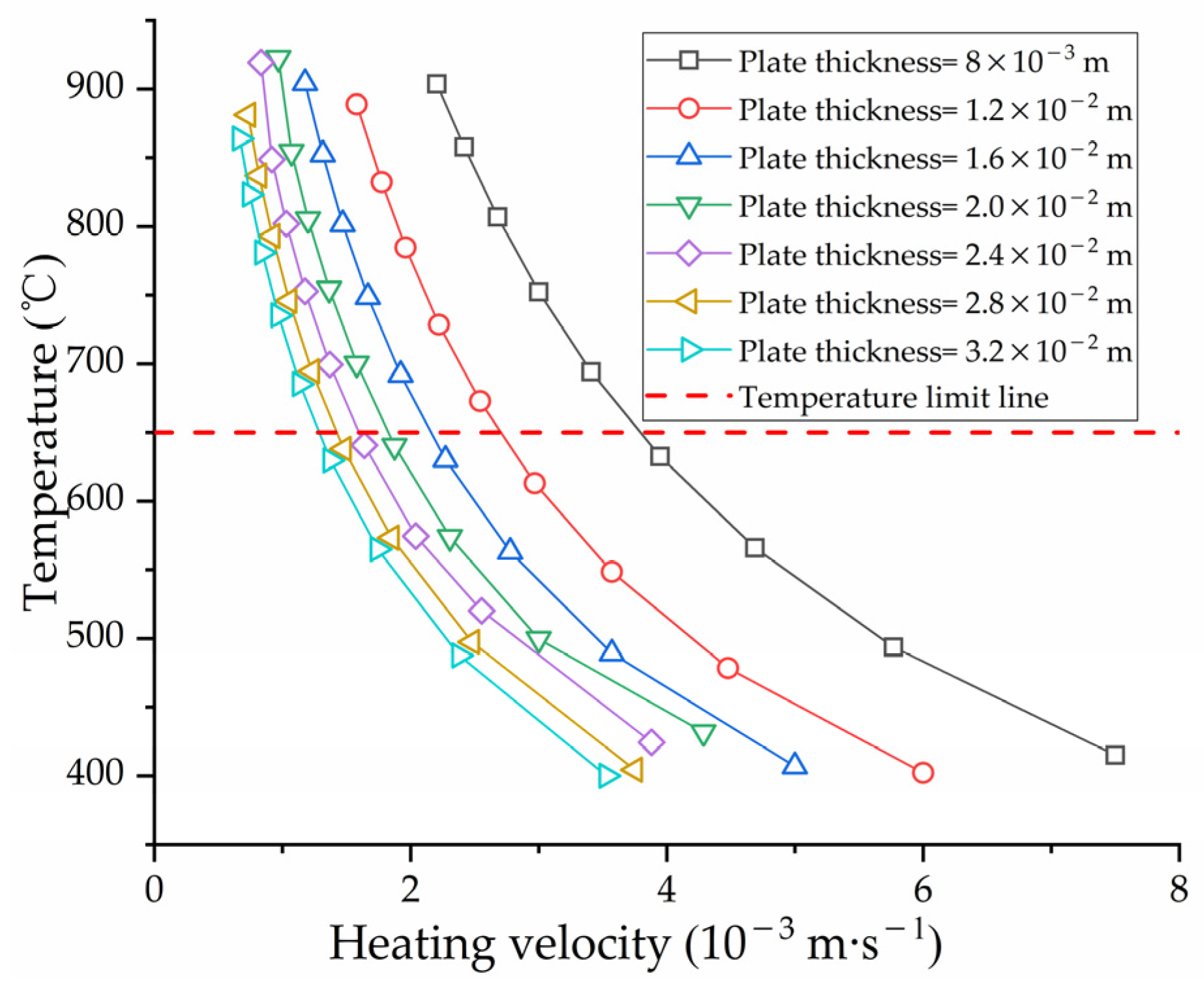
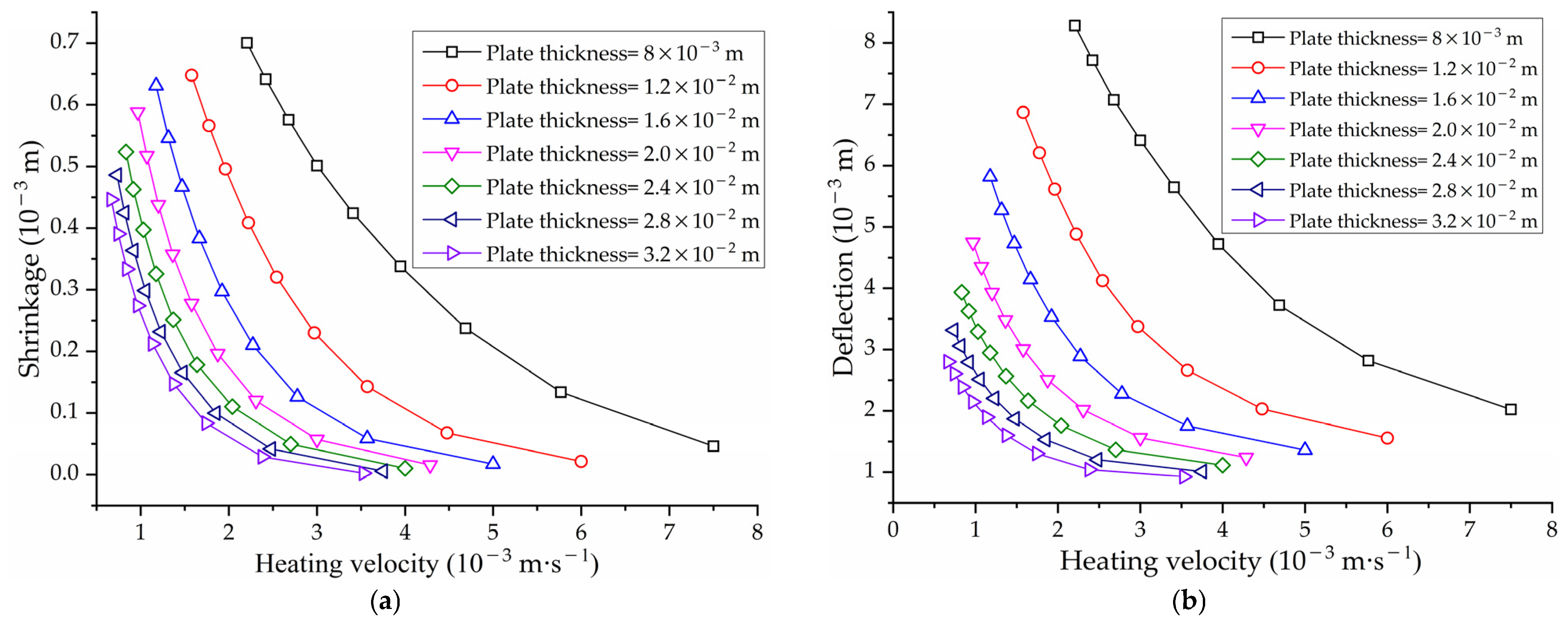
- Effect of plate thickness on shrinkage and deflection of high-strength-steel saddle plates
- (2)
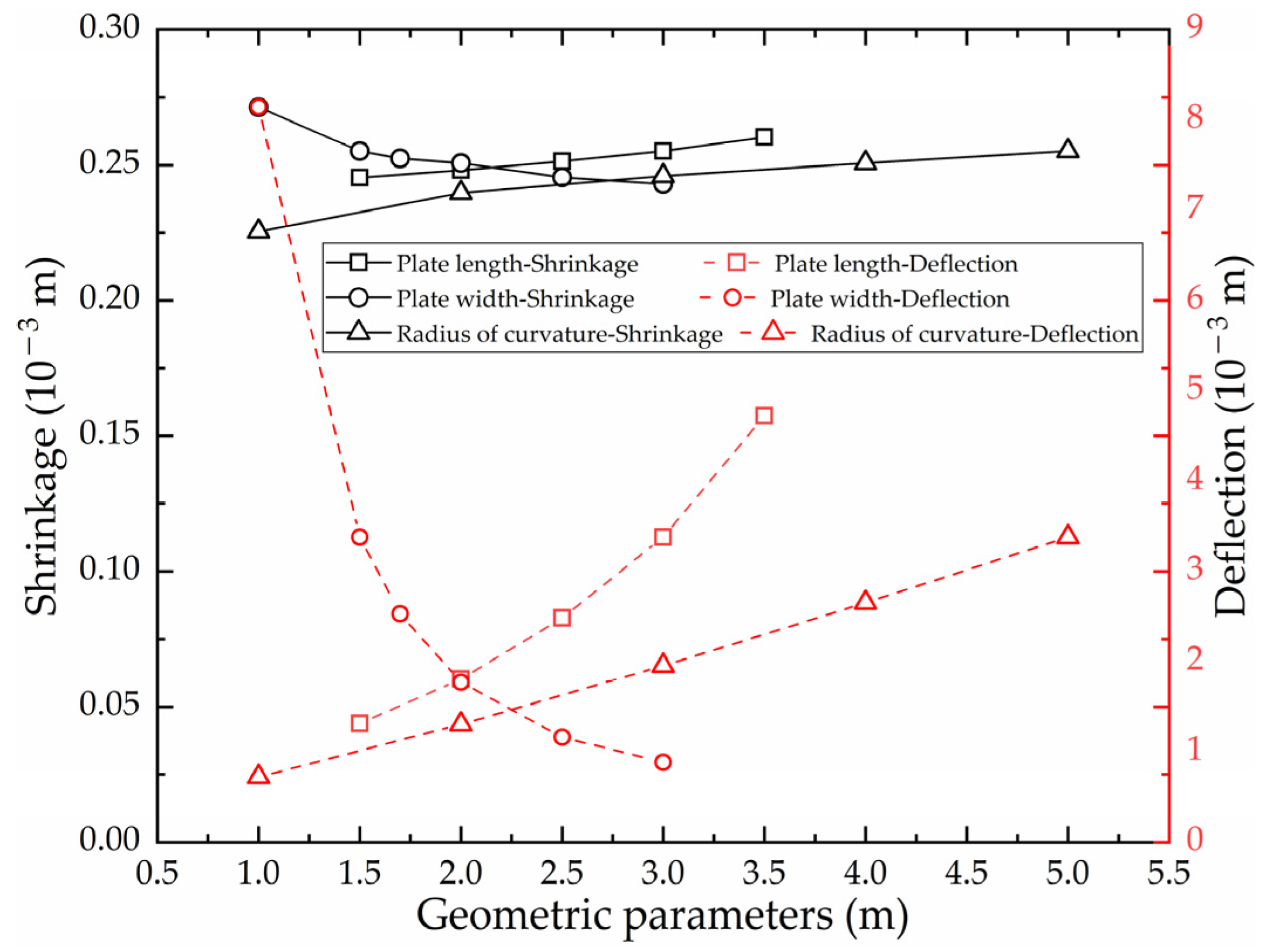
- Effect of plate length on shrinkage and deflection of high-strength-steel saddle plates
- (3)
- Effect of plate width on shrinkage and deflection of high-strength-steel saddle plates
- (4)
- Effect of radius of curvature on shrinkage and deflection of high-strength-steel saddle plates
4.3. Effect of Forming Parameters on Deformation of High-Strength-Steel Saddle Plates
- (1)
- Effect of heating velocity on shrinkage and deflection of high-strength-steel saddle plates
- (2)
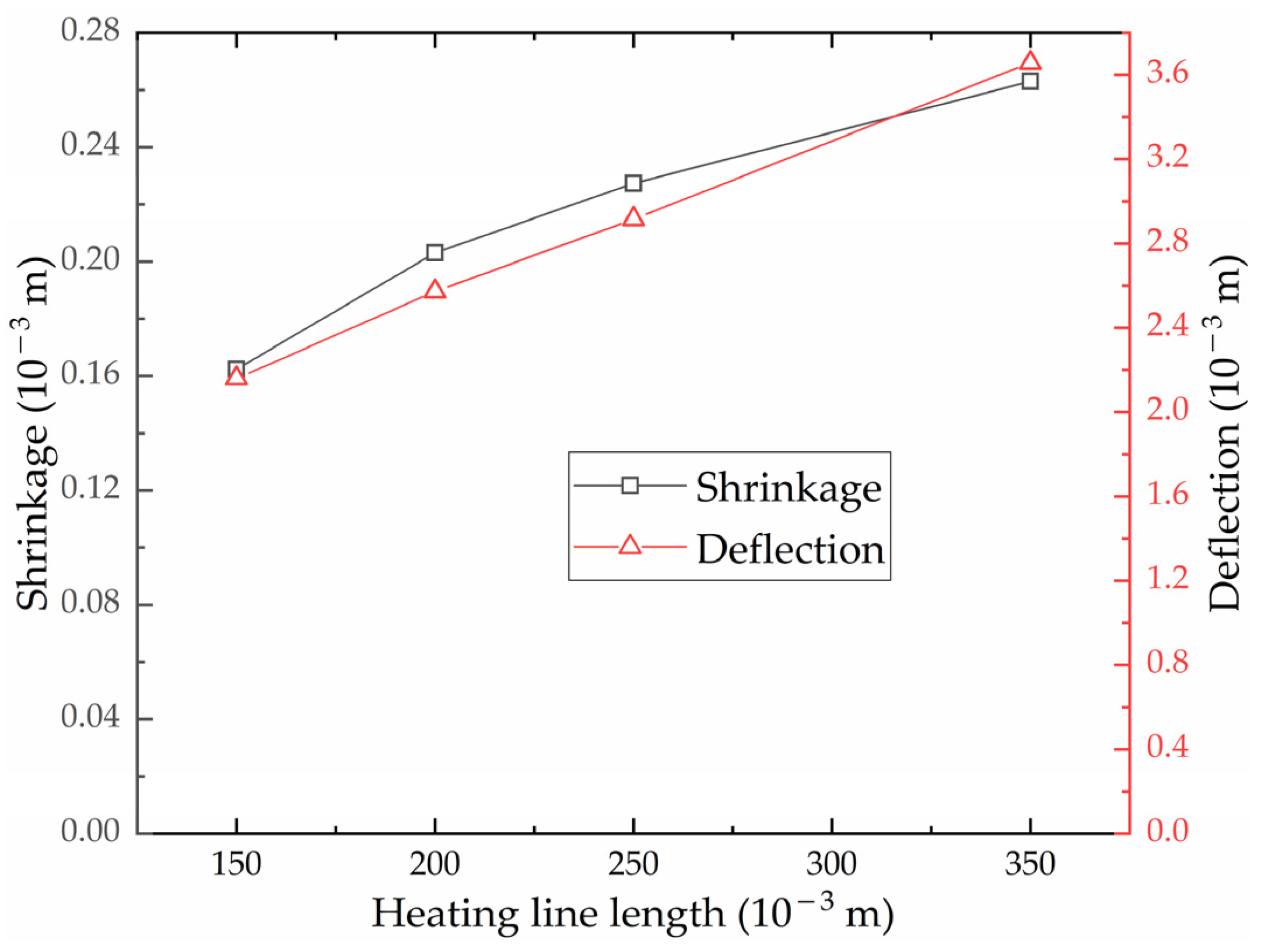
- Effect of heating line length on shrinkage and deflection of high-strength-steel saddle plates
- (3)
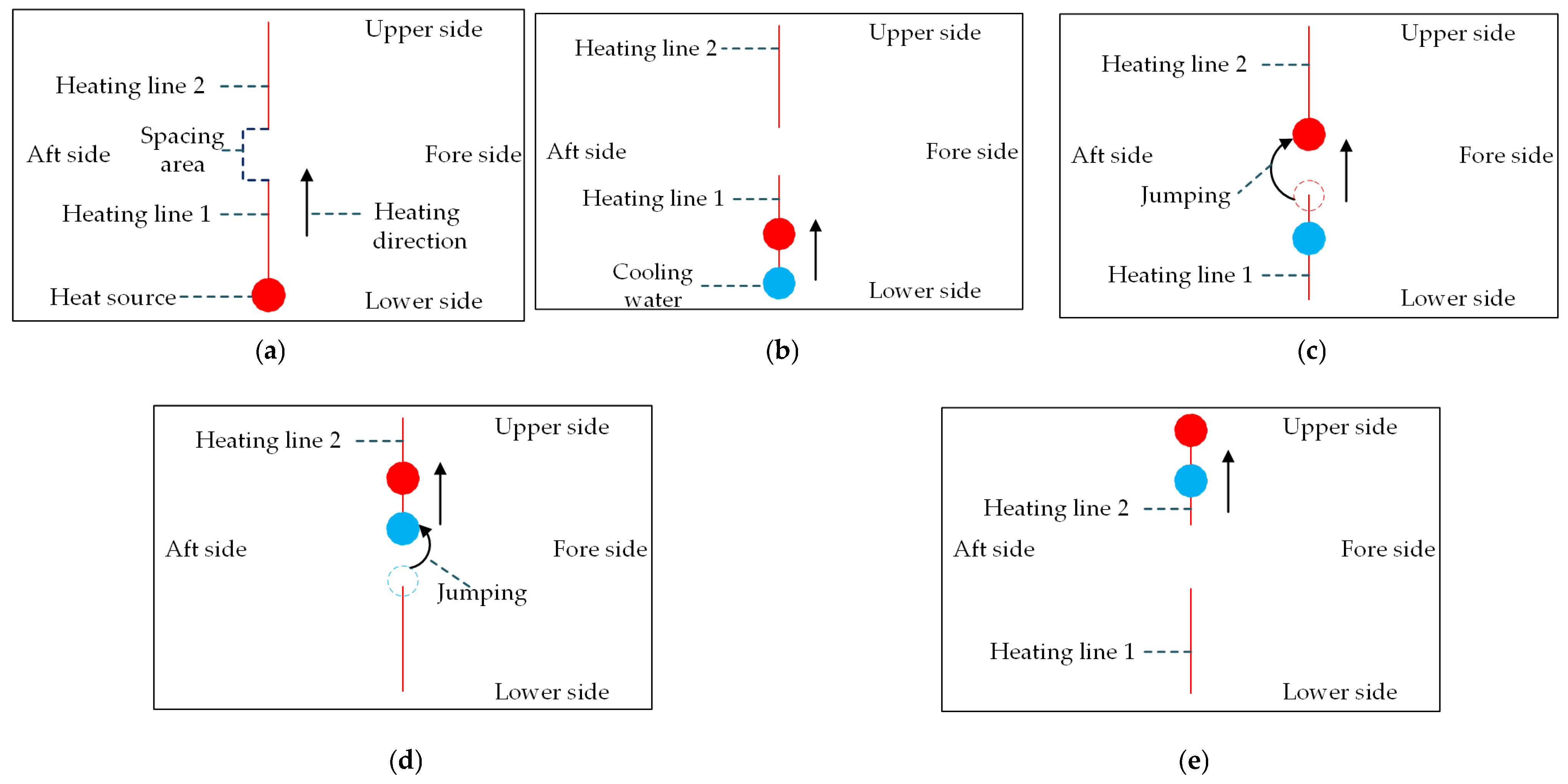
- Effect of the heating sequence on shrinkage and deflection of high-strength-steel saddle plates
5. Conclusions
- Based on ANSYS APDL, a numerical calculation model for saddle plates in line heating is established successfully. The accuracy of the numerical calculation model for low-carbon steel has been verified by comparing the results experimental results obtained from a real hull plate, with a relative error of less than 4%. The temperature distribution of high-strength steel is similar to that of low-carbon steel. The variation of shrinkage and deflection for high-strength steel is similar to that for low-carbon steel. The feasibility of numerical calculation for high-strength-steel saddle plates was verified.
- The numerical calculation model with multiple heating lines of high-strength-steel saddle plates is established. The model can be used to analyze the temperature distribution and deformation distribution of initial heating line and non-initial heating line. The temperature distribution of the initial heating line and the non-initial heating line is similar. The maximum temperature difference between initial heating line and non-initial heating line is 0.65 °C. The deformation induced by non-initial heating line is approximately 5% greater than that of initial heating line.
- For the effect of geometric parameters on the line heating of high-strength-steel saddle plates, the larger the plate thickness, the smaller the shrinkage and deflection. Plate length, plate width and curvature radius have little effect on shrinkage. The deflection is positively correlated with plate length and radius of curvature. The deflection is negatively correlated with plate width. As for deflection, there is a positive correlation with plate length and curvature radius, and plate width exhibits a negative correlation with deflection.
- Regarding the effect of forming parameters on the line heating of high-strength-steel saddle plates, the slower the heating velocity, the smaller the shrinkage and deflection. The larger the heating line length, the greater the shrinkage and deflection.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chuah, L.F.; Mokhtar, K.; Mhd Ruslan, S.M.; Bakar, A.A.; Abdullah, M.A.; Osman, N.H.; Bokhari, A.; Mubashir, M.; Show, P.L. Implementation of the energy efficiency existing ship index and carbon intensity indicator on domestic ship for marine environmental protection. Environ. Res. 2023, 222, 115348. [Google Scholar] [CrossRef] [PubMed]
- Oloruntobi, O.; Mokhtar, K.; Mohd Rozar, N.; Gohari, A.; Asif, S.; Chuah, L.F. Effective technologies and practices for reducing pollution in warehouses—A review. Clean Eng. Technol. 2023, 13, 100622. [Google Scholar] [CrossRef]
- Chuah, L.F.; Mohd Rof’Ie, N.R.; Mohd Salleh, N.H.; Abu Bakar, A.; Oloruntobi, O.; Othman, M.R.; Mohamed Fazlee, U.S.; Mubashir, M.; Asif, S. Analyzing the influencing factors of port state control for a cleaner environment via Bayesian network model. Clean. Eng. Technol. 2023, 14, 100636. [Google Scholar] [CrossRef]
- Zhang, J.; Kang, X.; Shi, X.; Soares, C.G.; Song, M. Low temperature effect on the mechanical properties of EH36 with strain rates. J. Mar. Sci. Eng. 2023, 11, 678. [Google Scholar] [CrossRef]
- Wang, S.; Li, C.; Wang, Y.; Wang, J. Line heating forming mechanism with multi-heating lines for high strength steel curved hull plates. J. Huazhong Univ. Sci. Technol.-Nat. 2023, 51, 36–42. [Google Scholar] [CrossRef]
- Wang, J.; Afshan, S.; Gkantou, M.; Theofanous, M.; Baniotopoulos, C.; Gardner, L. Flexural behaviour of hot-finished high strength steel square and rectangular hollow sections. J. Constr. Steel. Res. 2016, 121, 97–109. [Google Scholar] [CrossRef]
- Guo, Q.; Zheng, Y.; Zhu, W.; Jin, B. Quality optimization of side plate forming for DP-780 high strength steel body. J. Plast. Eng. 2019, 26, 40–45. [Google Scholar]
- Dong, W.; Bao, L.; Li, W.; Shin, K.; Han, C. Effects of laser forming on the mechanical properties and microstructure of DP980 steel. Materials 2022, 15, 7581. [Google Scholar] [CrossRef]
- Fydrych, D.; Łabanowski, J.; Rogalski, G. Weldability of high strength steel in wet welding conditions. Pol. Marit. Res. 2013, 20, 67–73. [Google Scholar] [CrossRef]
- Jeong, K.; Jeong, Y.; Lee, J.; Won, C.; Yoon, J. Prediction of hole expansion ratio for advanced high-strength steel with image feature analysis of sheared edge. Materials 2023, 16, 2847. [Google Scholar] [CrossRef]
- Kim, J.; Kim, J.; Pyo, C. A Study on fiber laser welding of high-manganese steel for cryogenic tanks. Processes 2020, 8, 1536. [Google Scholar] [CrossRef]
- Zhao, Z.; Yuan, H.; Zhao, Y.; Zeng, F. Processing-scheme design for forming curved ship plate and analysis of calculation cases. J. Mar. Sci. Eng. 2022, 10, 1418. [Google Scholar] [CrossRef]
- Lan, H.; Liu, C.; Wang, X.; Luo, Y.; Nie, X. Review of plate forming by line heating for ship hull. Shipbuild. China 2019, 60, 207–216. [Google Scholar]
- Seong, W.J.; Ahn, J.; Na, S.J.; Han, M.; Jeon, Y.C. Geometrical approach for flame forming of single curved ship hull plate. J. Mater. Process. Technol. 2010, 210, 1811–1820. [Google Scholar] [CrossRef]
- Qi, L.; Ge, C.; Huang, J.; Wang, W.; Dong, L.; Chen, L.; Xue, G.; Yuan, W. Experimental research on mechanism of hull plates curved forming by a clean energy source. J. Ship. Mech. 2021, 25, 1729–1743. [Google Scholar]
- Kim, B.; Son, S.; Ryu, C.; Shin, J.G. Curved hull plate classification for determining forming method using deep learning. J. Ship Prod. Des. 2019, 35, 328–337. [Google Scholar] [CrossRef]
- Shibahara, M.; Ikushima, K.; Maekawa, M.; Ashida, R.; Kato, T.; Notsu, A. Approach to automation of line heating by combination of reinforcement learning and finite element method simulation. ASME Open J. Eng. 2022, 1, 011024. [Google Scholar] [CrossRef]
- Han, X.; Zhou, B.; Tan, S.K. Effect of heating spacing on deformation distribution of line heating process. J. Ship Prod. Des. 2019, 35, 1–11. [Google Scholar] [CrossRef]
- Yona, D.M.; Santhosh, A.J.; Lemma, E.A.; Murugan, P. Experimental investigation nd process parameter optimization of sheet metal bending by line heating method. Mater. Today Proc. 2022, 56, 2398–2409. [Google Scholar] [CrossRef]
- Chang, L.; Zhao, Y.; Yuan, H.; Hu, X.; Yang, Z.; Zhang, H. Effect of plate curvature on heat source distribution in induction line heating for plate forming. Appl. Sci. 2020, 10, 2304. [Google Scholar] [CrossRef]
- Wang, S.; Li, C.; Wang, J.; Liang, X.; Hou, L. Numerical calculation of line heating forming of marine high strength steel bending plate considering deflection. Shipbuild. China 2021, 62, 230–243. [Google Scholar]
- Rykalin, N. Calculation of Heat Processes in Welding; Publishing House of USSR Academy of Sciences: Moscow, Russia, 1960. [Google Scholar]
- Ji, Z. Mechanics in Ship Fabrication; National Defense Industry Press: Beijing, China, 2005. [Google Scholar]
- Vega, A.; Rashed, S.; Murakawa, H. Analysis of cross effect on inherent deformation during the line heating process—Part 1-Single crossed heating lines. Mar. Struct. 2015, 40, 92–103. [Google Scholar] [CrossRef]
- Chen, Z.; Xiong, Y.; Cai, Z. FFA of welding angular distortion of Eh36 marine steel. Ship Eng. 2007, 19, 62–64+17. [Google Scholar]
- Wang, J. Research on Pivotal Techniques for Automatic Line-Heating Process. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2007. [Google Scholar]
- Seong, W.; Jeon, Y.; Na, S. Ship-hull plate forming of saddle shape by geometrical approach. J. Mater. Process. Technol. 2013, 213, 1885–1893. [Google Scholar] [CrossRef]
- Standardization Administration of the People’s Republic of China. China Shipbuilding Quality Standard; Standards Press of China: Beijing, China, 2016; p. 43.






























Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Dai, J.; Wang, J.; Li, R.; Wang, J.; Xu, Z. Numerical Calculation of High-Strength-Steel Saddle Plate Forming Suitable for Lightweight Construction of Ships. Materials 2023, 16, 3848. https://doi.org/10.3390/ma16103848
Wang S, Dai J, Wang J, Li R, Wang J, Xu Z. Numerical Calculation of High-Strength-Steel Saddle Plate Forming Suitable for Lightweight Construction of Ships. Materials. 2023; 16(10):3848. https://doi.org/10.3390/ma16103848
Chicago/Turabian StyleWang, Shun, Jinliang Dai, Ji Wang, Rui Li, Jiayan Wang, and Zhikang Xu. 2023. "Numerical Calculation of High-Strength-Steel Saddle Plate Forming Suitable for Lightweight Construction of Ships" Materials 16, no. 10: 3848. https://doi.org/10.3390/ma16103848