
Two-Way PBM–Euler Model for Gas and Liquid Flow in the Ladle

Abstract
:1. Introduction
2. Mathematical Model
2.1. Assumptions
2.2. Governing Equations
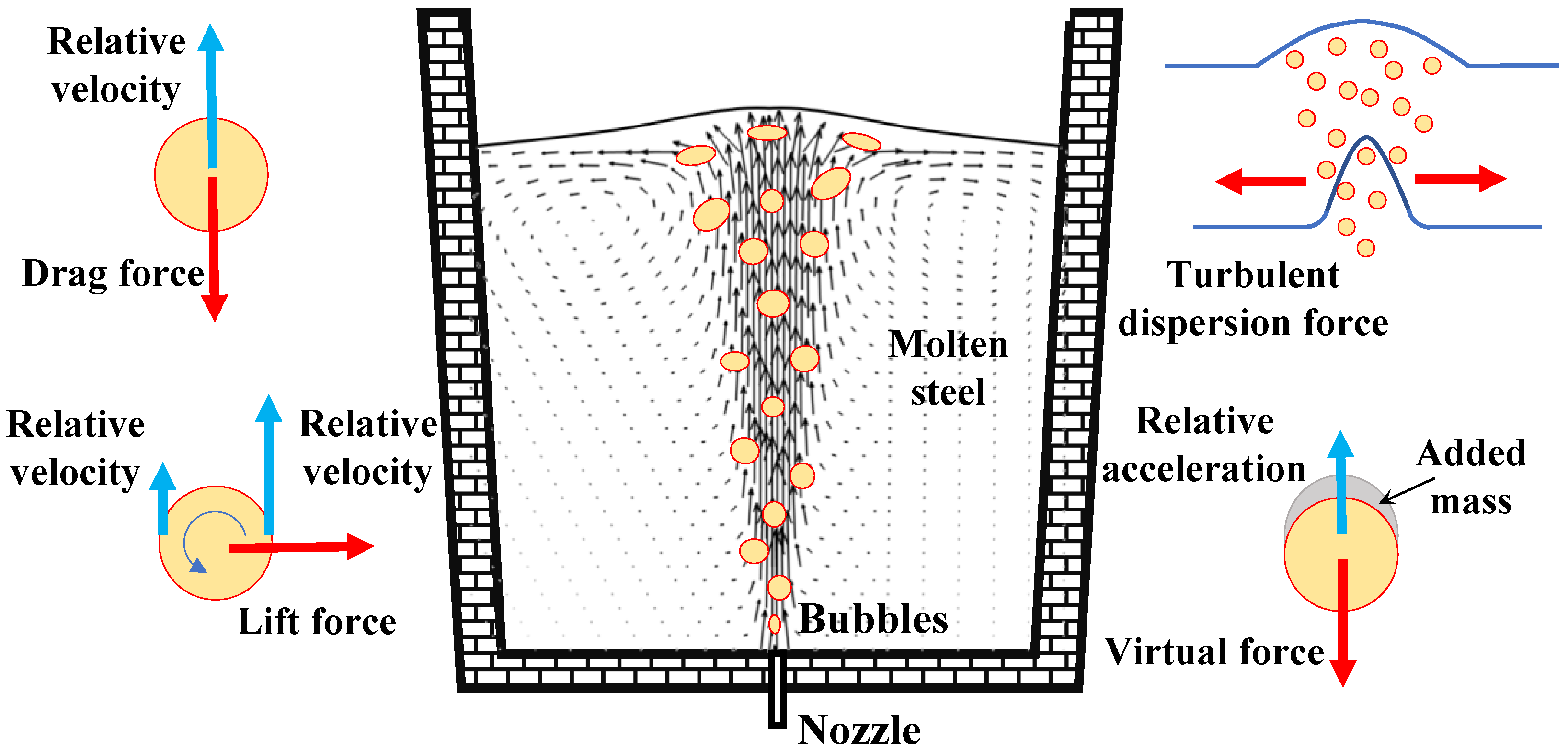
2.2.1. Eulerian Multiphase Hydrodynamic Equations
2.2.2. Population Balance Model
- (1)
- Coalescence kernel functions
- (2)
- Breakup kernel functions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Sheng’s Water Model [33] | Anagbo’s Water Model [34] | Industrial Ladle |
|---|---|---|---|
| Diameter of model, m | 0.5 | 0.5 | 2.6 |
| Bath depth, m | 0.42 | 0.4 | 2.8 |
| Inner diameter, m | 0.004 | 0.06 | 0.08 |
| Inlet flow rate of gas, mL/s | 50, 150 | 600 | 9000 |
| Density of liquid, kg/m3 | 1000 | 1000 | 7800 |
| Viscosity of liquid, Pa s | 0.001 | 0.001 | 6.2 × 10−3 |
| Density of gas, kg/m3 | 1.225 | 1.138 | 1.783 |
| Viscosity of gas, Pa s | 1.74 × 10−5 | 1.663 × 10−5 | 2.39 × 10−5 |
| Surface tension, N/m | 0.073 | 0.072 | 1.7 |
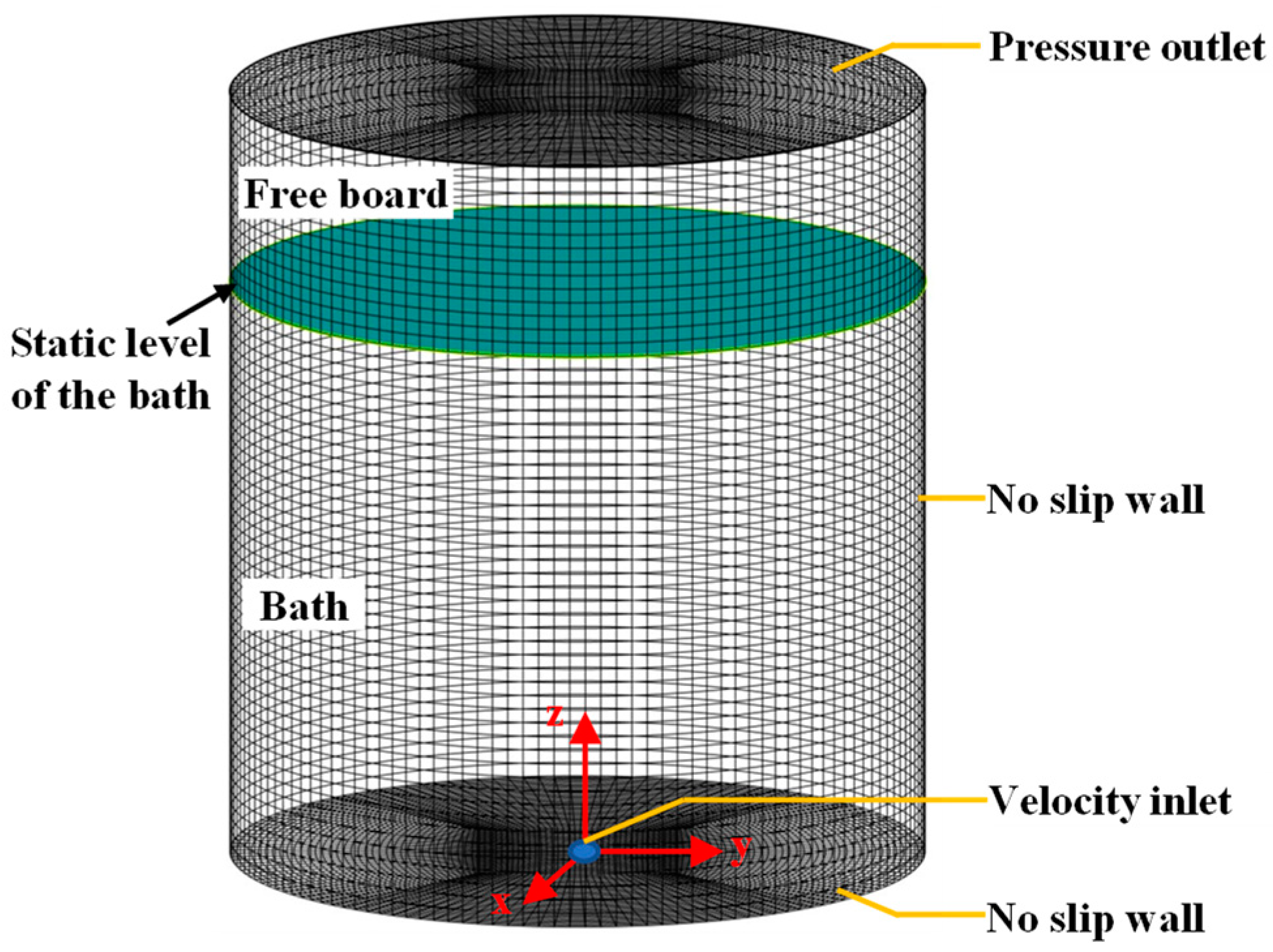
2.3. Numerical Details
3. Model Verification
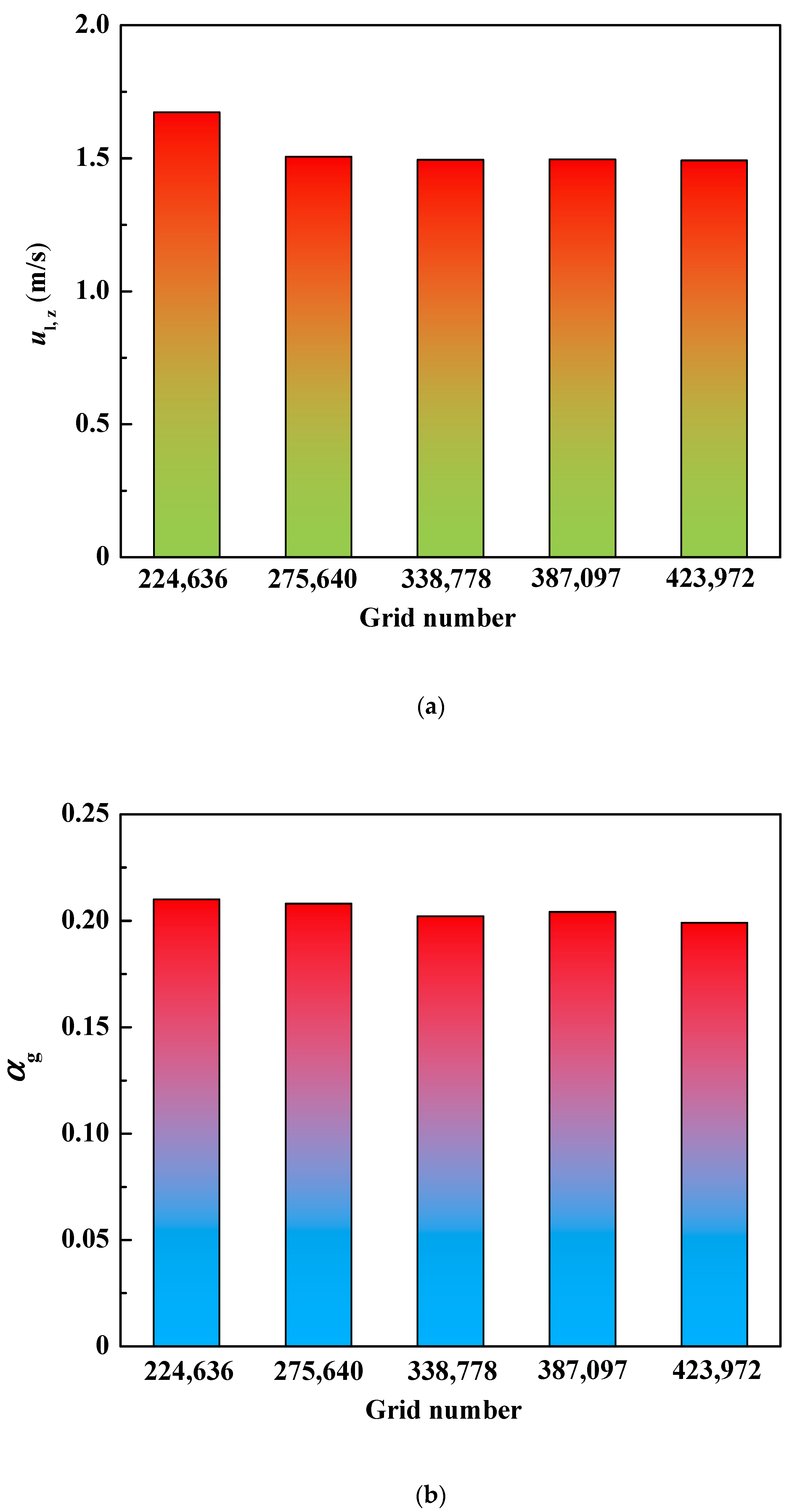
3.1. Validation of Grid Independence
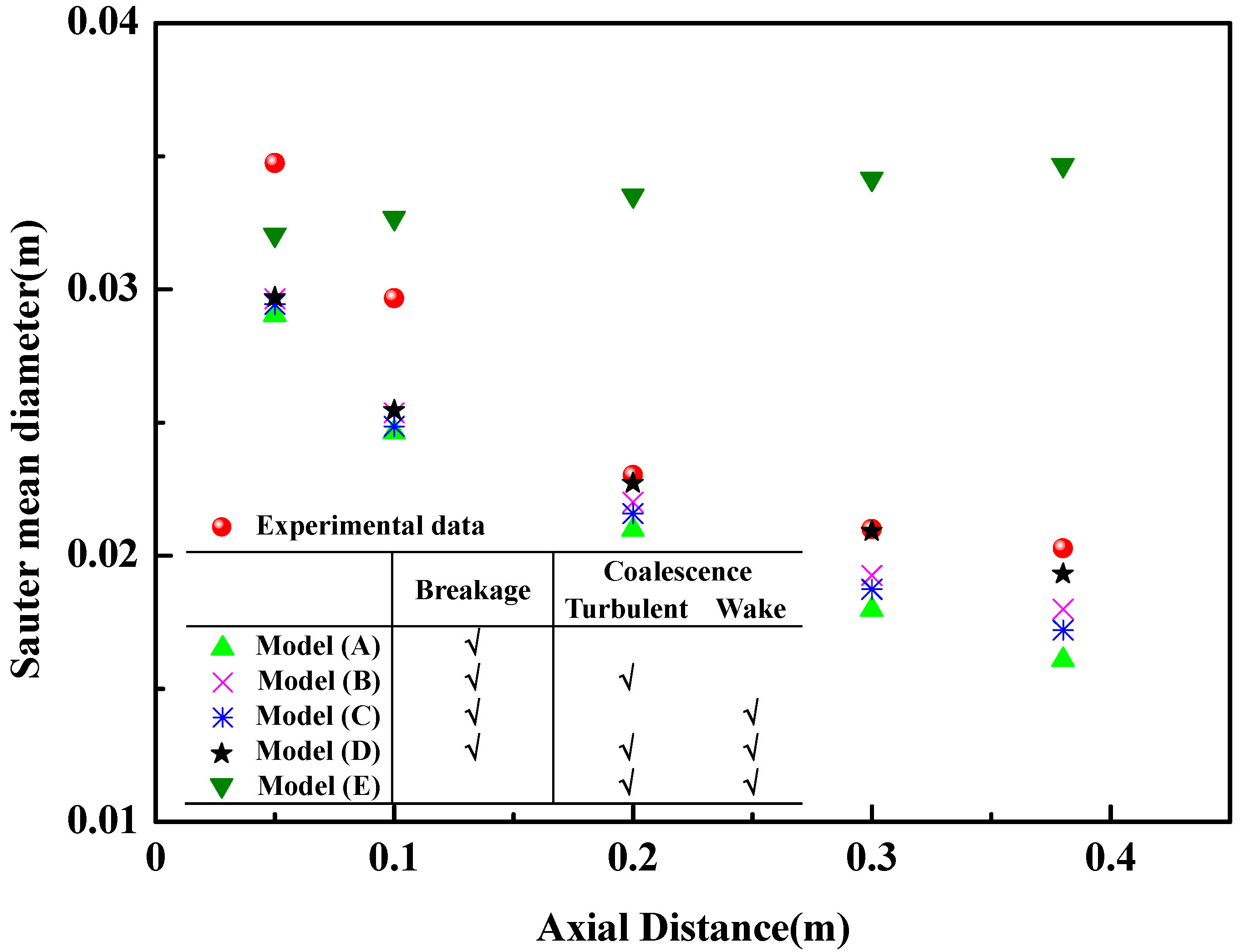
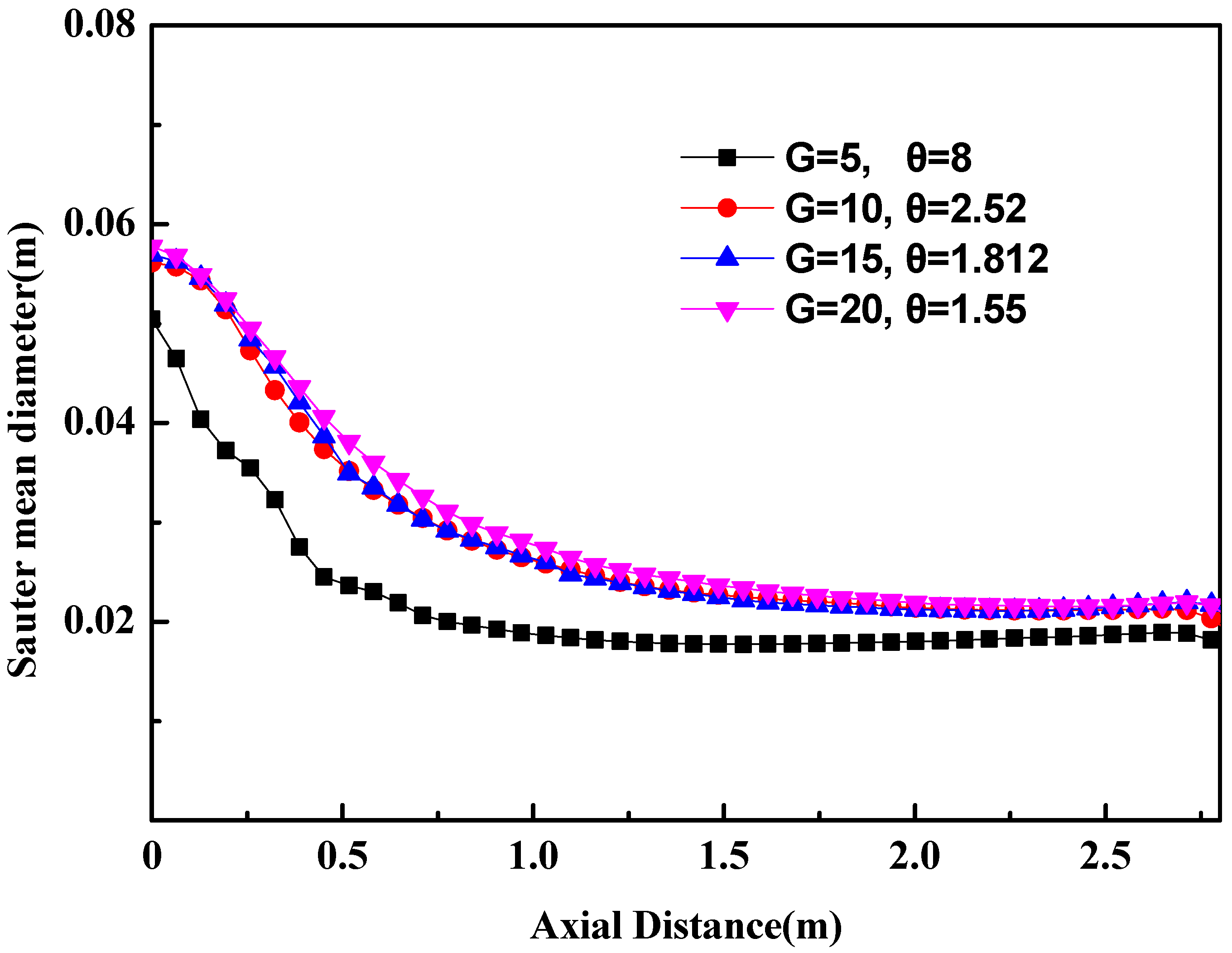
3.2. Validation of Bubble-Size Distribution
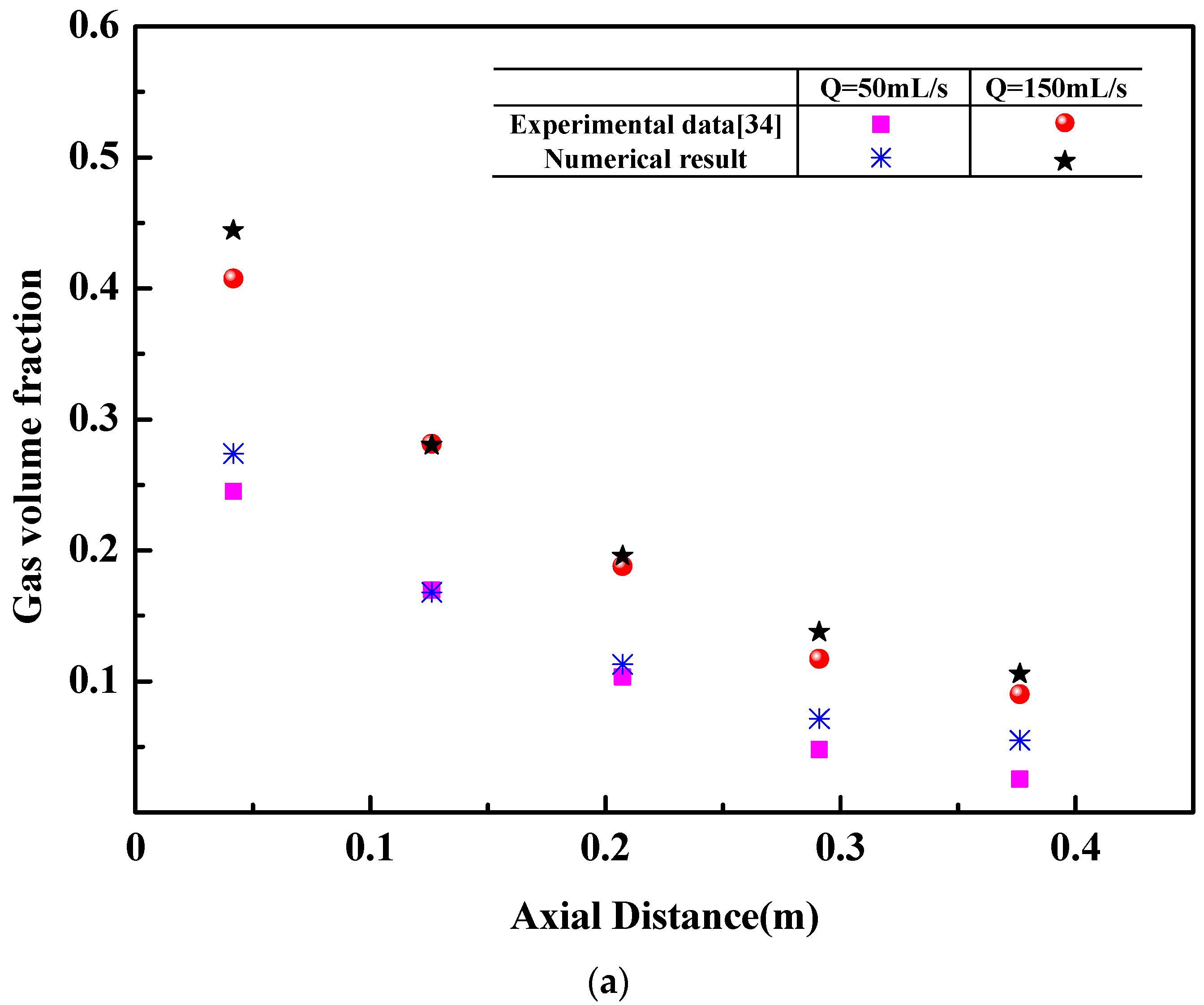
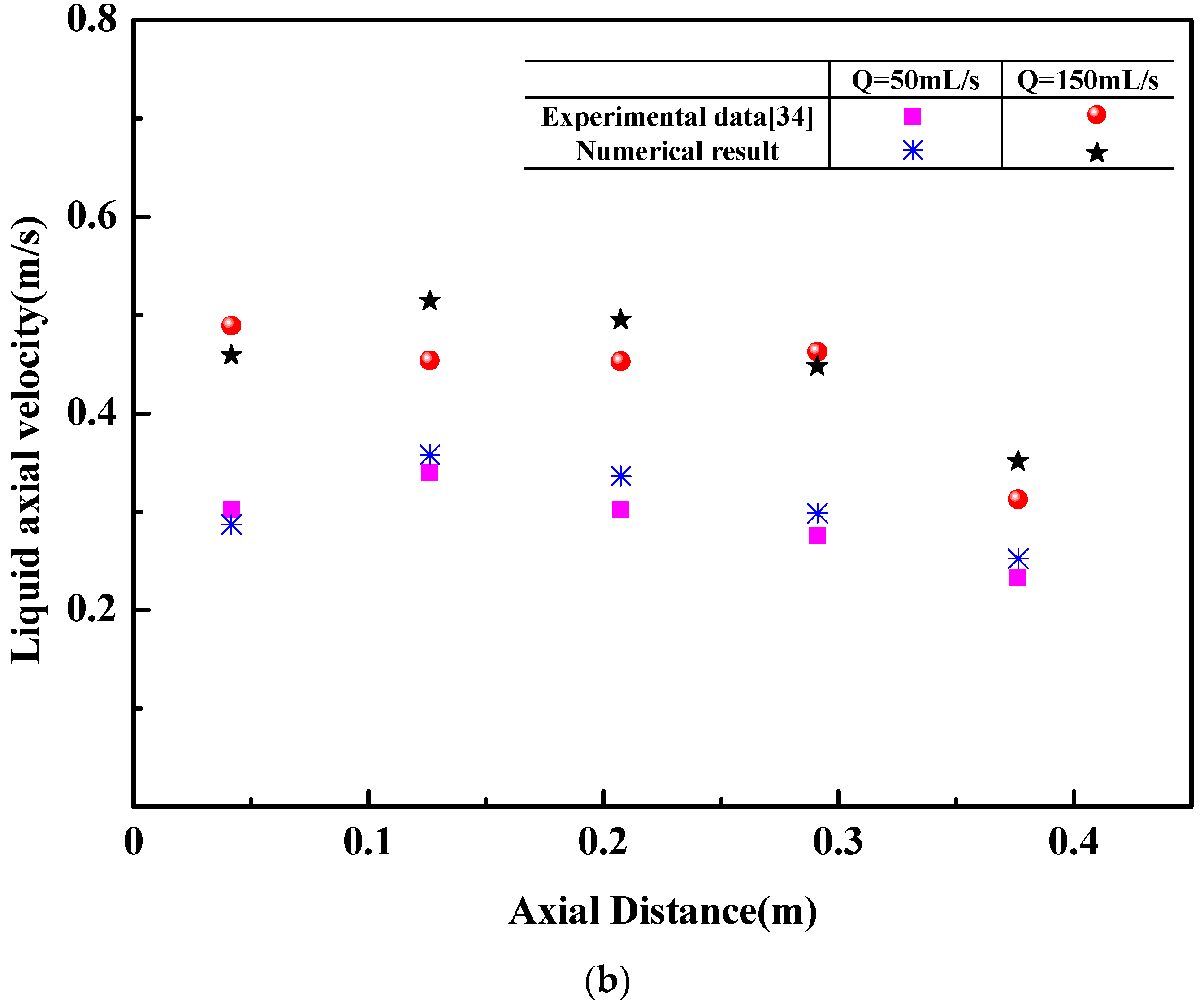
3.3. Validation of Flow Field
4. Results and Discussion
4.1. Bubble-Size Distribution for Different Bubble-Size Classes
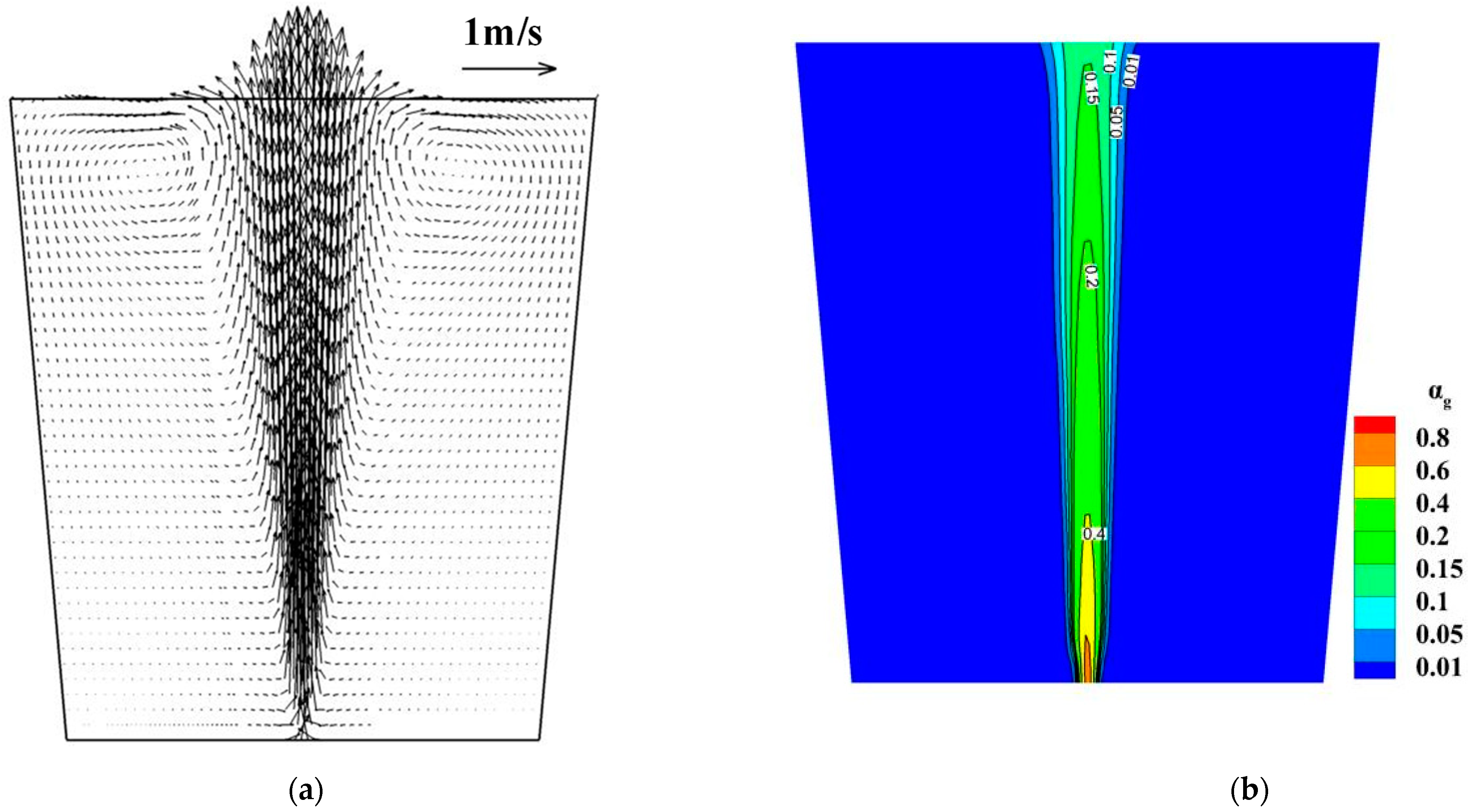
4.2. Flow Field in the Industrial Ladle
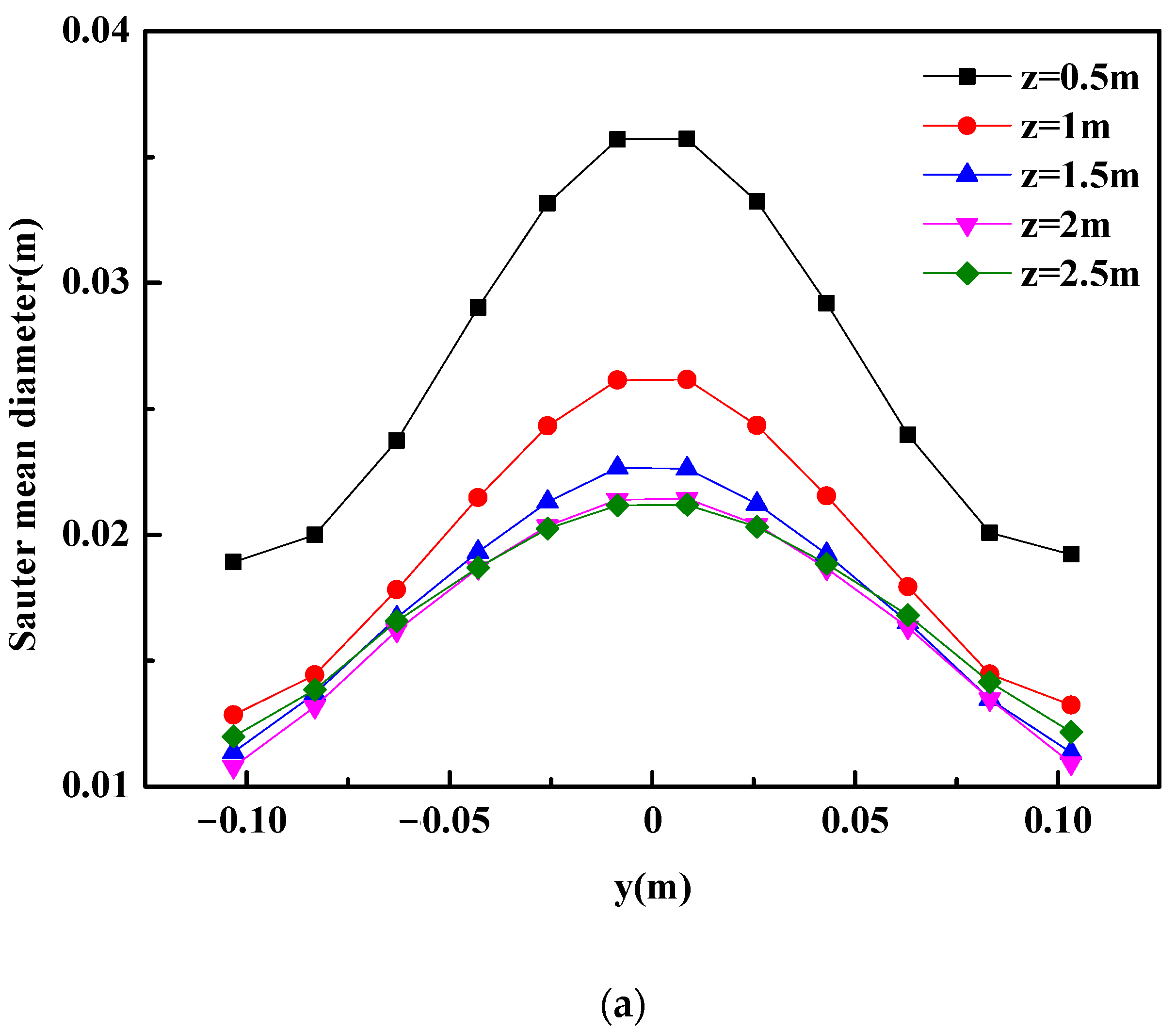
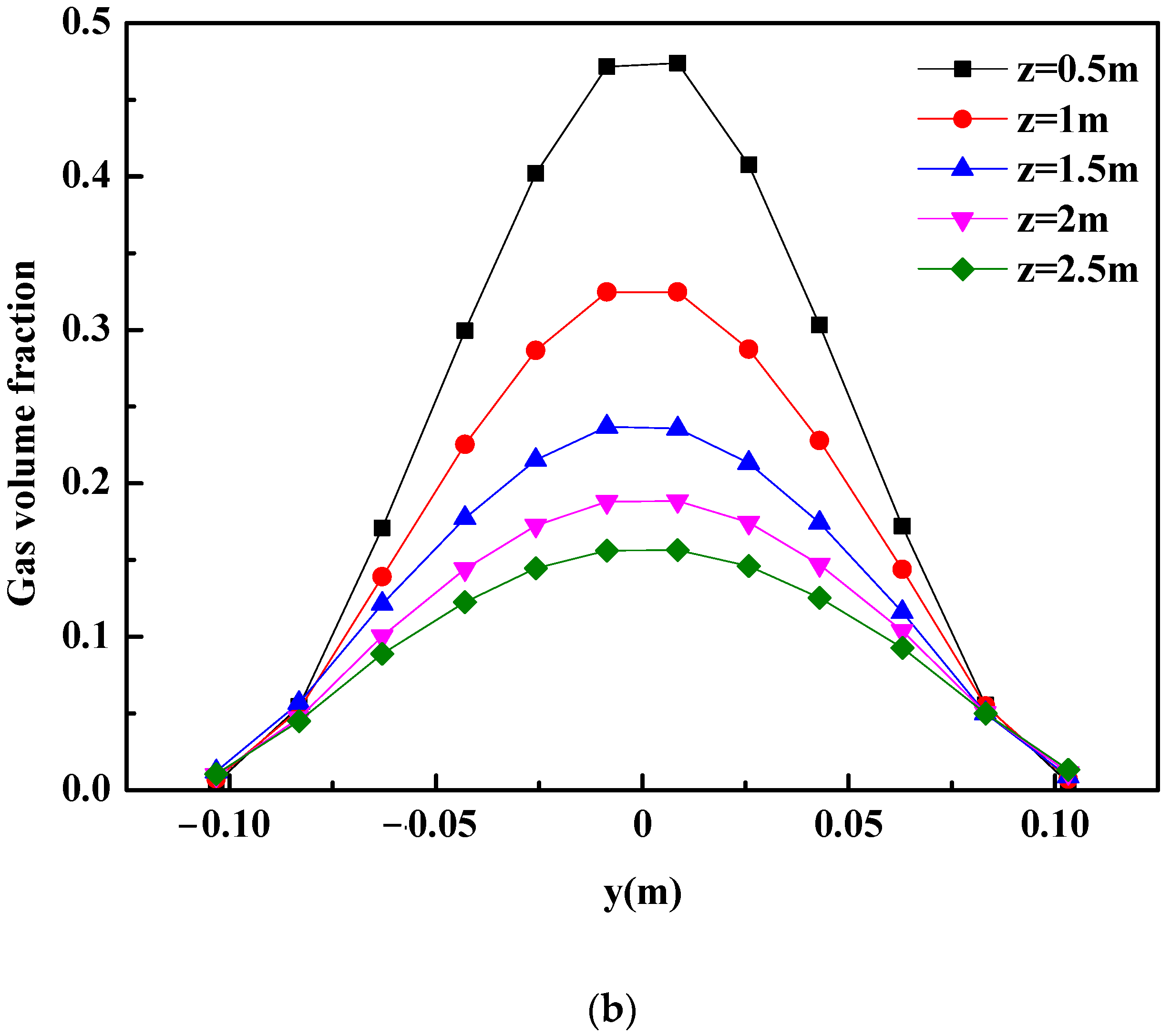
4.3. Disperse Phase in the Industrial Ladle
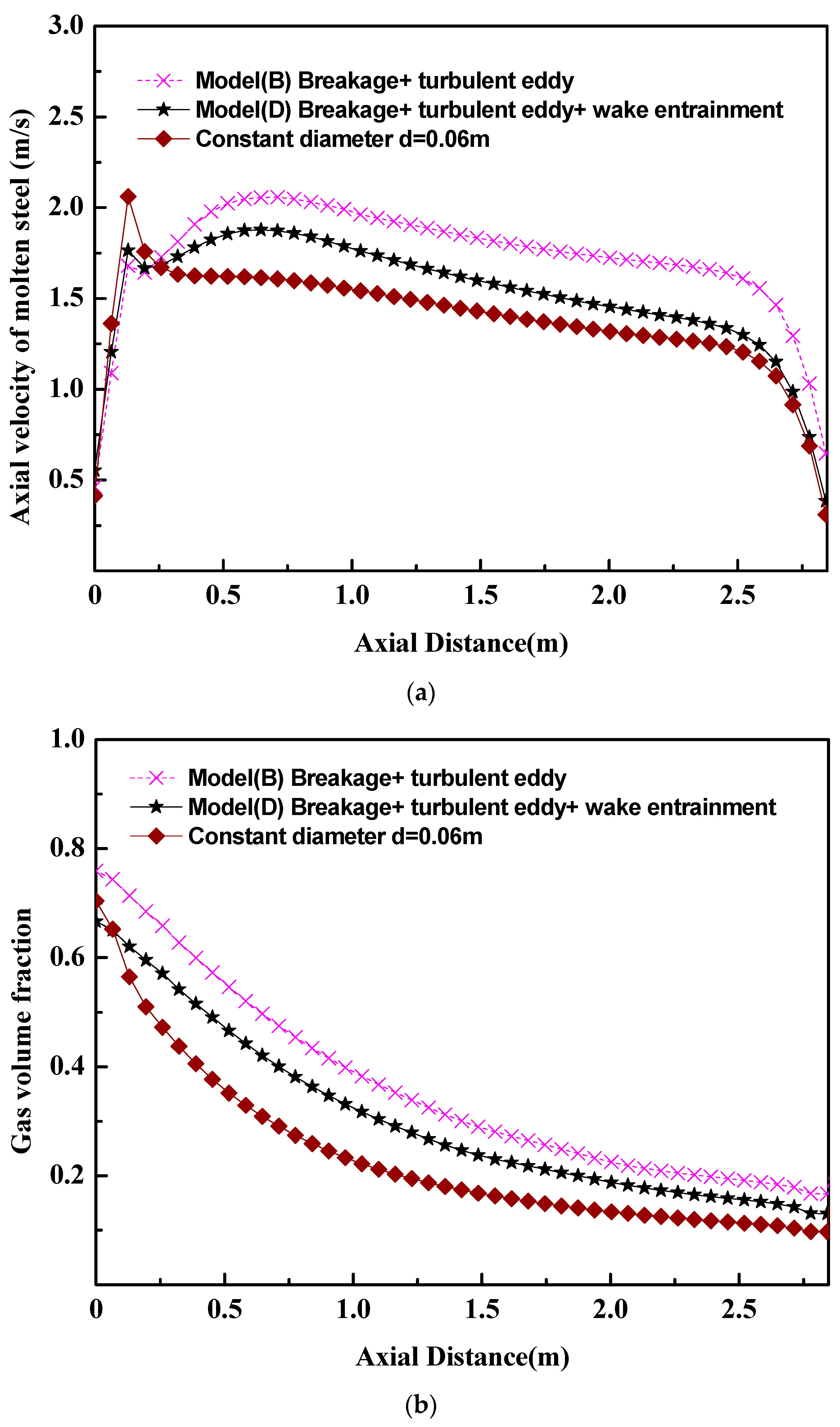
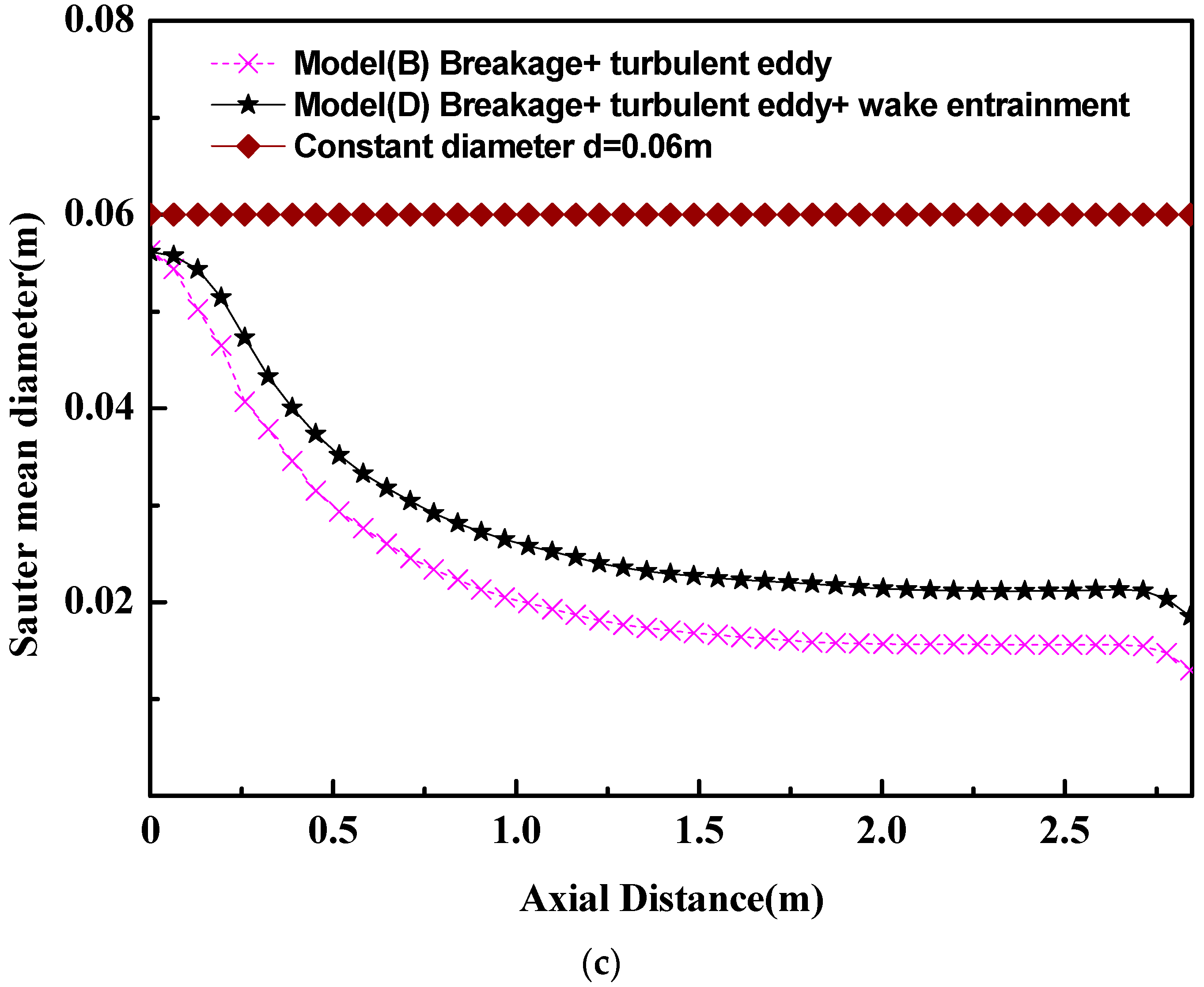
4.4. The Effect of Bubble Size on Flow Field in the Industrial Ladle
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Johansen, S.T.; Robertson, D.G.C.; Woje, K.; Engh, T.A. Fluid dynamics in bubble stirred ladles: Part I. Experiments. Metall. Mater. Trans. B 1988, 19, 745–754. [Google Scholar] [CrossRef]
- Owusu, K.B.; Haas, T.; Gajjar, P.; Eickhoff, M.; Kowitwarangkul, P.; Pfeifer, H. Interaction of injector design, bubble size, flow structure, and turbulence in ladle metallurgy. Steel Res. Int. 2019, 90, 1800346. [Google Scholar] [CrossRef]
- Li, L.M.; Liu, Z.Q.; Li, B.K.; Matsuura, H.; Tsukihashi, F. Water model and CFD-PBM coupled model of gas-liquid-slag three-phase flow in ladle metallurgy. ISIJ Int. 2015, 55, 1337–1346. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.; Grald, E.W.; Dhanasekharan, K.; Sarkar, S.; Sanyal, J. Detailed modeling of gas flow in liquid steel: Bubble size distribution and voidage calculation. Steel Res. Int. 2005, 76, 22–32. [Google Scholar] [CrossRef]
- Lou, W.T.; Zhu, M.Y. Numerical simulation of gas and liquid two-phase flow in gas-stirred systems based on Euler-Euler approach. Metall. Mater. Trans. B 2013, 44, 1251–1263. [Google Scholar] [CrossRef]
- Chen, S.F.; Lei, H.; Wang, M.; Yang, B.; Dai, L.J.; Zhao, Y. Two-way coupling calculation for multiphase flow and decarburization during RH refining. Vacuum 2019, 167, 255–262. [Google Scholar] [CrossRef]
- Zhang, L.F.; Taniguchi, S.; Cai, K.K.; Qu, Y. Fluid flow behavior of liquid in cylindrical vessels stirred by one or two air jets. Steel Res. Int. 2000, 71, 325–332. [Google Scholar] [CrossRef]
- Wang, T.F.; Wang, J.F.; Jin, Y. A CFD-PBM coupled model for gas-liquid flows. AIChE J. 2006, 52, 125–140. [Google Scholar] [CrossRef]
- Karouni, F.; Wynne, B.P.; Silva, J.T.; Phillips, S. Hydrogen degassing in a vacuum arc degasser using a three-phase Eulerian method and discrete population balance model. Steel Res. Int. 2018, 89, 1700550. [Google Scholar] [CrossRef]
- Jakobsen, H.A.; Sannes, B.H.; Grevskott, S.; Svendsen, F. Modeling of vertical bubble-driven flows. Ind. Eng. Chem. Res. 1997, 36, 4052–4074. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Li, L.M.; Qi, F.S.; Li, B.K.; Jiang, M.F.; Tsukihashi, F. Population balance modeling of polydispersed bubbly flow in continuous-casting using multiple-size-group approach. Metall. Mater. Trans. B 2015, 46, 406–420. [Google Scholar] [CrossRef]
- Yamoah, S.; Cuenca, R.M.; Monros, G.; Chiva, S.; Juan, R.M. Numerical investigation of models for drag, lift, wall lubrication and turbulent dispersion forces for the simulation of gas-liquid two-phase flow. Chem. Eng. Res. Des. 2015, 98, 17–35. [Google Scholar] [CrossRef]
- Frank, T.; Zwart, P.J.; Krepper, E.; Prasser, H.M.; Lucas, D. Validation of CFD models for mono and polydisperse air-water two-phase flows in pipes. Nucl. Eng. Des. 2008, 238, 647–659. [Google Scholar] [CrossRef]
- Hulburt, H.M.; Katz, S. Some problems in particle technology: A statistical mechanical formulation. Chem. Eng. Sci. 1964, 19, 555–574. [Google Scholar] [CrossRef]
- Lou, W.T.; Zhu, M.Y. Numerical simulations of inclusion behavior in gas-stirred ladles. Metall. Mater. Trans. B 2013, 44, 762–782. [Google Scholar] [CrossRef]
- Bellot, J.P.; Felice, V.D.; Dussoubs, B.; Jardy, A.; Hans, S. Coupling of CFD and PBE calculations to simulate the behavior of an inclusion population in a gas-stirring ladle. Metall. Mater. Trans. B 2014, 45, 13–21. [Google Scholar] [CrossRef]
- Chen, G.J.; He, S.P. Application of inhomogeneous discrete method to the simulation of transport, agglomeration, and removal of oxide inclusions in a gas-stirred ladle. JOM 2019, 71, 4206–4214. [Google Scholar] [CrossRef]
- Daoud, I.L.A.; Rimbert, N.; Jardy, A.; Oesterle, B.; Hans, S.; Bello, J.P. 3D modeling of the aggregation of oxide inclusions in a liquid steel ladle: Two numerical approaches. Adv. Eng. Mater. 2011, 13, 538–542. [Google Scholar] [CrossRef]
- Claudotte, L.; Rimbert, N.; Gardin, P.; Simonnet, M.; Lehmann, J.; Oesterle, B. Behavior of oxide inclusions in liquid steel Multi-QMOM simulation. Steel Res. Int. 2010, 81, 630–635. [Google Scholar] [CrossRef]
- Morales, R.D.; Calderon-Hurtado, F.A.; Chattopadhyay, K.; Guarneros, S.J.G. Physical and mathematical modeling of flow structures of liquid steel in ladle stirring operations. Metall. Mater. Trans. B 2020, 51, 628–648. [Google Scholar] [CrossRef]
- Delnoij, E.; Lammers, F.A.; Kuipers, J.A.M.; Swaaij, W.P.M.V. Dynamic simulation of dispersed gas-liquid two-phase flow using a discrete bubble model. Chem. Eng. Sci. 1997, 52, 1429–1458. [Google Scholar] [CrossRef]
- Ishii, M.; Zuber, N. Drag coefficient and relative velocity in bubbly, droplet or particulate flows. AIChE J. 1979, 25, 843–855. [Google Scholar] [CrossRef]
- Tomiyama, A.; Tamai, H.; Zun, I.; Hosokawa, S. Transverse migration of single bubbles in simple shear flows. Chem. Eng. Sci. 2002, 57, 1849–1858. [Google Scholar] [CrossRef]
- Kuo, J.T.; Walls, G.B. Flow of bubbles through nozzles. Int. J. Multiph. Flow 1988, 14, 547–564. [Google Scholar] [CrossRef]
- Zhu, B.H.; Liu, Q.C.; Kong, M.; Yang, J.; Li, D.H.; Chattopadhyay, K. Effect of interphase forces on gas-liquid multiphase flow in RH degasser. Metall. Mater. Trans. B 2017, 48, 2620–2630. [Google Scholar] [CrossRef]
- Bannaria, R.; Kerdoussb, F.; Selmaa, B.; Bannaria, A.; Proulxa, P. Three-dimensional mathematical modeling of dispersed two-phase flow using class method of population balance in bubble columns. Comput. Chem. Eng. 2008, 32, 3224–3237. [Google Scholar] [CrossRef]
- Prince, M.J.; Blanch, H.W. Bubble coalescence and break-up in air-sparged bubble columns. AIChE J. 1990, 36, 1485–1499. [Google Scholar] [CrossRef]
- Kumar, S.; Ramkrishna, D. On the solution of population balance equations by discretization-I. A fixed pivot technique. Chem. Eng. Sci. 1996, 51, 1311–1332. [Google Scholar] [CrossRef]
- Kumar, S.; Ramkrishna, D. On the solution of population balance equations by discretization-II. A moving pivot technique. Chem. Eng. Sci. 1996, 51, 1333–1342. [Google Scholar] [CrossRef]
- Kumar, S.; Ramkrishna, D. On the solution of population balance equations by discretization-III. Nucleation, growth and aggregation of particles. Chem. Eng. Sci. 1997, 52, 4659–4679. [Google Scholar] [CrossRef]
- Luo, H.; Svendsen, H.F. Theoretical model for drop and bubble breakup in turbulent dispersions. AIChE J. 1996, 42, 1225–1233. [Google Scholar] [CrossRef]
- Hibiki, T.; Ishii, M. Two-group interfacial area transport equations at bubbly-to-slug flow transition. Nucl. Eng. Des. 2000, 202, 39–76. [Google Scholar] [CrossRef]
- Sheng, Y.Y.; Irons, G.A. Measurement and modeling of turbulence in the gas/liquid two-phase zone during gas injection. Metall. Mater. Trans. B 1993, 24, 695–705. [Google Scholar] [CrossRef]
- Anagbo, P.E.; Brimacombe, J.K. Plume characteristics and liquid circulation in gas injection through a porous plug. Metall. Mater. Trans. B 1990, 21, 637–648. [Google Scholar] [CrossRef]
- Lehr, F.; Millies, M.; Mewes, D. Bubble-size distributions and flow fields in bubble columns. AIChE J. 2022, 48, 2426–2443. [Google Scholar] [CrossRef]
- Mori, K.; Sano, M.; Sato, T. Size of bubbles formed at single nozzle immersed in molten iron. ISIJ Int. 1979, 19, 553–558. [Google Scholar] [CrossRef]
- Sheng, D.Y.; Soder, M.; Jonsson, P.; Jonsson, L. Modeling micro-inclusion growth and separation in gas-stirred ladles. Scand. J. Metall. 2002, 31, 134–147. [Google Scholar] [CrossRef]
- Qu, T.; Jiang, M.; Liu, C.; Komizo, Y. Transient flow and inclusion removal in gas stirred ladle during teeming process. Steel Res. Int. 2010, 81, 434–445. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Lei, H.; Ding, C.; Chen, S.; Xiao, Y.; Li, Q. Two-Way PBM–Euler Model for Gas and Liquid Flow in the Ladle. Materials 2023, 16, 3782. https://doi.org/10.3390/ma16103782
Zhang H, Lei H, Ding C, Chen S, Xiao Y, Li Q. Two-Way PBM–Euler Model for Gas and Liquid Flow in the Ladle. Materials. 2023; 16(10):3782. https://doi.org/10.3390/ma16103782
Chicago/Turabian StyleZhang, Han, Hong Lei, Changyou Ding, Shifu Chen, Yuanyou Xiao, and Qiang Li. 2023. "Two-Way PBM–Euler Model for Gas and Liquid Flow in the Ladle" Materials 16, no. 10: 3782. https://doi.org/10.3390/ma16103782