
Microstructure Evolution, Constitutive Modelling, and Superplastic Forming of Experimental 6XXX-Type Alloys Processed with Different Thermomechanical Treatments
 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
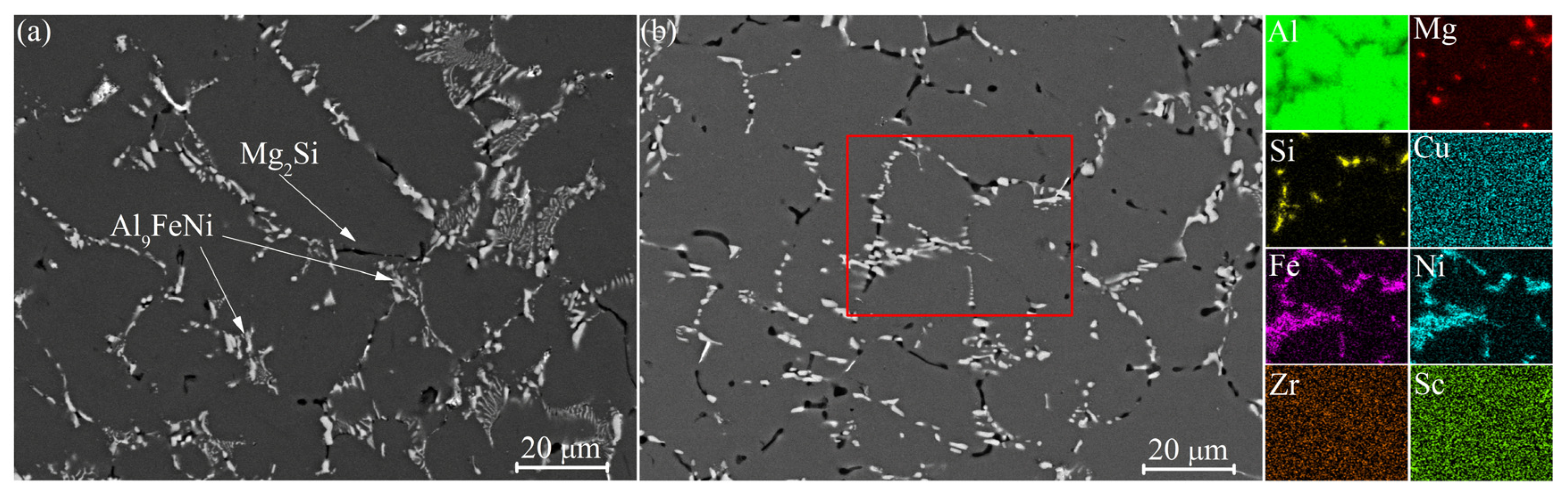
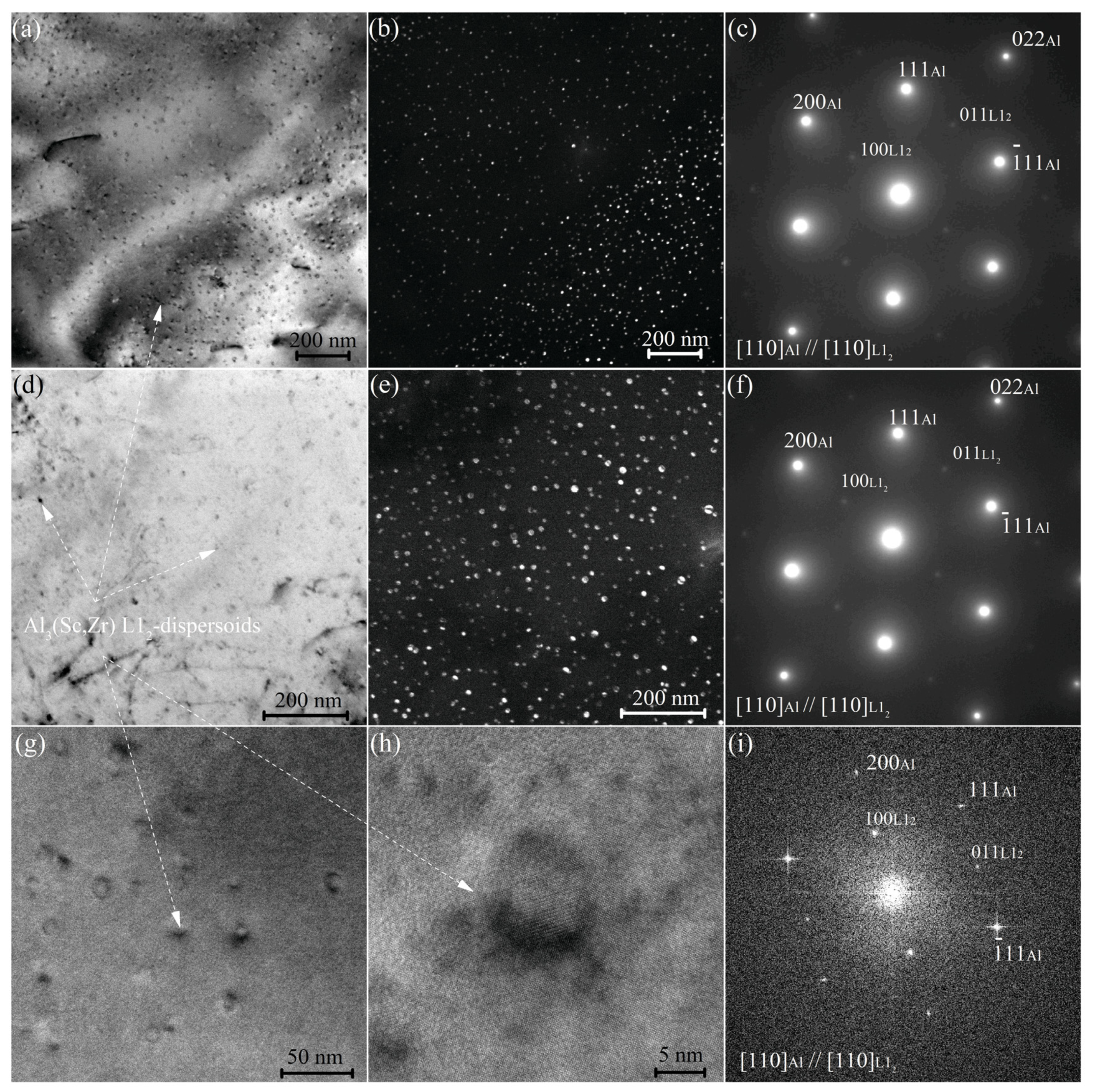
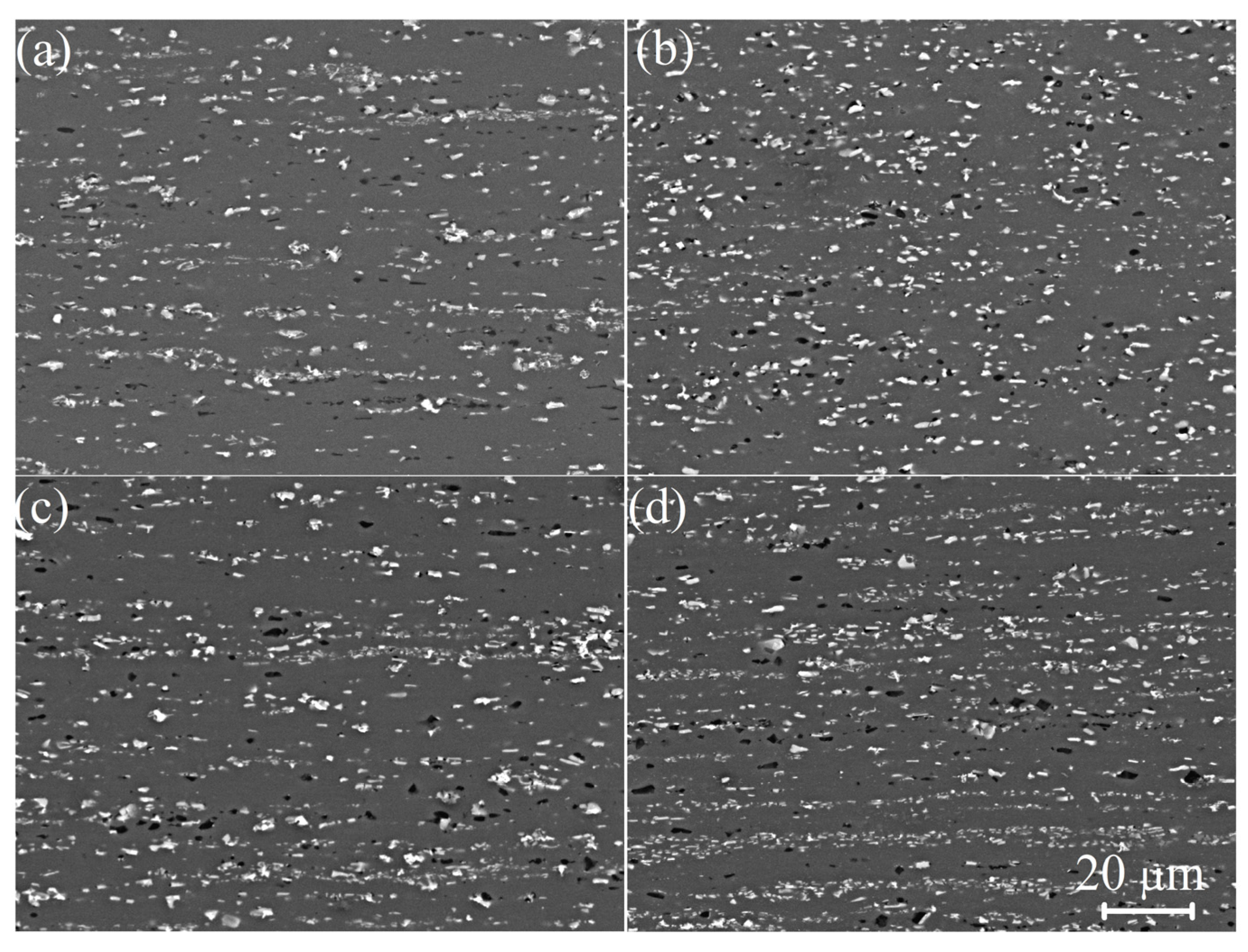
3.1. Microstructure of the Alloy
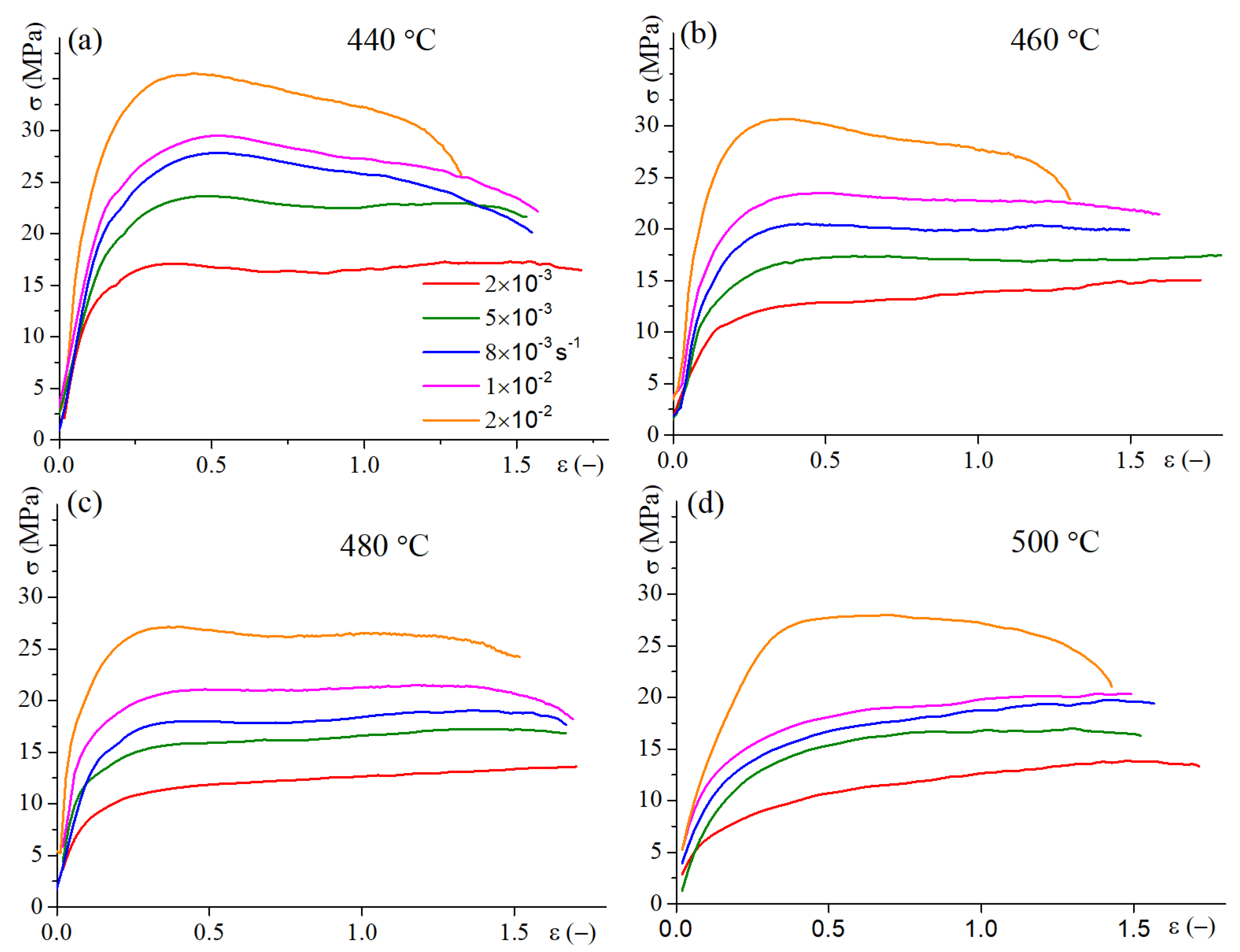
3.2. Superplastic Deformation Behavior
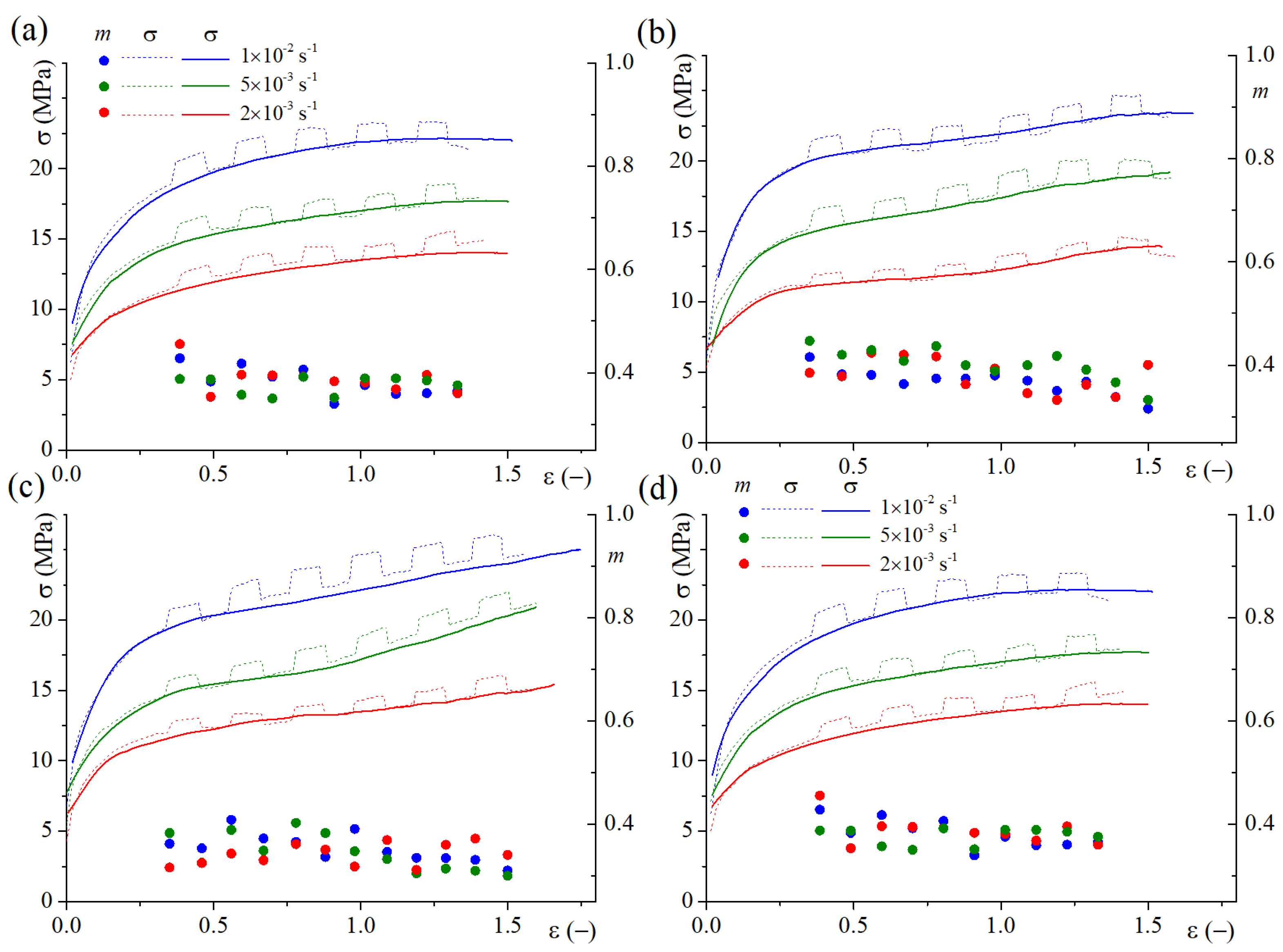
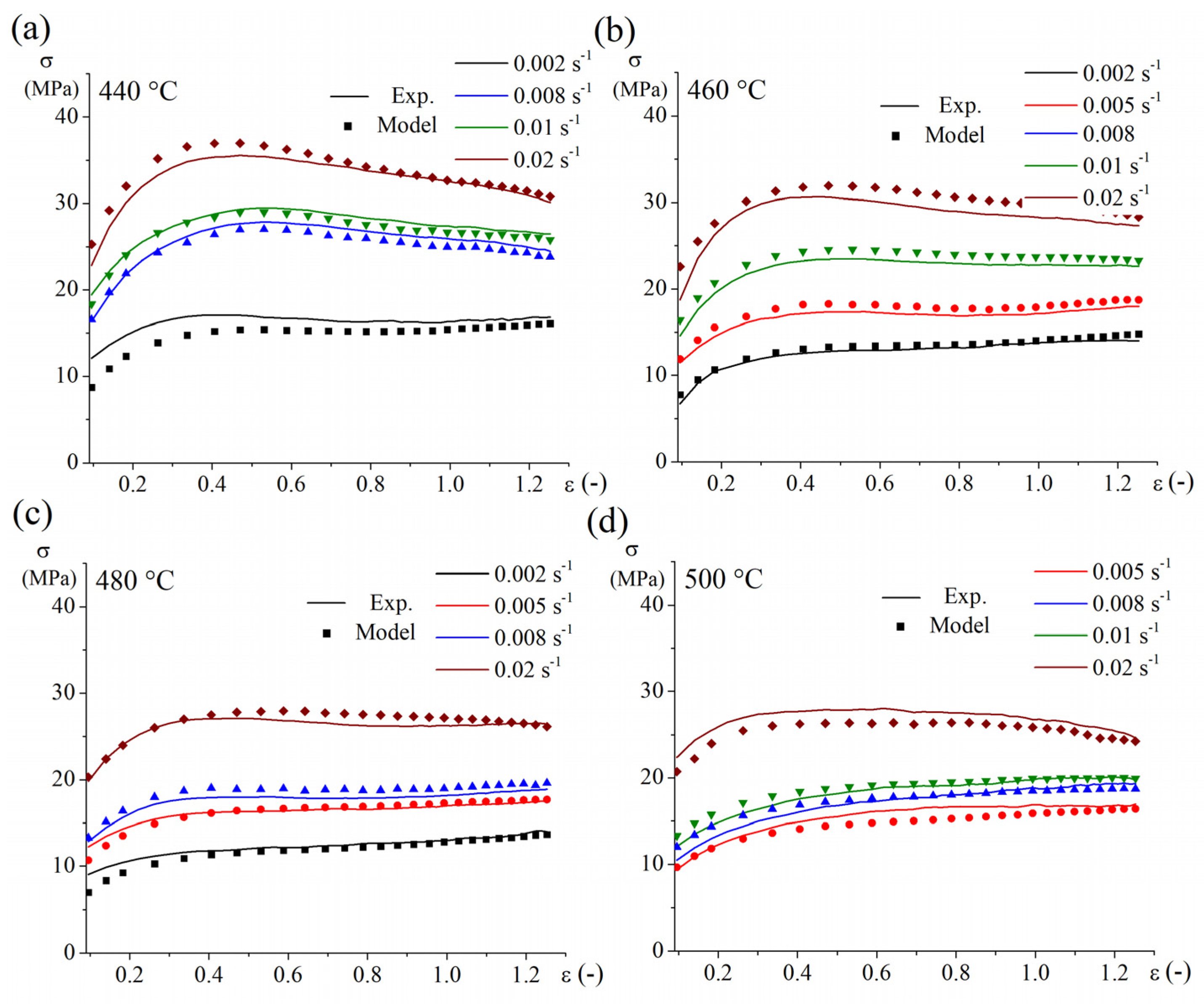
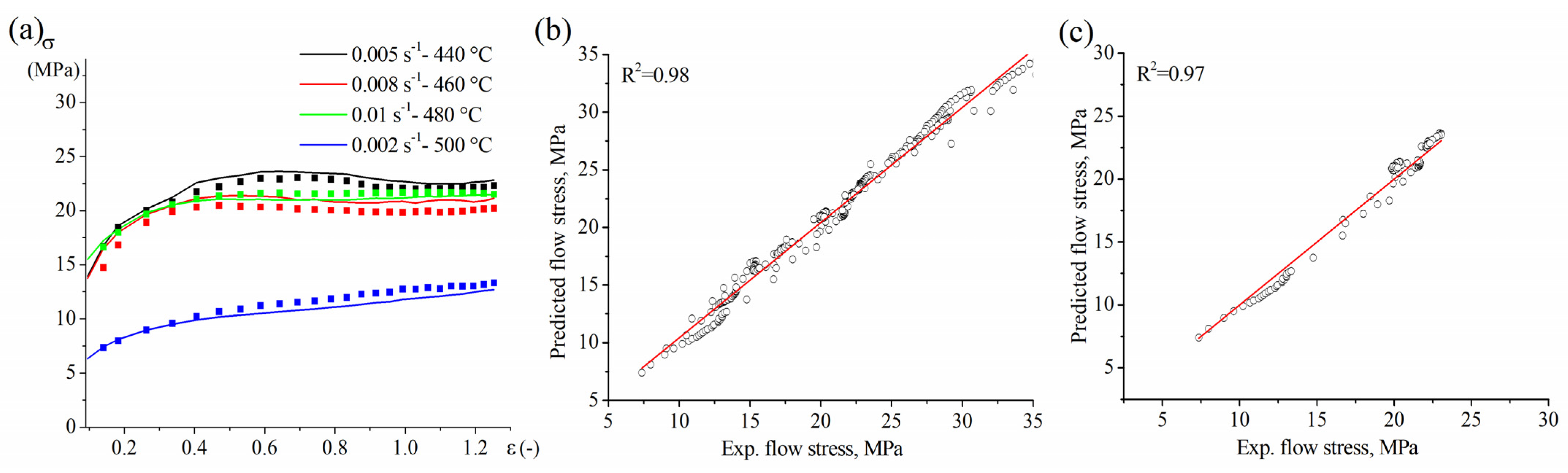
3.3. Constitutive Modeling of the Superplastic Deformation
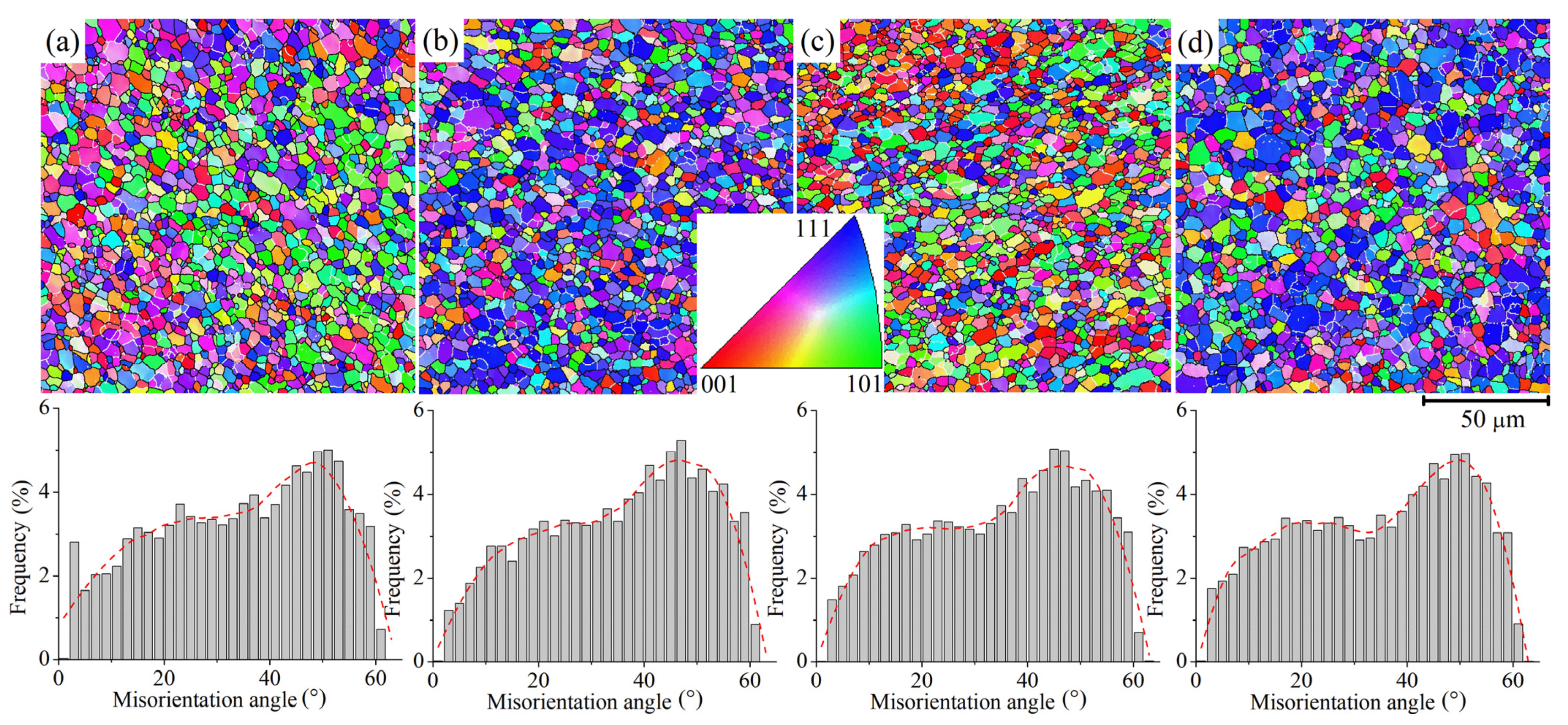
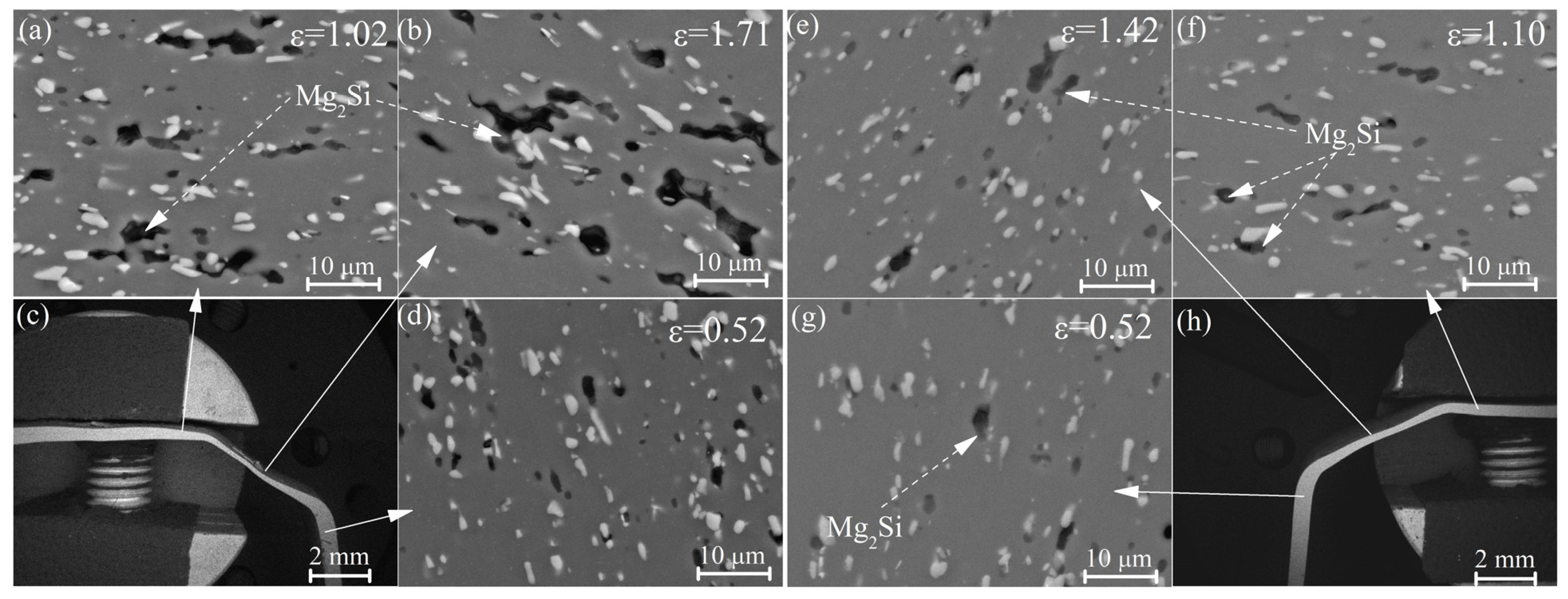
3.4. The Microstructural Evolution during Superplastic Deformation
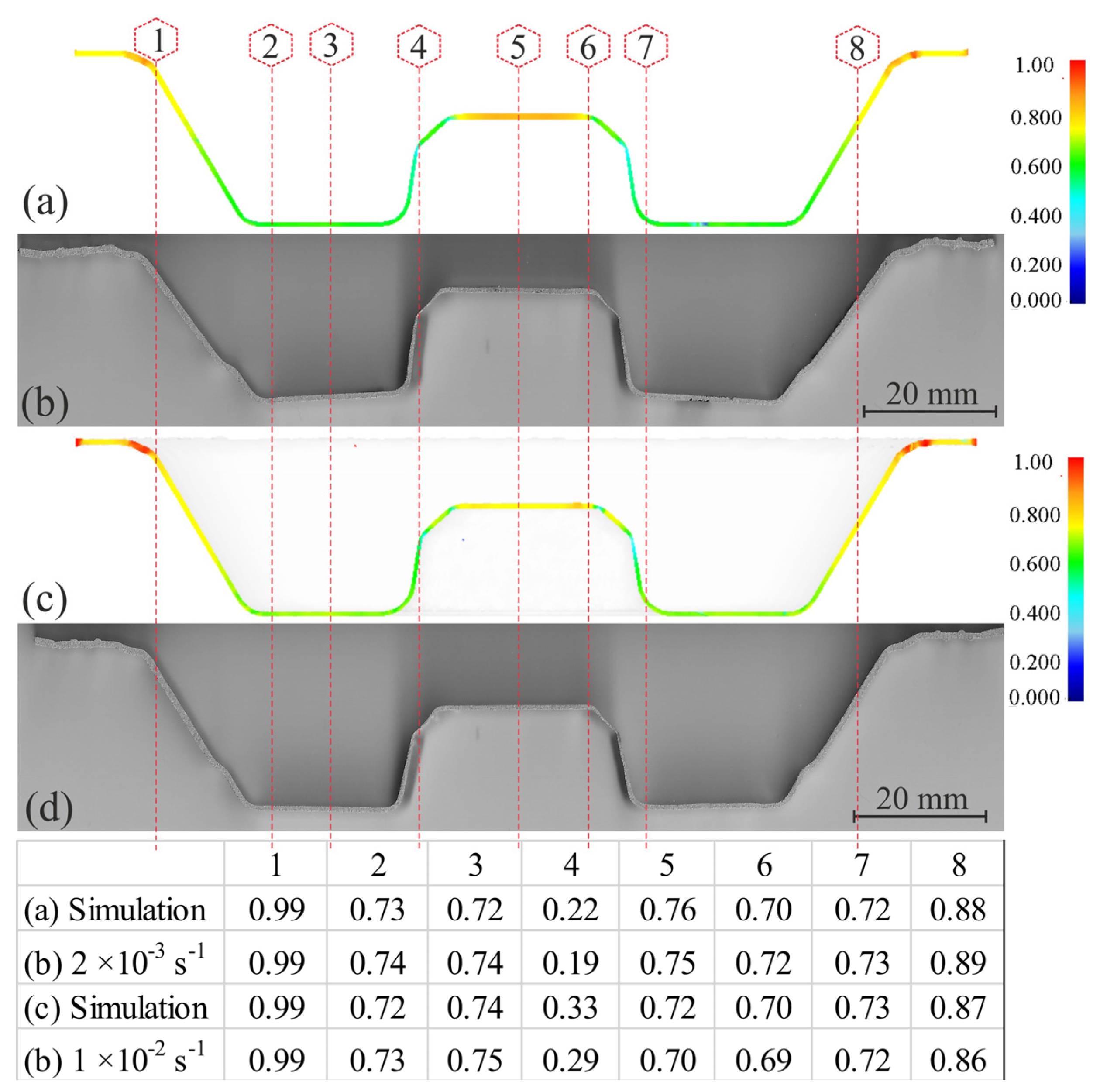
3.5. Superplastic Forming
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miller, W.; Zhuang, L.; Bottema, J.; Wittebrood, A.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Staab, T.E.M.; Krause-Rehberg, R.; Hornauer, U.; Zschech, E. Study of artificial aging in AlMgSi (6061) and AlMgSiCu (6013) alloys by Positron Annihilation. J. Mater. Sci. 2006, 41, 1059–1066. [Google Scholar] [CrossRef]
- Chakrabarti, D.; Laughlin, D.E. Phase relations and precipitation in Al–Mg–Si alloys with Cu additions. Prog. Mater. Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Peng, Y.; Laughlin, D.E. Precipitation in Al-Mg-Si Alloys with Cu Additions and the Role of the Q’ and Related Phases. Mater. Sci. Forum 2002, 396–402, 857–862. [Google Scholar] [CrossRef]
- Lei, G.; Wang, B.; Lu, J.; Wang, C.; Li, Y.; Luo, F. Microstructure, mechanical properties, and corrosion resistance of continuous heating aging 6013 aluminum alloy. J. Mater. Res. Technol. 2022, 18, 370–383. [Google Scholar] [CrossRef]
- Huang, Y.; Langdon, T.G. Advances in ultrafine-grained materials. Mater. Today 2013, 16, 85–93. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Principles of superplasticity in ultrafine-grained materials. J. Mater. Sci. 2007, 42, 1782–1796. [Google Scholar] [CrossRef] [Green Version]
- Kawasaki, M.; Figueiredo, R.B.; Xu, C.; Langdon, T.G. Developing Superplastic Ductilities in Ultrafine-Grained Metals. Metall. Mater. Trans. A 2007, 38, 1891–1898. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Description of the Superplastic Flow Process by Deformation Mechanism Maps in Ultrafine-Grained Materials. Mater. Sci. Forum 2016, 838–839, 51–58. [Google Scholar] [CrossRef]
- Bobruk, E.V.; Dolzhenko, P.D.; Murashkin, M.Y.; Valiev, R.Z.; Enikeev, N.A. The Microstructure and Strength of UFG 6060 Alloy after Superplastic Deformation at a Lower Homologous Temperature. Materials 2022, 15, 6983. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.B.; Chen, X.P.; Xie, J.; Wang, C.; An, Y.F.; Liu, Q. High strain rate superplasticity and secondary strain hardening of Al-Mg-Sc-Zr alloy produced by friction stir processing. Mater. Today Commun. 2022, 33, 104217. [Google Scholar] [CrossRef]
- Elasheri, A.; Elgallad, E.M.; Parson, N.; Chen, X.-G. Improving the dispersoid distribution and recrystallization resistance of a Zr-containing 6xxx alloy using two-step homogenization. Philos. Mag. 2022, 102, 2345–2361. [Google Scholar] [CrossRef]
- Wert, J.A.; Paton, N.E.; Hamilton, C.H.; Mahoney, M.W. Grain refinement in 7075 aluminum by thermomechanical processing. Metall. Trans. A 1981, 12, 1267–1276. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Pergamon Press: Oxford, UK, 1995. [Google Scholar]
- Humphreys, F.J. The nucleation of recrystallization at second phase particles in deformed aluminium. Acta Metall. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]
- Manohar, P.A.; Ferry, M.; Chandra, T. Five Decades of the Zener Equation. ISIJ Int. 1998, 38, 913–924. [Google Scholar] [CrossRef] [Green Version]
- Humphreys, F.J. A unified theory of recovery, recrystallization and grain growth, based on the stability and growth of cellular microstructures—I. The basic model. Acta Mater. 1997, 45, 4231–4240. [Google Scholar] [CrossRef]
- Humphreys, F.J. A unified theory of recovery, recrystallization and grain growth, based on the stability and growth of cellular microstructures—II. The effect of second-phase particles. Acta Mater. 1997, 45, 5031–5039. [Google Scholar] [CrossRef]
- Chao, R.; Guan, X.; Guan, R.; Tie, D.; Lian, C.; Wang, X.; Zhang, J. Effect of Zr and Sc on mechanical properties and electrical conductivities of Al wires. Trans. Nonferrous Met. Soc. China 2014, 24, 3164–3169. [Google Scholar] [CrossRef]
- Pozdniakov, A.V.; Barkov, R.Y.; Amer, S.M.; Levchenko, V.S.; Kotov, A.D.; Mikhaylovskaya, A.V. Microstructure, mechanical properties and superplasticity of the Al–Cu–Y–Zr alloy. Mater. Sci. Eng. A 2019, 758, 28–35. [Google Scholar] [CrossRef]
- Seidman, D.N.; Marquis, E.A.; Dunand, D.C. Precipitation strengthening at ambient and elevated temperatures of heat-treatable Al(Sc) alloys. Acta Mater. 2002, 50, 4021–4035. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N.; Eskin, D.G.; Istomin-Kastrovskii, V.V. Optimization of hardening of Al–Zr–Sc cast alloys. J. Mater. Sci. 2006, 41, 5890–5899. [Google Scholar] [CrossRef]
- Pozdnyakov, A.V.; Osipenkova, A.A.; Popov, D.A.; Makhov, S.V.; Napalkov, V.I. Effect of Low Additions of Y, Sm, Gd, Hf and Er on the Structure and Hardness of Alloy Al—0.2% Zr—0.1% Sc. Met. Sci. Heat Treat. 2017, 58, 537–542. [Google Scholar] [CrossRef]
- Tzeng, Y.-C.; Chung, C.-Y.; Chien, H.-C. Effects of trace amounts of Zr and Sc on the recrystallization behavior and mechanical properties of Al-4.5Zn-1.6Mg alloys. Mater. Lett. 2018, 228, 270–272. [Google Scholar] [CrossRef]
- He, Y.; Zhang, X.; You, J. Effect of minor Sc and Zr on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy. Trans. Nonferrous Met. Soc. China 2006, 16, 1228–1235. [Google Scholar] [CrossRef]
- Kishchik, A.A.; Mikhaylovskaya, A.V.; Kotov, A.D.; Rofman, O.V.; Portnoy, V.K. Al-Mg-Fe-Ni based alloy for high strain rate superplastic forming. Mater. Sci. Eng. A 2018, 718, 190–197. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Yakovtseva, O.A.; Cheverikin, V.V.; Kotov, A.D.; Portnoy, V.K. Superplastic behaviour of Al-Mg-Zn-Zr-Sc-based alloys at high strain rates. Mater. Sci. Eng. A 2016, 659, 225–233. [Google Scholar] [CrossRef]
- Portnoy, V.K.; Rylov, D.S.; Levchenko, V.S.; Mikhaylovskaya, A.V. The influence of chromium on the structure and superplasticity of Al–Mg–Mn alloys. J. Alloys Compd. 2013, 581, 313–317. [Google Scholar] [CrossRef]
- Algendy, A.Y.; Liu, K.; Rometsch, P.; Parson, N.; Chen, X.G. Evolution of discontinuous/continuous Al3(Sc,Zr) precipitation in Al-Mg-Mn 5083 alloy during thermomechanical process and its impact on tensile properties. Mater. Charact. 2022, 192, 112241. [Google Scholar] [CrossRef]
- Mochugovskiy, A.; Kotov, A.; Esmaeili Ghayoumabadi, M.; Yakovtseva, O.; Mikhaylovskaya, A. A High-Strain-Rate Superplasticity of the Al-Mg-Si-Zr-Sc Alloy with Ni Addition. Materials 2021, 14, 2028. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Esmaeili Ghayoumabadi, M.; Mochugovskiy, A.G. Superplasticity and mechanical properties of Al–Mg–Si alloy doped with eutectic-forming Ni and Fe, and dispersoid-forming Sc and Zr elements. Mater. Sci. Eng. A 2021, 817, 141319. [Google Scholar] [CrossRef]
- Elasheri, A.; Elgallad, E.M.; Parson, N.; Chen, X.-G. Nucleation and transformation of Zr-bearing dispersoids in Al–Mg–Si 6xxx alloys. J. Mater. Res. 2022. [Google Scholar] [CrossRef]
- Elasheri, A.; Elgallad, E.M.; Parson, N.; Chen, X.-G. Effect of Si Level on the Evolution of Zr-Bearing Dispersoids and the Related Hot Deformation and Recrystallization Behaviors in Al–Si–Mg 6xxx Alloys. Adv. Eng. Mater. 2022, 24, 2101606. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Mochugovskiy, A.G.; Kotov, A.D.; Yakovtseva, O.A.; Gorshenkov, M.V.; Portnoy, V.K. Superplasticity of clad aluminium alloy. J. Mater. Process. Technol. 2017, 243, 355–364. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Kotov, A.D.; Pozdniakov, A.V.; Portnoy, V.K. A high-strength aluminium-based alloy with advanced superplasticity. J. Alloys Compd. 2014, 599, 139–144. [Google Scholar] [CrossRef]
- Yakovtseva, O.A.; Sitkina, M.N.; Kotov, A.D.; Rofman, O.V.; Mikhaylovskaya, A.V. Experimental study of the superplastic deformation mechanisms of high-strength aluminum-based alloy. Mater. Sci. Eng. A 2020, 788, 139639. [Google Scholar] [CrossRef]
- Amer, S.M.; Barkov, R.Y.; Yakovtseva, O.A.; Loginova, I.S.; Pozdniakov, A.V. Effect of Zr on microstructure and mechanical properties of the Al–Cu–Er alloy. Mater. Sci. Technol. 2020, 36, 453–459. [Google Scholar] [CrossRef]
- Amer, S.; Yakovtseva, O.; Loginova, I.; Medvedeva, S.; Prosviryakov, A.; Bazlov, A.; Barkov, R.; Pozdniakov, A. The Phase Composition and Mechanical Properties of the Novel Precipitation-Strengthening Al-Cu-Er-Mn-Zr Alloy. Appl. Sci. 2020, 10, 5345. [Google Scholar] [CrossRef]
- Mochugovskiy, A.G.; Mikhaylovskaya, A.V. Comparison of precipitation kinetics and mechanical properties in Zr and Sc-bearing aluminum-based alloys. Mater. Lett. 2020, 275, 128096. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Bhaduri, A.K.; Sivaprasad, P.V. An overview on constitutive modelling to predict elevated temperature flow behaviour of fast reactor structural materials. Trans. Indian Inst. Met. 2010, 63, 823–831. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Churyumov, A.Y.; Teleshov, V.V. Quantitative description of the flow-stress dependence of aluminum alloys at the stage of steady flow upon hot deformation on the Zener–Hollomon parameter. Phys. Met. Metallogr. 2017, 118, 905–912. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Kwame, J.S. Experimental, modelling and simulation of an approach for optimizing the superplastic forming of Ti-6%Al-4%V titanium alloy. J. Manuf. Process. 2019, 45, 262–272. [Google Scholar] [CrossRef]
- Yakovtseva, O.; Sitkina, M.; Mosleh, A.O.; Mikhaylovskaya, A. High Strain Rate Superplasticity in Al-Zn-Mg-Based Alloy: Microstructural Design, Deformation Behavior, and Modeling. Materials 2020, 13, 2098. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Kotov, A.D.; Kishchik, A.A.; Rofman, O.V.; Mikhaylovskaya, A.V. Characterization of Superplastic Deformation Behavior for a Novel Al-Mg-Fe-Ni-Zr-Sc Alloy: Arrhenius-Based Modeling and Artificial Neural Network Approach. Appl. Sci. 2021, 11, 2208. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Kotov, A.D.; Mestre-Rinn, P.; Mikhaylovskaya, A.V. Superplastic forming of Ti-4Al-3Mo-1V alloy: Flow behavior modelling and finite element simulation. Procedia Manuf. 2019, 37, 239–246. [Google Scholar] [CrossRef]
- Chumachenko, E.N. Development of Computer Simulation of Industrial Superplastic Sheet Forming. Mater. Sci. Eng. A 2009, 499, 342–346. [Google Scholar] [CrossRef]
- Kai, X.; Chen, C.; Sun, X.; Wang, C.; Zhao, Y. Hot deformation behavior and optimization of processing parameters of a typical high-strength Al–Mg–Si alloy. Mater. Des. 2016, 90, 1151–1158. [Google Scholar] [CrossRef]
- Kai, X.; Zhao, Y.; Wang, A.; Wang, C.; Mao, Z. Hot deformation behavior of in situ nano ZrB2 reinforced 2024Al matrix composite. Compos. Sci. Technol. 2015, 116, 1–8. [Google Scholar] [CrossRef]
- Troeger, L.P.; Starke, E.A. Microstructural and mechanical characterization of a superplastic 6xxx aluminum alloy. Mater. Sci. Eng. A 2000, 277, 102–113. [Google Scholar] [CrossRef]
- Troeger, L.P.; Starke, E.A. Particle-stimulated nucleation of recrystallization for grain-size control and superplasticity in an Al–Mg–Si–Cu alloy. Mater. Sci. Eng. A 2000, 293, 19–29. [Google Scholar] [CrossRef]
- Mochugovskiy, A.G.; Prosviryakov, A.S.; Tabachkova, N.Y.; Mikhaylovskaya, A.V. The Effect of Ce on the Microstructure, Superplasticity, and Mechanical Properties of Al-Mg-Si-Cu Alloy. Metals 2022, 12, 512. [Google Scholar] [CrossRef]
- Esmaeili Ghayoumabadi, M.; Mochugovskiy, A.G.; Tabachkova, N.Y.; Mikhaylovskaya, A.V. The Influence of Minor Additions of Y, Sc, and Zr on the Microstructural Evolution, Superplastic Behavior, and Mechanical Properties of AA6013 Alloy. J. Alloys Compd. 2022, 900, 163477. [Google Scholar] [CrossRef]
- Vo, N.Q.; Dunand, D.C.; Seidman, D.N. Improving aging and creep resistance in a dilute Al–Sc alloy by microalloying with Si, Zr and Er. Acta Mater. 2014, 63, 73–85. [Google Scholar] [CrossRef]
- Dumbre, J.; Kairy, S.K.; Anber, E.; Langan, T.; Taheri, M.L.; Dorin, T.; Birbilis, N. Understanding the formation of (Al,Si)3Sc and V-phase (AlSc2Si2) in Al-Si-Sc alloys via ex situ heat treatments and in situ transmission electron microscopy studies. J. Alloys Compd. 2021, 861, 158511. [Google Scholar] [CrossRef]
- Wang, R.; Jiang, S.; Chen, B.; Zhu, Z. Size effect in the Al3Sc dispersoid-mediated precipitation and mechanical/electrical properties of Al-Mg-Si-Sc alloys. J. Mater. Sci. Technol. 2020, 57, 78–84. [Google Scholar] [CrossRef]
- Forbord, B.; Hallem, H.; Røyset, J.; Marthinsen, K. Thermal stability of Al3(Scx,Zr1−x)-dispersoids in extruded aluminium alloys. Mater. Sci. Eng. A 2008, 475, 241–248. [Google Scholar] [CrossRef]
- Brandes, E.A.; Brook, G. B Smithells Metals Reference Book; Elsevier: Amsterdam, The Netherlands, 1992; ISBN 9780080517308. [Google Scholar]
- Hosokawa, H.; Iwasaki, H.; Mori, T.; Mabuchi, M.; Tagata, T.; Higashi, K. Effects of Si on deformation behavior and cavitation of coarse-grained Al–4.5Mg alloys exhibiting large elongation. Acta Mater. 1999, 47, 1859–1867. [Google Scholar] [CrossRef]
- Mofarrehi, M.; Javidani, M.; Chen, X.-G. On the intermetallic constituents in the sodium-induced edge cracking of hot-rolled AA5182 aluminum alloys. Philos. Mag. 2021, 101, 1849–1870. [Google Scholar] [CrossRef]
- Braut, S.; Tevčić, M.; Butković, M.; Žigulić, R.; Božić, Ž. Fatigue strength analysis of an axial compressor blade using the modified Locati method. Eng. Fail. Anal. 2022, 141, 106655. [Google Scholar] [CrossRef]
- Bardi, F.; Cabibbo, M.; Spigarelli, S. An analysis of thermo-mechanical treatments of a 2618 aluminium alloy: Study of optimum conditions for warm forging. Mater. Sci. Eng. A 2002, 334, 87–95. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Belov, N.A.; Aleshchenko, A.S.; Galkin, S.P.; Gamin, Y.V.; Gorshenkov, M.V.; Cheverikin, V.V.; Shurkin, P.K. Formation of the gradient microstructure of a new Al alloy based on the Al-Zn-Mg-Fe-Ni system processed by radial-shear rolling. Mater. Sci. Eng. A 2019, 746, 134–144. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Kwame, J.S.; Aksenov, S.A. Superplasticity of Ti-6Al-4V Titanium Alloy: Microstructure Evolution and Constitutive Modelling. Materials 2019, 12, 1756. [Google Scholar] [CrossRef] [Green Version]
- Khomutov, M.G.; Pozdniakov, A.V.; Churyumov, A.Y.; Barkov, R.Y.; Solonin, A.N.; Glavatskikh, M.V. Flow Stress Modelling and 3D Processing Maps of Al4.5Zn4.5Mg1Cu0.12Zr Alloy with Different Scandium Contents. Appl. Sci. 2021, 11, 4587. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, G.; Yu, J. Hot deformation behavior and constitutive modeling of homogenized 6026 aluminum alloy. Mater. Des. 2015, 74, 25–35. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, G.; Yu, J.; Zhang, W. Constitutive analysis of homogenized 7005 aluminum alloy at evaluated temperature for extrusion process. Mater. Des. 2015, 66, 129–136. [Google Scholar] [CrossRef]
- Lin, Y.C.; Xia, Y.-C.; Chen, X.-M.; Chen, M.-S. Constitutive descriptions for hot compressed 2124-T851 aluminum alloy over a wide range of temperature and strain rate. Comput. Mater. Sci. 2010, 50, 227–233. [Google Scholar] [CrossRef]
- Liu, L.; Wu, Y.; Gong, H.; Li, S.; Ahmad, A.S. A Physically Based Constitutive Model and Continuous Dynamic Recrystallization Behavior Analysis of 2219 Aluminum Alloy during Hot Deformation Process. Materials 2018, 11, 1443. [Google Scholar] [CrossRef] [Green Version]
- MENG, B.; DU, Z.; LI, C.; WAN, M. Constitutive behavior and microstructural evolution in hot deformed 2297 Al-Li alloy. Chinese J. Aeronaut. 2020, 33, 1338–1348. [Google Scholar] [CrossRef]
- Churyumov, A.Y.; Khomutov, M.G.; Solonin, A.N.; Pozdniakov, A.V.; Churyumova, T.A.; Minyaylo, B.F. Hot deformation behaviour and fracture of 10CrMoWNb ferritic–martensitic steel. Mater. Des. 2015, 74, 44–54. [Google Scholar] [CrossRef]
- Patnamsetty, M.; Saastamoinen, A.; Somani, M.C.; Peura, P. Constitutive modelling of hot deformation behaviour of a CoCrFeMnNi high-entropy alloy. Sci. Technol. Adv. Mater. 2020, 21, 43–55. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, X.-M.; Lin, Y.C.; Hu, H.-W.; Luo, S.-C.; Zhou, X.-J.; Huang, Y. An Enhanced Johnson–Cook Model for Hot Compressed A356 Aluminum Alloy. Adv. Eng. Mater. 2021, 23, 2000704. [Google Scholar] [CrossRef]
- Wu, D.; Long, S.; Wang, S.; Li, S.-S.; Zhou, Y.-T. Constitutive modelling with a novel two-step optimization for an Al-Zn-Mg-Cu alloy and its application in FEA. Mater. Res. Express 2021, 8, 116511. [Google Scholar] [CrossRef]
- Jiang, D.; Zhang, J.; Liu, T.; Li, W.; Wan, Z.; Han, T.; Che, C.; Cheng, L. A Modified Johnson–Cook Model and Microstructure Evolution of As-Extruded AA 2055 Alloy during Isothermal Compression. Metals 2022, 12, 1787. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Regime | Annealing Regime for As-Cast Alloy | Reduction at Hot Rolling (%) | Reduction at Cold Rolling (%) |
|---|---|---|---|
| 1HR | 350 °C, 8h | 95 | 0 |
| 2HR | 350 °C, 8h + 480 °C, 3h | 95 | 0 |
| CR50 | 90 | 50 | |
| CR80 | 75 | 80 |
| Microstructural Parameter | Regimes | |||
|---|---|---|---|---|
| 1HR | 2HR | CR50 | CR80 | |
| Al9FeNi particle size (µm) | 0.9 ± 0.1 | 0.9 ± 0.1 | 0.7 ± 0.1 | 0.7 ± 0.1 |
| Al9FeNi particle aspect ratio | 0.8 | 0.8 | 0.72 | 0.72 |
| Mg2Si particle size (µm) | 0.5 ± 0.1 | 0.8 ± 0.1 | 0.8 ± 0.1 | 0.8 ± 0.1 |
| Mg2Si aspect ratio | 0.71 | 0.8 | 0.8 | 0.8 |
| Interparticle space | 1.4 ± 0.3 | 1.2 ± 0.1 | 1.1 ± 0.2 | 1.1 ± 0.3 |
| Standard deviation for interparticle space | 0.9 | 0.5 | 0.7 | 0.9 |
| Constant Strain Rate (s−1) | Treatment Regime | |||
|---|---|---|---|---|
| 1HR | 2HR | CR50 | CR80 | |
| 2 × 10−3 | 348 ± 8 | 447 ± 5 | 370 ± 10 | 420 ± 20 |
| 5 × 10−3 | 348 ± 12 | 442 ± 7 | 380 ± 10 | 390 ± 25 |
| 1 × 10−2 | 353 ± 5 | 470 ± 5 | 420 ± 16 | 450 ± 20 |
| Strain Rate (s−1) | Temperature, °C | |||||||
|---|---|---|---|---|---|---|---|---|
| 440 | 460 | 480 | 500 | 440 | 460 | 480 | 500 | |
| Elongation (%) | σ at ε = 1 (MPa) | |||||||
| 2 × 10−3 | 450 ± 8 | 458 ± 5 | 447 ± 5 | 452 ± 8 | 17 | 14 | 13 | 13 |
| 5 × 10−3 | 371 ± 7 | 498 ± 5 | 442 ± 7 | 357 ± 10 | 23 | 17 | 17 | 17 |
| 8 × 10−3 | 376 ± 5 | 388 ± 5 | 452 ± 5 | 375 ± 8 | 26 | 20 | 18 | 19 |
| 1 × 10−2 | 380 ± 7 | 390 ± 6 | 470 ± 5 | 343 ± 10 | 27 | 23 | 21 | 20 |
| 2 × 10−2 | 267 ± 5 | 267 ± 5 | 352 ± 7 | 317 ± 5 | 32 | 28 | 27 | 27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mochugovskiy, A.G.; Mosleh, A.O.; Kotov, A.D.; Khokhlov, A.V.; Kaplanskaya, L.Y.; Mikhaylovskaya, A.V. Microstructure Evolution, Constitutive Modelling, and Superplastic Forming of Experimental 6XXX-Type Alloys Processed with Different Thermomechanical Treatments. Materials 2023, 16, 445. https://doi.org/10.3390/ma16010445
Mochugovskiy AG, Mosleh AO, Kotov AD, Khokhlov AV, Kaplanskaya LY, Mikhaylovskaya AV. Microstructure Evolution, Constitutive Modelling, and Superplastic Forming of Experimental 6XXX-Type Alloys Processed with Different Thermomechanical Treatments. Materials. 2023; 16(1):445. https://doi.org/10.3390/ma16010445
Chicago/Turabian StyleMochugovskiy, Andrey G., Ahmed O. Mosleh, Anton D. Kotov, Andrey V. Khokhlov, Ludmila Yu. Kaplanskaya, and Anastasia V. Mikhaylovskaya. 2023. "Microstructure Evolution, Constitutive Modelling, and Superplastic Forming of Experimental 6XXX-Type Alloys Processed with Different Thermomechanical Treatments" Materials 16, no. 1: 445. https://doi.org/10.3390/ma16010445