
Design of Real-Time Extremum-Seeking Controller-Based Modelling for Optimizing MRR in Low Power EDM

 ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Methodology
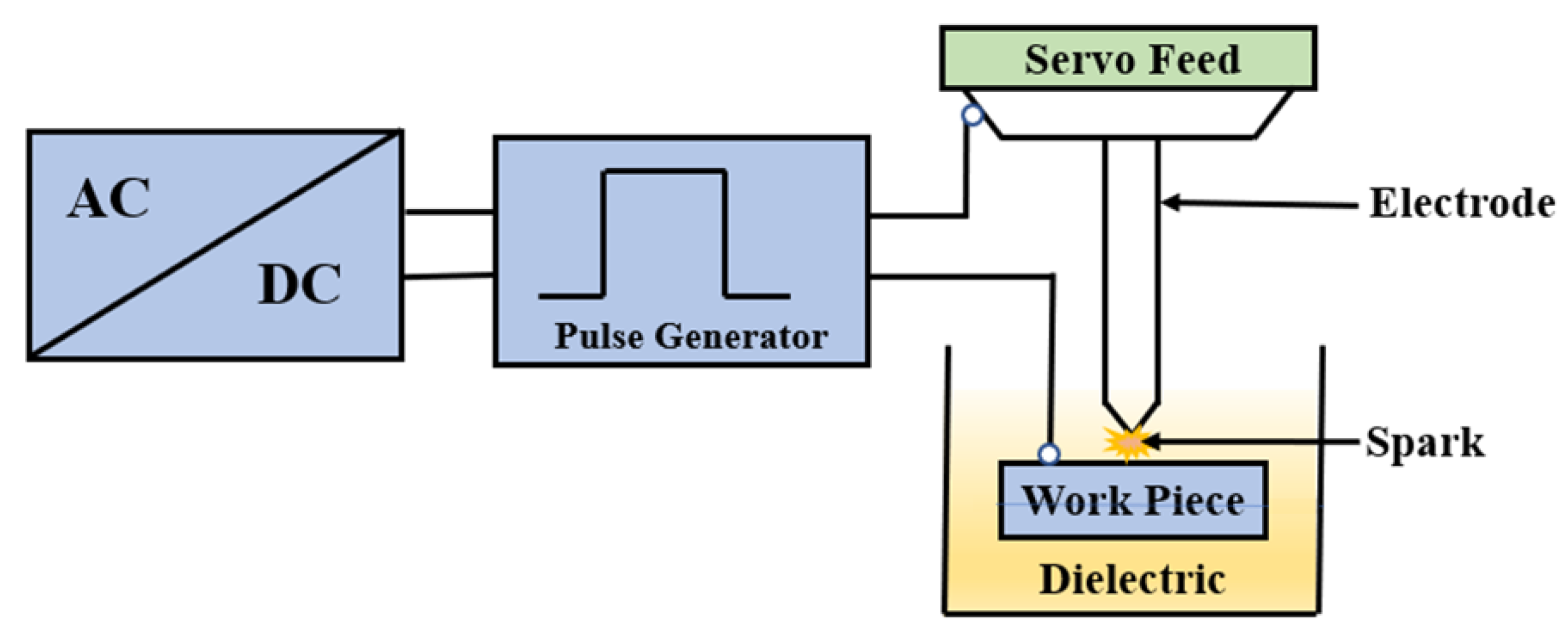
2.1. Modelling and Design of a Low-Power EDM Process
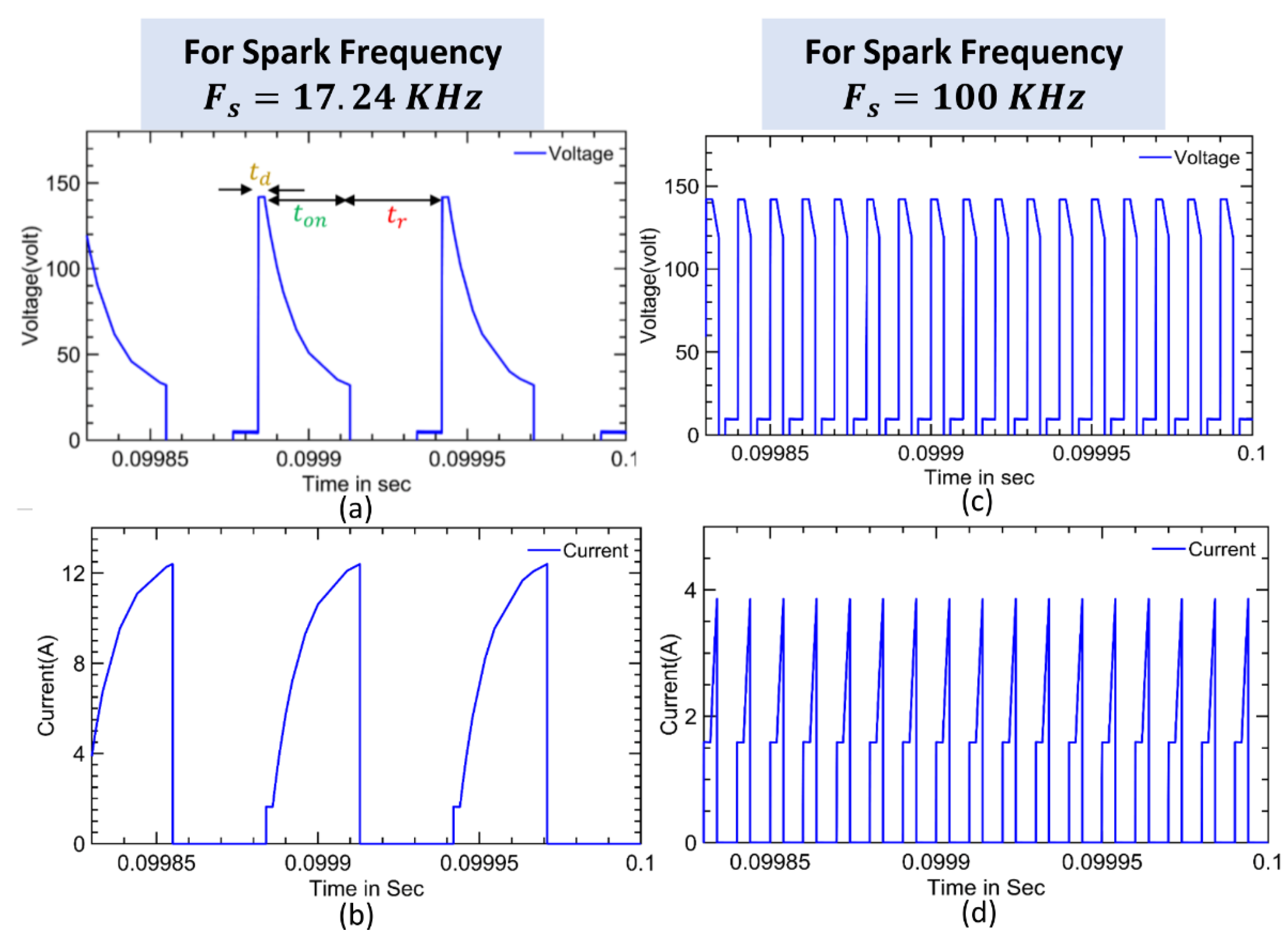
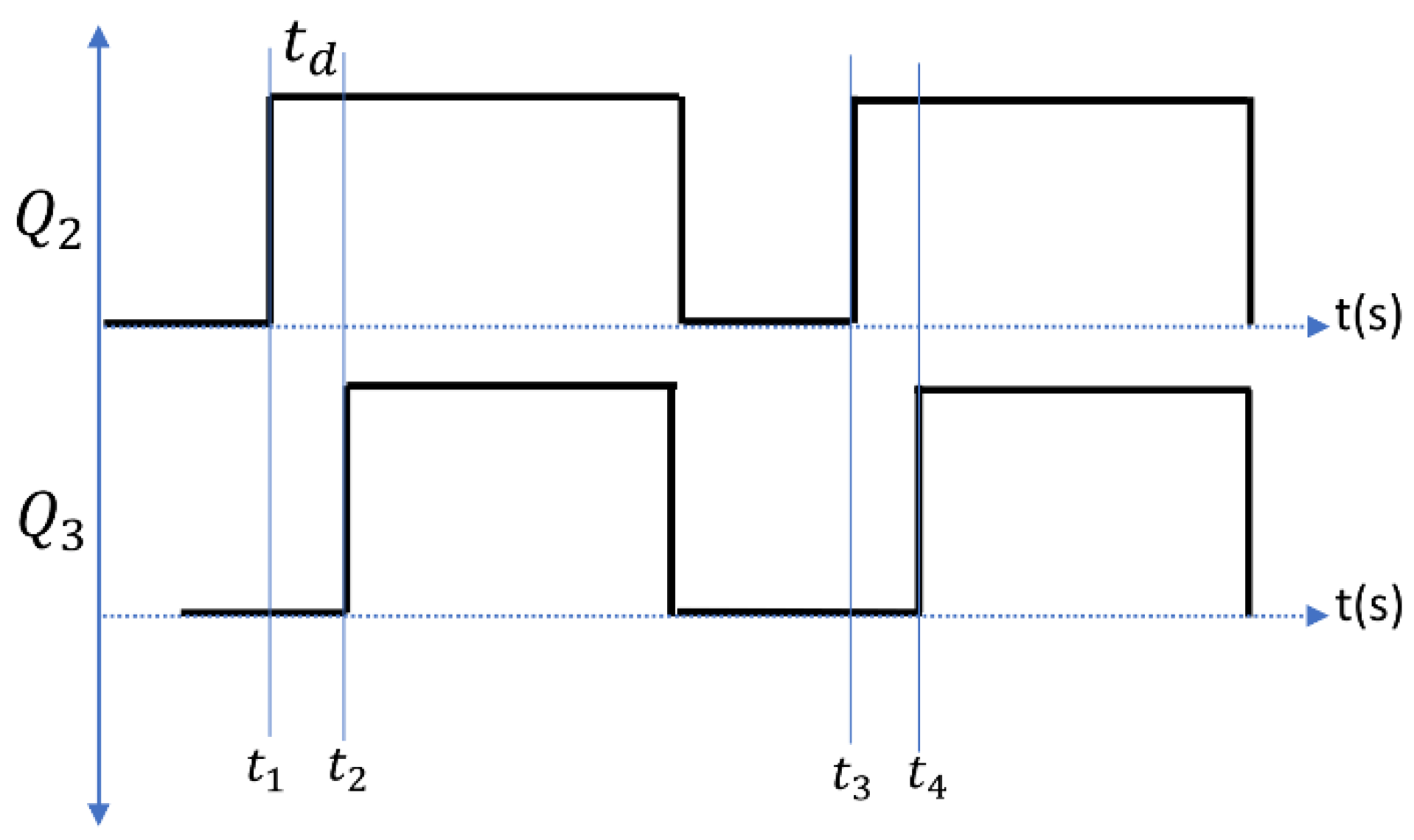
2.2. Ignition Phase
2.3. Discharge Phase
2.4. Recovery Phase
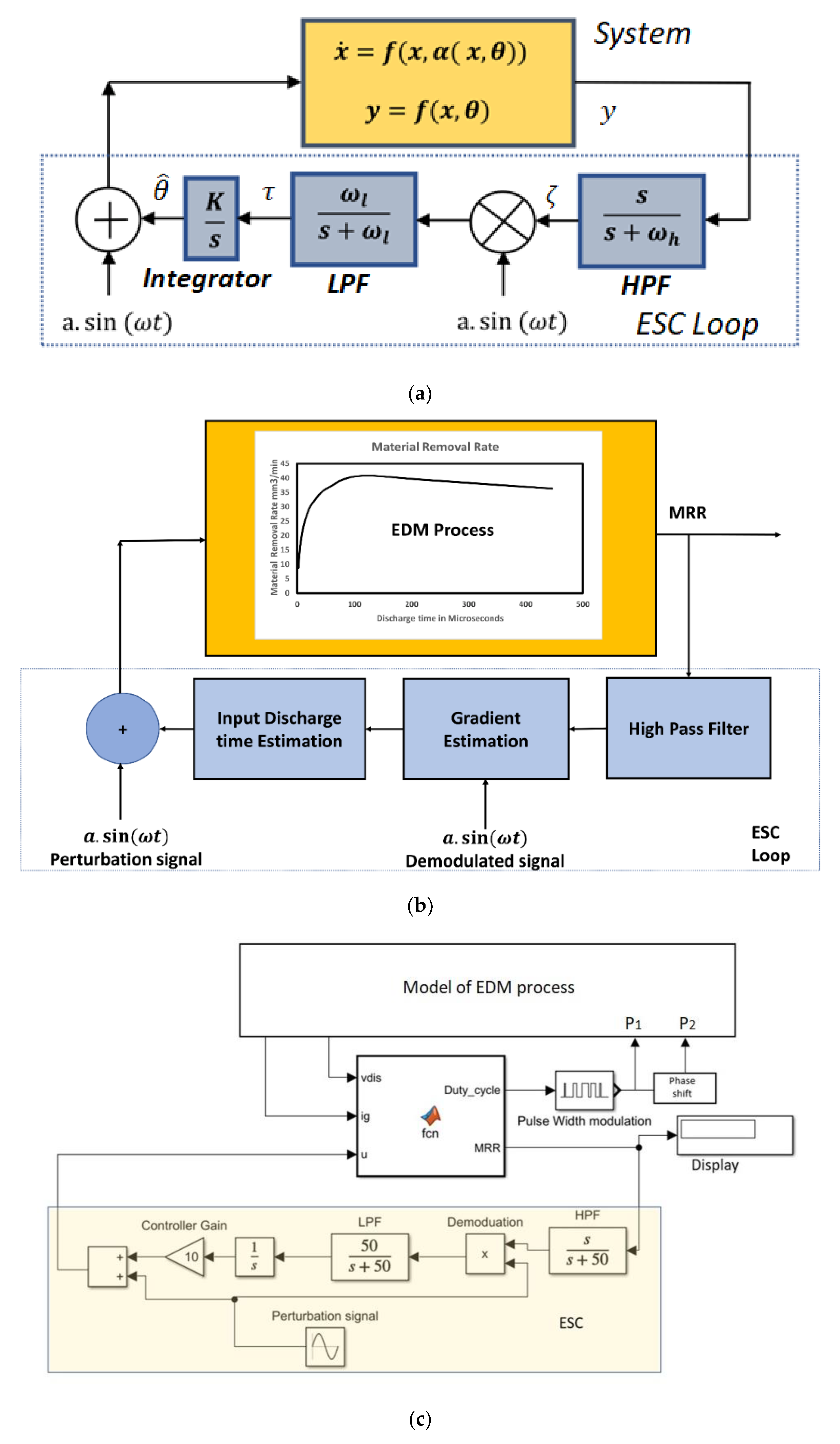
3. Implementation of ESC on Reducing the Non-Linearity of MRR
3.1. A Non-Linear Model of the Material Removal Rate
3.2. A Non-Linear Model of the Material Removal Rate
4. Results and Discussion
4.1. Experimental Simulation
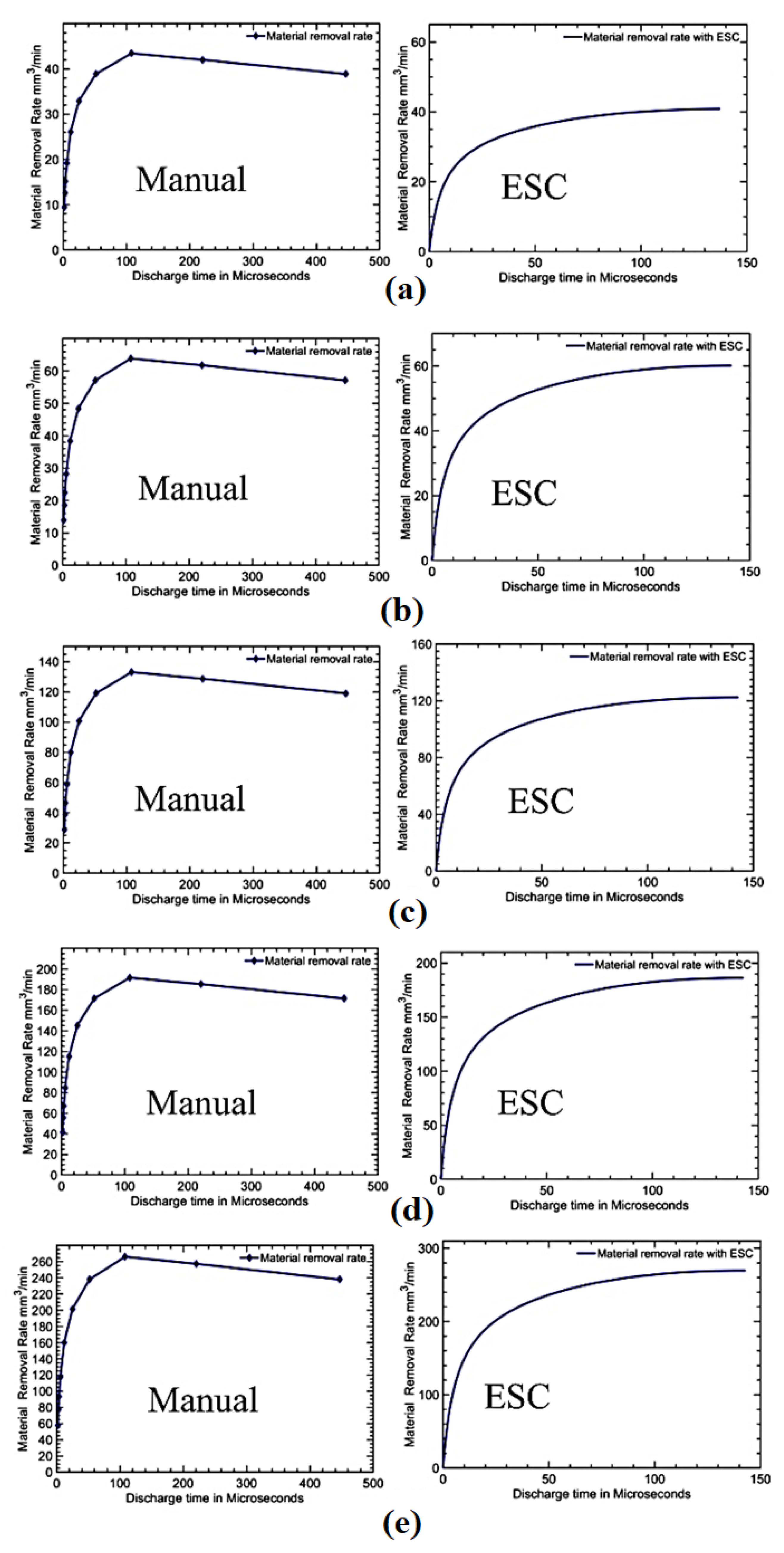
4.2. EDM Process and Model Outputs
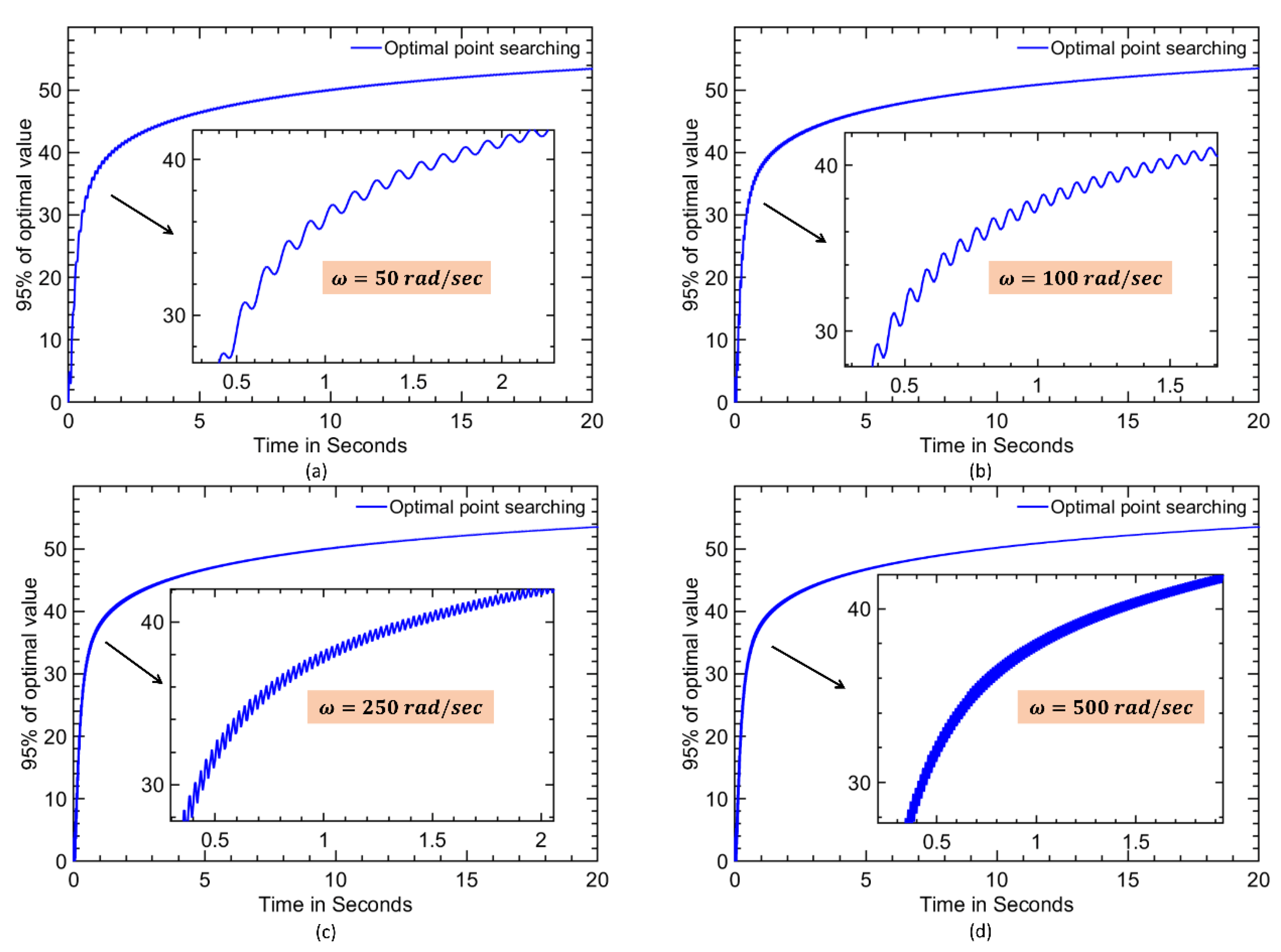
4.3. Extremum-Seeking for Optimal Discharge Time
5. Conclusions
- ➢
- The simulated model gives less errors from 0.82% to 4.2% with the actual process output.
- ➢
- The possibility of extremum-seeking control in the search for an online optimal point with less error and more convergence speed was studied.
- ➢
- An extremum-seeking optimal search offers a 57% greater material removal rate against the average number of manual trial processes, but it offers 1.2% more efficiency than the best manual searching process.
- ➢
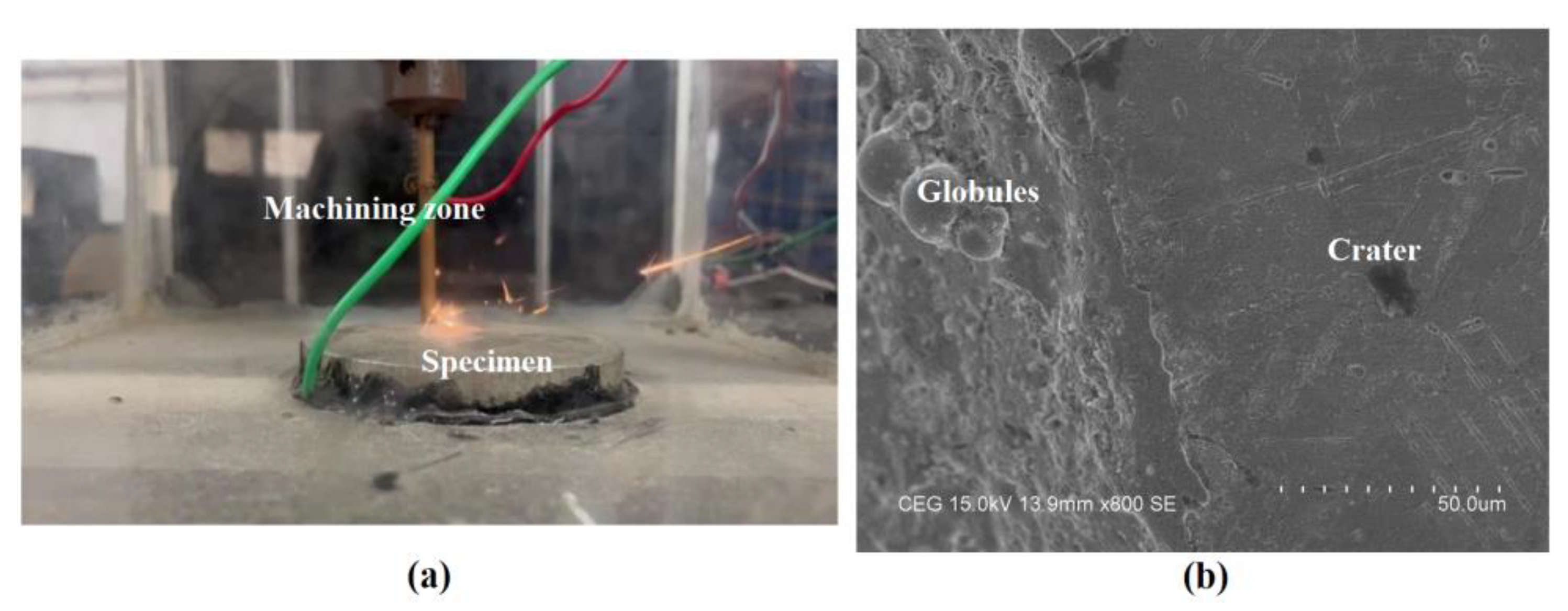
- The experimental validation also proved that the ESC can produce large MRR by tracking the extremum control.
- ➢
- The present study was limited to only MRR, but it is also possible to implement such algorithms for more than one response parameter optimization in future studies. In such cases, the performance measures of the process can be further enhanced which can be used for real-time complex die- and mold-making processes using EDM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hourmand, M.; Sarhan, A.A.; Noordin, M.Y. Development of new fabrication and measurement techniques of micro-electrodes with high aspect ratio for micro EDM using typical EDM machine. Measurement 2017, 97, 64. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Z.; Wang, Y.; Chi, G.; Guo, C. Micro reciprocated wire-EDM of micro-rotating structure combined multi-cutting strategy. Int. J. Adv. Manuf. Technol. 2018, 97, 1. [Google Scholar] [CrossRef]
- Liu, H.; Tarng, Y. Monitoring of the electrical discharge machining process by abductive networks. Int. J. Adv. Manuf. Technol 1997, 13, 264. [Google Scholar] [CrossRef]
- Tsai, Y.; Lu, C. Influence of current impulse on machining characteristics in EDM. J. Mech. Sci. Technol. 2007, 21, 1617. [Google Scholar] [CrossRef]
- Huang, R.; Liu, B.; Wang, T. Design of Micro WEDM pulse generator based on fuzzy control. In Proceedings of the 2010 International Conference on Digital Manufacturing and Automation (ICDMA), Changsha, China, 18–20 December 2010; pp. 506–509. [Google Scholar]
- Sabur; Ali, M.; Maleque, M. Modelling of material removal rate in EDM of nonconductive ZrO2 ceramic by taguchi method. Appl. Mech. Mater. 2013, 393, 246. [Google Scholar] [CrossRef]
- Mahardika, M.; Tsujimoto, T.; Mitsui, K. A new approach on the determination of ease of machining by EDM processes. Int. J. Mach. Tools Manuf. 2008, 48, 746. [Google Scholar] [CrossRef]
- Quarto, M.; D’Urso, G.; Giardini, C.; Maccarini, G. FEM model development for the simulation of a micro-drilling EDM process. Int. J. Adv. Manuf. Technol. 2020, 106, 3095–3104. [Google Scholar] [CrossRef]
- Yu, Z.; Kozak, J.; Rajurkar, K. Modelling and simulation of micro EDM process. CIRP Ann. 2003, 52, 143–146. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Sekulic, M. An inverse optimal control problem in the electrical discharge machining. Sādhanā 2018, 43, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Quarto, M.; D’Urso, G.; Giardini, C. Micro-EDM optimization through particle swarm algorithm and artificial neural network. Precis. Eng. 2022, 73, 63–70. [Google Scholar] [CrossRef]
- Das, M.; Kumar, K.; Barman, T.; Sahoo, P. Prediction of MRR in EDM of EN31 steel using artificial neural network. Int. J. Appl. Eng. Res. 2014, 9, 8822–8825. [Google Scholar]
- Das, M.; Kumar, K.; Barman, T.; Sahoo, P. Application of artificial bee colony algorithm for optimization of MRR and surface roughness in EDM of EN31 tool steel. Proc. Mater. Sci. 2014, 6, 741–751. [Google Scholar] [CrossRef] [Green Version]
- Muthuramalingam, T. Measuring the influence of discharge energy on white layer thickness in electrical discharge machining process. Measurement 2019, 131, 694–700. [Google Scholar] [CrossRef]
- Izquierdo, B.; Sánchez, J.; Ortega, N.; Plaza, S.; Pombo, I. Insight into fundamental aspects of the EDM process using multidischarge numerical simulation. Int. J. Adv. Manuf. Technol. 2011, 52, 195–206. [Google Scholar] [CrossRef]
- Shanmugam, S.; Krishnaraj, V.; Jagdeesh, K.; Kumar, S.; Subash, S. Numerical modelling of electro-discharge machining process using moving mesh feature. Procedia Eng. 2013, 64, 747–756. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, R.; Singh, N.K.; Bajpai, V. A novel approach for modeling MRR in EDM process using utilized discharge energy. Mech. Syst. Signal Process. 2022, 185, 109811. [Google Scholar] [CrossRef]
- Dayakar, K.; Raju, K.K.; Raju, C.R.B. Prediction and optimization of surface roughness and MRR in wire EDM of maraging steel 350. Materi. Today Proc. 2019, 18, 2123–2131. [Google Scholar] [CrossRef]
- Nguyen, H.P.; Ngo, N.V.; Nguyen, Q.T. Optimizing process parameters in edm using low frequency vibration for material removal rate and surface roughness. J. King Saud Univ.–Eng. Sci. 2020, 33, 284–291. [Google Scholar] [CrossRef]
- Thakur, S.S.; Pradhan, S.K.; Sharma, U. Modeling and parametric analysis of ceramic, mixed EDM process. Mater. Today Proc. 2022, 68, 1233–1240. [Google Scholar] [CrossRef]
- Gong, S.; He, X.; Wang, Y.; Wang, Z. Material removal mechanisms, processing characteristics and surface analysis of Cf-ZrB2-SiC in micro-EDM. Ceram. Int. 2022, 48, 30164–30175. [Google Scholar] [CrossRef]
- Dehghani, D.; Yahya, A.; Khamis, N.H.; Alzaidi, A.I. Dynamic Mathematical Model for Low Power Electrical Discharge Machining Applications. J. Low Power Electron. 2019, 15, 11–18. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, M.I.; Badruddin, I.A.; Algahtani, A. A critical insight into the use of FDM for production of EDM electrode. Alex. Eng. J. 2021, 61, 4057–4066. [Google Scholar] [CrossRef]
- Dibinto, D.D.; Eubank, P.T.; Patel, M.R.; Barrufet, M.A. Theoretical models of the electrical discharge machining process: I. A simple cathode erosion model. J. Appl. Phys. 1989, 66, 4095–4103. [Google Scholar] [CrossRef]
- Patel, M.R.; Barrufet, M.A.; Eubank, P.T.; Dibinto, D.D. 1989 Theoretical models of the electrical discharge machining process: II. The anode erosion model. J. Appl. Phys. 1989, 66, 4104–4111. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. Influence of discharge current pulse on machinability in electrical discharge machining. Mater. Manuf. Process. 2013, 28, 375–380. [Google Scholar] [CrossRef]
- Yahya; Manning, C. Determination of material removal rate of an electro-discharge machine using dimensional analysis. J. Phys. D: Appl. Phys. 2004, 37, 1467. [Google Scholar] [CrossRef]
- Krstic, M.; Wang, H.H. Stability of extremum seeking feedback for ´ general nonlinear dynamic systems. Automatica 2000, 36, 595–601. [Google Scholar] [CrossRef]
- Wang, R.; Song, C.; Huang, W.; Zhao, J. Improvement of battery pack efficiency and battery equalization based on the extremum seeking control. Int. J. Electr. Power Energy Syst. 2022, 137, 107829. [Google Scholar] [CrossRef]
- Li, X.; Li, Y.; Seem, J.E.; Lei, P. Detection of Internal Resistance Change for Photovoltaic Arrays Using Extremum-Seeking Control MPPT Signals. IEEE Trans. Control. Syst. Technol. 2015, 24, 325–333. [Google Scholar] [CrossRef]
- Dinçmen, E.; Güvenç, B.A.; Acarman, T. Extremum-Seeking Control of ABS Braking in Road Vehicles With Lateral Force Improvement. IEEE Trans. Control Syst. Technol. 2014, 22, 230–237. [Google Scholar] [CrossRef]
- Torres-Zúñiga, I.; Lopez-Caamal, F.; Hernandez-Escoto, H.; Alcaraz-Gonzalez, V. Extremum seeking control and gradient estimation based on the Super-Twisting algorithm. J. Process Control 2021, 105, 223–235. [Google Scholar] [CrossRef]
- Amanci, A.Z.; Ruda, H.E.; Dawson, F.P. Load–source matching with dielectric isolation in high-frequency switch-mode power supplies. IEEE Trans. Power Electron. 2016, 31, 7123. [Google Scholar] [CrossRef]
- Tan, Y.; Nešić, D.; Mareels, I. On the choice of dither in extremum seeking systems: A case study. Automatica 2008, 44, 1446–1450. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. Performance analysis of iso current pulse generator on machining characteristics in EDM process. Arch. Civil Mech. Eng. 2014, 14, 383–390. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B.; Rajadurai, A.; Prakash, M.D.A.A. Experimental Investigation of Iso Energy Pulse Generator on Performance Measures in EDM. Mater. Manuf. Process. 2013, 28, 1137–1142. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B.; Rajadurai, A.; Saravanakumar, D. Monitoring and fuzzy control approach for efficient electrical discharge machining process. Mater. Manuf. Process 2014, 29, 281–286. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Supply Voltage and Frequency | 240 V and 50 Hz |
| Filter Capacitor | 1 F |
| Ignition Resistor and Inductor | 2 Ω and 0.1 mH |
| Switching Frequency for Buck converter | 30 KHz |
| Process | Ig (A) | Fs (kHz) | Ton (µsec) | MRR (mm3/Min) | |
|---|---|---|---|---|---|
| Actual | Model | ||||
| 1 | 8.5 | 125 | 2.0 | 8 | 8.77 |
| 2 | 8.5 | 111.1 | 3.0 | 11 | 11.74 |
| 3 | 8.5 | 100 | 4.0 | 16 | 14.14 |
| 4 | 8.5 | 83.33 | 6.0 | 21 | 17.81 |
| 5 | 8.5 | 55.55 | 12.0 | 23 | 24.27 |
| 6 | 8.5 | 32.25 | 25.0 | 31 | 30.57 |
| 7 | 8.5 | 17.24 | 52.0 | 36 | 36.12 |
| 8 | 8.5 | 8.77 | 108.0 | 38 | 40.35 |
| 9 | 8.5 | 4.41 | 220.8 | 33 | 39.03 |
| 10 | 8.5 | 2.21 | 446.5 | 29 | 36.10 |
| 11 | 12.5 | 125 | 2.0 | 12 | 12.90 |
| 12 | 12.5 | 111.1 | 3.0 | 16 | 17.27 |
| 13 | 12.5 | 100 | 4.0 | 20 | 20.80 |
| 14 | 12.5 | 83.33 | 6.0 | 31 | 26.20 |
| 15 | 12.5 | 55.55 | 12.0 | 43 | 35.69 |
| 16 | 12.5 | 32.25 | 25.0 | 48 | 44.95 |
| 17 | 12.5 | 17.24 | 52.0 | 52 | 53.12 |
| 18 | 12.5 | 8.77 | 108.0 | 54 | 59.34 |
| 19 | 12.5 | 4.41 | 220.8 | 54 | 57.40 |
| 20 | 12.5 | 2.21 | 446.5 | 54 | 53.09 |
| 21 | 25 | 125 | 2.0 | 26 | 26.26 |
| 22 | 25 | 111.1 | 3.0 | 31 | 35.16 |
| 23 | 25 | 100 | 4.0 | 46 | 42.34 |
| 24 | 25 | 83.33 | 6.0 | 60 | 53.34 |
| 25 | 25 | 55.55 | 12.0 | 81 | 72.66 |
| 26 | 25 | 32.25 | 25.0 | 99 | 91.51 |
| 27 | 25 | 17.24 | 52.0 | 126 | 108.15 |
| 28 | 25 | 8.77 | 108.0 | 126 | 120.81 |
| 29 | 25 | 4.41 | 220.8 | 110 | 116.86 |
| 30 | 25 | 2.21 | 446.5 | 90 | 108.08 |
| 31 | 36 | 125 | 2.0 | 39 | 39.98 |
| 32 | 36 | 111.1 | 3.0 | 53 | 53.53 |
| 33 | 36 | 100 | 4.0 | 64 | 64.47 |
| 34 | 36 | 83.33 | 6.0 | 72 | 81.20 |
| 35 | 36 | 55.55 | 12.0 | 111 | 110.62 |
| 36 | 36 | 32.25 | 25.0 | 137 | 139.32 |
| 37 | 36 | 17.24 | 52.0 | 161 | 164.65 |
| 38 | 36 | 8.77 | 108.0 | 181 | 183.94 |
| 39 | 36 | 4.41 | 220.8 | 175 | 177.92 |
| 40 | 36 | 2.21 | 446.5 | 151 | 164.55 |
| 41 | 50 | 125 | 2.0 | 57 | 57.84 |
| 42 | 50 | 111.1 | 3.0 | 77 | 77.44 |
| 43 | 50 | 100 | 4.0 | 82 | 93.27 |
| 44 | 50 | 83.33 | 6.0 | 143 | 117.48 |
| 45 | 50 | 55.55 | 12.0 | 170 | 160.04 |
| 46 | 50 | 32.25 | 25.0 | 218 | 201.57 |
| 47 | 50 | 17.24 | 52.0 | 250 | 238.21 |
| 48 | 50 | 8.77 | 108.0 | 221 | 266.11 |
| 49 | 50 | 4.41 | 220.8 | 221 | 257.41 |
| 50 | 50 | 2.21 | 446.5 | 200 | 238.07 |
| Process | Ig (A) | ESC | |||
|---|---|---|---|---|---|
| Optimal on Time (µs) | Maximum MRR (mm3/min) | Experimental MRR (mm3/min) | Error (%) | ||
| 1 | 8.5 | 136 | 40.86 | 37.85 | 7.37 |
| 2 | 12.5 | 140 | 60.11 | 55.68 | 7.35 |
| 3 | 25 | 141 | 122.4 | 112.65 | 7.97 |
| 4 | 36 | 142 | 186.3 | 174.92 | 6.11 |
| 5 | 50 | 142 | 269 | 249.5 | 7.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ismail, M.R.M.; Thangaraj, M.; Karmiris-Obratański, P.; Papazoglou, E.; Karkalos, N. Design of Real-Time Extremum-Seeking Controller-Based Modelling for Optimizing MRR in Low Power EDM. Materials 2023, 16, 434. https://doi.org/10.3390/ma16010434
Ismail MRM, Thangaraj M, Karmiris-Obratański P, Papazoglou E, Karkalos N. Design of Real-Time Extremum-Seeking Controller-Based Modelling for Optimizing MRR in Low Power EDM. Materials. 2023; 16(1):434. https://doi.org/10.3390/ma16010434
Chicago/Turabian StyleIsmail, Mohamed Rabik Mohamed, Muthuramalingam Thangaraj, Panagiotis Karmiris-Obratański, Emmanouil Papazoglou, and Nikolaos Karkalos. 2023. "Design of Real-Time Extremum-Seeking Controller-Based Modelling for Optimizing MRR in Low Power EDM" Materials 16, no. 1: 434. https://doi.org/10.3390/ma16010434