
The Influence of Atmospheric Oxygen Content on the Mechanical Properties of Selectively Laser Melted AlSi10Mg TPMS-Based Lattice

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Methodology
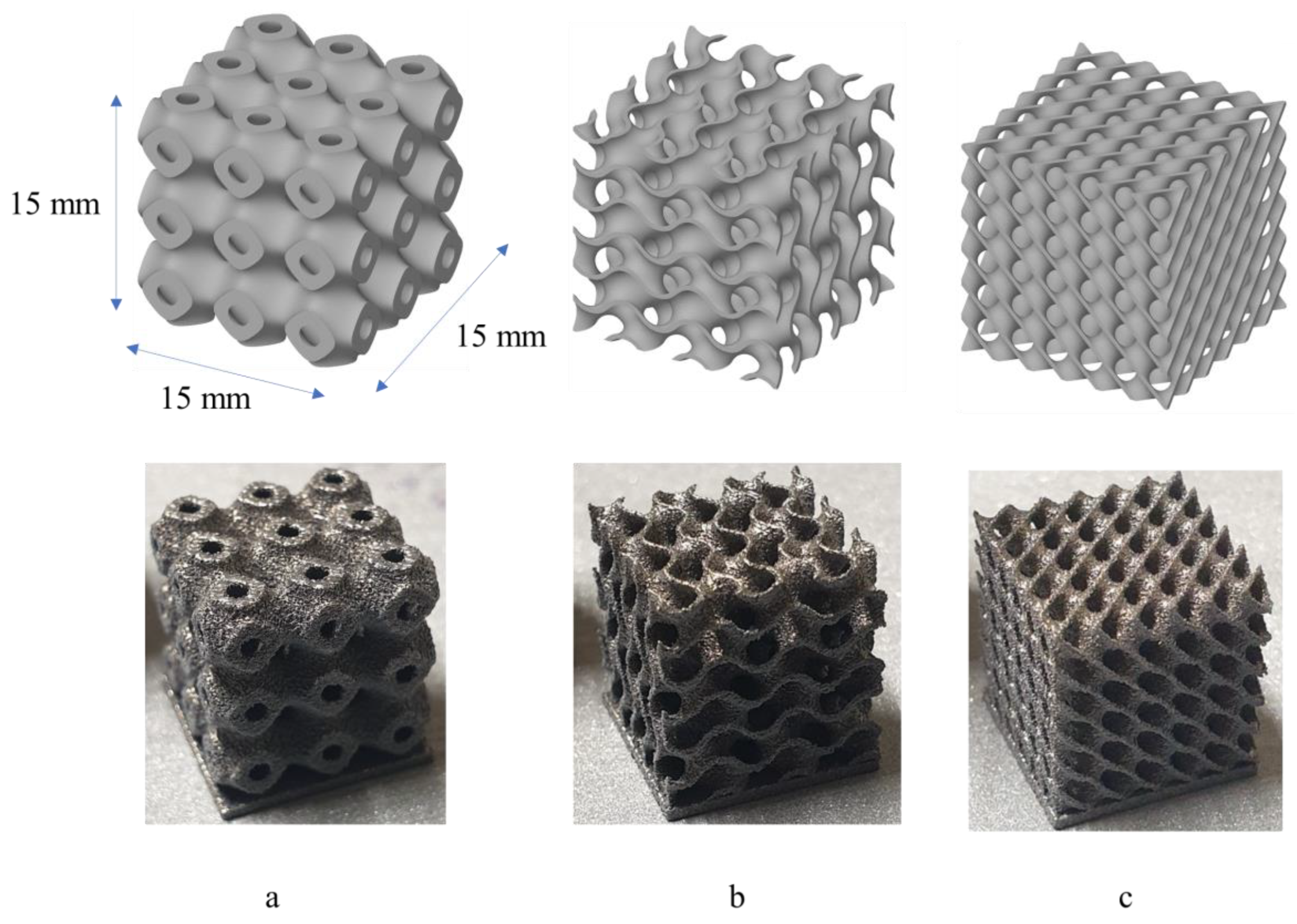
2.1. TPMS-Lattice Design
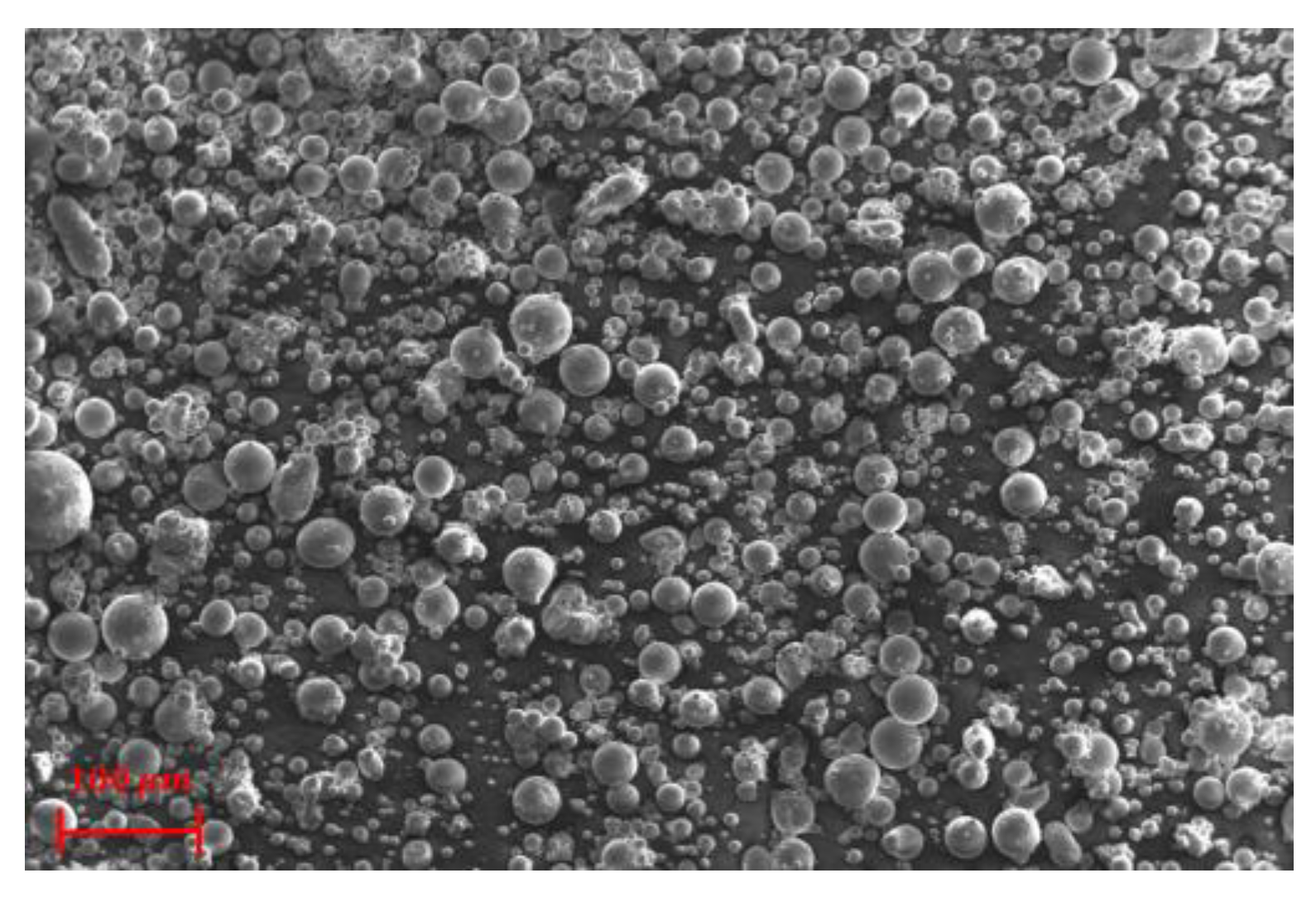
2.2. Fabrication
2.3. Tensile and Compression Tests
2.4. Mechanical Properties of TPMS-Lattice
3. Results and Discussion
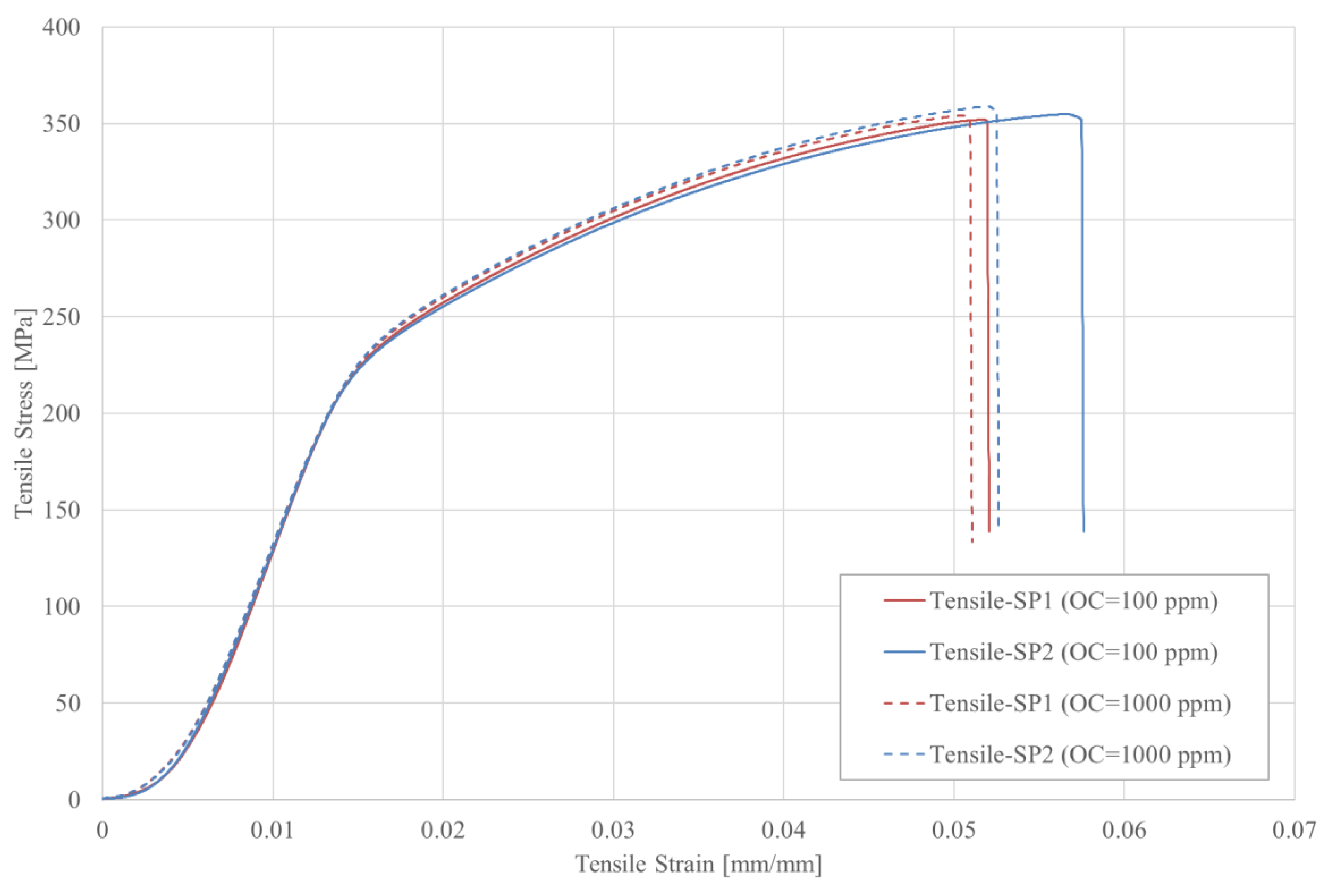
3.1. Influence of OC on Bulk Properties
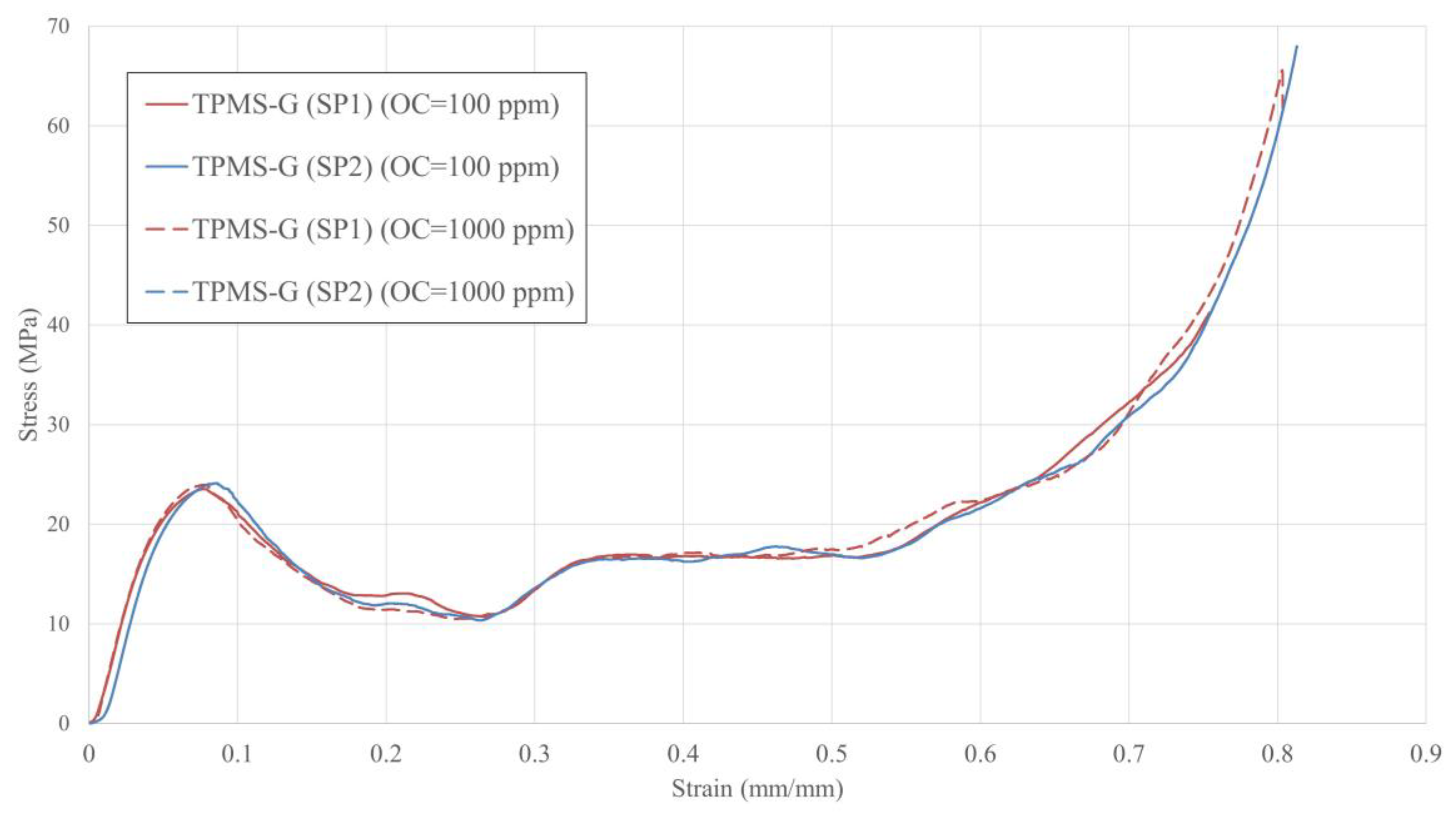
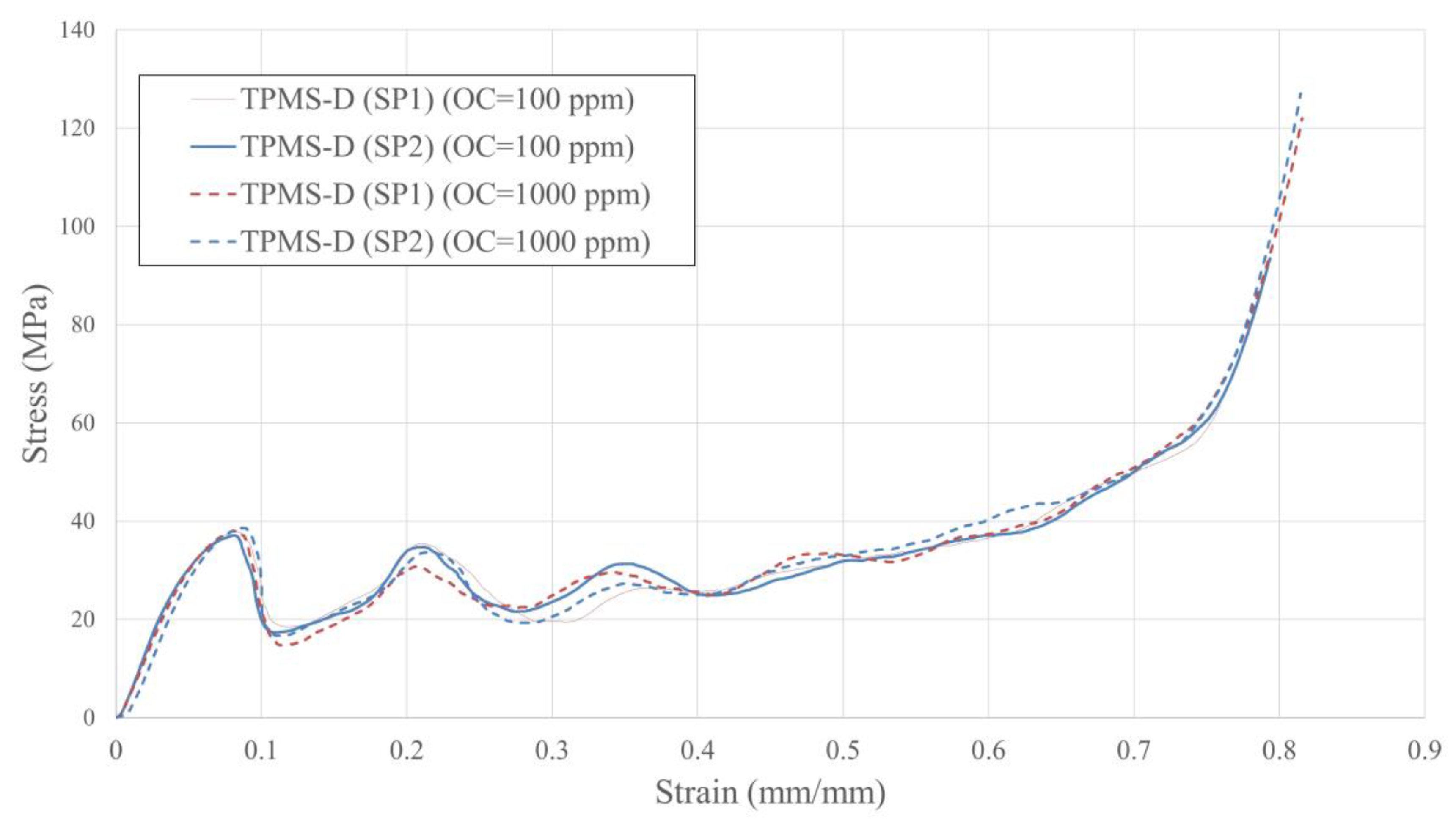
3.2. Influence of OC on Mechanical Properties of TPMS-Lattice
4. Conclusions
- The SLM atmospheric oxygen content has a limited effect on the bulk properties of AlSi10Mg. Lowering the oxygen content from 1000 ppm to 100 ppm only yielded an increase of in the material ductility, and a decrease of 3% and 1% in its ultimate tensile strength and yield stress, respectively.
- Similar to the bulk properties, the influence of the atmospheric oxygen concentration on the mechanical responses of the TPMS-lattices was found to be low but dependent on the geometrical shape of the lattice.
- For the diamond TPMS-lattices, the low oxygen content offered an increase of in their material toughness, plateau stress, and specific energy absorption.
- For the primitive TPMS-lattices, the strength and yield stress decreased by when the oxygen content was decreased to 100 ppm.
- For the TPMS with gyroid configuration, the yield stress increased while Young’s modulus decreased when decreasing the oxygen content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, C.; Wang, Y.; McMurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive manufacturing for energy: A review. Appl. Energy 2021, 282, 116041. [Google Scholar] [CrossRef]
- Charles, A.; Hofer, A.; Elkaseer, A.; Scholz, S.G. Additive Manufacturing in the Automotive Industry and the Potential for Driving the Green and Electric Transition. In Proceedings of the International Conference on Sustainable Design and Manufacturing, Split, Croatia, 15–17 September 2021; Volume 262 SIST, pp. 339–346, Smart Innovation, Systems and Technologies (SIST). [Google Scholar] [CrossRef]
- Leal, R.; Barreiros, F.M.; Alves, L.; Romeiro, F.; Vasco, J.C.; Santos, M.; Marto, C. Additive manufacturing tooling for the automotive industry. Int. J. Adv. Manuf. Technol. 2017, 92, 1671–1676. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Elsevier: Amsterdam, The Netherlands, 2017; pp. 351–371. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, M.; Chohan, J.S. The role of additive manufacturing for biomedical applications: A critical review. J. Manuf. Process. 2021, 64, 828–850. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S. Biomedical applications of additive manufacturing: Present and future. Curr. Opin. Biomed. Eng. 2017, 2, 105–115. [Google Scholar] [CrossRef]
- Ahangar, P.; Cooke, M.E.; Weber, M.H.; Rosenzweig, D.H. Current Biomedical Applications of 3D Printing and Additive Manufacturing. Appl. Sci. 2019, 9, 1713. [Google Scholar] [CrossRef] [Green Version]
- Busachi, A.; Erkoyuncu, J.; Colegrove, P.; Drake, R.; Watts, C.; Martina, F. Defining Next-Generation Additive Manufacturing Applications for the Ministry of Defence (MoD). Procedia Cirp 2016, 55, 302–307. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Gibbons, G.; Das, A.; Howes, P.D. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Baroutaji, A.; Arjunan, A.; Robinsion, J.; Ramadan, M.; Abdelkareem, M.A.; Olabi, A.-G. Metamaterial for Crashworthiness Applications. Encycl. Smart Mater. 2022, 57–69. [Google Scholar] [CrossRef]
- Du, K.; Yang, L.; Xu, C.; Wang, B.; Gao, Y. High Strain Rate Yielding of Additive Manufacturing Inconel 625 by Selective Laser Melting. Materials 2021, 14, 5408. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Aversa, A.; Ambrosio, E.; Lombardi, M.; Fino, P.; Manfredi, D. On the Selective Laser Melting (SLM) of the AlSi10Mg Alloy: Process, Microstructure, and Mechanical Properties. Materials 2017, 10, 76. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dong, J.; Liu, S.; Chen, H.; Li, D.; Zhang, T.; Chen, C.; Zhou, K. Effect of atmosphere on the microstructure and properties of additively manufactured tungsten. Mater. Sci. Technol. 2020, 36, 1988–1996. [Google Scholar] [CrossRef]
- Baroutaji, A.; Arjunan, A.; Singh, G.; Robinson, J. Crushing and energy absorption properties of additively manufactured concave thin-walled tubes. Results Eng. 2022, 14, 100424. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Michail, C.K.; Chryssolouris, G. Robust Additive Manufacturing Performance through a Control Oriented Digital Twin. Metals 2021, 11, 708. [Google Scholar] [CrossRef]
- Pauzon, C.; Forêt, P.; Hryha, E.; Arunprasad, T.; Nyborg, L. Argon-helium mixtures as Laser-Powder Bed Fusion atmospheres: Towards increased build rate of Ti-6Al-4V. J. Mater. Process. Technol. 2020, 279, 116555. [Google Scholar] [CrossRef]
- Zhang, W.; Li, Y.; Hu, S.; Zhang, M.; Huang, S.; He, T.; Liu, Y.; Wang, Y. Effect of powder oxygen content on the microstructure and properties of Co–Cr dental alloys fabricated by selective laser melting. Powder Metall. 2018, 61, 157–163. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Rombouts, M.; Kruth, J.P.; Froyen, L.; Mercelis, P. Fundamentals of Selective Laser Melting of alloyed steel powders. CIRP Ann. 2006, 55, 187–192. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling behavior of stainless steel and nickel powder during selective laser melting process. Int. J. Adv. Manuf. Technol. 2011, 59, 1025–1035. [Google Scholar] [CrossRef]
- Dietrich, K.; Diller, J.; Dubiez-Le Goff, S.; Bauer, D.; Forêt, P.; Witt, G. The influence of oxygen on the chemical composition and mechanical properties of Ti-6Al-4V during laser powder bed fusion (L-PBF). Addit. Manuf. 2020, 32, 100980. [Google Scholar] [CrossRef]
- Pauzon, C.; Dietrich, K.; Forêt, P.; Dubiez-Le Goff, S.; Hryha, E.; Witt, G. Control of residual oxygen of the process atmosphere during laser-powder bed fusion processing of Ti-6Al-4V. Addit. Manuf. 2021, 38, 101765. [Google Scholar] [CrossRef]
- Hu, Z.; Zhu, H.; Nie, X.; Zhang, C.; Zhang, H.; Zeng, X. On the role of atmospheric oxygen into mechanical properties and fracture behavior of selective laser melted AlCu5MnCdVA. Mater. Des. 2018, 150, 18–27. [Google Scholar] [CrossRef]
- Iveković, A.; Omidvari, N.; Vrancken, B.; Lietaert, K.; Thijs, L.; Vanmeensel, K.; Vleugels, J.; Kruth, J.P. Selective laser melting of tungsten and tungsten alloys. Int. J. Refract. Met. Hard Mater. 2018, 72, 27–32. [Google Scholar] [CrossRef]
- Baroutaji, A.; Arjunan, A.; Robinsion, J.; Ramadan, M.; Abdelkareem, M.A.; Olabi, A.-G. Metallic Meta-Biomaterial as Biomedical Implants. Encycl. Smart Mater. 2022, 70–80. [Google Scholar] [CrossRef]
- Wanniarachchi, C.T.; Arjunan, A.; Baroutaji, A.; Singh, M. Mechanical performance of additively manufactured cobalt-chromium-molybdenum auxetic meta-biomaterial bone scaffolds. J. Mech. Behav. Biomed. Mater. 2022, 134, 105409. [Google Scholar] [CrossRef]
- Yang, L.; Yan, C.; Han, C.; Chen, P.; Yang, S.; Shi, Y. Mechanical response of a triply periodic minimal surface cellular structures manufactured by selective laser melting. Int. J. Mech. Sci. 2018, 148, 149–157. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-mechanical property relationship of 3D printed strut, skeletal, and sheet based periodic metallic cellular materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Lee, D.W.; Rowshan, R.; Abu Al-Rub, R.K. Functionally graded and multi-morphology sheet TPMS lattices: Design, manufacturing, and mechanical properties. J. Mech. Behav. Biomed. Mater. 2020, 102, 103520. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rezgui, R.; Rowshan, R.; Du, H.; Fang, N.X.; Abu Al-Rub, R.K. Microarchitected Stretching-Dominated Mechanical Metamaterials with Minimal Surface Topologies. Adv. Eng. Mater. 2018, 20, 1800029. [Google Scholar] [CrossRef]
- Novak, N.; Al-Ketan, O.; Krstulović-Opara, L.; Rowshan, R.; Abu Al-Rub, R.K.; Vesenjak, M.; Ren, Z. Quasi-static and dynamic compressive behaviour of sheet TPMS cellular structures. Compos. Struct. 2021, 266, 113801. [Google Scholar] [CrossRef]
- Novak, N.; Borovinšek, M.; Al-Ketan, O.; Ren, Z.; Vesenjak, M. Impact and blast resistance of uniform and graded sandwich panels with TPMS cellular structures. Compos. Struct. 2022, 300, 116174. [Google Scholar] [CrossRef]
- Hou, Y.; Li, Y.; Cai, X.; Pan, C.; Wang, J.; Zhang, W.; Xu, P.; Fan, Z.; Gao, Y.; Li, Z.; et al. Mechanical response and response mechanism of AlSi10Mg porous structures manufactured by laser powder bed fusion: Experimental, theoretical and numerical studies. Mater. Sci. Eng. A 2022, 849, 143381. [Google Scholar] [CrossRef]
- Wu, S.; Yang, L.; Yang, X.; Chen, P.; Su, J.; Wu, H.; Liu, Z.; Wang, H.; Wang, C.; Yan, C.; et al. Mechanical properties and energy absorption of AlSi10Mg Gyroid lattice structures fabricated by selective laser melting. Smart Manuf. 2022, 1. [Google Scholar] [CrossRef]
- Ejeh, C.J.; Barsoum, I.; Abu Al-Rub, R.K. Flexural properties of functionally graded additively manufactured AlSi10Mg TPMS latticed-beams. Int. J. Mech. Sci. 2022, 223, 107293. [Google Scholar] [CrossRef]
- Yin, H.; Liu, Z.; Dai, J.; Wen, G.; Zhang, C. Crushing behavior and optimization of sheet-based 3D periodic cellular structures. Compos. Part B Eng. 2020, 182, 107565. [Google Scholar] [CrossRef]
- Baroutaji, A.; Arjunan, A.; Stanford, M.; Robinson, J.; Olabi, A.G. Deformation and energy absorption of additively manufactured functionally graded thickness thin-walled circular tubes under lateral crushing. Eng. Struct. 2021, 226, 111324. [Google Scholar] [CrossRef]
- ISO 6892-1:2016; Metallic Materials- Tensile Testing Part 1: Method of Test at Room Temperature. International Organization for Standardization (ISO): Geneva, Switzerland; Bsi: London, UK, 2011. Available online: https://www.iso.org/standard/61856.html (accessed on 24 November 2022).
- ISO 13314:2011; Mechanical Testing of Metals—Ductility Testing—Compression Test for Porous and Cellular Metals. International Organization for Standardization (ISO): Geneva, Switzerland, 2011. Available online: https://www.iso.org/standard/53669.html (accessed on 24 November 2022).
- ISO 7500-1:2018; Metallic Materials—Calibration and Verification of Static Uniaxial Testing Machines—Part 1: Tension/Compression Testing Machines—Calibration and Verification of the Force-measur. International Organization for Standardization (ISO): Geneva, Switzerland, 2011. Available online: https://www.iso.org/standard/72572.html (accessed on 19 November 2022).
- Arjunan, A.; Singh, M.; Baroutaji, A.; Wang, C. Additively manufactured AlSi10Mg inherently stable thin and thick-walled lattice with negative Poisson’s ratio. Compos. Struct. 2020, 247, 112469. [Google Scholar] [CrossRef]
- Fiedler, T.; Dörries, K.; Rösler, J. Selective laser melting of Al and AlSi10Mg: Parameter study and creep experiments. Prog. Addit. Manuf. 2021, 7, 583–592. [Google Scholar] [CrossRef]
- Zhao, M.; Zhang, D.Z.; Liu, F.; Li, Z.; Ma, Z.; Ren, Z. Mechanical and energy absorption characteristics of additively manufactured functionally graded sheet lattice structures with minimal surfaces. Int. J. Mech. Sci. 2020, 167, 105262. [Google Scholar] [CrossRef]
- Zhang, C.; Zheng, H.; Yang, L.; Li, Y.; Jin, J.; Cao, W.; Yan, C.; Shi, Y. Mechanical responses of sheet-based gyroid-type triply periodic minimal surface lattice structures fabricated using selective laser melting. Mater. Des. 2022, 214, 110407. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AlSi10Mg | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al | Si | Fe | Cu | Mn | Mg | Ni | Zn | Pb | Sn | Ti |
| Bal. | 9–11 | 0.055 | 0.05 | 0.45 | 0.2–0.45 | 0.05 | 0.1 | 0.05 | 0.05 | 0.15 |
| OC (ppm) | E (GPa) | (MPa) | (MPa) | (mm/mm) |
|---|---|---|---|---|
| 100 | 22.75 | 238 | 353.37 | 0.055 |
| 1000 | 22.016 | 244 | 356.46 | 0.052 |
| OC (ppm) | (MPa) | (MPa) | (MPa) | E (MPa) | U (kJ/m3) | SEA (kJ/kg) | |
|---|---|---|---|---|---|---|---|
| 100 | 0.3307 | 50.37 | 38.95 | 35.96 | 807.88 | 18,206 | 20.62 |
| 1000 | 0.3307 | 55.12 | 42.35 | 36.22 | 807.91 | 18,319.50 | 20.75 |
| OC (ppm) | (MPa) | (MPa) | (MPa) | E (MPa) | U (kJ/m3) | SEA (kJ/kg) | |
|---|---|---|---|---|---|---|---|
| 100 | 0.193 | 34.905 | 19.15 | 18.96 | 546.81 | 13,011.98 | 25.23 |
| 1000 | 0.191 | 36.705 | 15.475 | 19.03 | 587.67 | 13,144.81 | 25.78 |
| OC (ppm) | (MPa) | (MPa) | (MPa) | E (MPa) | U (kJ/m3) | SEA (kJ/kg) | |
|---|---|---|---|---|---|---|---|
| 100 | 0.33 | 33.23 | 29.35 | 27.344 | 654.105 | 14,081.45 | 15.95 |
| 1000 | 0.33 | 33.17 | 30 | 26.97 | 655.33 | 13,871.85 | 15.71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baroutaji, A.; Arjunan, A.; Beal, J.; Robinson, J.; Coroado, J. The Influence of Atmospheric Oxygen Content on the Mechanical Properties of Selectively Laser Melted AlSi10Mg TPMS-Based Lattice. Materials 2023, 16, 430. https://doi.org/10.3390/ma16010430
Baroutaji A, Arjunan A, Beal J, Robinson J, Coroado J. The Influence of Atmospheric Oxygen Content on the Mechanical Properties of Selectively Laser Melted AlSi10Mg TPMS-Based Lattice. Materials. 2023; 16(1):430. https://doi.org/10.3390/ma16010430
Chicago/Turabian StyleBaroutaji, Ahmad, Arun Arjunan, James Beal, John Robinson, and Julio Coroado. 2023. "The Influence of Atmospheric Oxygen Content on the Mechanical Properties of Selectively Laser Melted AlSi10Mg TPMS-Based Lattice" Materials 16, no. 1: 430. https://doi.org/10.3390/ma16010430