
The Influence of Ethynyl In-Chain Crosslinkers on the Properties of 6FDA-Based Polyimides

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Fracture Toughness on Bulk Specimens
3.2. DSC
3.3. Coefficient of Thermal Expansion
3.4. Weight Loss and Oxidation Layer Measurements
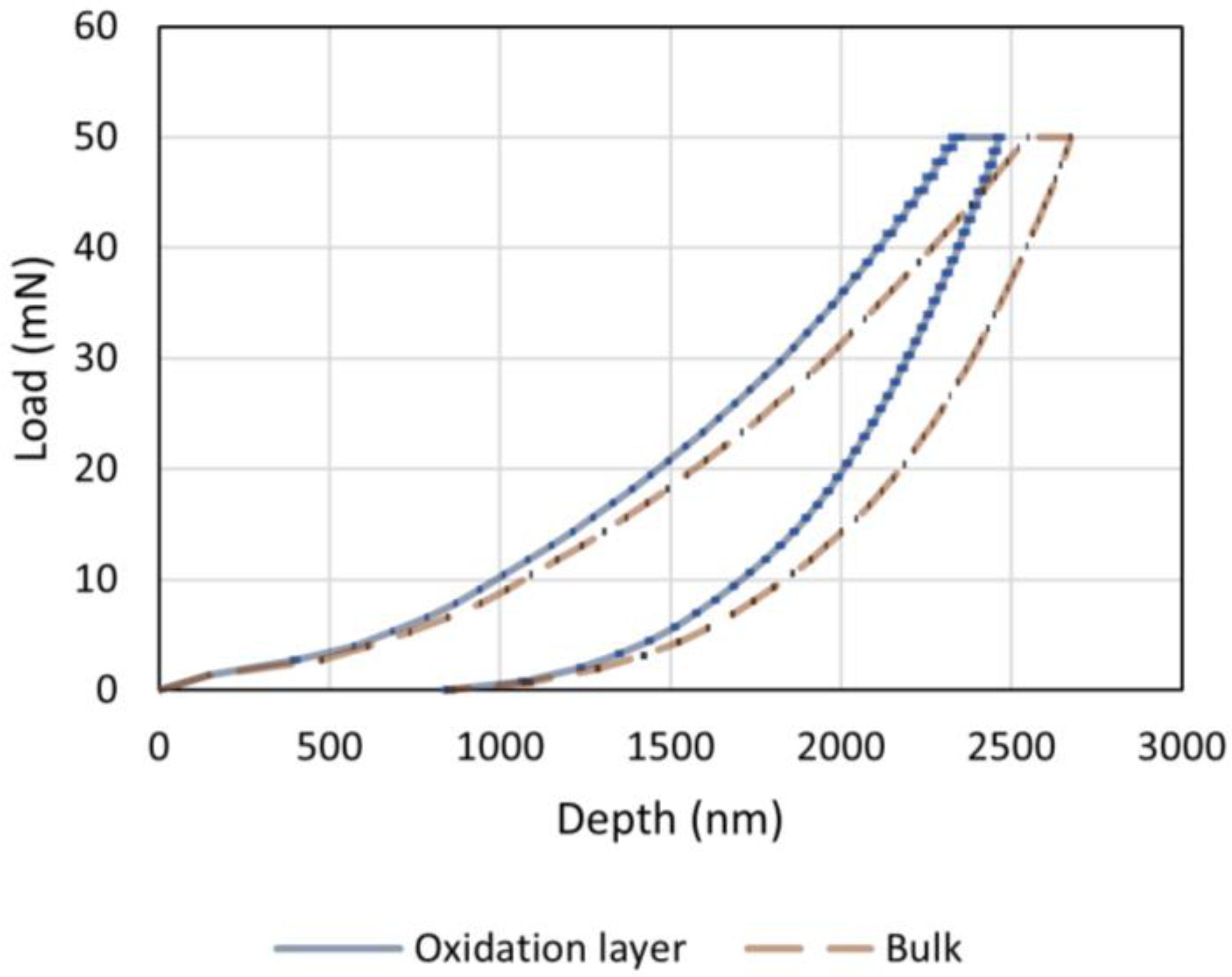
3.5. Nanoindentation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Fernberg, P.; Gong, G.; Mannberg, P.; Tsampas, S. Development of Novel High Tg Polyimide-Based Composites. Part I: RTM Processing Properties. J. Compos. Mater. 2018, 52, 253–260. [Google Scholar] [CrossRef]
- Tsampas, S.; Fernberg, P.; Joffe, R. Development of Novel High Tg Polyimide-Based Composites. Part II: Mechanical Characterisation. J. Compos. Mater. 2018, 52, 261–274. [Google Scholar] [CrossRef]
- Schoeppner, G.A.; Tandon, G.P.; Pochiraju, K.v. Predicting Thermooxidative Degradation and Performance of High-Temperature Polymer Matrix Composites. In Multiscale Modeling and Simulation of Composite Materials and Structures; Springer: Boston, MA, USA, 2008; pp. 359–462. [Google Scholar] [CrossRef]
- Petkov, V.I.; Joffe, R.; Fernberg, P. Thermal Oxidative Aging of Satin Weave and Thin-ply Polyimide Composites. Polym. Compos. 2022, 43, 2615–2627. [Google Scholar] [CrossRef]
- Standard Test Methods for Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials. Available online: https://www.astm.org/d5045-14.html (accessed on 27 October 2022).
- Standard Test Method for Linear Thermal Expansion of Solid Materials by Thermomechanical Analysis. Available online: https://www.astm.org/e0831-19.html (accessed on 26 October 2022).
- Lu, Y.C.; Tandon, G.P.; Jones, D.C.; Schoeppner, G.A. Elastic and Viscoelastic Characterization of Thermally-Oxidized Polymer Resin Using Nanoindentation. Mech. Time Depend. Mater. 2009, 13, 245–260. [Google Scholar] [CrossRef]
- Lu, Y.C.; Tandon, G.P.; Putthanarat, S.; Schoeppner, G.A. Nanoindentation Strain Rate Sensitivity of Thermo-Oxidized PMR-15 Polyimide. J. Mater. Sci. 2009, 44, 2119–2127. [Google Scholar] [CrossRef]
- Cocson, J.K.; Hau, C.S.; Lee, P.M.; Poon, C.C.; Zhong, A.H.; Rogers, J.A.; Nelson, K.A. Characterization of 6FDA-APBP Polyimide Films through Impulsive Stimulated Thermal Scattering. J. Mater. Sci. 1995, 30, 5960–5966. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Zotti, A.; Elmahdy, A.; Zuppolini, S.; Borriello, A.; Verleysen, P.; Zarrelli, M. Aromatic Hyperbranched Polyester/RTM6 Epoxy Resin for EXTREME Dynamic Loading Aeronautical Applications. Nanomaterials 2020, 10, 188. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Domun, N.; Hadavinia, H.; Zhang, T.; Liaghat, G.; Vahid, S.; Spacie, C.; Paton, K.R.; Sainsbury, T. Improving the Fracture Toughness Properties of Epoxy Using Graphene Nanoplatelets at Low Filler Content. Nanocomposites 2017, 3, 85–96. [Google Scholar] [CrossRef]
- Li, Y.; Huang, K.; Yu, H.; Hao, L.; Guo, L. Experimentally Validated Phase-Field Fracture Modeling of Epoxy Resins. Compos. Struct. 2022, 279, 114806. [Google Scholar] [CrossRef]
- Dutruch, L.; Pascal, T.; Durand, V.; Senneron, M.; Sillion, B. Toughening of a High-Performance Bis-Nadimide Thermoset by Blending with High-Glass Transition Temperature Linear Polyimides. Polym. Adv. Technol. 1997, 8, 8–16. [Google Scholar] [CrossRef]
- Putthanarat, S.; Tandon, G.P.; Schoeppner, G.A. Influence of Polishing Time on Thermo-Oxidation Characterization of Isothermally Aged PMR-15 Resin. Polym. Degrad. Stab. 2007, 92, 2110–2120. [Google Scholar] [CrossRef]
- Li, X.; Miyauchi, M.; González, C.; Nutt, S. Thermal Oxidation of PEPA-Terminated Polyimide. High Perform. Polym. 2019, 31, 707–718. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID-number | KIC [MPa√m] | |
|---|---|---|
| MHT-R (1) | 0.85 | |
| MHT-R (2) | 0.80 | |
| MHT-R (3) | 0.70 | |
| Average | MHT-R | 0.78 |
| R300 (1) | 0.83 | |
| R300 (2) | 0.83 | |
| R300 (3) | 0.91 | |
| R300 (4) | 0.93 | |
| Average | R300 | 0.88 |
| ID-Number | Softening Point [°C] | Uncured Tg [°C] | Heat of Reaction [J/g] | Cured Tg [°C] | CTE [µm m−1 °C−1] |
|---|---|---|---|---|---|
| MHT-R (1) | 121.5 | 116.9 | 282.5 | 437.4 | 56.8 |
| MHT-R (2) | 130.5 | 117.3 | 271.9 | 432.2 | 55.6 |
| MHT-R (3) | 119.8 | 119.8 | 308.3 | 427.5 | 55.6 |
| MHT-R (Average) | 123.9 | 118.0 | 287.6 | 432.4 | 56.0 |
| R300 (1) | 132.7 | 130.1 | 257.1 | 401.1 | 53.9 |
| R300 (2) | 132.0 | 130.4 | 267.8 | 405.4 | 54.0 |
| R300 (3) | 131.0 | 129.5 | 263.6 | 408.4 | 55.7 |
| R300 (Average) | 131.9 | 130.3 | 262.7 | 405.0 | 54.3 |
| Bulk | Oxidation Layer | ||||
|---|---|---|---|---|---|
| Sample | Ageing Time [h] | Young’s Modulus [GPa] | Hardness [GPa] | Young’s Modulus [GPa] | Hardness [GPa] |
| MHT-R | 0 | 4.64 (±0.130) | 0.403 (±0.010) | N/A | N/A |
| MHT-R | 500 | 4.94 (±0.020) | 0.444 (±0.002) | 6.10 (±0.183) | 0.527 (±0.013) |
| MHT-R | 1000 | 4.82 (±0.022) | 0.453 (±0.003) | 5.22 (±0.080) | 0.487 (±0.010) |
| MHT-R | 1500 | 4.49 (±0.086) | 0.402 (±0.006) | 4.88 (±0.061) | 0.436 (±0.008) |
| R300 | 0 | 4.58 (±0.046) | 0.373 (±0.006) | N/A | N/A |
| R300 | 500 | 4.96 (±0.177) | 0.412 (±0.006) | 5.72 (±0.104) | 0.489 (±0.010) |
| R300 | 1000 | 4.76 (±0.017) | 0.444 (±0.003) | 4.84 (±0.040) | 0.452 (±0.006) |
| R300 | 1500 | 4.69 (±0.018) | 0.437 (±0.002) | 4.72 (±0.072) | 0.443 (±0.006) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petkov, V.I.; Pelcastre, L.; Solano, C.; Fernberg, P. The Influence of Ethynyl In-Chain Crosslinkers on the Properties of 6FDA-Based Polyimides. Materials 2023, 16, 169. https://doi.org/10.3390/ma16010169
Petkov VI, Pelcastre L, Solano C, Fernberg P. The Influence of Ethynyl In-Chain Crosslinkers on the Properties of 6FDA-Based Polyimides. Materials. 2023; 16(1):169. https://doi.org/10.3390/ma16010169
Chicago/Turabian StylePetkov, Valeri Ivanov, Leonardo Pelcastre, Carlos Solano, and Patrik Fernberg. 2023. "The Influence of Ethynyl In-Chain Crosslinkers on the Properties of 6FDA-Based Polyimides" Materials 16, no. 1: 169. https://doi.org/10.3390/ma16010169