
Experimental Investigation of Milling Performance of Silicon Nitride Ceramic Subject to Different Assisted Systems

Abstract
:1. Introduction
2. Materials and Methods
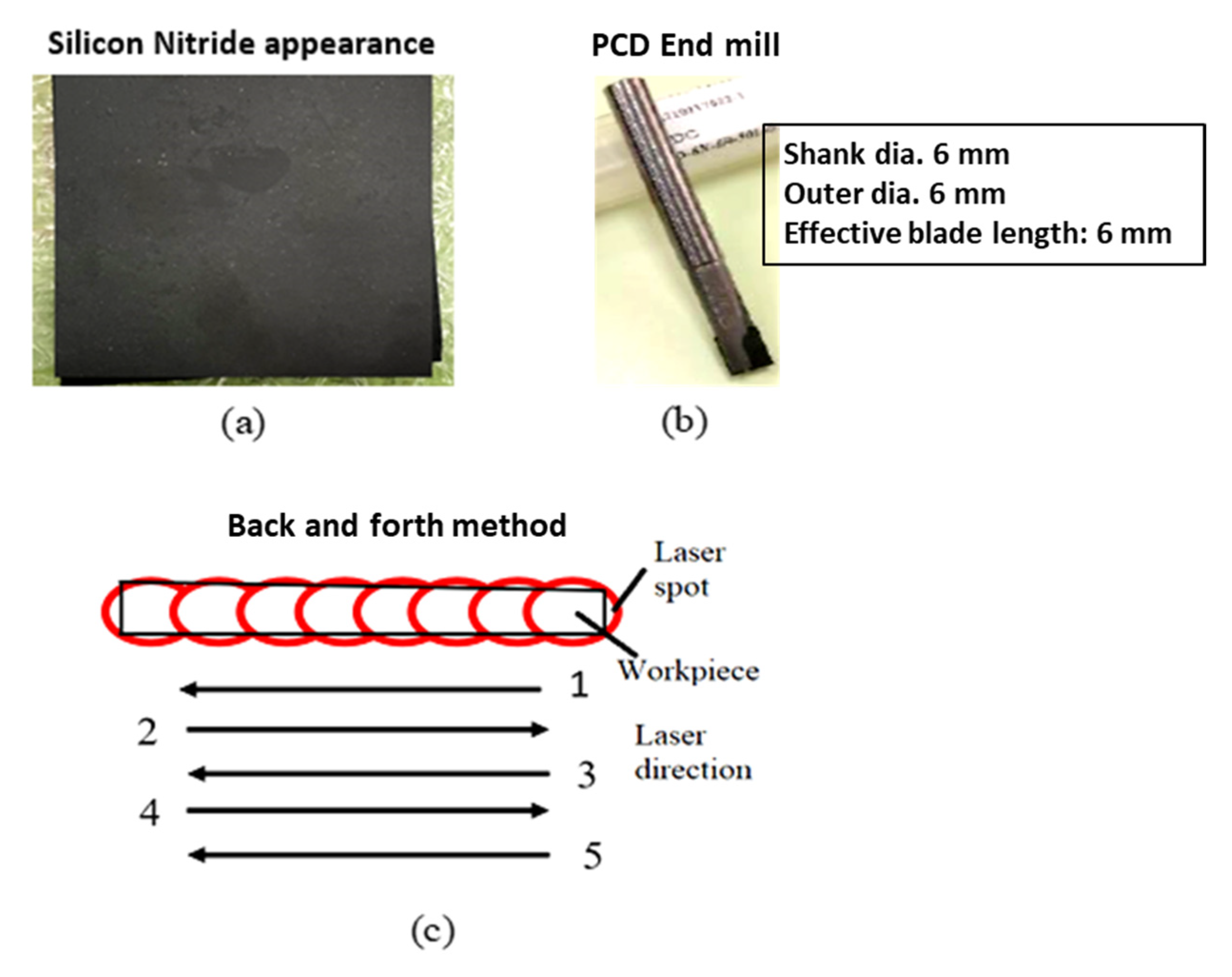
2.1. Materials
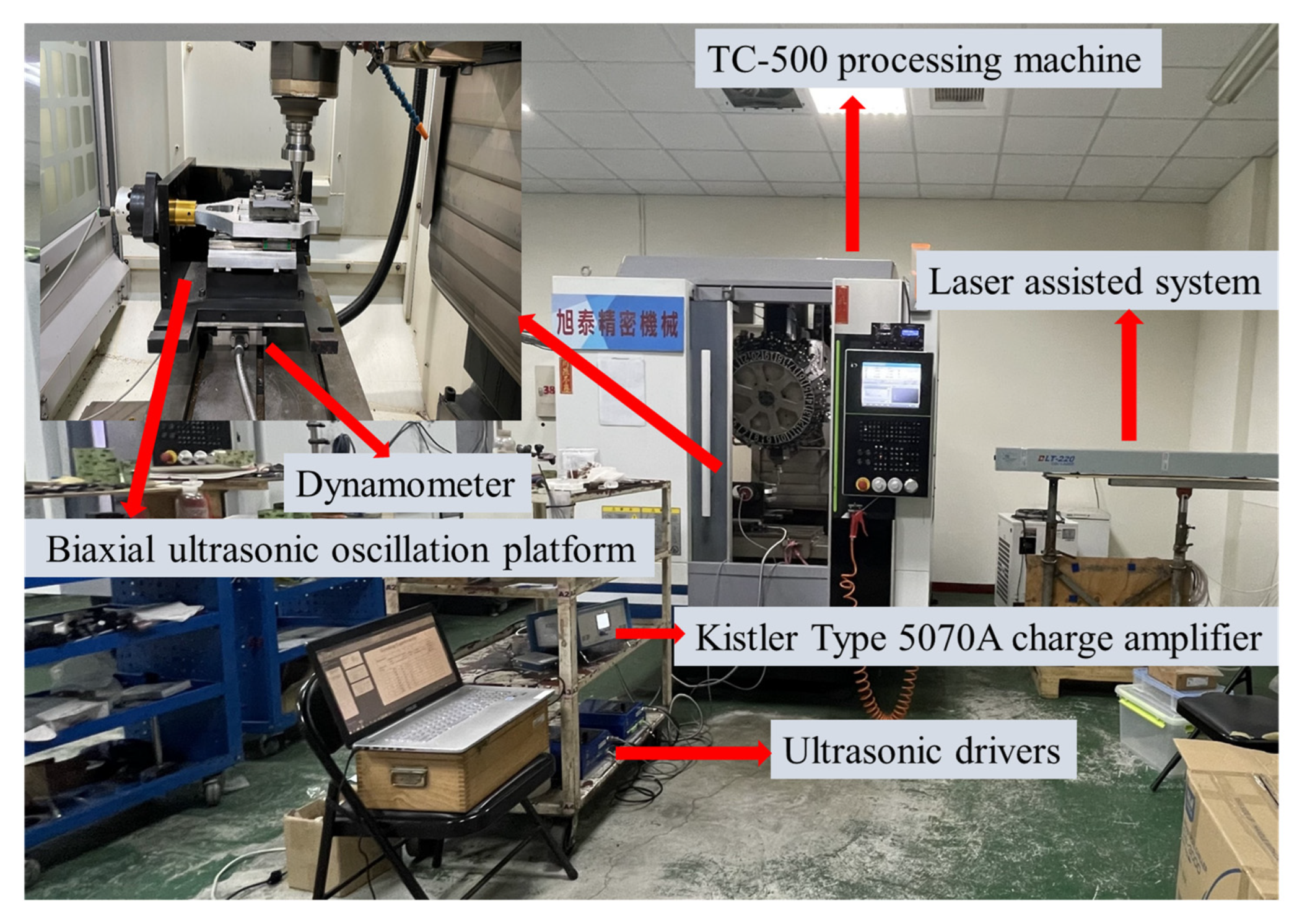
2.2. Experimental Setup
2.3. Experimental Procedure
3. Results and Discussion
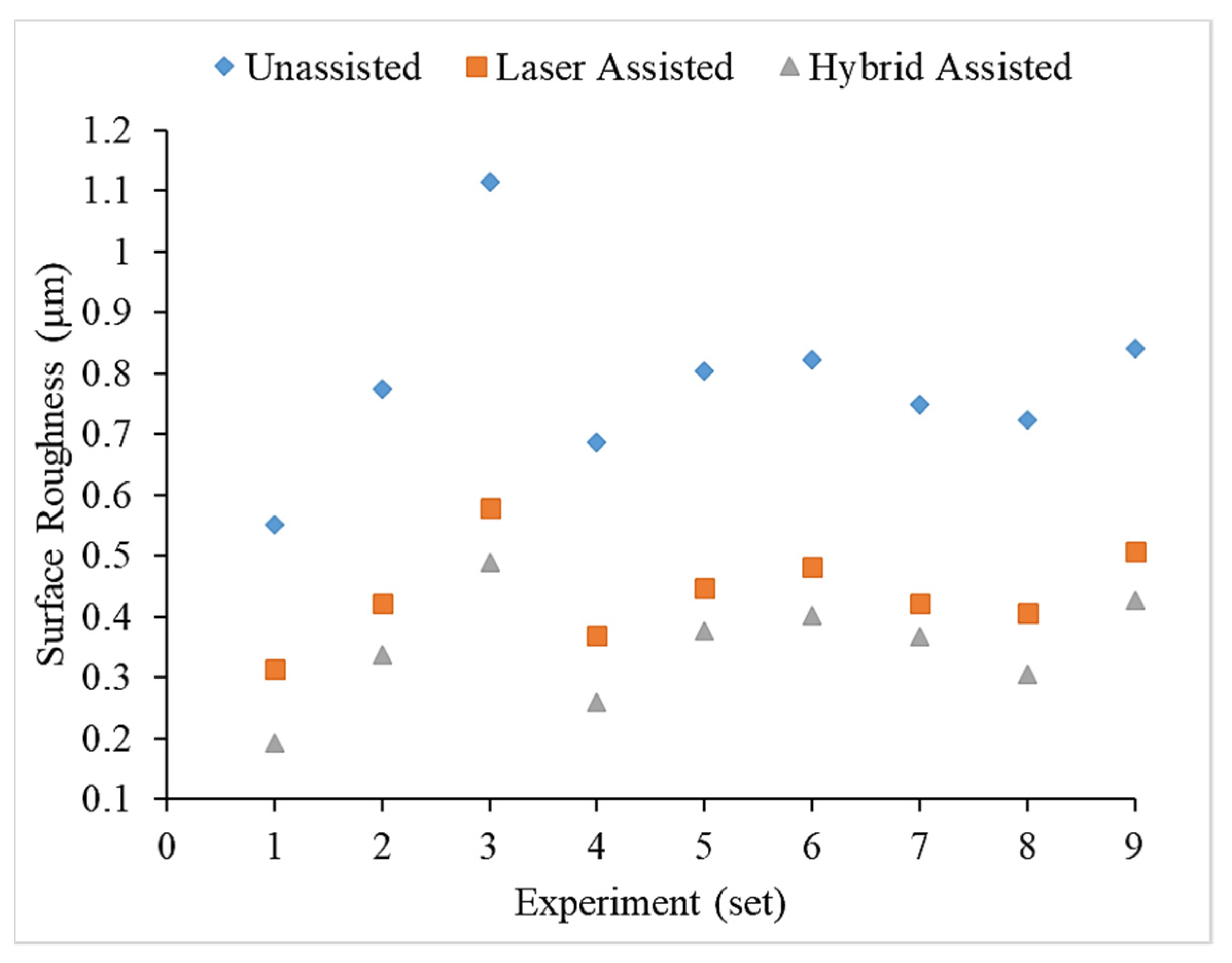
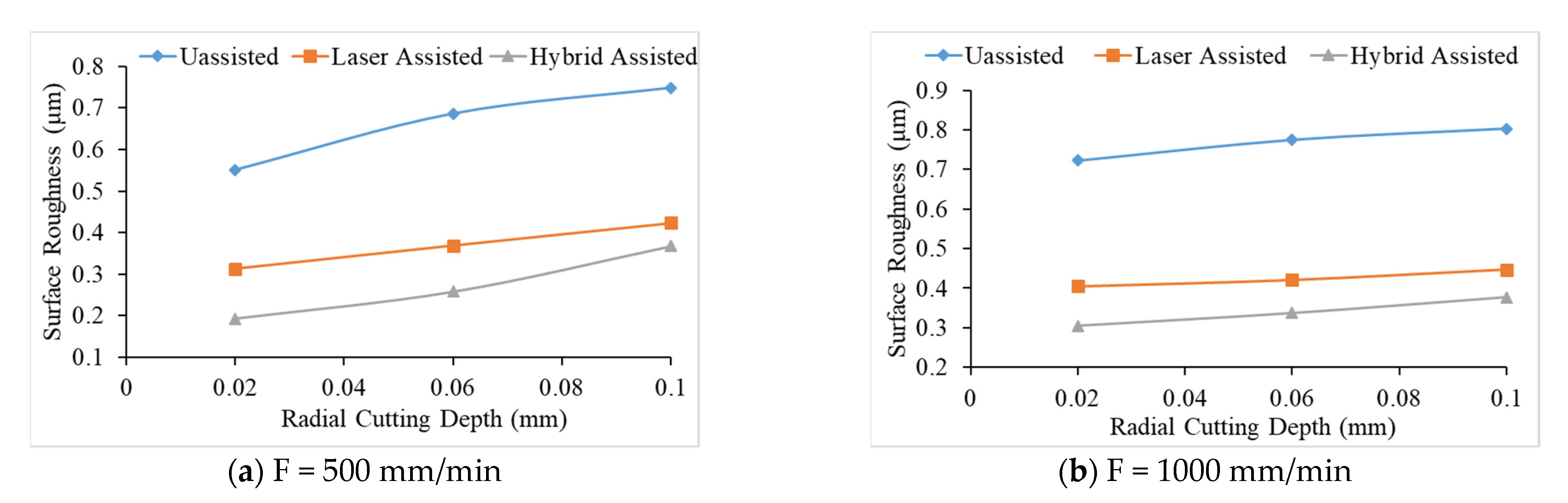
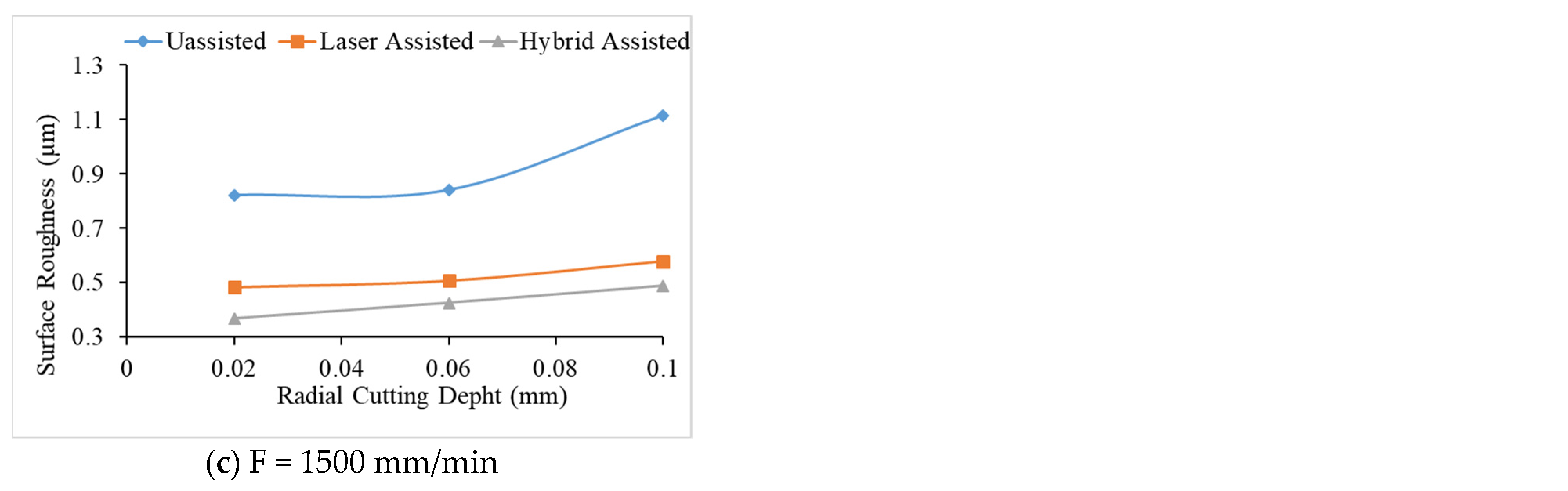
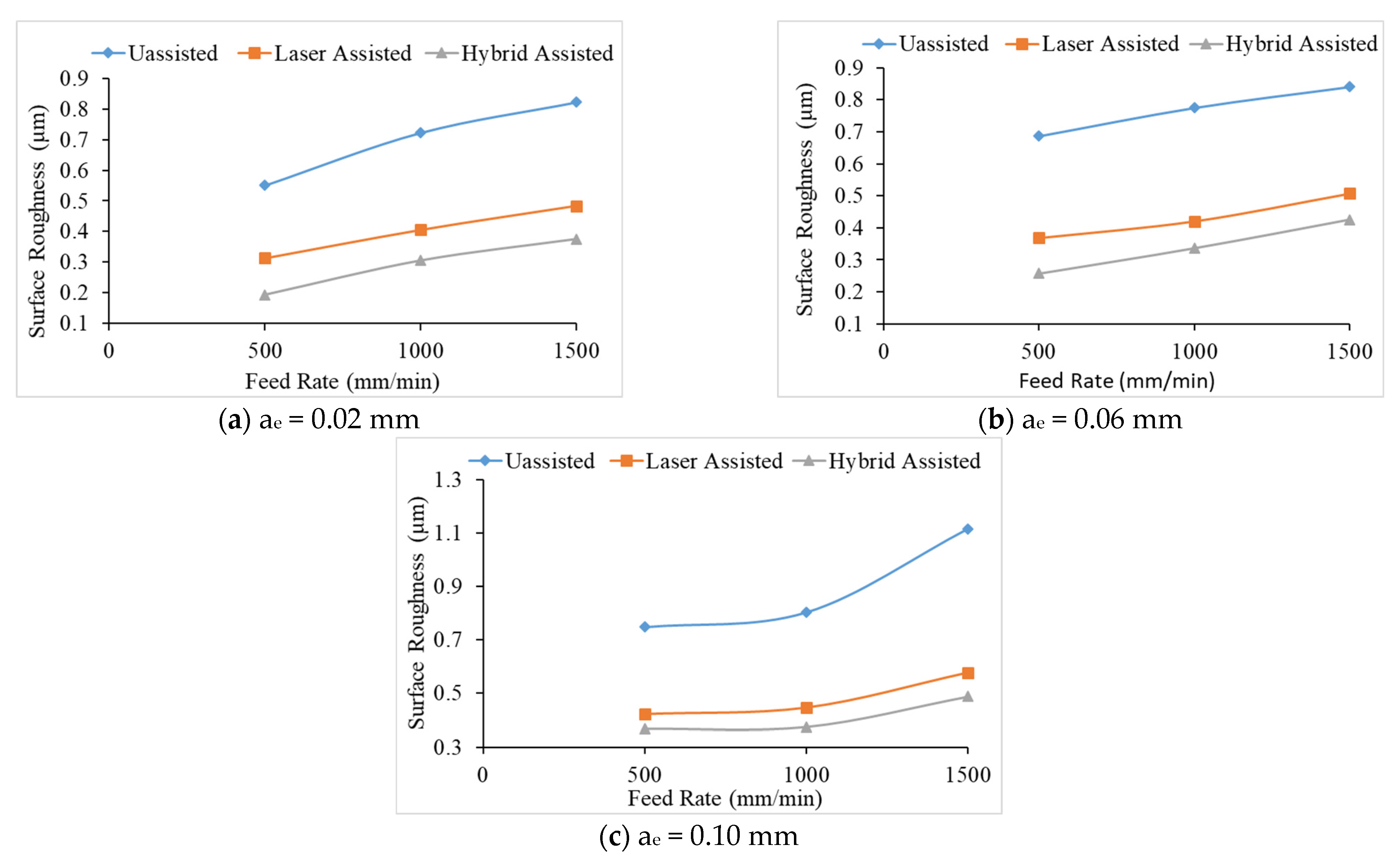
3.1. Surface Roughness Analysis
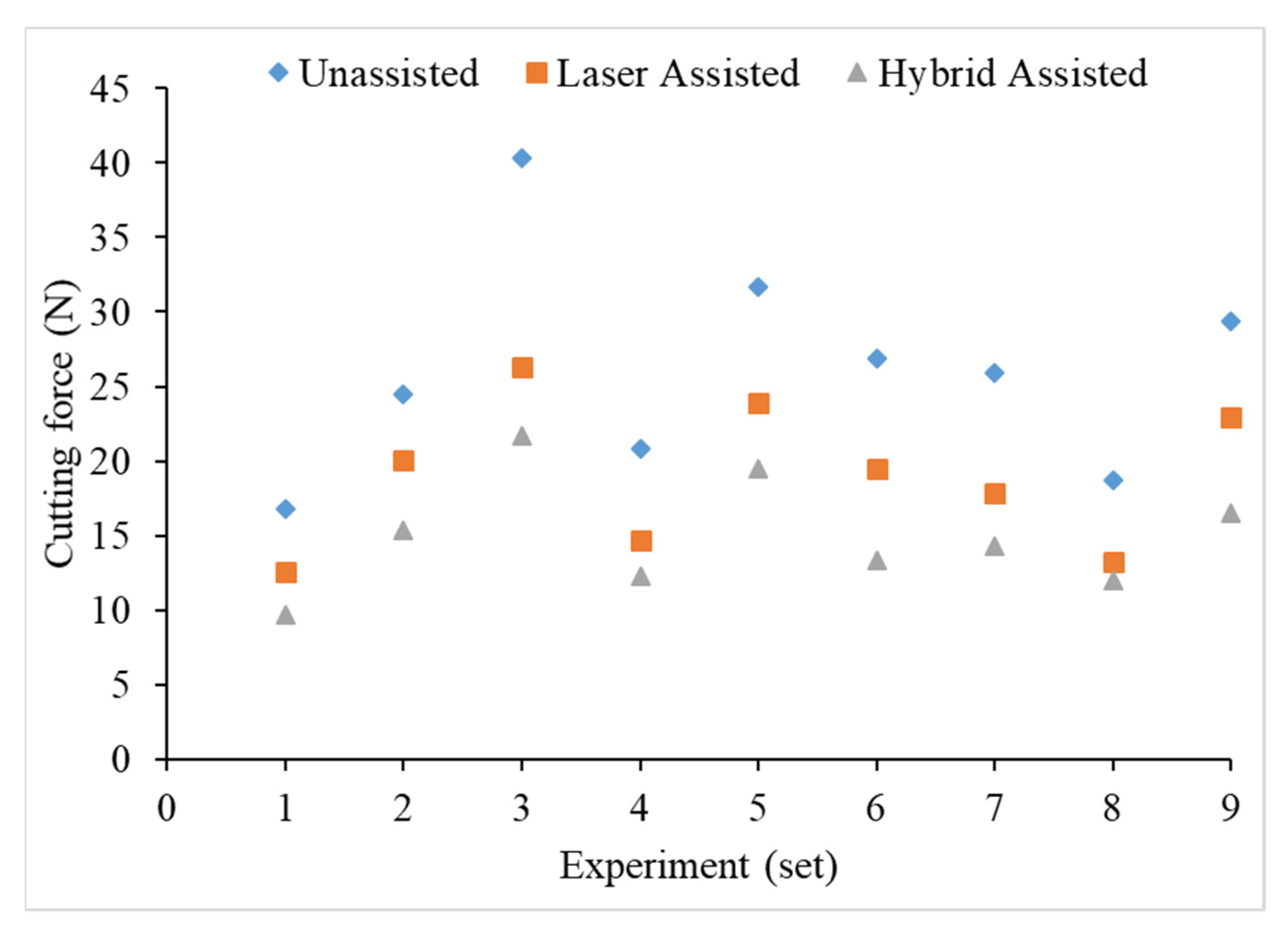
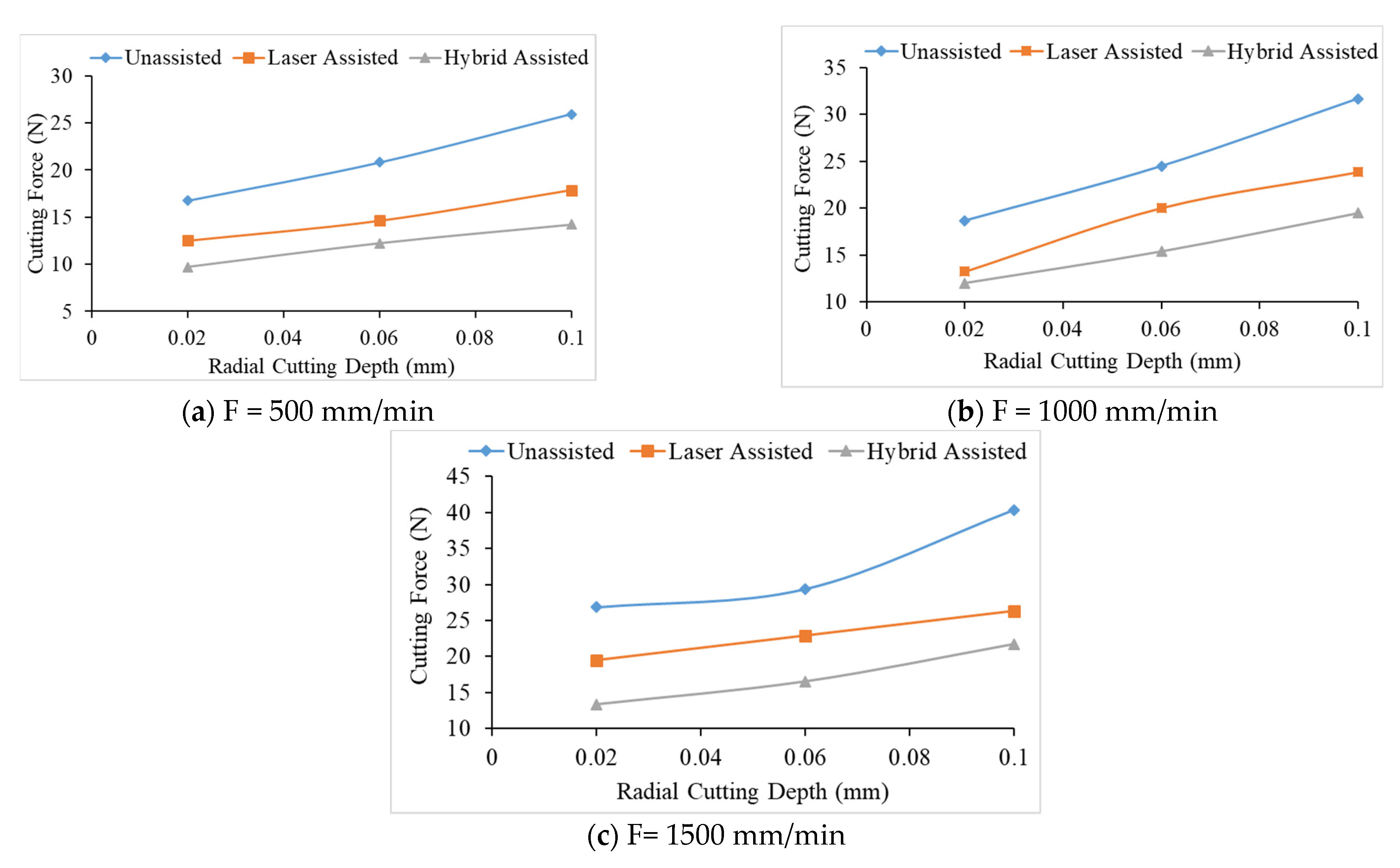
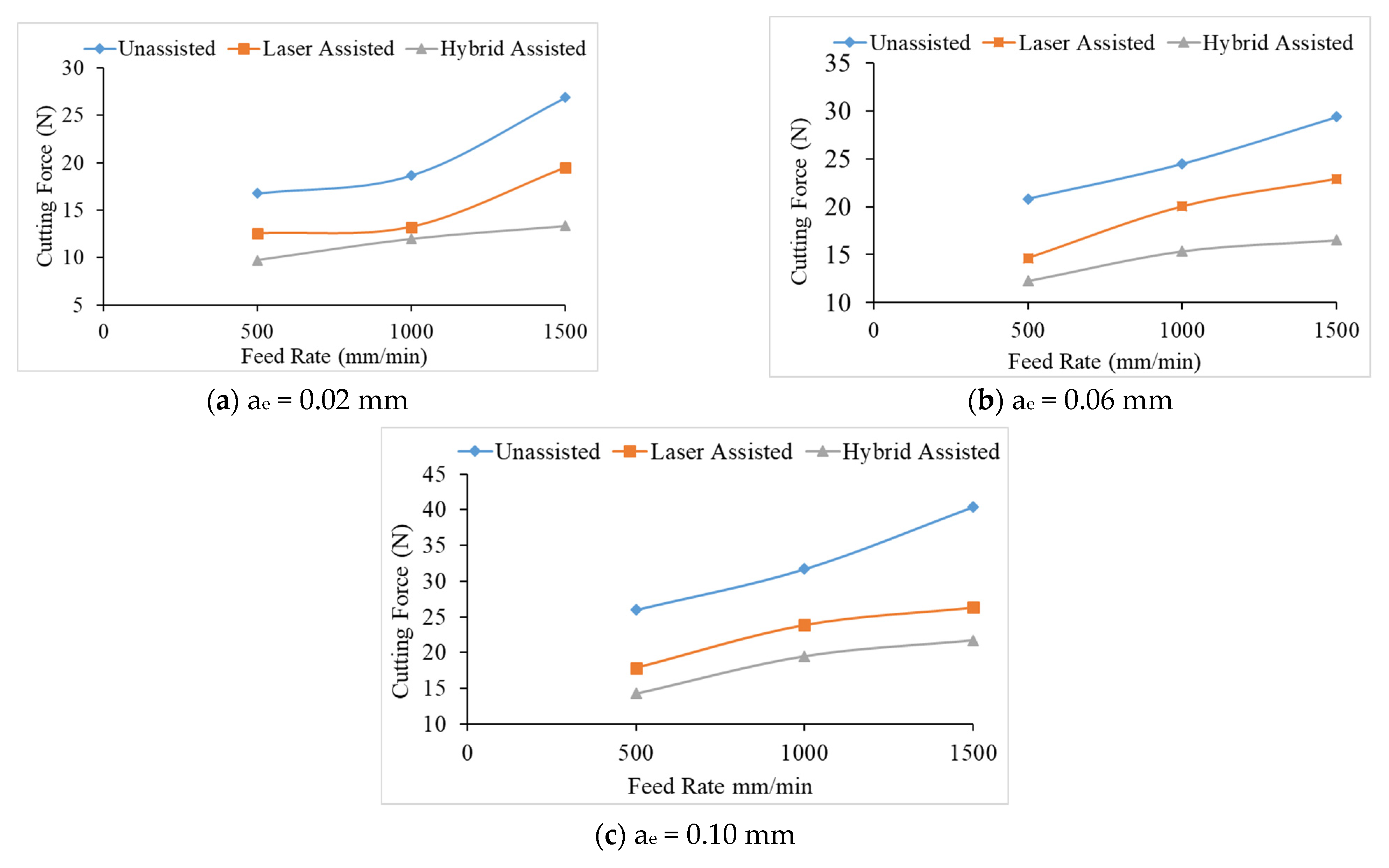
3.2. Cutting Force Comparison
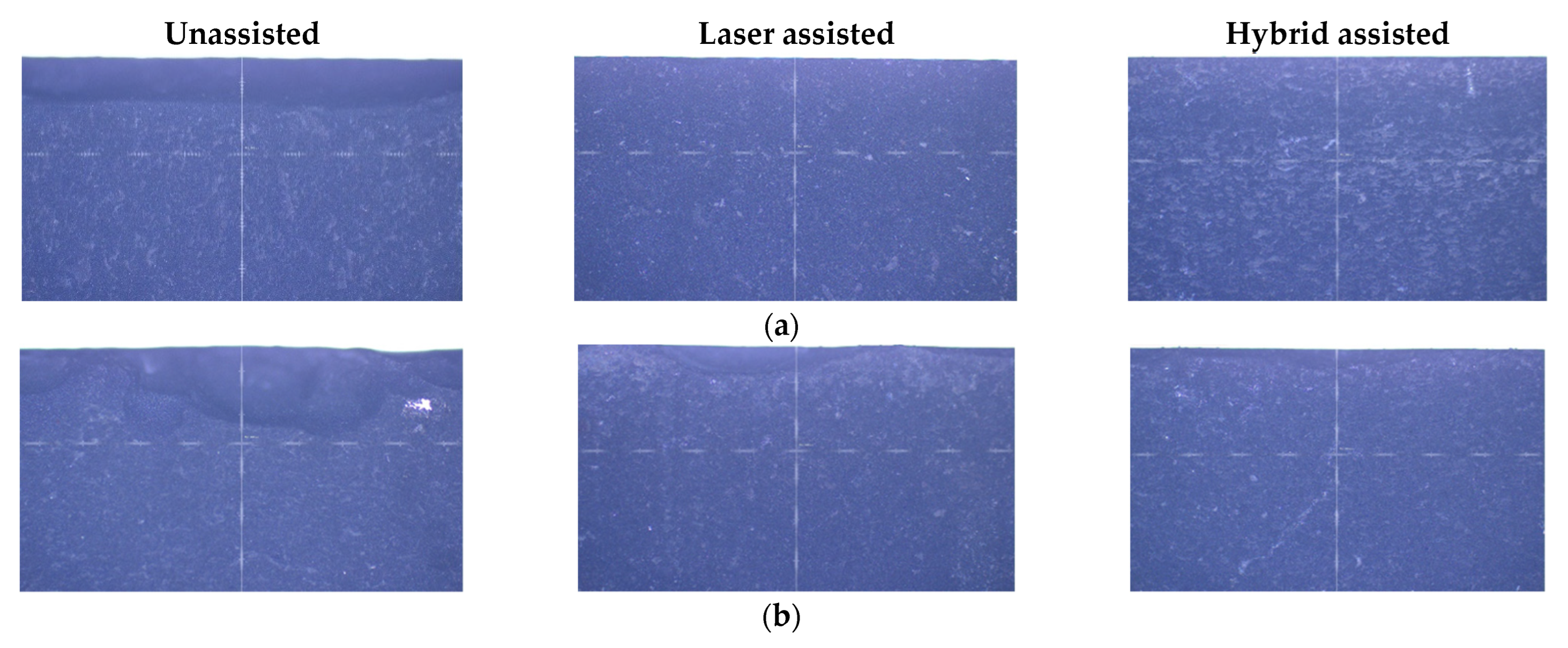
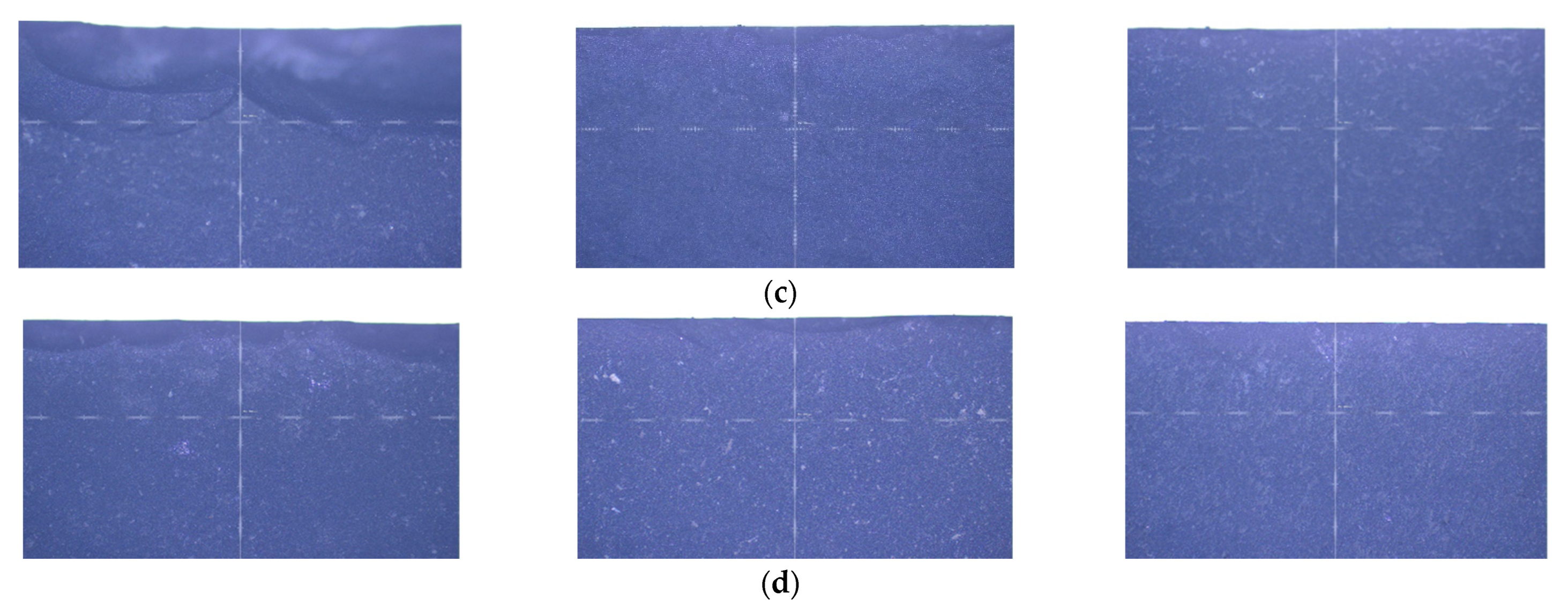
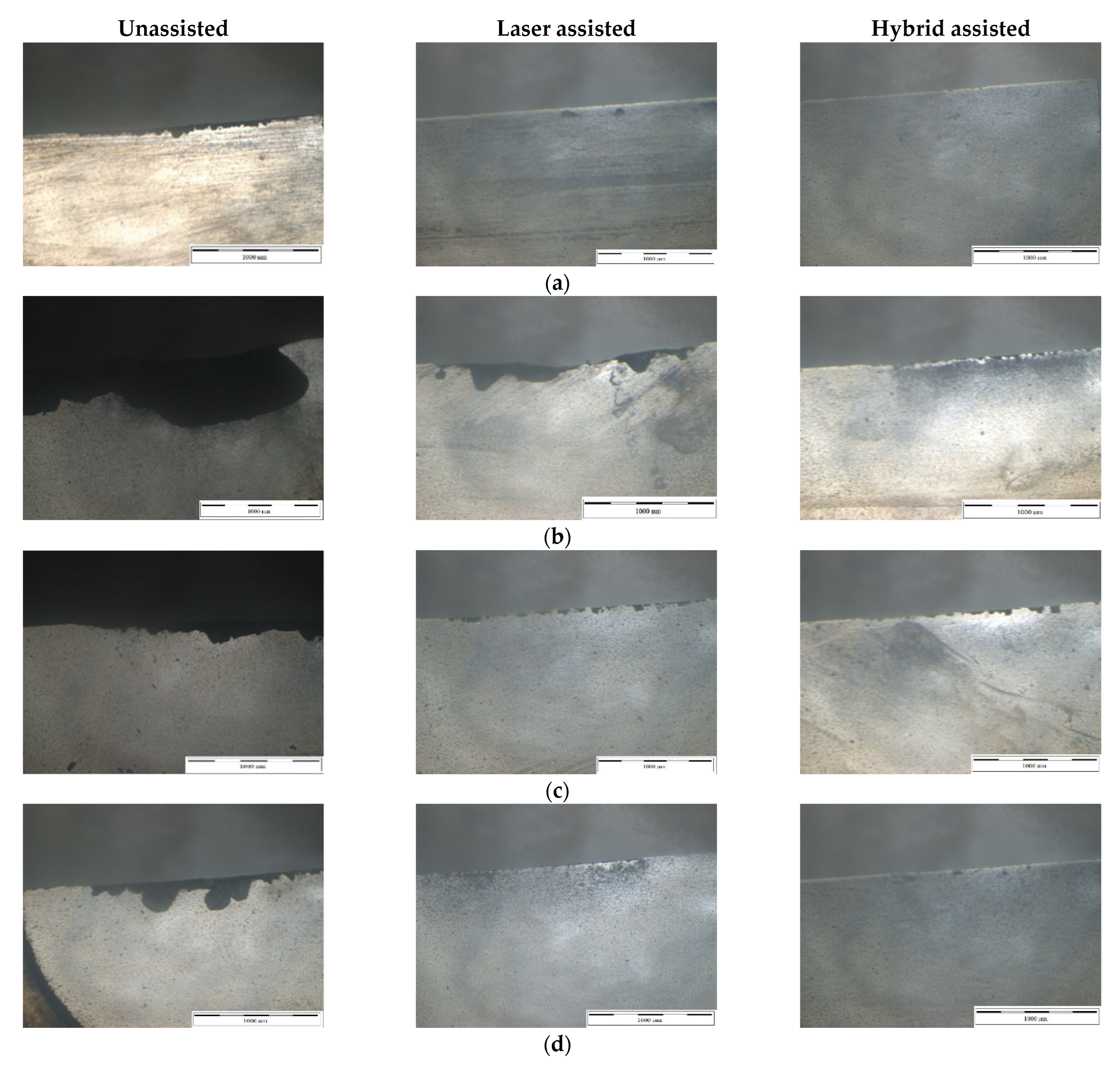
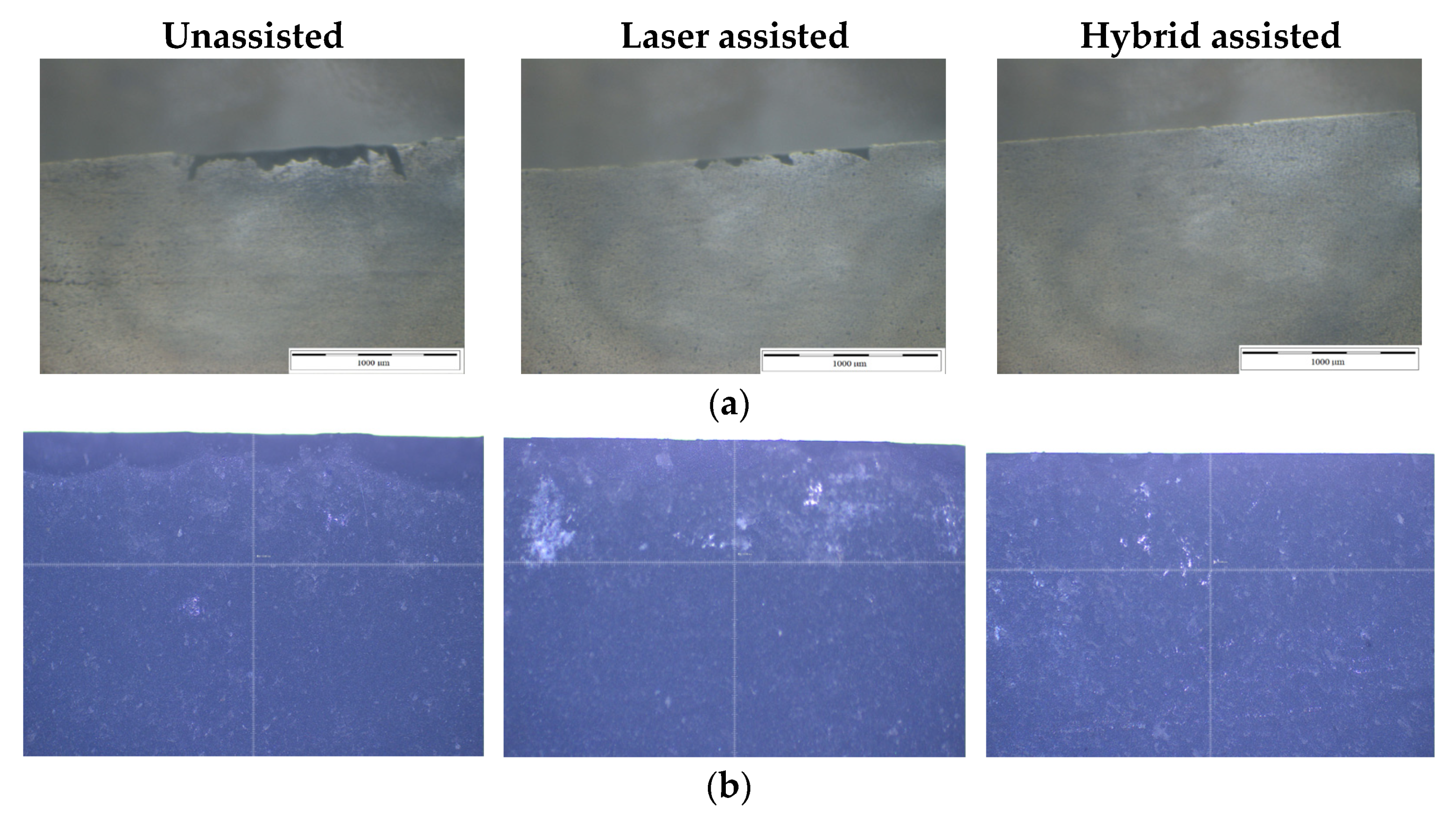
3.3. Edge Morphology Comparison
3.4. Tool Wear Comparison
3.5. Results of the Validation Experiment
4. Conclusions
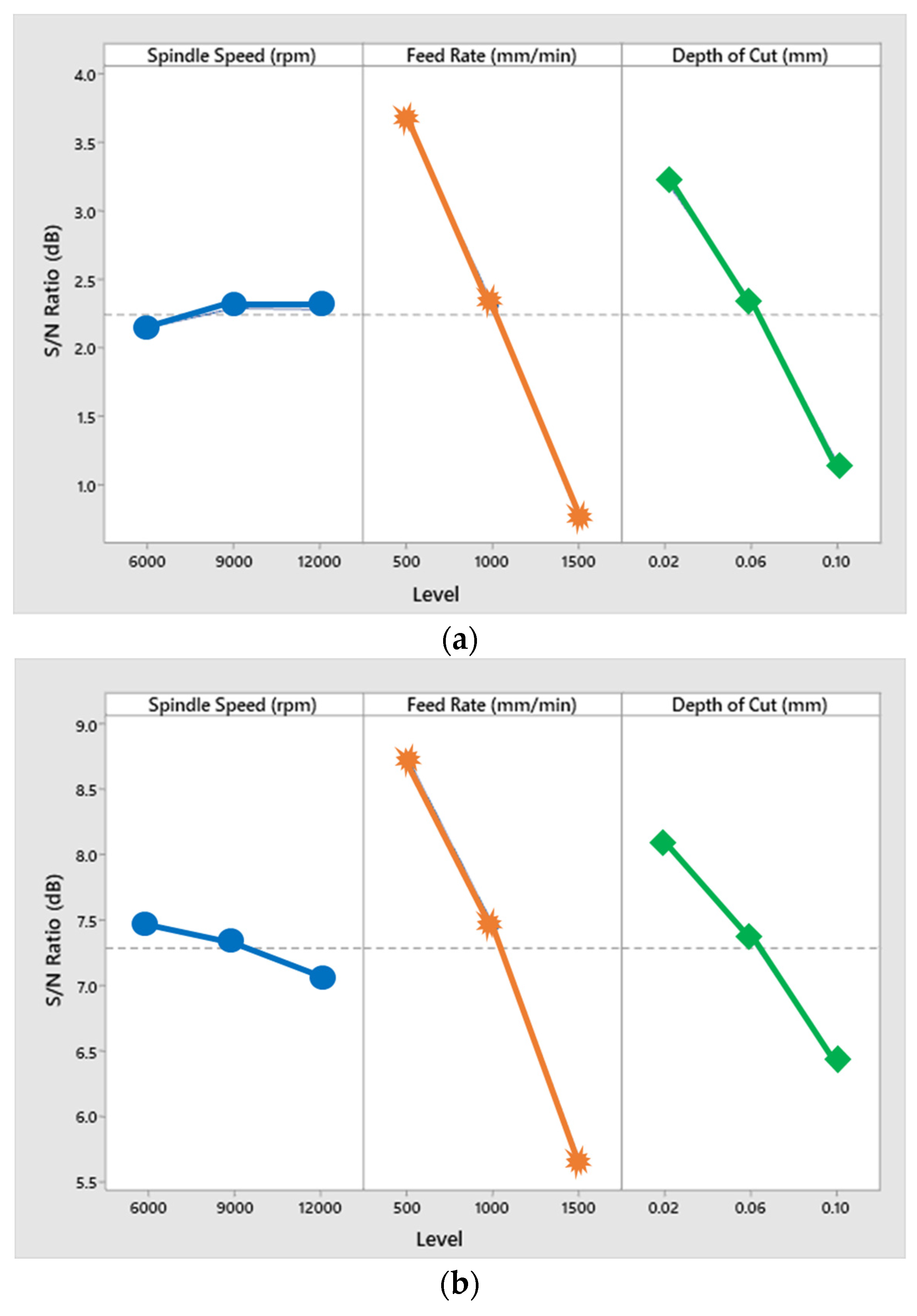
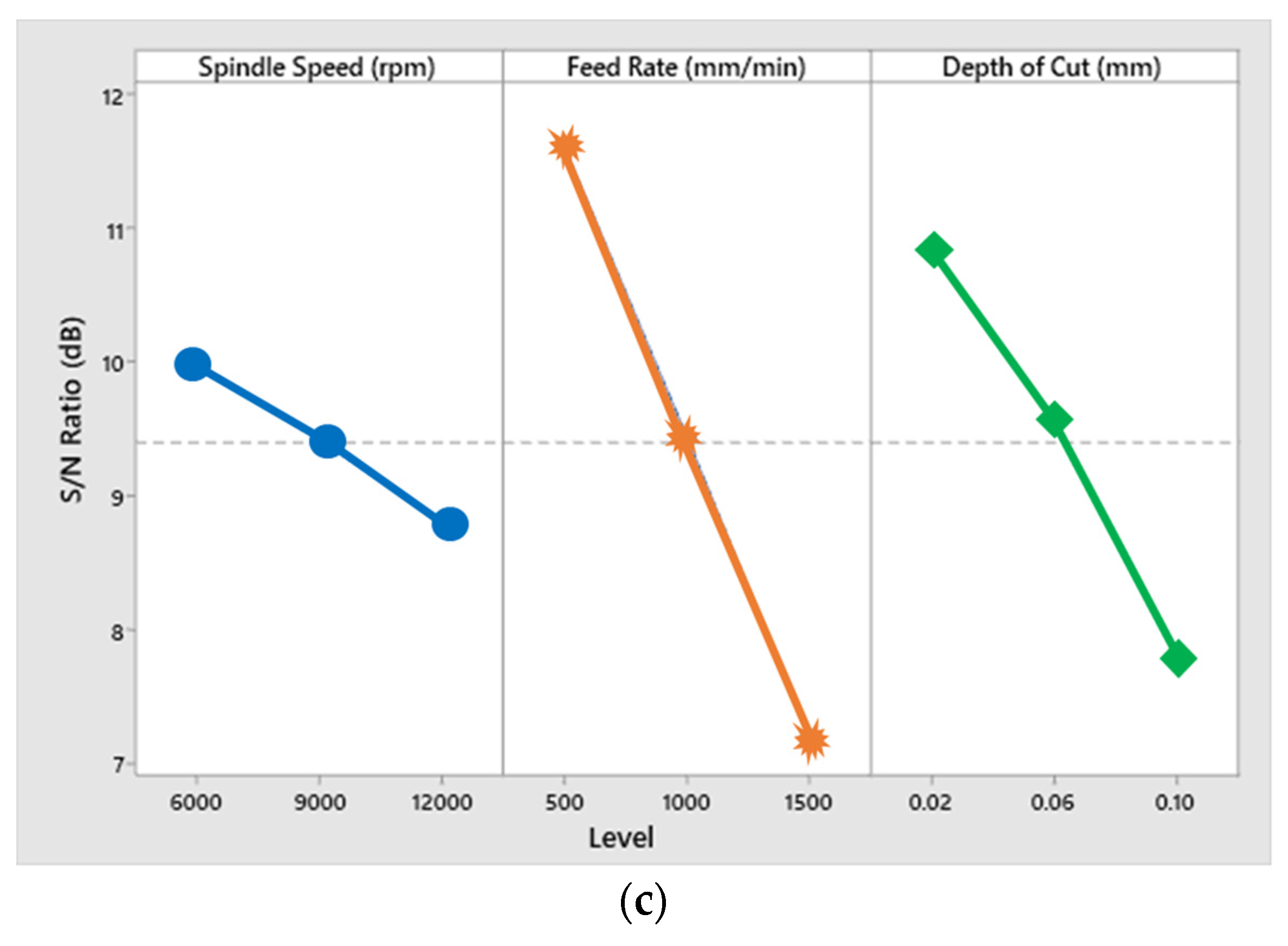
- The impact of each variable on the surface roughness of various auxiliary surfaces is investigated using variance analysis. The largest factor affecting the surface roughness of grinding is the feed rate, followed by the radial depth of cutting, and finally, the spindle speed; the largest factor affecting the surface roughness of milling is the feed rate, followed by the radial depth of cutting, and finally the spindle speed.
- Compared with no assistance, the use of laser and ultrasonic assistance can obtain better surface roughness and edge morphology for milling. The material processed by the milling cutter has better surface roughness. However, PCD milling cutters have a shorter tool life. The surface roughness of silicon nitride increases as the feed rate and radial depth of cutting increase. Under the complete Taguchi experiment, when compared to unassisted milling, laser-assisted and hybrid-assisted milling improved the total average surface roughness by 42% and 66%, respectively.
- The cutting forces are high for milling. The cutting force increases as the radial depth of cutting and feed rate increase for both milling and grinding. When compared to unassisted milling, laser-assisted and hybrid-assisted milling lowered the total cutting forces by 26% and 46%, respectively.
- The use of dual-axis laser and triaxial ultrasonic waves can effectively reduce sur-face roughness, cutting force, and edge morphology while improving tool life.
- The Taguchi method optimized parameters in this experiment plan are high spindle speed, low feed rate, and low radial depth of cutting.
- The validation experiment confirmed the findings of the ANOVA analysis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fan, B.; Zhao, X.; Liu, Z.; Xiang, Y.; Zheng, X. Inter-component synergetic corrosion inhibition mechanism of Passiflora edulia Sims shell extract for mild steel in pickling solution: Experimental, DFT and reactive dynamics investigations. Sustain. Chem. Pharm. 2022, 29, 100821. [Google Scholar] [CrossRef]
- Gong, P.; Wang, D.; Zhang, C.; Wang, Y.; Jamili-Shirvan, Z.; Yao, K.; Wang, X. Corrosion behavior of TiZrHfBeCu (Ni) high-entropy bulk metallic glasses in 3.5 wt.% NaCl. npj Mater. Degrad. 2022, 6, 1–14. [Google Scholar] [CrossRef]
- Han, M.-C.; Cai, S.-Z.; Wang, J.; He, H.-W. Single-side superhydrophobicity in Si3N4-doped and SiO2-treated polypropylene nonwoven webs with antibacterial activity. Polymers 2022, 14, 2952. [Google Scholar] [CrossRef] [PubMed]
- Krstic, Z.; Krstic, V.D. Silicon nitride: The engineering material of the future. J. Mater. Sci. 2012, 47, 535–552. [Google Scholar] [CrossRef]
- Bocanegra-Bernal, M.; Matovic, B. Mechanical properties of silicon nitride-based ceramics and its use in structural applications at high temperatures. Mater. Sci. Eng. A 2010, 527, 1314–1338. [Google Scholar] [CrossRef]
- Bal, B.S.; Rahaman, M. Orthopedic applications of silicon nitride ceramics. Acta Biomater. 2012, 8, 2889–2898. [Google Scholar] [CrossRef] [PubMed]
- Hegedüs, N.; Balázsi, K.; Balázsi, C. Silicon nitride and hydrogenated silicon nitride thin films: A review of fabrication methods and applications. Materials 2021, 14, 5658. [Google Scholar] [CrossRef]
- Zhao, Y.; Dong, S.; Hu, P.; Zhao, X.; Hong, C. Recent progress in synthesis, growth mechanisms, properties, and applications of silicon nitride nanowires. Ceram. Int. 2021, 47, 14944–14965. [Google Scholar] [CrossRef]
- Klemm, H. Silicon nitride for high-temperature applications. J. Am. Ceram. Soc. 2010, 93, 1501–1522. [Google Scholar] [CrossRef]
- Wilmart, Q.; El Dirani, H.; Tyler, N.; Fowler, D.; Malhouitre, S.; Garcia, S.; Casale, M.; Kerdiles, S.; Hassan, K.; Monat, C. A versatile silicon-silicon nitride photonics platform for enhanced functionalities and applications. Appl. Sci. 2019, 9, 255. [Google Scholar] [CrossRef]
- French, P.; Sarro, P.; Mallée, R.; Fakkeldij, E.; Wolffenbuttel, R. Optimization of a low-stress silicon nitride process for surface-micromachining applications. Sens. Actuators A Phys. 1997, 58, 149–157. [Google Scholar] [CrossRef]
- Guerrini, G.; Lutey, A.H.; Melkote, S.N.; Fortunato, A. High throughput hybrid laser assisted machining of sintered reaction bonded silicon nitride. J. Mater. Process. Technol. 2018, 252, 628–635. [Google Scholar] [CrossRef]
- Wang, X.W.; Zhang, H.Z.; Wu, X.F.; Wang, Y.; Yan, L.J. Experimental study on laser assisted milling of sintered silicon nitride ceramics. Appl. Mech. Mater. 2011, 201–206, 830–834. [Google Scholar]
- Melkote, S.; Kumar, M.; Hashimoto, F.; Lahoti, G. Laser assisted micro-milling of hard-to-machine materials. CIRP Ann. 2009, 58, 45–48. [Google Scholar] [CrossRef]
- Chang, C.-W.; Kuo, C.-P. An investigation of laser-assisted machining of Al2O3 ceramics planing. Int. J. Mach. Tools Manuf. 2007, 47, 452–461. [Google Scholar] [CrossRef]
- Yang, B.; Lei, S. Laser-assisted milling of silicon nitride ceramic: A machinability study. Int. J. Mechatron. Manuf. Syst. 2008, 1, 116–130. [Google Scholar] [CrossRef]
- Kumbera, T.G.; Cherukuri, H.P.; Patten, J.A.; Brand, C.J.; Marusich, T.D. Numerical simulations of ductile machining of silicon nitride with a cutting tool of defined geometry. Mach. Sci. Technol. 2001, 5, 341–351. [Google Scholar] [CrossRef]
- Shen, X.; Lei, S. Distinct element simulation of laser assisted machining of silicon nitride ceramics: Surface/subsurface cracks and damage. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Orlando, FL, USA, 5–11 November 2005; pp. 1267–1274. [Google Scholar]
- Shen, X.; Liu, W.; Lei, S. Three-dimensional thermal analysis for laser assisted milling of silicon nitride ceramics using FEA. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Orlando, FL, USA, 5–11 November 2005; pp. 445–452. [Google Scholar]
- Tian, Y.; Wu, B.; Anderson, M.; Shin, Y.C. Laser-assisted milling of silicon nitride ceramics and Inconel 718. J. Manuf. Sci. Eng. 2008, 130, 031013. [Google Scholar] [CrossRef]
- Kim, D.-H.; Lee, C.-M. A study on the laser-assisted ball-end milling of difficult-to-cut materials using a new back-and-forth preheating method. Int. J. Adv. Manuf. Technol. 2016, 85, 1825–1834. [Google Scholar] [CrossRef]
- Kang, D.; Lee, C. A study on the development of the laser-assisted milling process and a related constitutive equation for silicon nitride. CIRP Ann. 2014, 63, 109–112. [Google Scholar] [CrossRef]
- You, K.; Yan, G.; Luo, X.; Gilchrist, M.D.; Fang, F. Advances in laser assisted machining of hard and brittle materials. J. Manuf. Process. 2020, 58, 677–692. [Google Scholar] [CrossRef]
- Dargusch, M.S.; Sivarupan, T.; Bermingham, M.; Rashid, R.A.R.; Palanisamy, S.; Sun, S. Challenges in laser-assisted milling of titanium alloys. Int. J. Extrem. Manuf. 2020, 3, 015001. [Google Scholar] [CrossRef]
- Özbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J. Mater. Res. Technol. 2020, 9, 2762–2772. [Google Scholar] [CrossRef]
- Jomaa, W.; Songmene, V.; Bocher, P. Surface finish and residual stresses induced by orthogonal dry machining of AA7075-T651. Materials 2014, 7, 1603–1624. [Google Scholar] [CrossRef] [Green Version]
- Özbek, N.A.; Karadag, M.İ.; Özbek, O. Optimization of flank wear and surface roughness during turning of AISI 304 stainless steel using the Taguchi method. Mater. Test. 2020, 62, 957–961. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z. Experimental study on rotary ultrasonic machining (RUM) characteristics of Nomex honeycomb composites (NHCs) by circular knife cutting tools. J. Manuf. Process. 2020, 58, 524–535. [Google Scholar] [CrossRef]
- Ni, C.; Zhu, L.; Liu, C.; Yang, Z. Analytical modeling of tool-workpiece contact rate and experimental study in ultrasonic vibration-assisted milling of Ti–6Al–4V. Int. J. Mech. Sci. 2018, 142, 97–111. [Google Scholar] [CrossRef]
- Xue, F.; Zheng, K.; Liao, W.; Shu, J.; Miao, D. Experimental investigation on fatigue property at room temperature of C/SiC composites machined by rotary ultrasonic milling. J. Eur. Ceram. Soc. 2021, 41, 3341–3356. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Unit | Numerical Value |
|---|---|---|
| Density | g/cm3 | 3.2 |
| Hardness | HV | 1700 |
| Bending strength | MPa | 700 |
| Fracture toughness | MPa m1/2 | 4.5 |
| Elasticity modulus | GPa | 320 |
| Melting temperature | °C | 1900 |
| Grinding rod diameter d (mm) | Φ6 PCD end mill |
| Axial depth of cut ap (mm) | 2 |
| Spindle speed n (rpm) | 6000, 9000, 12,000 |
| Radial depth of cut ae (mm) | 0.02, 0.06, 0.10 |
| Feed rate F (mm/min) | 500, 1000, 1500 |
| Experimental | Spindle Speed (rpm) | Feed Rate (mm/min) | Radial Depth of Cut (mm) | |
|---|---|---|---|---|
| Group Parameters | ||||
| 1 | 6000 | 500 | 0.02 | |
| 2 | 6000 | 1000 | 0.06 | |
| 3 | 6000 | 1500 | 0.10 | |
| 4 | 9000 | 500 | 0.06 | |
| 5 | 9000 | 1000 | 0.10 | |
| 6 | 9000 | 1500 | 0.02 | |
| 7 | 12,000 | 500 | 0.10 | |
| 8 | 12,000 | 1000 | 0.02 | |
| 9 | 12,000 | 1500 | 0.06 | |
| Factor | Level (S/N) | Sum of Square (SS) | Contribution Rate (ρ%) | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| A(n) | 2.148 | 2.290 | 2.2811 | 0.0378 | 0.17 |
| B(f) | 3.657 | 2.312 | 0.750 | 12.270 | 59.85 |
| C(ae) | 3.228 | 2.330 | 1.160 | 6.451 | 30.41 |
| Error | 2.016 | 9.50 | |||
| Total | 21.2084 | 100 | |||
| Factor | Level (S/N) | Sum of Square (SS) | Contribution Rate (ρ%) | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| A(n) | 7.455 | 7.325 | 7.075 | 0.224 | 1.25 |
| B(f) | 8.741 | 7.453 | 5.661 | 14.355 | 73.76 |
| C(ae) | 8.087 | 7.358 | 6.40 | 4.245 | 21.81 |
| Error | 0.636 | 3.17 | |||
| Total | 19.461 | 100 | |||
| Factor | Level (S/N) | Sum of Square (SS) | Contribution Rate (ρ%) | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| A(n) | 9.983 | 9.408 | 8.803 | 2.090 | 4.36 |
| B(f) | 11.580 | 9.427 | 7.188 | 28.942 | 60.45 |
| C(ae) | 10.847 | 9.542 | 7.805 | 13.967 | 29.18 |
| Error | 2.879 | 6.01 | |||
| Total | 47.878 | 100 | |||
| Experiment | Unassisted (N) | Laser Assisted (N) | Hybrid Assisted (N) |
|---|---|---|---|
| 1,2,3 | 16.77 | 6.53 | 2.7 |
| 4,5,6 | 24.48 | 14.02 | 8.38 |
| 7,8,9 | 40.37 | 20.3 | 14.73 |
| 10,11,12 | 20.82 | 8.63 | 5.25 |
| 13,14,15 | 31.68 | 17.85 | 12.49 |
| 16,17,18 | 26.85 | 13.5 | 6.35 |
| 19,20,21 | 25.96 | 11.85 | 7.25 |
| 22,23,24 | 18.66 | 7.23 | 4.98 |
| 25,26,27 | 29.39 | 16.9 | 9.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raza, M.N.; Lin, S.-Y. Experimental Investigation of Milling Performance of Silicon Nitride Ceramic Subject to Different Assisted Systems. Materials 2023, 16, 137. https://doi.org/10.3390/ma16010137
Raza MN, Lin S-Y. Experimental Investigation of Milling Performance of Silicon Nitride Ceramic Subject to Different Assisted Systems. Materials. 2023; 16(1):137. https://doi.org/10.3390/ma16010137
Chicago/Turabian StyleRaza, Muhammad Naveed, and Shen-Yung Lin. 2023. "Experimental Investigation of Milling Performance of Silicon Nitride Ceramic Subject to Different Assisted Systems" Materials 16, no. 1: 137. https://doi.org/10.3390/ma16010137