

Structure and Mechanical Properties of Cu–Al–Mn Alloys Fabricated by Electron Beam Additive Manufacturing


Abstract
:1. Introduction
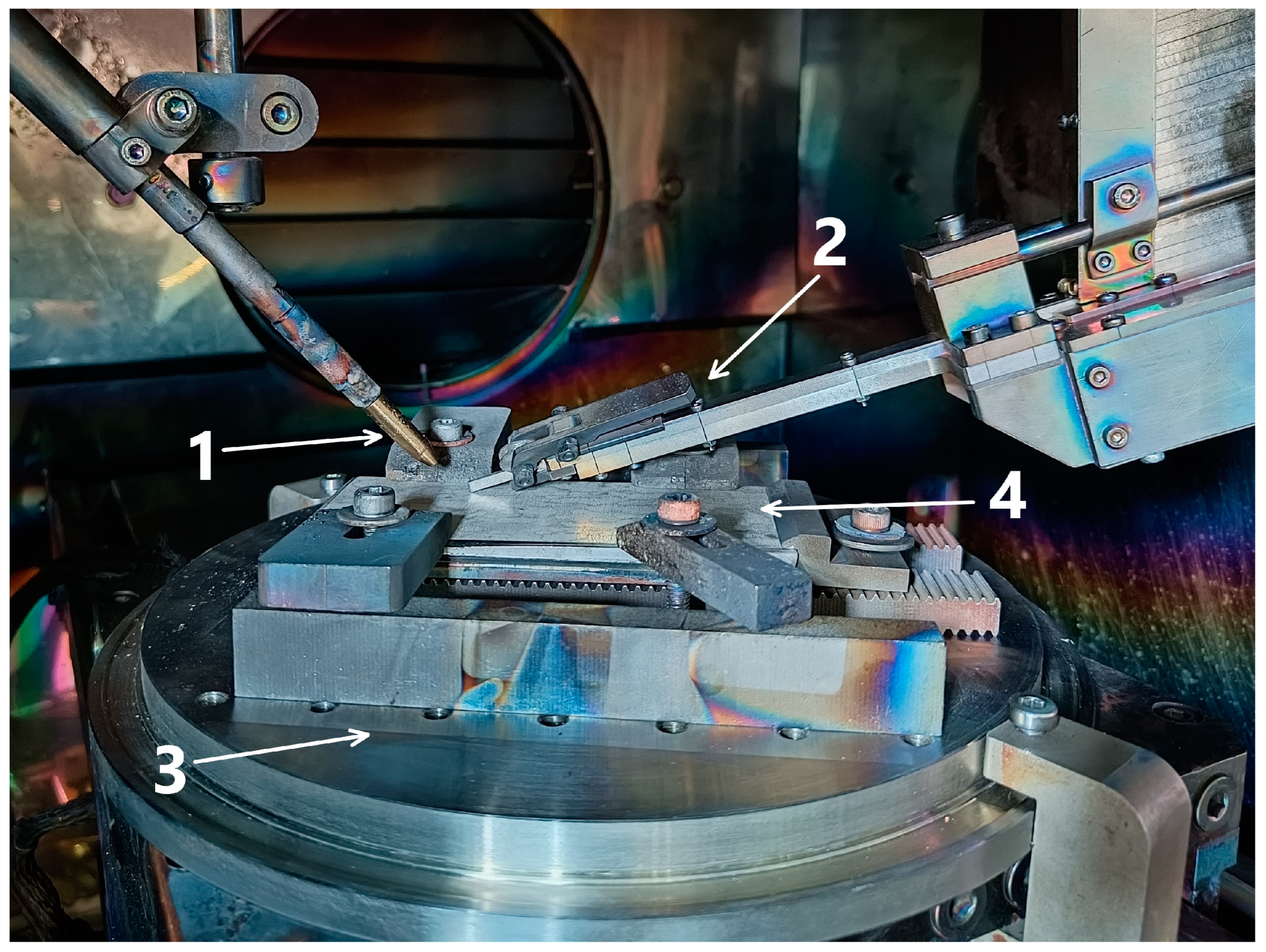
2. Materials and Methods
- A substrate is installed on a copper water-cooled table.
- The focus of the electron beam is adjusted to the surface of the substrate.
- The wire feed mechanism is adjusted so that the wire falls into the area of the electron beam on the substrate (the wire is fed at an angle of ~45° to the table surface in the center of the beam).
- A working pressure (vacuum) is created.
- Printing is performed according to the specified algorithm for the formation of layers.
3. Results and Discussion
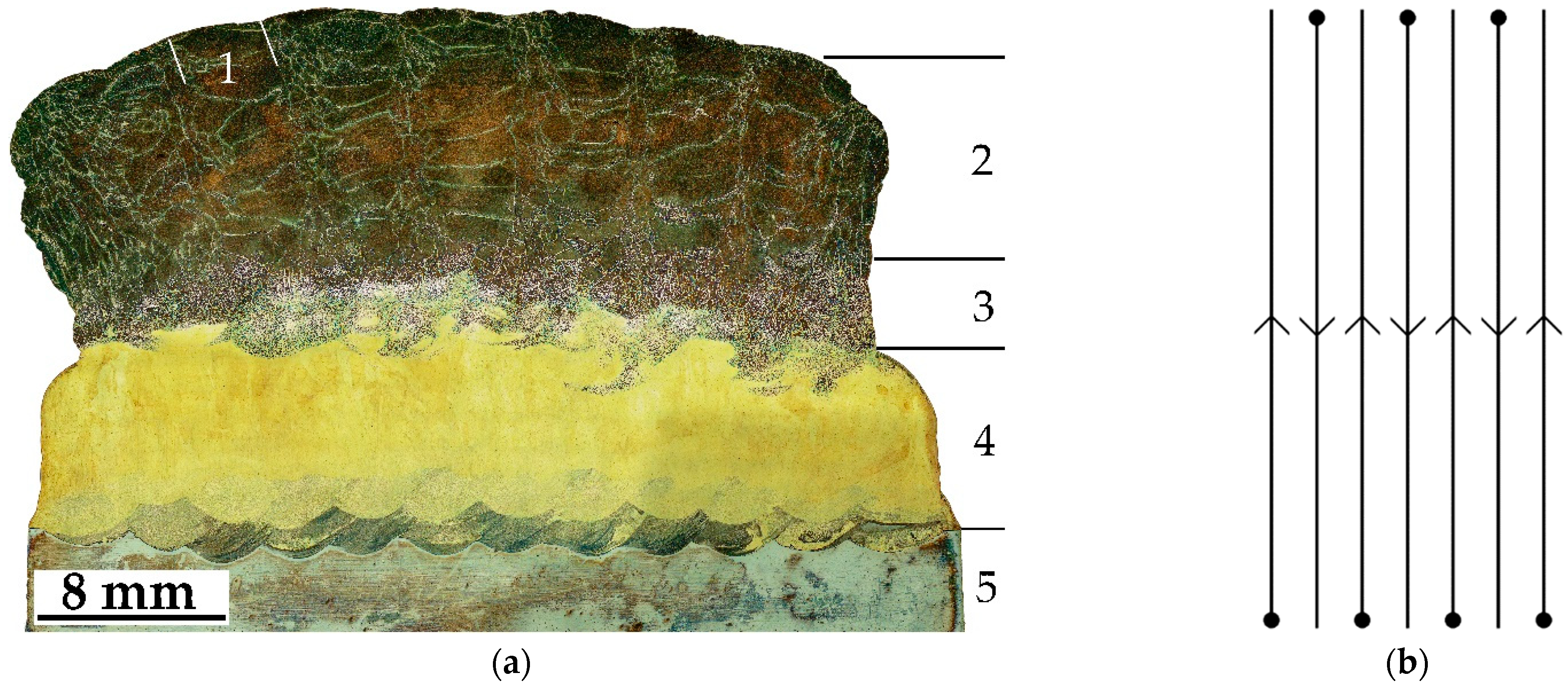
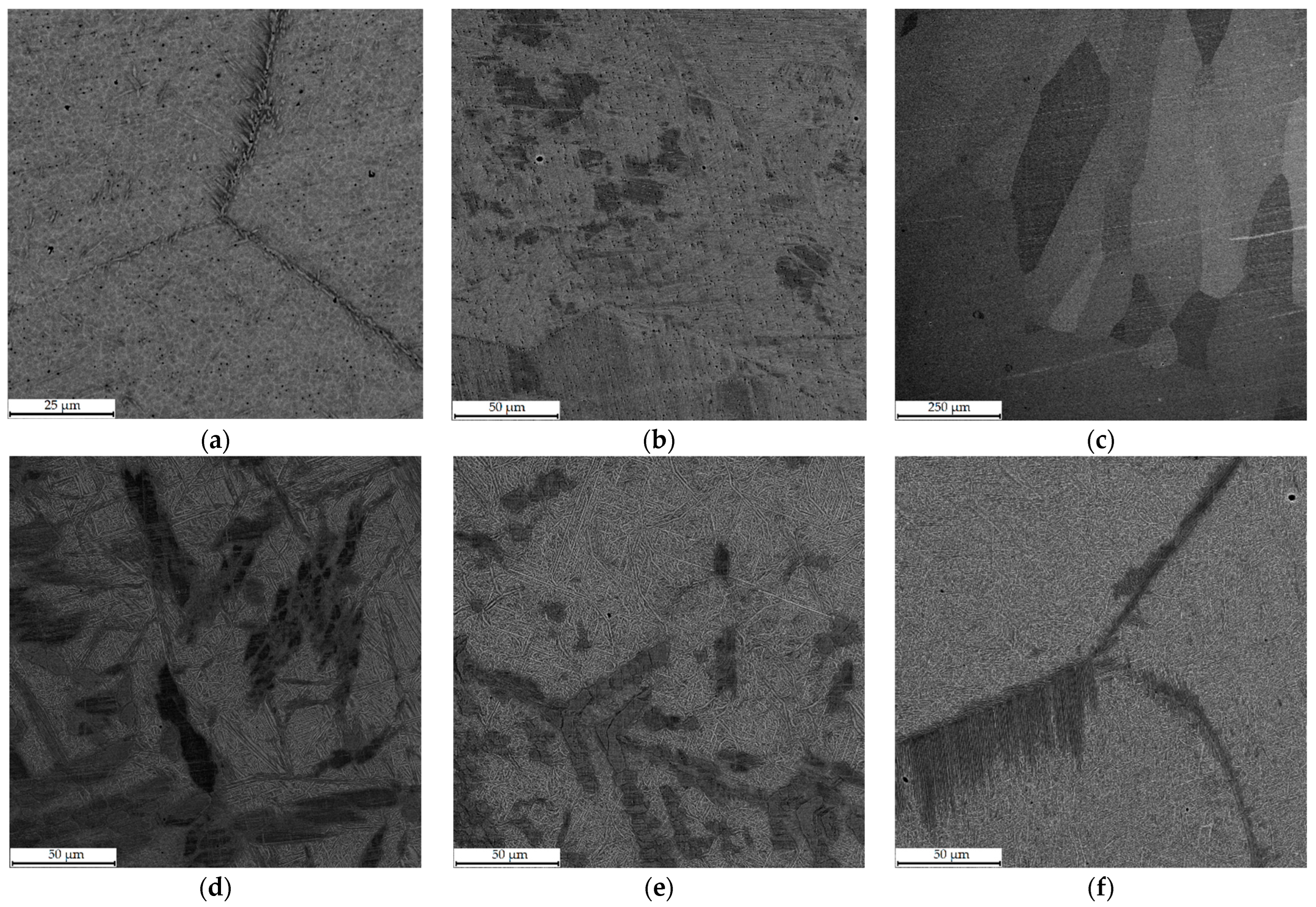
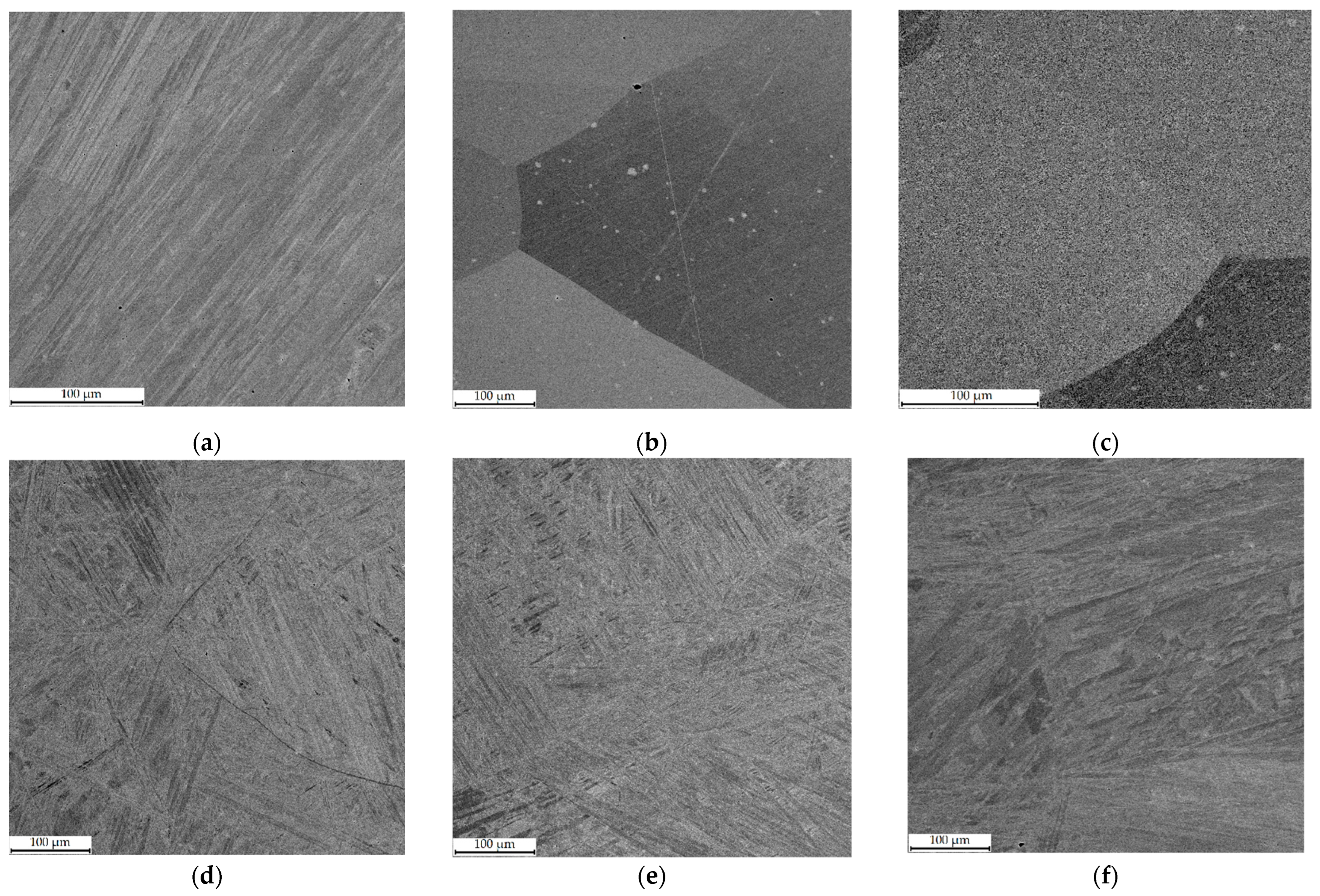
3.1. Microstructure of the Obtained Samples
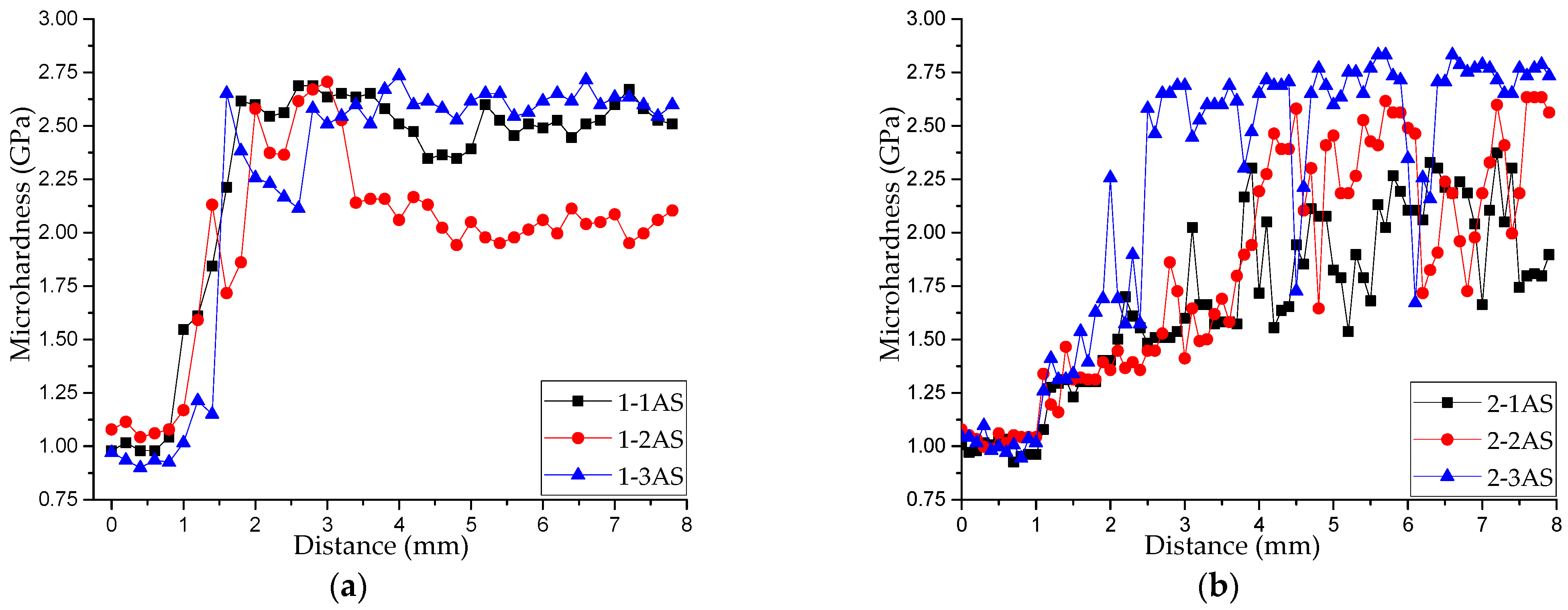
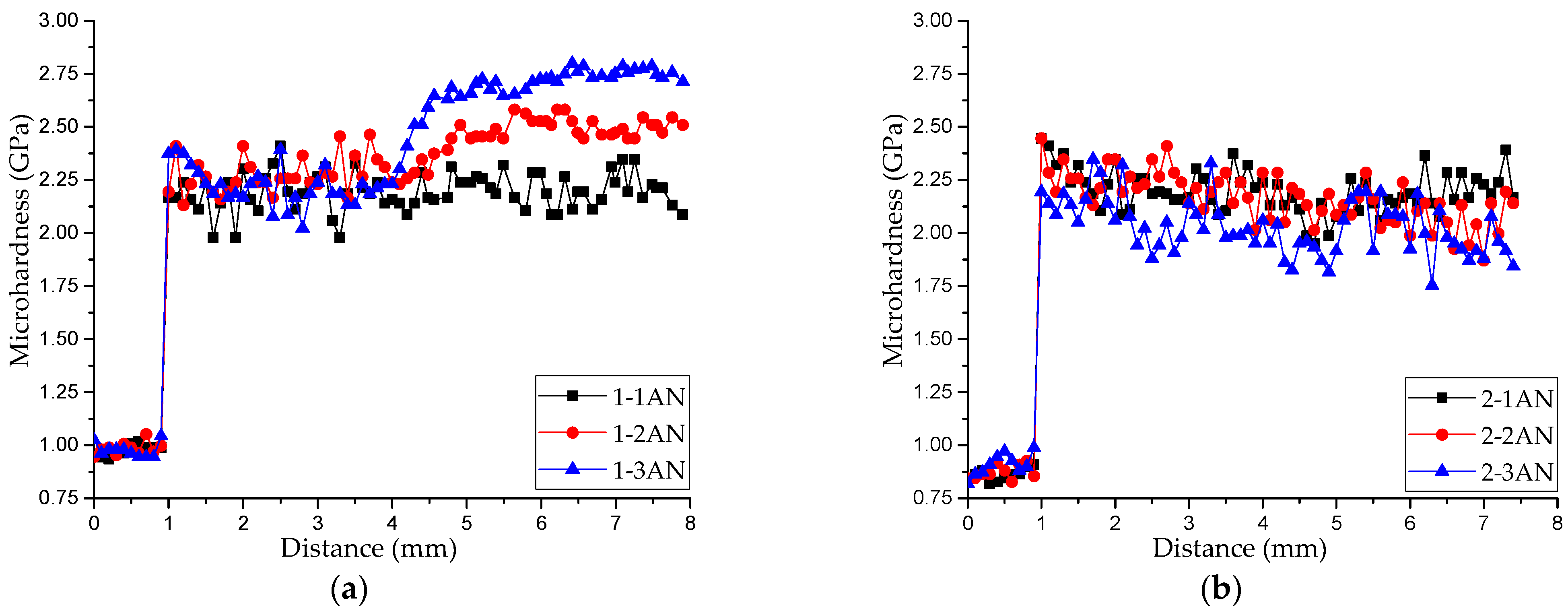
3.2. Microhardness of the Obtained Samples
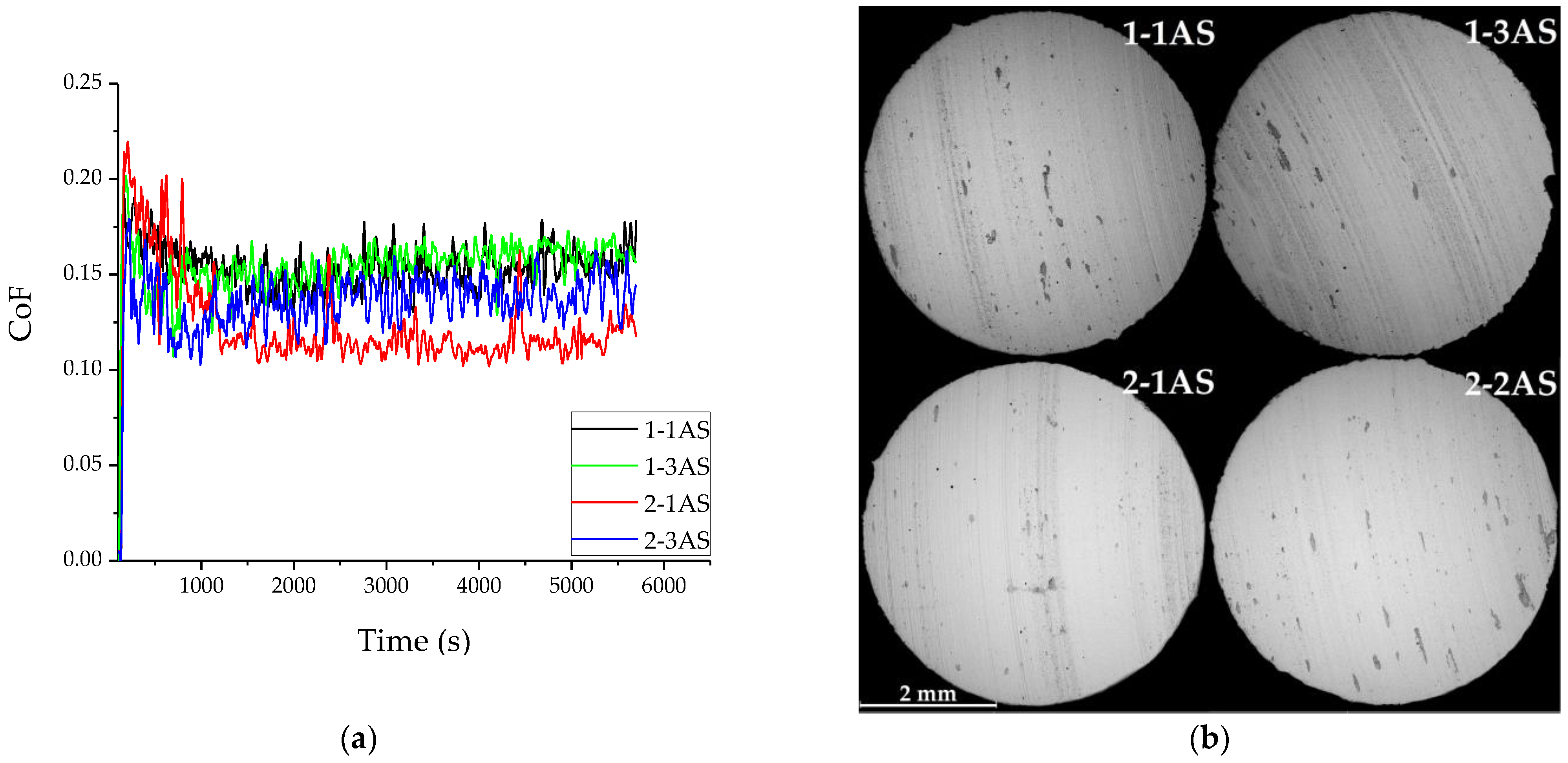
3.3. Wear Analysis
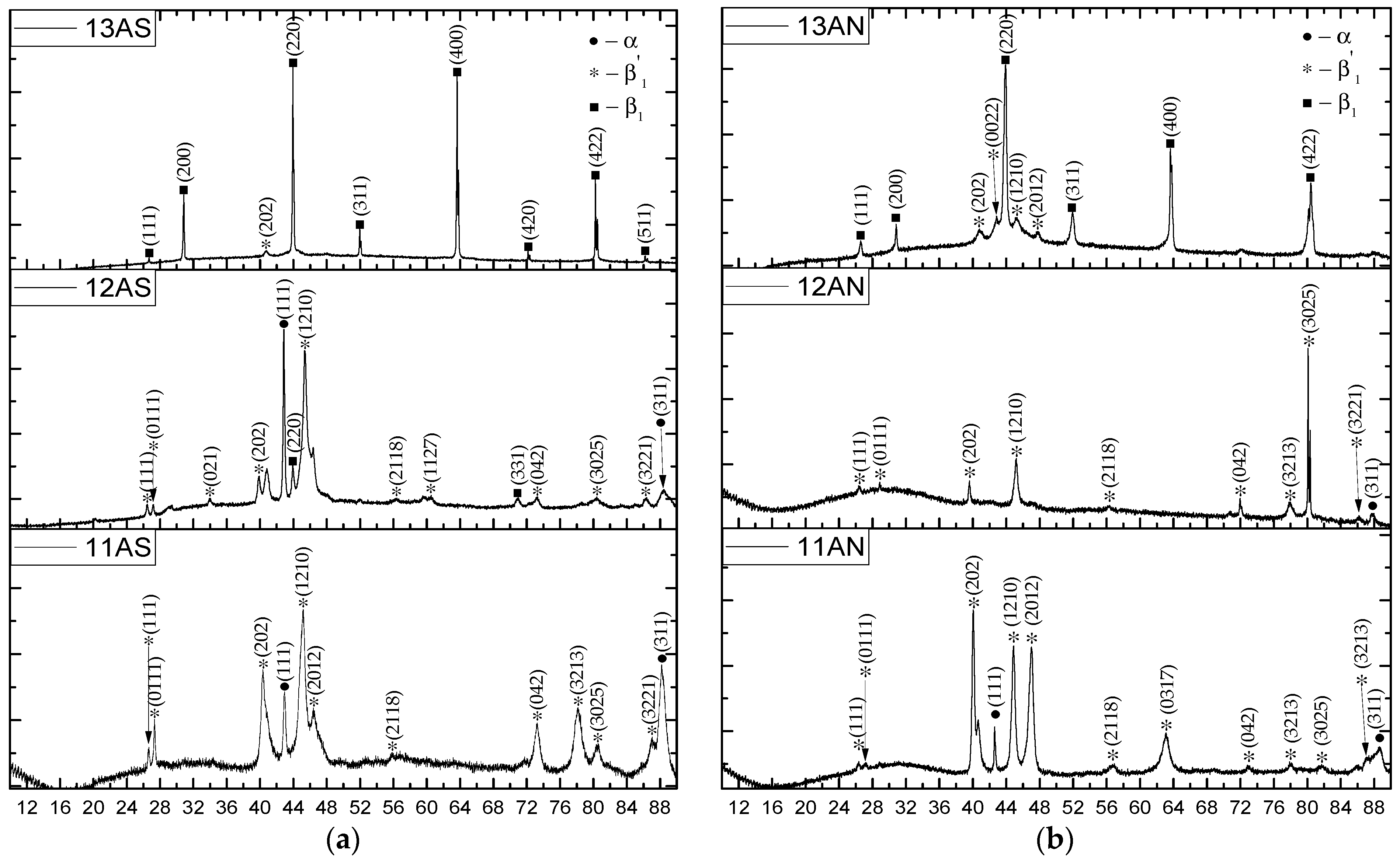
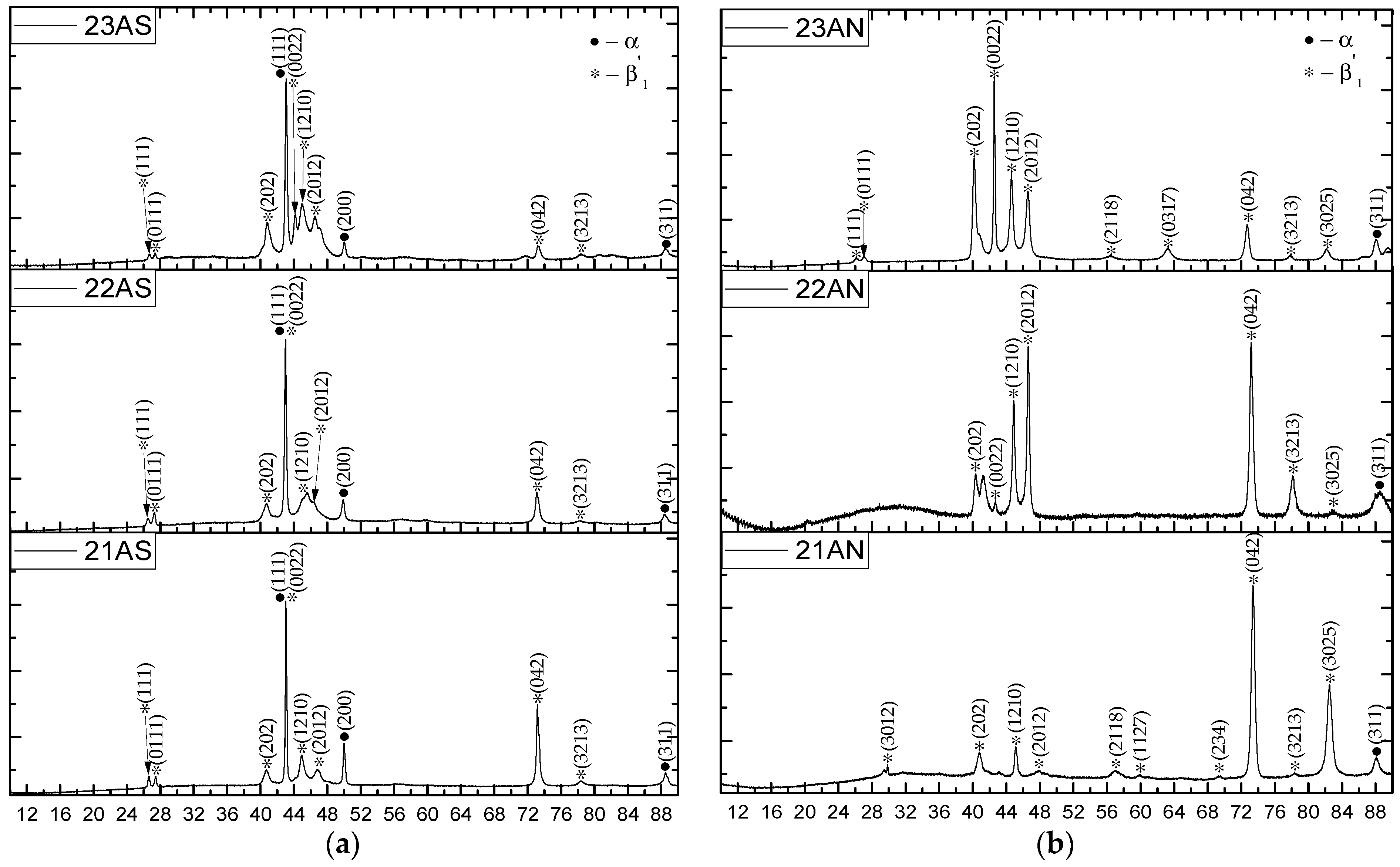
3.4. X-Ray Phase Analysis
3.5. Discussion
4. Conclusions
- We showed that the method of combined wire and bar feeding is promising for electron-beam additive manufacturing of Cu–Al–Mn shape memory alloys. Due to the variation of print regimes and filaments, samples with different structures and phase compositions were obtained. Print regimes with small heat input proved to be the most effective because they allowed both avoiding defects and producing the required chemical composition of the material.
- Varying the heat input in the electron-beam additive manufacturing was evaluated on the basis of the structure analysis of the fabricated samples. It was established that crystallization occurred directly into the β-phase, which allowed obtaining the material without additional heat treatment in the case of raw material 1 (Cu–11Al–9Mn). In the case of raw material 2 (Cu–11Al–4Mn), heat treatment was necessary in any case. Thus, samples in a state characterized by phase transformation, which caused the shape memory effect, were obtained by 3D printing with a combined technology of material supply and subsequent heat treatment.
- Structure analysis and analysis of the microhardness distribution allowed us to describe the structure-phase gradient formed in the fabricated samples during EBAM. Tribological tests allowed us to evaluate the effect of the print regime on the wear performance of the fabricated samples. Thus, the materials with a higher content of soft phase had better sliding friction characteristics, while the materials containing hard phase possessed worse ones. Creating a directional gradient in layer-by-layer printing (by varying the printing parameters) allows controlling the mechanical behavior of the resulting sample in the most stress-prone areas.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bae, J.; Nyamaa, O.; Lee, J.; Yun, S.; Woo, S.; Yang, J.; Kim, M.; Noh, J.; Si, T. Electrochemical properties of the Si thin-film anode deposited on Ti-Nb-Zr shape memory alloy in Li-ion batteries. Electrochem. Commun. 2022, 140, 107315. [Google Scholar] [CrossRef]
- Lu, N.H.; Chen, C.H. Inhomogeneous martensitic transformation behavior and elastocaloric effect in a bicrystal Cu-Al-Mn shape memory alloy. Mater. Sci. Eng. A 2021, 800, 140386. [Google Scholar] [CrossRef]
- Lalegani, M.; Bodaghi, M.; Serjouei, A.; Afazov, S.; Zolfagharian, A. Adaptive reversible composite-based shape memory alloy soft actuators. Sens. Actuators A Phys. 2022, 345, 113779. [Google Scholar] [CrossRef]
- Santosh, S.; Kevin Thomas, J.; Rajkumar, K.; Sabareesh, A. Effect of Ni and Mn additions on the damping characteristics of Cu-Al-Fe based high temperature shape memory alloys. J. Alloy. Compd. 2022, 924, 166258. [Google Scholar]
- Hong, H.; Gencturk, B.; Brown, S.A.; Hosseini, F.; Jain, A.; Aryan, H.; Saiidi, S.; Araki, Y.; Kise, S. Long-term corrosion resistance of Cu-Al-Mn superelastic alloys and steel rebar for use in bridges. Constr. Build. Mater. 2022, 350, 128795. [Google Scholar] [CrossRef]
- Yang, H.; An, K.; Wang, Y.D. Anomalous high-temperature quasi-linear superelasticity of Ni-Fe-Ga-Co shape memory alloy. J. Alloys. Compd. 2022, 909, 164808. [Google Scholar] [CrossRef]
- Trehern, W.; Ortiz-Ayala, R.; Atli, K.C.; Arroyave, R.; Karaman, I. Data-driven shape memory alloy discovery using artificial intelligence materials selection (AIMS) framework. Acta Mater. 2022, 228, 117751. [Google Scholar] [CrossRef]
- Kainuma, R.; Satoh, N.; Liu, X.J.; Ohnuma, I.; Ishida, K. Phase equilibria and Heusler phase stability in the Cu-rich portion of the Cu–Al–Mn system. J. Alloys. Compd. 1998, 266, 191–200. [Google Scholar] [CrossRef]
- Kainuma, R.; Takahashi, S.; Ishida, K. Ductile shape memory alloys of the Cu-Al-Mn system. J. Phys. IV 1995, 5, C8-961–C8-966. [Google Scholar] [CrossRef]
- Aldırmaz, E.; Tataroğlu, A.; Dere, A.; Güler, M.; Güler, E.; Karabulut, A.; Yakuphanoglu, F. Cu-Al-Mn shape memory alloy based Schottky diode formed on Si. Phys. B Condens. Matter 2019, 560, 261–266. [Google Scholar] [CrossRef]
- Trehern, W.; Ozcan, H.; Franco, B.; Hite, N.; Malone, N.; Loveall, B.; Morrison, T.D.; Benafan, O.; Karaman, I. Exploring thermomechanical functionality of CuAlMn as an extreme low temperature shape memory alloy. Mater. Lett. 2022, 308, 131246. [Google Scholar] [CrossRef]
- López del Castillo, C.; Mellor, B.G.; Blázquez, M.L.; Gómez, C. The influence of composition and grain size on the martensitic transformation temperatures of CuAlMn shape memory alloys. Scr. Mater. 1987, 21, 1711–1716. [Google Scholar]
- Raju, T.N.; Sampath, V. Effect of Ternary Addition of iron on shape memory characteristics of Cu-Al alloys. J. Mater. Eng. Perform. 2011, 20, 767–770. [Google Scholar] [CrossRef]
- Levintant-Zayonts, N.; Starzynski, G.; Kopec, M.; Kucharski, S. Characterization of NiTi SMA in its unusual behaviour in wear tests. Tribol. Int. 2019, 137, 313–323. [Google Scholar] [CrossRef]
- Sattari, M.; Kadkhodaei, M.; Akbarzadeh, S.; Gholami, R.; Beheshti, A. Wear in superelastic shape memory alloys: A thermomechanical analysis. Wear 2022, 488–489, 204139. [Google Scholar] [CrossRef]
- Tao, X.P.; Zhang, S.; Zhang, C.H.; Wu, C.L.; Chen, J.; Abdullah, A.O. Effect of Fe and Ni contents on microstructure and wear resistance of aluminum bronze coatings on 316 stainless steel by laser cladding. Surf. Coat. Technol. 2018, 342, 76–84. [Google Scholar] [CrossRef]
- Jiao, Z.; Yin, F.; Wang, Q.; Hao, G.; Zhang, J.; Liu, L.; Ji, P.; Cui, C. Refining effect of an intermetallic inoculant on a Cu–Al–Mn shape memory alloy. Mater. Chem. Phys. 2022, 280, 125835. [Google Scholar] [CrossRef]
- Pandey, A.; Hussain, S.; Nair, P.; Dasgupta, R. Influence of niobium and silver on mechanical properties and shape memory behavior of Cu-12Al-4Mn alloys. J. Alloys. Compd. 2020, 836, 155266. [Google Scholar] [CrossRef]
- Shaik, M.A.; Golla, B.R. Densification, microstructure and properties of mechanically alloyed and hot-pressed Cu–15 Wt% Al alloy. J. Mater. Sci. 2018, 53, 14694–14712. [Google Scholar] [CrossRef]
- Akram, S.; Babutskyi, A.; Chrysanthou, A.; Montalvão, D.; Whiting, M.J.; Pizurova, N. Improvement of the wear resistance of nickel-aluminium bronze and 2014-T6 aluminium alloy by application of alternating magnetic field treatment. Wear 2021, 480–481, 203940. [Google Scholar] [CrossRef]
- Liu, X.; Huang, D.; Yan, C.; Zhou, Y.; Yan, W. Multi-directional forging and aging treatment effects on friction and wear characterization of aluminium-bronze alloy. Mater. Charact. 2020, 167, 110511. [Google Scholar] [CrossRef]
- Dharmendra, C.; Hadadzadeh, A.; Amirkhiz, B.S.; Janaki Ram, G.D.; Mohammadi, M. Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing. Addit. Manuf. 2019, 30, 100872. [Google Scholar] [CrossRef]
- Shakil, S.I.; Dharmendra, C.; Amirkhiz, B.S.; Verma, D.; Mohammadi, M.; Haghshenas, M. Micromechanical characterization of wire-arc additive manufactured and cast nickel aluminum bronze: Ambient and intermediate temperatures. Mater. Sci. Eng. A 2020, 792, 139773. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Filippov, A.V.; Shamarin, N.N.; Fortuna, S.V.; Maier, G.G.; Kolubaev, E.A. Microstructural evolution and chemical corrosion of electron beam wire-feed additively manufactured AISI 304 stainless steel. J. Alloy. Compd. 2019, 803, 364–370. [Google Scholar] [CrossRef]
- Zykova, A.; Chumaevskii, A.; Vorontsov, A.; Kalashnikov, K.; Gurianov, D.; Gusarova, A.; Kolubaev, E. Evolution of microstructure and properties of Fe-Cu, manufactured by electron beam additive manufacturing with subsequent friction stir processing. Mater. Lett. 2022, 307, 131023. [Google Scholar] [CrossRef]
- Kainuma, R.; Takahashi, S.; Ishida, K. Thermoelastic martensite and shape memory effect in ductile Cu-Al-Mn alloys. Metall. Mater. Trans. A 1996, 27, 2187–2195. [Google Scholar] [CrossRef]
- Sutou, Y.; Koeda, N.; Omori, T.; Kainuma, R.; Ishida, K. Effects of ageing on bainitic and thermally induced martensitic transformations in ductile Cu–Al–Mn-based shape memory alloys. Acta Mater. 2009, 57, 5748–5758. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Panton, B.; Zeng, Z.; Omori, T.; Zhou, Y.; Miranda, R.M.; Braz Fernandes, F.M. Laser welded superelastic Cu–Al–Mn shape memory alloy wires. Mater. Des. 2016, 90, 122–128. [Google Scholar] [CrossRef]
- Mallik, U.S.; Sampath, V. Influence of aluminum and manganese concentration on the shape memory characteristics of Cu–Al–Mn shape memory alloys. J. Alloys. Compd. 2008, 459, 142–147. [Google Scholar] [CrossRef]
- Shaik, M.A.; Golla, B.R. Development of highly wear resistant Cu-Al alloys processed via powder metallurgy. Tribol. Int. 2019, 136, 127–139. [Google Scholar] [CrossRef]
- Kucita, P.; Wang, S.C.; Li, W.S.; Cook, R.B.; Starink, M.J. The effects of substrate dilution on the microstructure and wear resistance of PTA Cu-Al-Fe aluminium bronze coatings. Wear 2019, 440–441, 203102. [Google Scholar] [CrossRef]
- Gustmann, T.; dos Santos, J.M.; Gargarella, P.; Kühn, U.; Van Humbeeck, J.; Pauly, S. Properties of Cu-based shape-memory alloys prepared by selective laser melting. Shape Mem. Superelasticity 2016, 3, 24–36. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, J.P.; Crispim, B.; Zeng, Z.; Omori, T.; Braz Fernandes, F.M.; Miranda, R.M. Microstructure and mechanical properties of gas tungsten arc welded Cu-Al-Mn shape memory alloy rods. J. Mater. Proc. Technol. 2019, 271, 93–100. [Google Scholar] [CrossRef]
- Grgurić, T.H.; Manasijević, D.; Kožuh, S.; Ivanić, I.; Anžel, I.; Kosec, B.; Bizjak, M.; Bajsić, E.G.; Balanović, L.; Gojić, M. The effect of the processing parameters on the martensitic transformation of Cu-Al-Mn shape memory alloy. J. Alloy. Compd. 2018, 765, 664–676. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ding, D.; Yuan, L.; Nie, N.; Wang, Y.; Luo, D.; Cuiuri, D.; van Duin, S.; Li, H. The influence of post-production heat treatment on the multi-directional properties of nickel-aluminum bronze alloy fabricated using wire-arc additive manufacturing process. Addit. Manuf. 2018, 23, 411–421. [Google Scholar] [CrossRef]
- Dharmendra, C.; Shakerin, S.; Ram, G.D.J.; Mohammadi, M. Wire-arc additive manufacturing of nickel aluminum bronze/stainless steel hybrid parts—Interfacial characterization, prospects, and problems. Materialia 2020, 13, 100834. [Google Scholar] [CrossRef]
- Santosh, S.; Kevin Thomas, J.; Pavithran, M.; Nithyanandh, G.; Ashwath, J. An experimental analysis on the influence of CO2 laser machining parameters on a copper-based shape memory alloy. Opt. Laser Technol. 2022, 153, 108210. [Google Scholar] [CrossRef]
- Filippov, A.; Shamarin, N.; Moskvichev, E.; Savchenko, N.; Kolubaev, E.; Khoroshko, E.; Tarasov, S. The effect of heat input, annealing, and deformation treatment on structure and mechanical properties of electron beam additive manufactured (EBAM) silicon bronze. Materials 2022, 15, 3209. [Google Scholar] [CrossRef]
- Silva, L.S.; Silva, R.A.G. Alloys-by-design: Role of atomic properties on the phase equilibria of CuAlMn-based alloys. Mater. Charact. 2020, 163, 110304. [Google Scholar] [CrossRef]
- Blau, P.J. Transitions in the sliding wear mechanisms of binary Cu-Al alloys having a range of solute contents and microstructures. Wear 2021, 476, 203681. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Filippov, A.V.; Kolubaev, E.A.; Kalashnikova, T.A. Adhesion transfer in sliding a steel ball against an aluminum alloy. Tribol. Int. 2017, 115, 191–198. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Chumaevskii, A.V.; Lychagin, D.V.; Nikonov, A.Y.; Dmitriev, A.I. Subsurface structural evolution and wear lip formation on copper single crystals under unlubricated sliding conditions. Wear 2018, 410–411, 210–221. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cu | Al | Mn |
|---|---|---|---|
| Aluminum bronze (Cu–7Al) | 93.5 | 6.3 | 0.2 |
| Alloy 1 (Cu–11Al–9Mn) | 79.2 | 11.2 | 9.6 |
| Alloy 2 (Cu–11Al–4Mn) | 85.1 | 11 | 3.9 |
| Regime | Current I, mA | Voltage U, kV | Print Speed V, (mm/min) | Heat Input E, kJ/mm |
|---|---|---|---|---|
| 0 | 40 | 30 | 50 | 1.44 |
| 1 | 40 | 30 | 100 | 0.72 |
| 2 | 40 | 30 | 200 | 0.36 |
| 3 | 40 | 30 | 300 | 0.24 |
| 4 | 40 | 30 | 400 | 0.18 |
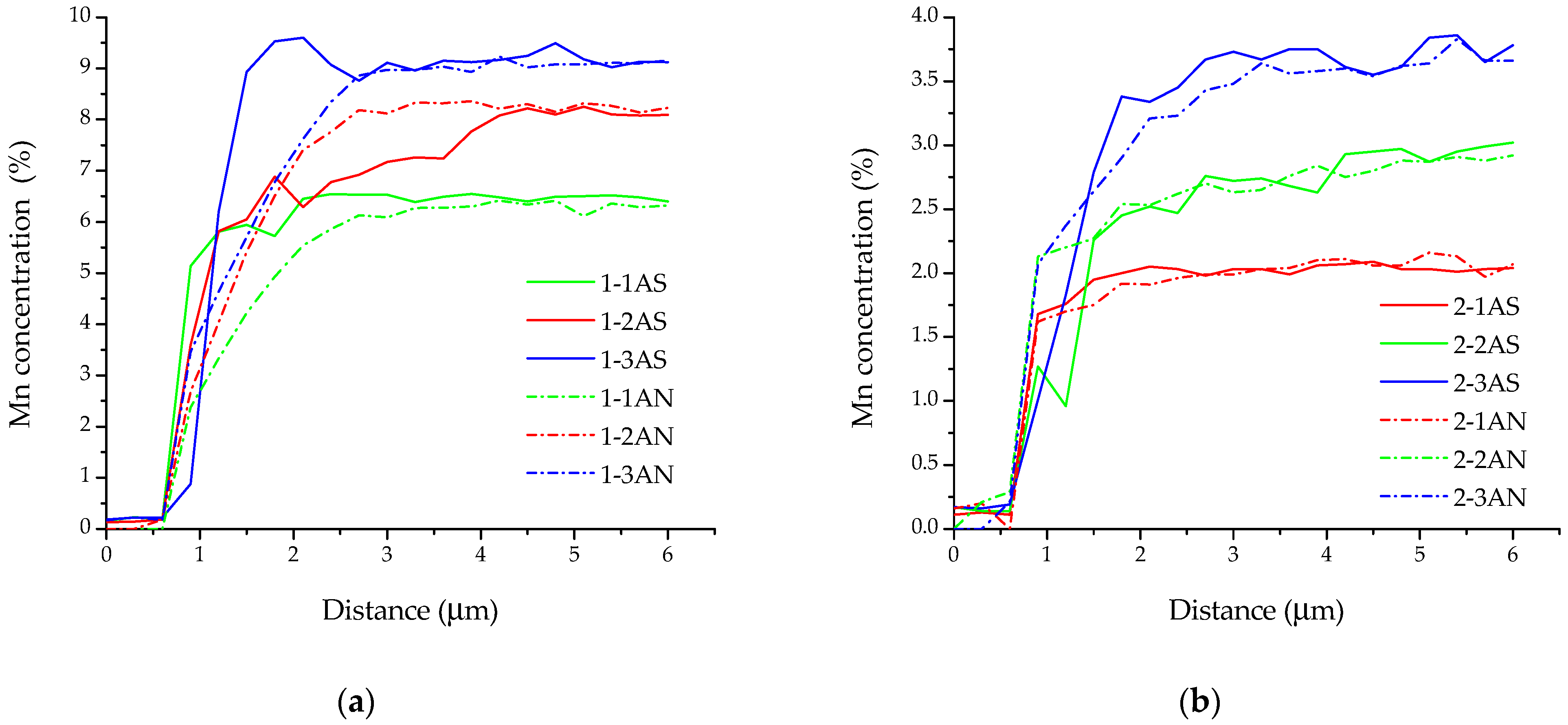
| Sample | Cu | Al | Mn |
|---|---|---|---|
| 1-1AS | 83.0 | 10.6 | 6.4 |
| 1-2AS | 80.9 | 10.9 | 8.2 |
| 1-3AS | 79.6 | 11.1 | 9.3 |
| 2-1AS | 87.1 | 10.8 | 2.1 |
| 2-2AS | 86.1 | 10.8 | 3.1 |
| 2-3AS | 85.5 | 10.8 | 3.7 |
| Sample | Specific Wear Rate, mm3/(m∙N) × 10−4 |
|---|---|
| 1-1AS | 1.10 |
| 1-3AS | 1.05 |
| 2-1AS | 1.32 |
| 2-3AS | 1.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moskvichev, E.; Shamarin, N.; Smolin, A. Structure and Mechanical Properties of Cu–Al–Mn Alloys Fabricated by Electron Beam Additive Manufacturing. Materials 2023, 16, 123. https://doi.org/10.3390/ma16010123
Moskvichev E, Shamarin N, Smolin A. Structure and Mechanical Properties of Cu–Al–Mn Alloys Fabricated by Electron Beam Additive Manufacturing. Materials. 2023; 16(1):123. https://doi.org/10.3390/ma16010123
Chicago/Turabian StyleMoskvichev, Evgeny, Nikolay Shamarin, and Alexey Smolin. 2023. "Structure and Mechanical Properties of Cu–Al–Mn Alloys Fabricated by Electron Beam Additive Manufacturing" Materials 16, no. 1: 123. https://doi.org/10.3390/ma16010123