
Modeling Evolution of Cutting Force in Ultrasonically Assisted Drilling of Carbon Fiber Reinforced Plastics


Abstract
:
1. Introduction
2. Experimental Setup
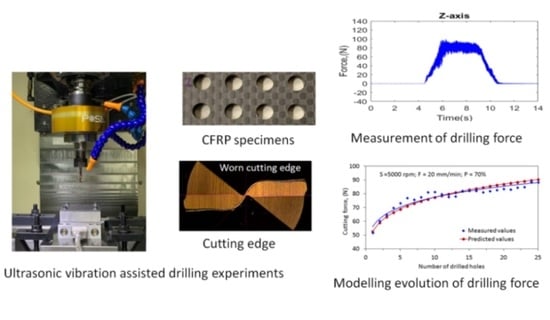
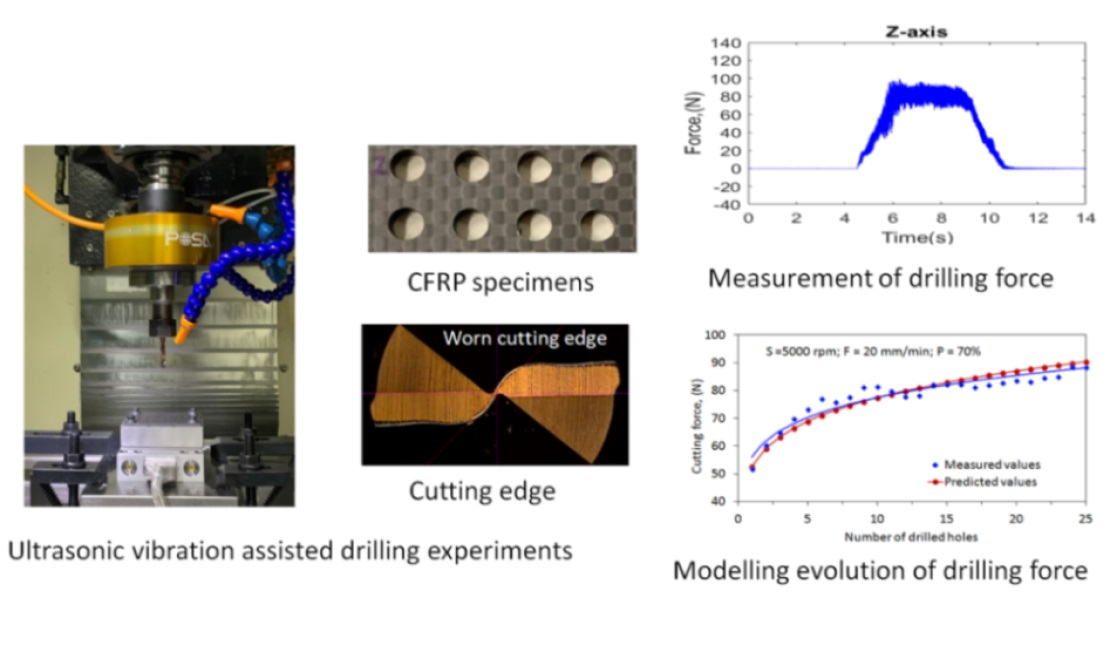
2.1. Experimental Apparatus
2.2. Design of Experiments
2.3. Measurement of Cutting Force
2.4. Measurement of Ultrasonic Vibration Amplitude of Cutter
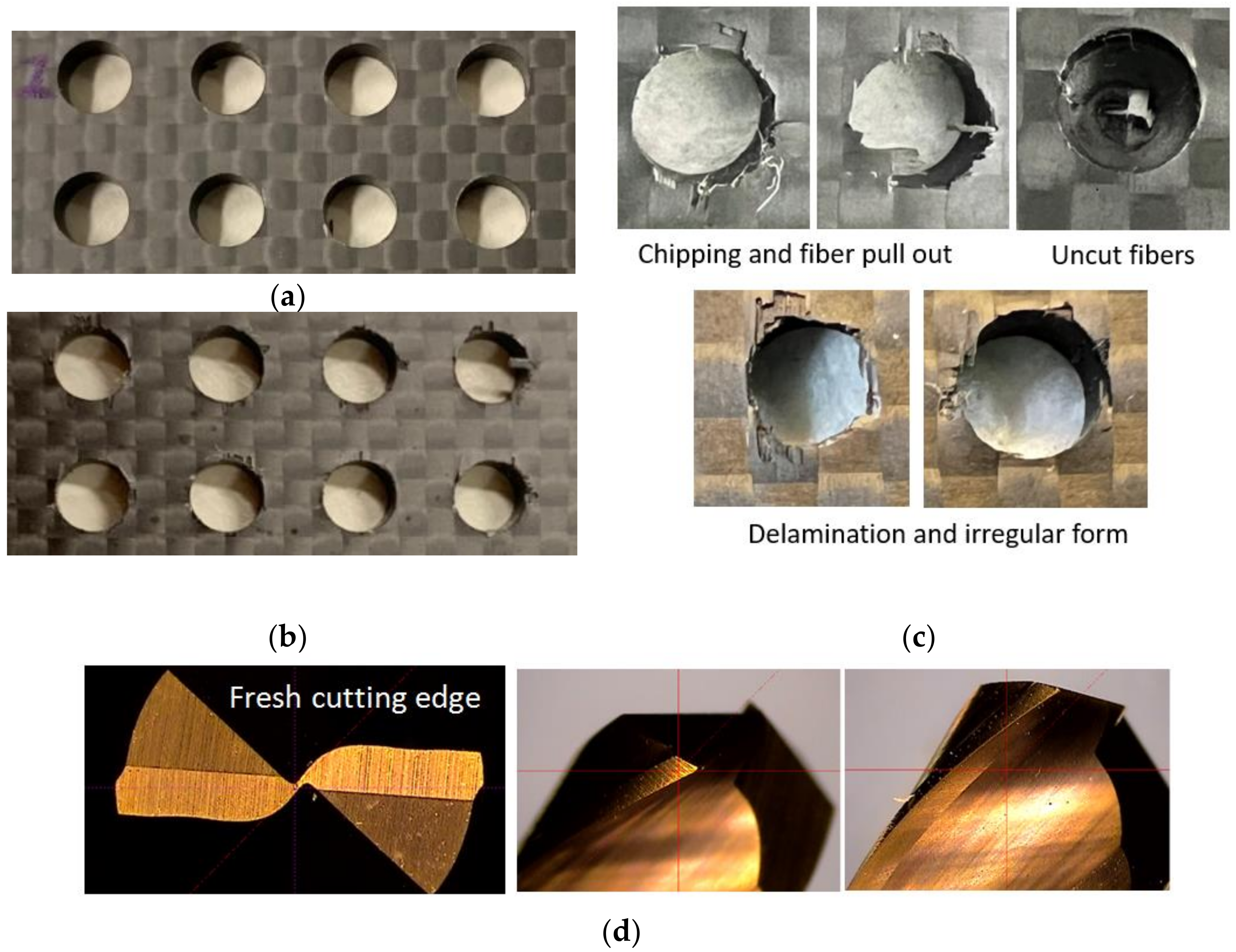
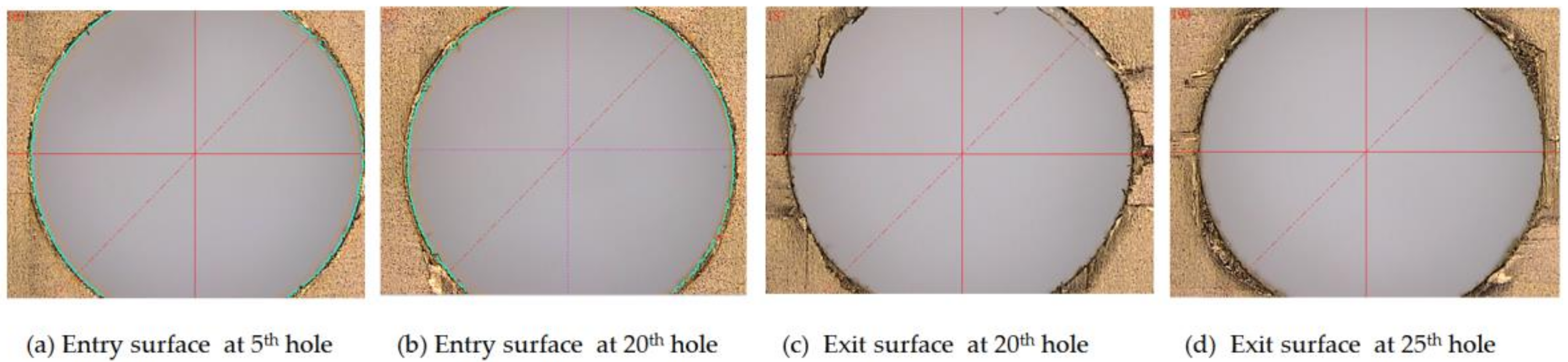
2.5. Measurement of Delamination
3. Multivariable Regression Analysis
3.1. Mathematical Function
- Nonlinear polynomial model
- 2.
- Nonlinear power-law model
3.2. Determination of the Effectiveness of Prediction Models
- (1)
- Root mean square error (RMSE)
- (2)
- Determination coefficient (R)
- (3)
- Mean absolute percentage error (MAPE)
4. Results and Discussions
4.1. Main Effects of Process Parameters on Cutting Force
4.2. Variations of Cutting Force with Drilling Cycles
4.3. Quantification of the Delamination Factor
4.4. Regression Models for Cutting Force
4.5. Validation of the Models
- (1)
- S = 3000 rpm; F = 20 mm/min; p = 70%
- (2)
- S = 4000 rpm; F = 30 mm/min; p = 70%
- (3)
- S = 5000 rpm; F = 10 mm/min; p = 50%
- (4)
- S = 5000 rpm; F = 20 mm/min; p = 70%
4.6. Control of Cutting Force
- During initial machining (holes #1–#11), a conservative cutting condition was selected, i.e., a speed of 3000 rpm, a feed rate of 10 mm/min, and a power rate 30%. The cutting force measured for drilled holes #1 to #11 increased from 49 to 100 N, which is similar to the results of previous tests. The predicted values ranged between 60 and 90 N, i.e., lower than the measured values.
- In the second stage (holes #12–#14), to reduce the cutting force, a cutting condition with higher values was selected, i.e., a speed of 4000 rpm, a feed rate of 20 mm/min, and a power rate 70%, with a predicted force of 85–87 N. However, the measured cutting forces were higher, i.e., 108–110 N.
- In the third stage (holes #15–#29), a lower feed rate (10 mm/min) and power rate (50%) were selected for the drilling process at a speed of 4000 rpm. Consequently, the measured cutting force decreased immediately to 80 N but increased gradually from 89 to 101 N during the subsequent process.
- In the fourth stage (holes #30–#50), a higher spindle speed (5000 rpm), feed rate (30 mm/min), and power rate (50%) were selected. At hole #30, the cutting force decreased to a lower value of 85 N; however, it increased gradually to 103 N in the subsequent process from holes #31–#50.
5. Conclusions
- Based on the Taguchi method and ANOVA, the spindle speed showed a significant effect on the cutting force, followed by the feed rate and the ultrasonic power rate, respectively. Additionally, the most significant parameter affecting the delamination factor was the feed rate, followed by the spindle speed and the ultrasonic power rate.
- The evolution scenarios of the cutting force with the influence of process parameters were observed in the drilling of CFRPs, which can be affected to different increasing tendencies by the process parameters. Additionally, the increasing tendency of the cutting force with drilling cycles has been successfully predicted by using the proposed regression models with superior prediction performance.
- The predictive power-law model was demonstrated to be an effective basis for selecting the drilling parameters to suppress the cutting force on CFRP composites during continuing drilling cycles.
- The delamination damage of CFRP laminates and its dependence on the cutting force and number of drilling cycles, which are important for controlling the machining quality, should be further investigated through experiments.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Geier, N.; Davim, J.P.; Szalay, T. Advanced cutting tools and technologies for drilling carbon fibre reinforced polymer (CFRP) composites: A review. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105552. [Google Scholar] [CrossRef]
- Cepero-Mejías, F.; Curiel-Sosa, J.; Blázquez, A.; Yu, T.; Kerrigan, K.; Phadnis, V. Review of recent developments and induced damage assessment in the modelling of the machining of long fibre reinforced polymer composites. Compos. Struct. 2020, 240, 112006. [Google Scholar] [CrossRef]
- Rajamurugan, T.; Shanmugam, K.; Palanikumar, K. Analysis of delamination in drilling glass fiber reinforced polyester composites. Mater. Des. 2013, 45, 80–87. [Google Scholar] [CrossRef]
- Bonnet, C.; Poulachon, G.; Rech, J.; Girard, Y.; Costes, J.P. CFRP drilling: Fundamental study of local feed force and conse-quences on hole exit damage. Int. J. Mach. Tools Manuf. 2015, 94, 57–64. [Google Scholar] [CrossRef] [Green Version]
- Hocheng, H.; Tsao, C. The path towards delamination-free drilling of composite materials. J. Mater. Process. Technol. 2005, 167, 251–264. [Google Scholar] [CrossRef]
- Melentiev, R.; Priarone, P.C.; Robiglio, M.; Settineri, L. Effects of Tool Geometry and Process Parameters on Delamination in CFRP Drilling: An Overview. Procedia CIRP 2016, 45, 31–34. [Google Scholar] [CrossRef] [Green Version]
- Abrão, A.; Rubio, J.C.; Faria, P.; Davim, J. The effect of cutting tool geometry on thrust force and delamination when drilling glass fibre reinforced plastic composite. Mater. Des. 2008, 29, 508–513. [Google Scholar] [CrossRef]
- Franke, V. Drilling of long fiber reinforced thermoplastics—Influence of the cutting edge on the machining results. CIRP Ann. Manuf. Technol. 2011, 60, 65–68. [Google Scholar] [CrossRef]
- Jia, Z.; Fu, R.; Niu, B.; Qian, B.; Bai, Y.; Wang, F. Novel drill structure for damage reduction in drilling CFRP composites. Int. J. Mach. Tools Manuf. 2016, 110, 55–65. [Google Scholar] [CrossRef]
- Heisel, U.; Pfeifroth, T. Influence of Point Angle on Drill Hole Quality and Machining Forces When Drilling CFRP. Procedia CIRP 2012, 1, 471–476. [Google Scholar] [CrossRef] [Green Version]
- Othman, A.R.; Hassan, M.H.; Abu Bakar, E.; Othman, W.A.F.W. Statistical Analysis of the Machining Parameters in Drilling of Carbon Fibre Reinforced Plastics (CFRP) Composite with Various Drill Types. In Intelligent Manufacturing & Mechatronics; Springer: Singapore, 2018; pp. 141–154. [Google Scholar] [CrossRef]
- Zhang, H.J.; Chen, W.Y.; Chen, D.C.; Zhang, L.C. Assessment of the Exit Defects in Carbon Fibre-Reinforced Plastic Plates Caused by Drilling. Key Eng. Mater. 2001, 196, 43–52. [Google Scholar] [CrossRef]
- Krishnaraj, V.; Prabukarthi, A.; Ramanathan, A.; Elanghovan, N.; Senthil Kumar, M.; Zitoune, R.; Davim, J.P. Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic (CFRP) laminates. Compos. Part B Eng. 2012, 43, 1791–1799. [Google Scholar] [CrossRef]
- Davim, J.; Reis, P. Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos. Struct. 2003, 59, 481–487. [Google Scholar] [CrossRef]
- Geier, N.; Szalay, T. Optimisation of process parameters for the orbital and conventional drilling of uni-directional carbon fibre-reinforced polymers (UD-CFRP). Measurement 2017, 110, 319–334. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Rubio, J.C.; Correia, A.E.; Abrão, A.M.; Davim, J.P. Analysis of parametric influence on delam-ination in high-speed drilling of carbon fiber reinforced plastic composites. J. Mater. Process. Technol. 2008, 203, 431–438. [Google Scholar] [CrossRef]
- Marques, A.; Durão, L.M.; Magalhães, A.; Silva, J.; Tavares, J. Delamination analysis of carbon fibre reinforced laminates: Evaluation of a special step drill. Compos. Sci. Technol. 2009, 69, 2376–2382. [Google Scholar] [CrossRef] [Green Version]
- Grilo, T.J.; Paulo, R.M.F.; Silva, C.R.M.; Davim, J.P. Experimental delamination analyses of CFRPs using different drill geom-etries. Compos. B Eng. 2013, 45, 1344–1350. [Google Scholar] [CrossRef]
- Tsao, C.C. Investigation into the effects of drilling parameters on delamination by various step-core drills. J. Mater. Process. Technol. 2008, 206, 405–411. [Google Scholar] [CrossRef]
- Hintze, W.; Clausen, R.; Schütte, C.; Kroll, K. Evaluation of the total cutting force in drilling of CFRP: A novel experimental method for the analysis of the cutting mechanism. Prod. Eng. 2018, 12, 431–440. [Google Scholar] [CrossRef]
- Hassan, M.; Abdullah, J.; Franz, G.; Shen, C.; Mahmoodian, R. Effect of Twist Drill Geometry and Drilling Parameters on Hole Quality in Single-Shot Drilling of CFRP/Al7075-T6 Composite Stack. J. Compos. Sci. 2021, 5, 189. [Google Scholar] [CrossRef]
- Enemuoh, E.U.; El-Gizawy, A.S.; Okafor, A.C. An approach for development of damage-free drilling of carbon fiber rein-forced thermosets. Int. J. Mach. Tools Manuf. 2001, 41, 1795–1814. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Taguchi analysis of delamination associated with various drill bits in drilling of composite material. Int. J. Mach. Tools Manuf. 2004, 44, 1085–1090. [Google Scholar] [CrossRef]
- Khashaba, U.; Seif, M.; Elhamid, M. Drilling analysis of chopped composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 61–70. [Google Scholar] [CrossRef]
- Shetty, N.; Herbert, M.A.; Shetty, R.; Shetty, D.S.; Vijay, G. Soft computing techniques during drilling of bi-directional carbon fiber reinforced composite. Appl. Soft Comput. 2016, 41, 466–478. [Google Scholar] [CrossRef]
- Chen, Y.; Su, H.; Qian, N.; He, J.; Gu, J.; Xu, J.; Ding, K. Ultrasonic vibration-assisted grinding of silicon carbide ceramics based on actual amplitude measurement: Grinding force and surface quality. Ceram. Int. 2021, 47, 15433–15441. [Google Scholar] [CrossRef]
- Feng, Q.; Cong, W.; Pei, Z.J.; Ren, C.Z. Rotary Ultrasonic Machining of Carbon Fiber-Reinforced Polymer: Feasibility Study. Mach. Sci. Technol. 2012, 16, 380–398. [Google Scholar] [CrossRef] [Green Version]
- Sanda, A.; Arriola, I.; Navas, V.G.; Bengoetxea, I.; Gonzalo, O. Ultrasonically assisted drilling of carbon fibre reinforced plastics and Ti6Al4V. J. Manuf. Process. 2016, 22, 169–176. [Google Scholar] [CrossRef]
- Jain, A.K.; Pandey, P.M.; Narasaiah, K.; Gopinath, S.; Venkitakrishnan, P.V. Effect of tool design parameters study in micro rotary ultrasonic machining process. Int. J. Adv. Manuf. Technol. 2018, 98, 1267–1285. [Google Scholar] [CrossRef]
- Yang, Z.; Zhu, L.; Zhang, G.; Ni, C.; Lin, B. Review of ultrasonic vibration-assisted machining in advanced materials. Int. J. Mach. Tools Manuf. 2020, 156, 103594. [Google Scholar] [CrossRef]
- Dahnel, A.N.; Ascroft, H.; Barnes, S. The Effect of Varying Cutting Speeds on Tool Wear During Conventional and Ultrasonic Assisted Drilling (UAD) of Carbon Fibre Composite (CFC) and Titanium Alloy Stacks. Procedia CIRP 2016, 46, 420–423. [Google Scholar] [CrossRef] [Green Version]
- Cong, W.L.; Pei, Z.J.; Feng, Q.; Deines, T.W.; Treadwell, C. Rotary ultrasonic machining of CFRP: A comparison with twist drilling. J. Reinf. Plast. Compos. 2012, 31, 313–321. [Google Scholar] [CrossRef]
- Makhdum, F.; Jennings, L.T.; Roy, A.; Silberschmidt, V.V. Cutting forces in ultrasonically assisted drilling of carbon fibre-reinforced plastics. J. Phys. Conf. Ser. 2012, 382, 012019. [Google Scholar] [CrossRef] [Green Version]
- Makhdum, F.; Phadnis, V.A.; Roy, A.; Silberschmidt, V.V.; Lacarbonara, W. Effect ofultrasonically-assisted drilling on car-bon-fibre-reinforced plastics. J. Sound Vib. 2014, 33, 5939–5952. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.Q.; Gao, G.L.; Li, H.N.; Luo, H. Effects of machining conditions on the hole wall delamination in both conventional and ultrasonic-assisted CFRP drilling. Int. J. Adv. Manuf. Technol. 2019, 104, 2301–2315. [Google Scholar] [CrossRef]
- Geng, D.; Teng, Y.; Liu, Y.; Shao, Z.; Jiang, X.; Zhang, D. Experimental study on drilling load and hole quality during rotary ultrasonic helical machining of small-diameter CFRP holes. J. Mater. Process. Technol. 2019, 270, 195–205. [Google Scholar] [CrossRef]
- Cao, S.; Li, H.N.; Huang, W.; Zhou, Q.; Lei, T.; Wu, C. A delamination prediction model in ultrasonic vibration assisted drilling of CFRP composites. J. Mater. Process. Technol. 2022, 302, 117480. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. A new method to reduce delaminations during drilling of FRP laminates by feed rate control. Compos. Struct. 2018, 186, 154–164. [Google Scholar] [CrossRef]
- Tamura, S.; Matsumura, T. Delamination-free drilling of carbon fiber reinforced plastic with variable feed rate. Precis. Eng. 2021, 70, 70–76. [Google Scholar] [CrossRef]
- Phadke, M.S. Quality engineering using design of experiments, quality control, robust design, and the Taguchi method. In Quality Control, Robust Design, and the Taguchi Method; Dehnad, K., Ed.; Springer: Boston, MA, USA, 1988; pp. 31–50. [Google Scholar]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; Wiley: New York, NY, USA, 2009. [Google Scholar]
- Glantz, S.A.; Slinker, B.K. Primer of Applied Regression & Analysis of Variance; McGraw-Hill, Inc.: New York, NY, USA, 2001. [Google Scholar]
- De Myttenaere, A.; Golden, B.; Le Grand, B.; Rossi, F. Mean absolute percentage error for regression models. Neurocomputing 2016, 192, 38–48. [Google Scholar] [CrossRef] [Green Version]
- Azghandi, B.V.; Kadivar, M.; Razfar, M. An Experimental Study on Cutting Forces in Ultrasonic Assisted Drilling. Procedia CIRP 2016, 46, 563–566. [Google Scholar] [CrossRef] [Green Version]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tools Manuf. 2009, 49, 1185–1196. [Google Scholar] [CrossRef]
- Zhu, G.; Hu, S.; Tang, H. Prediction of tool wear in CFRP drilling based on neural network with multicharacteristics and multisignal sources. Compos. Adv. Mater. 2021, 30, 1–15. [Google Scholar] [CrossRef]
- Lissek, F.; Tegas, J.; Kaufeld, M. Damage Quantification for the Machining of CFRP: An Introduction about Characteristic Values Considering Shape and Orientation of Drilling-induced Delamination. Procedia Eng. 2016, 149, 2–16. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Notation | Level | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Spindle speed (S, rpm) | A | 3000 | 4000 | 5000 |
| Feed rate, (F, mm/min) | B | 10 | 20 | 30 |
| Ultrasonic power rate, (P, %) | C | 30 | 50 | 70 |
| L1 | L2 | L3 | L4 | L5 | L6 | L7 | L8 | L9 | |
|---|---|---|---|---|---|---|---|---|---|
| Speed (rpm) | 3000 | 3000 | 3000 | 4000 | 4000 | 4000 | 5000 | 5000 | 5000 |
| Feed (mm/min) | 10 | 20 | 30 | 10 | 20 | 30 | 10 | 20 | 30 |
| Power rate (%) | 30 | 50 | 70 | 50 | 70 | 30 | 70 | 30 | 50 |
| Drilled cycle | Cutting force (N) | ||||||||
| 1 | 68.51 | 57.34 | 48.10 | 46.25 | 59.62 | 55.06 | 61.87 | 44.48 | 46.86 |
| 2 | 79.34 | 66.94 | 60.06 | 60.08 | 69.65 | 64.97 | 67.86 | 55.81 | 56.90 |
| 3 | 83.04 | 74.19 | 67.51 | 68.75 | 76.60 | 73.20 | 69.37 | 62.88 | 65.78 |
| 4 | 85.99 | 75.09 | 73.27 | 69.48 | 81.64 | 76.99 | 72.25 | 68.20 | 70.32 |
| 5 | 85.13 | 83.41 | 78.72 | 71.91 | 85.19 | 81.86 | 72.94 | 71.09 | 74.37 |
| 6 | 86.67 | 84.59 | 80.88 | 71.78 | 89.26 | 84.6 | 70.03 | 73.54 | 73.21 |
| 7 | 87.00 | 88.79 | 82.88 | 73.79 | 92.04 | 88.81 | 70.77 | 73.34 | 75.06 |
| 8 | 89.44 | 81.53 | 86.46 | 75.71 | 93.39 | 92.67 | 70.98 | 74.66 | 77.38 |
| 9 | 90.23 | 87.19 | 80.13 | 76.58 | 95.67 | 94.54 | 72.47 | 77.24 | 77.72 |
| 10 | 91.15 | 90.34 | 85.43 | 81.44 | 96.00 | 95.89 | 73.31 | 76.70 | 79.60 |
| 11 | 92.83 | 88.46 | 92.89 | 82.10 | 97.79 | 94.24 | 72.43 | 77.19 | 80.57 |
| 12 | 93.45 | 88.68 | 93.64 | 81.04 | 99.41 | 98.66 | 71.78 | 76.73 | 80.26 |
| 13 | 99.08 | 90.66 | 93.73 | 83.74 | 100.52 | 99.79 | 72.22 | 78.71 | 80.27 |
| 14 | 96.81 | 93.22 | 95.98 | 86.19 | 100.49 | 99.01 | 75.32 | 78.56 | 82.90 |
| 15 | 94.92 | 95.42 | 95.99 | 80.00 | 99.96 | 100.03 | 77.71 | 79.65 | 82.95 |
| 16 | 97.81 | 99.20 | 101.58 | 88.96 | 100.57 | 98.85 | 75.35 | 79.47 | 83.58 |
| 17 | 98.59 | 94.59 | 103.18 | 88.40 | 100.33 | 103.05 | 75.61 | 79.24 | 83.06 |
| 18 | 98.71 | 94.74 | 99.96 | 91.52 | 107.20 | 102.96 | 77.35 | 80.06 | 83.69 |
| 19 | 102.82 | 103.53 | 103.15 | 91.73 | 105.50 | 104.04 | 75.85 | 80.93 | 84.67 |
| 20 | 104.37 | 96.92 | 95.25 | 95.16 | 104.23 | 104.61 | 79.49 | 83.51 | 86.12 |
| 21 | 104.75 | 101.36 | 104.04 | 93.13 | 106.56 | 106.56 | 79.90 | 80.67 | 87.93 |
| 22 | 105.38 | 96.10 | 103.00 | 95.48 | 107.40 | 105.26 | 79.77 | 80.86 | 87.51 |
| 23 | 106.61 | 97.60 | 108.00 | 96.55 | 107.08 | 107.39 | 80.68 | 83.40 | 88.22 |
| 24 | 107.46 | 109.24 | 104.01 | 95.38 | 108.99 | 108.33 | 81.64 | 84.73 | 89.67 |
| 25 | 109.66 | 102.80 | 105.81 | 97.58 | 109.95 | 111.38 | 82.66 | 86.06 | 93.06 |
| Process Parameter | Level 1 | Level 2 | Level 3 | Degree of Freedom (DF) | Sum of Square (SS) | Mean of Square (MS) | F-Value | Contributions |
|---|---|---|---|---|---|---|---|---|
| A Spindle speed, (S) | −39.22 | −39.19 | −37.69 | 2 | 4.58606 | 2.2930 | 5.0879 | 75.36% |
| B Feed rate, (F) | −38.44 | −38.82 | −38.86 | 2 | 0.32274 | 0.16136 | 0.3580 | 5.30% |
| C Power rate, (P) | −38.91 | −38.48 | −38.71 | 2 | 0.27522 | 0.13761 | 0.3053 | 4.52% |
| Error, (e) | 2 | 0.90136 | 0.45068 | 14.81% | ||||
| Total | 8 | 6.08537 | 3.04268 |
| Drilling Set | Spindle Speed (rpm) | Feed Rate (mm/min) | Power Rate (%) | Delamination Factor Measured at Specified Drilled Holes | |||||
|---|---|---|---|---|---|---|---|---|---|
| Y1 (#5) | Y2 (#10) | Y3 (#15) | Y4 (#20) | Y5 (#25) | S/N Ratio | ||||
| 1 | 3000 | 10 | 30 | 1.361 | 1.248 | 1.417 | 1.320 | 1.377 | −2.579 |
| 2 | 3000 | 20 | 50 | 1.385 | 1.385 | 1.393 | 1.241 | 1.418 | −2.708 |
| 3 | 3000 | 30 | 70 | 1.411 | 1.324 | 1.381 | 1.318 | 1.322 | −2.672 |
| 4 | 4000 | 10 | 50 | 1.421 | 1.232 | 1.430 | 1.326 | 1.308 | −2.576 |
| 5 | 4000 | 20 | 70 | 1.363 | 1.303 | 1.356 | 1.280 | 1.473 | −2.649 |
| 6 | 4000 | 30 | 30 | 1.367 | 1.212 | 1.388 | 1.347 | 1.386 | −2.553 |
| 7 | 5000 | 10 | 70 | 1.220 | 1.306 | 1.353 | 1.310 | 1.388 | −2.389 |
| 8 | 5000 | 20 | 30 | 1.290 | 1.370 | 1.315 | 1.328 | 1.441 | −2.606 |
| 9 | 5000 | 30 | 50 | 1.388 | 1.311 | 1.262 | 1.448 | 1.432 | −2.634 |
| Control Factors | Level 1 | Level 2 | Level 3 | Degree of Freedom (DF) | Sum of Square (SS) | Mean of Square (MS) | F-Value | Contributions (P%) | |
|---|---|---|---|---|---|---|---|---|---|
| A | Spindle speed, (S) | −2.653 | −2.593 | −2.543 | 2 | 0.0181 | 0.0090 | 5.0879 | 26.64 |
| B | Feed rate, (F) | −2.515 | −2.654 | −2.620 | 2 | 0.0316 | 0.0158 | 0.3581 | 46.57 |
| C | Power rate, (P) | −2.579 | −2.639 | −2.570 | 2 | 0.0085 | 0.0043 | 0.3053 | 12.54 |
| Error | 2 | 0.0097 | 0.0048 | 14.25 | |||||
| Total | 8 | 0.0679 | 0.0340 | ||||||
| Parameters | Coefficients | Standard Deviations | p-Value |
|---|---|---|---|
| Intercept | 4.7497 | 15.8287 | 0.7644 |
| Drilled cycles (N) | 1.3836 | 0.0605 | 0.0000 |
| Feed rate (F) | −0.3663 | 0.4997 | 0.4643 |
| Spindle speed (S) | 0.0418 | 0.0076 | 0.0000 |
| Power rate (P) | 0.0345 | 0.0338 | 0.3082 |
| Feed (F2) | −0.0158 | 0.0093 | 0.0891 |
| Speed × speed (S2) | −6.84 × 10−6 | 0.0000 | 0.0000 |
| Speed × feed rate (F × S) | 0.0003 | 0.0001 | 0.0004 |
| Parameters | Coefficients | Standard Deviations | p-Value |
|---|---|---|---|
| Intercept | 6.7343 | 0.2189 | 0.0000 |
| Spindle speed (S) | −0.3249 | 0.0251 | 0.0000 |
| Feed rate (F) | 0.0392 | 0.0116 | 8.52 × 10−4 |
| Power rate (P) | −0.0288 | 0.0151 | 5.70 × 10−2 |
| Drilled cycle (N) | 0.1682 | 0.0064 | 0.0000 |
| Model Type | Regression Training Dataset | Validation Dataset | ||||
|---|---|---|---|---|---|---|
| R | RMSE | MAPE | R | RMSE | MAPE | |
| (a) Polynomial model | 0.886 | 6.43 | 6.52% | 0.925 | 5.63 | 5.52% |
| (b) Power-law model | 0.886 | 5.94 | 6.37% | 0.934 | 5.47 | 5.86% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, C.-R.; Liao, B.-M.; Kai, C.-Y.; Su, C.-M.; Hung, J.-P. Modeling Evolution of Cutting Force in Ultrasonically Assisted Drilling of Carbon Fiber Reinforced Plastics. Materials 2022, 15, 3392. https://doi.org/10.3390/ma15093392
Huang C-R, Liao B-M, Kai C-Y, Su C-M, Hung J-P. Modeling Evolution of Cutting Force in Ultrasonically Assisted Drilling of Carbon Fiber Reinforced Plastics. Materials. 2022; 15(9):3392. https://doi.org/10.3390/ma15093392
Chicago/Turabian StyleHuang, Ci-Rong, Bing-Mai Liao, Chen-Yu Kai, Cheng-Mu Su, and Jui-Pin Hung. 2022. "Modeling Evolution of Cutting Force in Ultrasonically Assisted Drilling of Carbon Fiber Reinforced Plastics" Materials 15, no. 9: 3392. https://doi.org/10.3390/ma15093392