
Research on Underwater Wet Laser Self-Fusion Welding Process and Analysis of Microstructure and Properties of TC4 Titanium Alloy Weld

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Analysis
3.1. Feasibility Study of Underwater Wet Laser Welding
3.2. Effect of Process Parameters on Welding Forming
3.3. Analysis of Weld Cross-Section Morphology
3.4. Microstructure Analysis of Weld
3.5. Analysis of the Mechanical Properties of Welds
4. Conclusions
- (1)
- Under certain conditions, underwater wet laser welding is feasible. When the laser power is 1000~6000 W and the welding speed is 3–15 mm/s, increasing the power and reducing the welding speed are beneficial to obtain a larger water depth threshold; the off-focus value has little effect on the water depth threshold. The weld forming performance becomes worse as the water depth of the workpiece surface increases. When the water depth exceeds 7 mm, a continuous weld cannot be formed.
- (2)
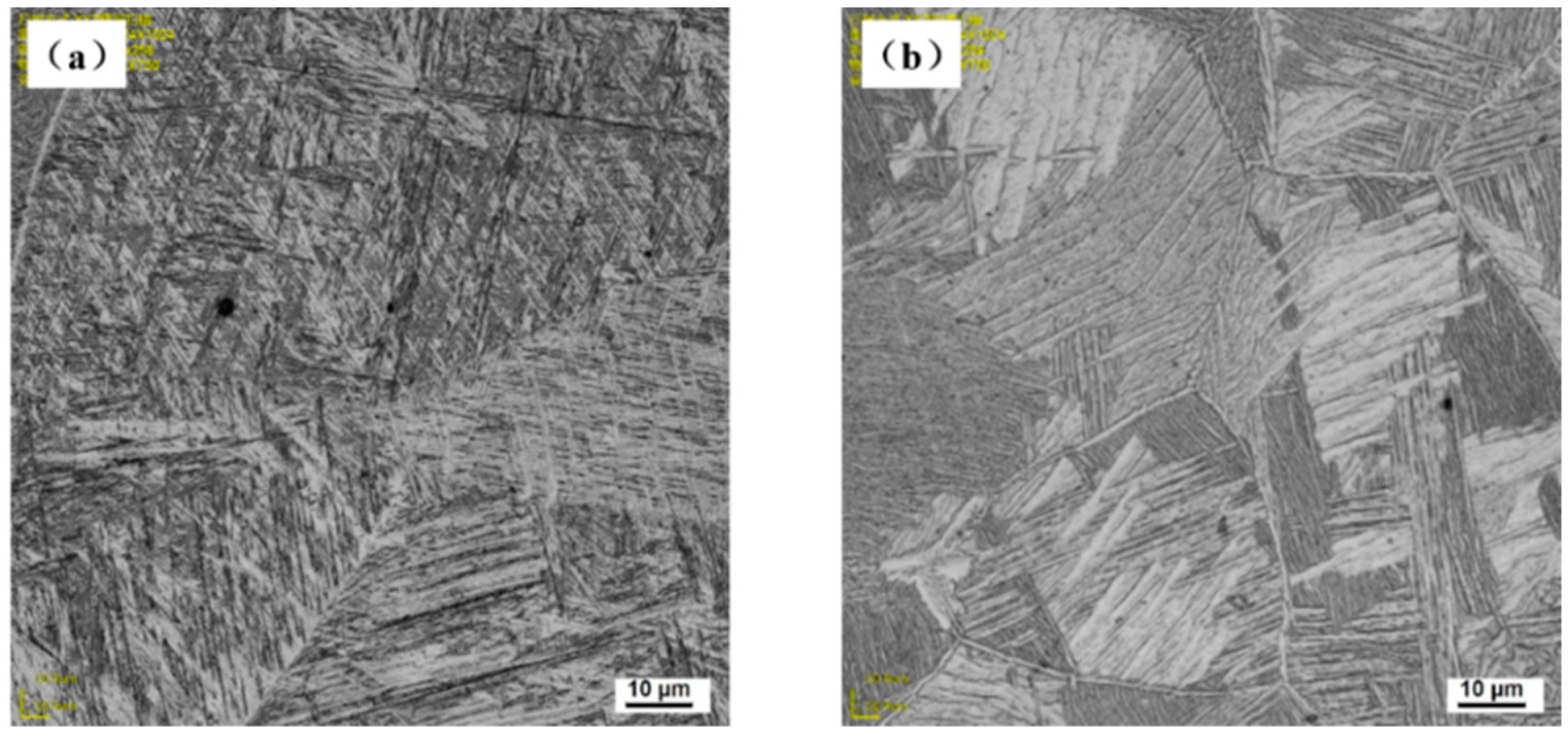
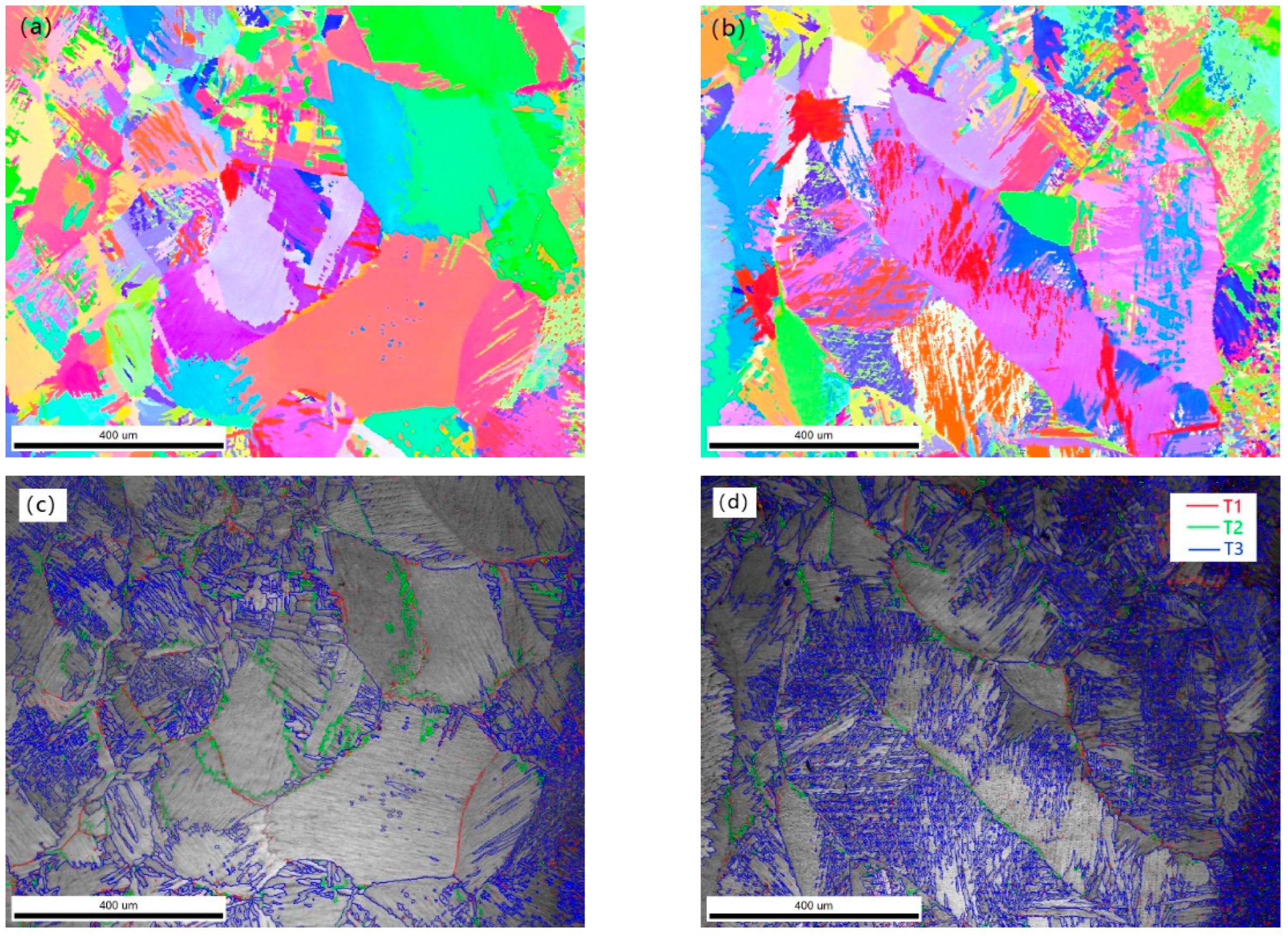
- Underwater welding weld and air welding weld are typical ‘nail type’ morphology. Both are constrained by the underwater plasma and rapid cooling. The underwater welding seam has a narrow melting width, a small heat-affected zone, and a finer grain. The αphase on the β grain boundary of the air weld is distributed in a network shape. The αphase inside the β grain is distributed in a flaky shape; underwater weld α′ martensite runs through the whole β grain, forming secondary acicular α′ phase between α′ martensite phase, forming basketweave structure. The grain size at the top of weld is finer.
- (3)
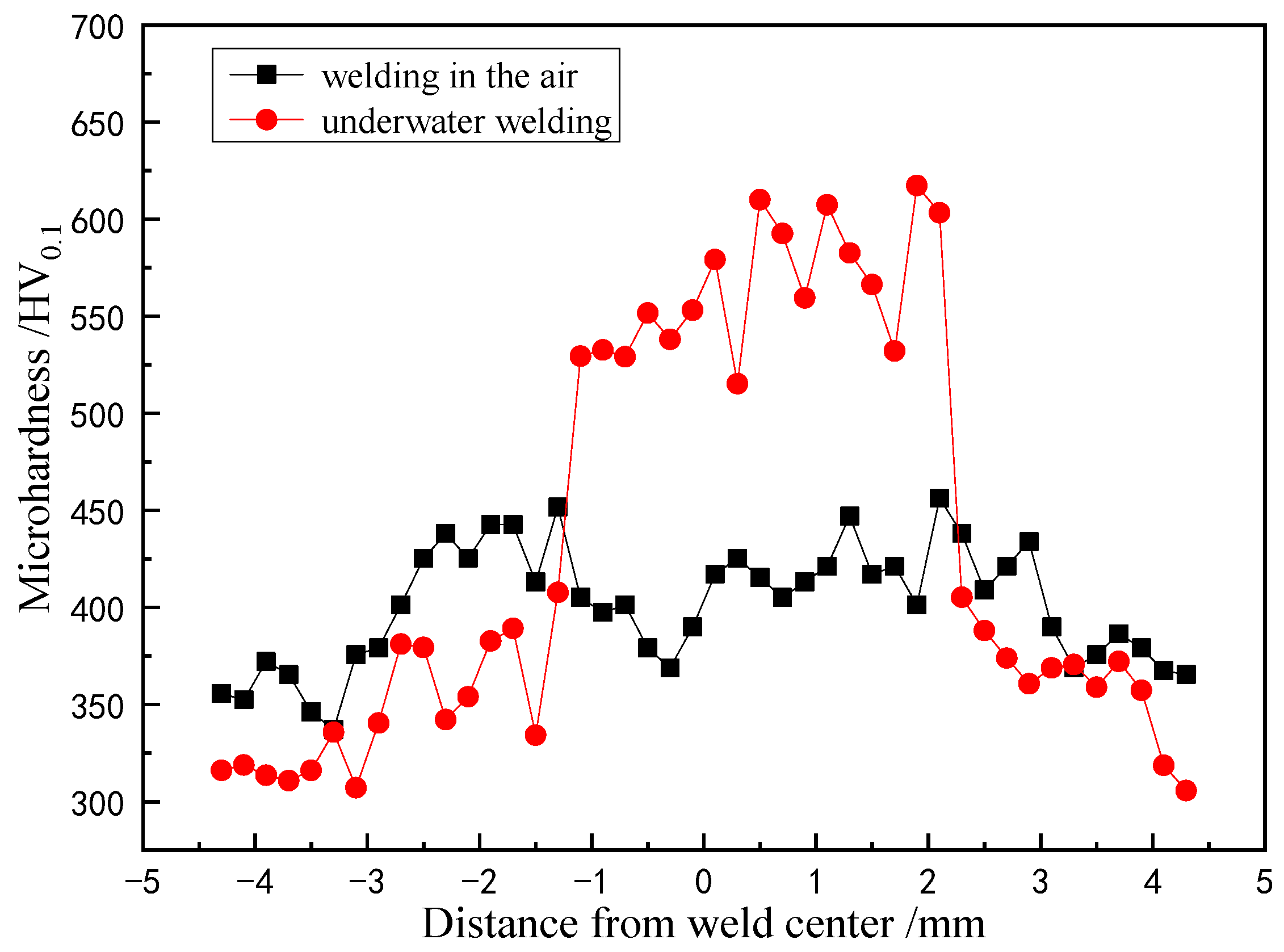
- Compared with the welding in the air, the α′ phase content of underwater welding is significantly higher. The center hardness of the underwater welding seam reaches more than 600 HV0.1. The residual stress of the welding seam is approximately symmetrically distributed. There is a large tensile stress at the welding seam along the welding direction (longitudinal), reaching 458 MPa. The residual stress appears as a small compressive stress with the increase of the distance from the weld. The existence of compressive stress improves the yield limit of the weld and helps to improve the strength. The distribution of residual stress also affects the fracture morphology. The existence of compressive stress improves the plastic deformation ability of weld.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, D.; Wang, S.; Zhang, W. Microstructural Evolution and Mechanical Properties of Electron Beam Welded Ti70/TA5 Dissimilar Joint. J. Eng. Mater. Technol. 2020, 143, 1–21. [Google Scholar] [CrossRef]
- Xu, W.-F.; Ma, J.; Luo, Y.X.; Fang, Y.-X. Microstructure and high-temperature mechanical properties of laser beam welded TC4/TA15 dissimilar titanium alloy joints. Trans. Nonferrous Met. Soc. China 2020, 30, 160–170. [Google Scholar] [CrossRef]
- Sandu, A.V.; Baltatu, M.S.; Nabialek, M.; Savin, A.; Vizureanu, P. Characterization and Mechanical Proprieties of New TiMo Alloys Used for Medical Applications. Materials 2019, 12, 2973. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Blatu, M.S.; Vizureanu, P.; Goan, V.; Ţugui, C.A.; Voiculescu, I. Mechanical tests for Ti-based alloys as new medical materials. IOP Conf. Ser. Mater. Sci. Eng. 2019, 572, 012029. [Google Scholar] [CrossRef] [Green Version]
- Vizureanu, P. Assessment of the Effects of Si Addition to a New TiMoZrTa System. Materials 2021, 14, 7610. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical properties of biomedical titanium alloys. Mater. Sci. Eng. A 1998, 243, 231–236. [Google Scholar] [CrossRef]
- Li, L.; Wang, S.; Huang, W.; Jin, Y. Microstructure and mechanical properties of electron beam welded TC4/TA7 dissimilar titanium alloy joint. J. Manuf. Processes 2020, 50, 295–304. [Google Scholar] [CrossRef]
- Burkov, A.A.; Chigrin, P.G. Synthesis of Ti-Al intermetallic coatings via electrospark deposition in a mixture of Ti and Al granules technique. Surf. Coat. Technol. 2020, 387, 125550. [Google Scholar] [CrossRef]
- Huang, J.K.; Liu, S.E.; Yu, S.R.; Yu, X.; Chen, H.; Fan, D. Arc deposition of wear resistant layer TiN on Ti6Al4V using simultaneous feeding of nitrogen and wire. Surf. Coat. Technol. 2020, 381, 125141. [Google Scholar] [CrossRef]
- Varenne, C.; Prima, F.; Brozek, C.; Bourgon, J.; Besson, J.; Gourgues-Lorenzon, A.-F. High impact resistance of a twip β titanium alloy: Linking the multi-scale deformation and fracture mechanisms. J. Mater. Sci. 2021, 56, 5201–5214. [Google Scholar] [CrossRef]
- Sohu News. Who Is the Best Titanium Alloy Submarine: Who Is the Only Country in the World that Uses Titanium Alloy to Build Nuclear Submarines. Available online: https://www.sohu.com/a/139440377_600501 (accessed on 10 May 2017).
- China Gateway to Corrosion and Protection Net. Comprehensive Analysis of Deep Sea Equipment Material Technology. Available online: http://www.ecorr.org/news/science/2016-03-28/4208.html (accessed on 28 March 2016).
- Chen, Z.; Wang, B.; Duan, B. Mechanical Properties and Microstructure of a High-Power Laser-Welded Ti6Al4V Titanium Alloy. J. Mater. Eng. Perform. 2020, 29, 2296–2304. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Cicala, E.; Peyre, P.; Grevey, D. Direct keyhole laser welding of aluminum alloy aa5754 to titanium alloy Ti6Al4V. J. Mater. Process. Technol. 2015, 217, 96–104. [Google Scholar] [CrossRef] [Green Version]
- Junaid, M.; Baig, M.N.; Shamir, M.; Khan, F.; Rehman, K.; Haider, J. A comparative study of pulsed laser and pulsed TIG welding of Ti-5Al-2.5Sn titanium alloy sheet. J. Mater. Process. Technol. 2017, 242, 24–38. [Google Scholar] [CrossRef]
- Hao, X.H.; Dong, H.G.; Xia, Y.Q.; Li, P. Microstructure and mechanical properties of laser welded TC4 titanium alloy/304 stainless steel joint with (CoCrFeNi)100-xCux highentropy alloy interlayer. J. Alloy. Compd. 2019, 803, 649–657. [Google Scholar] [CrossRef]
- Vayssette, B.; Saintier, N.; Brugger, C.; Elmay, M.; Pessard, E. Surface roughness of Ti-6Al-4V parts obtained by SLM and EBM: Effect on the High Cycle Fatigue life. Procedia Eng. 2018, 213, 89–97. [Google Scholar] [CrossRef]
- Ning, G.; Di, W.; Mya, B.; Yin, P.; Cheng, Q.; Wang, G. Microstructure and properties of Ti-6Al-4V titanium alloy prepared by underwater wire feeding laser deposition. J. Manuf. Processes 2022, 73, 269–278. [Google Scholar] [CrossRef]
- Tomków, J.; Janeczek, A.; Rogalski, G.; Wolski, A. Underwater Local Cavity Welding of S460N Steel. Materials 2020, 13, 5535. [Google Scholar] [CrossRef]
- Sun, K.; Hu, Y.; Shi, Y.; Liao, B. Microstructure Evolution and Mechanical Properties of Underwater Dry Welded Metal of High Strength Steel Q690E under Different Water Depths. Pol. Marit. Res. 2021, 27, 112–119. [Google Scholar] [CrossRef]
- Wang, K.; Shao, C.; Jiao, X.; Zhu, J.; Cai, Z.; Li, C. Investigation on Microstructure and Properties of Duplex Stainless Steel Welds by Underwater Laser Welding with Different Shielding Gas. Materials 2021, 14, 4774. [Google Scholar] [CrossRef]
- Zhang, Y.; Jia, C.B.; Zhao, B.; Hu, J.; Wu, C. Heat input and metal transfer influences on the weld geometry and microstructure during underwater wet FCAW. J. Mater. Process. Technol. 2016, 238, 373–382. [Google Scholar] [CrossRef]
- Sun, Q.J.; Cheng, W.Q.; Liu, Y.B.; Wang, J.; Cai, C.; Feng, J. Microstructure and mechanical properties of ultrasonic assisted underwater wet welding joints. Mater. Des. 2016, 103, 63–70. [Google Scholar] [CrossRef]
- Xu, C.; Guo, N.; Zhang, X.; Jiang, H.; Chen, H.; Feng, J. In situ X-ray imaging of melt pool dynamics in underwater arc welding. Mater. Des. 2019, 179, 107899. [Google Scholar] [CrossRef]
- Fu, Y.L.; Guo, N.; Zhu, B.H.; Shi, X.; Feng, J. Microstructure and properties of underwater laser welding of TC4 titanium alloy. J. Mater. Process. Technol. 2019, 275, 116372. [Google Scholar] [CrossRef]
- Guo, N.; Cheng, Q.; Zhang, X.; Fu, Y.; Huang, L. Microstructure and Mechanical Properties of Underwater Laser Welding of Titanium Alloy. Materials 2019, 12, 2703. [Google Scholar] [CrossRef] [Green Version]
- Luo, M.; Wei, P.; Li, Q.; Hu, R.; Huang, A.; Pang, S. Underwater Laser Welding of Pure Ti: Oxidation and Hardening Behaviors. Met.-Open Access Metall. J. 2021, 11, 610. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Zhang, S.; Wang, C.; Wu, L.; Feng, J. Characterization of the underwater welding arc bubble through a visual sensing method. J. Mater. Process. Technol. 2018, 251, 95–108. [Google Scholar] [CrossRef]
- Morita, I.; Owaki, K.; Yamaoka, H.; Kim, C.C. Study of Underwater Laser Welding Repair Technology. Weld. World 2006, 50, 37–43. [Google Scholar] [CrossRef]
- Feng, X.R.; Cui, X.F.; Guo, J.; Zheng, W.; Cai, Z.; Wen, X.; Lu, B.; Liu, J. Underwater laser cladding in full wet surroundings for fabrication of nickel aluminum bronze coatings. Surf. Coat. Technol. 2018, 333, 104–114. [Google Scholar] [CrossRef]
- Omajene, J.E.; Martikainen, J.; Kah, P.; Pirinen, M. Fundamental Difficulties Associated with Underwater Wet Welding. Int. J. Eng. Res. Appl. 2014, 4, 26–31. [Google Scholar]
- Tomków, J.; Rogalski GFydrych, D.; Łabanowski, J. Improvement of S355G10+N steel weldability in water environment by Temper Bead Welding. J. Mater. Process. Technol. 2018, 262, 372–381. [Google Scholar] [CrossRef]
- Sun, W.B.; Ma, Y.E.; Huang, W.; Zhang, W.; Qian, X. Effects of build direction on tensile and fatigue performance of selective laser melting Ti6Al4V titanium alloy. Int. J. Fatigue 2020, 130, 105260. [Google Scholar] [CrossRef]
- Shanmugam, L.; Kazemi, M.E.; Rao, Z.Q.; Yang, L.; Yang, J. On the metal thermoplastic composite interface of Ti alloy/UHMWPE-Elium laminates. Compos. Part B 2020, 181, 107578. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | C | O | N | Ti |
|---|---|---|---|---|---|---|
| TC4 | 6.06 | 3.92 | 0.013 | 0.15 | 0.014 | Margin |
| Tensile Strength/MPa | Elongation/% | |
|---|---|---|
| TC4 substrate | 932 | 14.6 |
| underwater weld (top) | 591 | 5.8 |
| underwater weld (middle) | 439 | 3.3 |
| underwater weld (bottom) | 618 | 7.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, Z.; Du, X.; Zhu, J.; Wang, K.; Zhao, X.; Liu, J.; Li, J.; Liu, J.; Wang, J.; Wang, H. Research on Underwater Wet Laser Self-Fusion Welding Process and Analysis of Microstructure and Properties of TC4 Titanium Alloy Weld. Materials 2022, 15, 3380. https://doi.org/10.3390/ma15093380
Cai Z, Du X, Zhu J, Wang K, Zhao X, Liu J, Li J, Liu J, Wang J, Wang H. Research on Underwater Wet Laser Self-Fusion Welding Process and Analysis of Microstructure and Properties of TC4 Titanium Alloy Weld. Materials. 2022; 15(9):3380. https://doi.org/10.3390/ma15093380
Chicago/Turabian StyleCai, Zhihai, Xian Du, Jialei Zhu, Kai Wang, Xiaoxin Zhao, Jun Liu, Jing Li, Jian Liu, Jia Wang, and Haidou Wang. 2022. "Research on Underwater Wet Laser Self-Fusion Welding Process and Analysis of Microstructure and Properties of TC4 Titanium Alloy Weld" Materials 15, no. 9: 3380. https://doi.org/10.3390/ma15093380