
MulTi-FAST: A Machinability Assessment of Functionally Graded Titanium Billets Produced from Multiple Alloy Powders



Abstract
:
1. Introduction
1.1. Functionally Graded Materials (FGM) and Multi-Material Components
1.2. Examples of Current Manufacturing Methods for FGM
1.3. Post-Processing Manufacturing Challenges of Multi-Material Components
2. Materials and Methods
2.1. Sample Manufacturing
2.2. Processing Conditions
2.3. Extraction of the Samples and Characterisation
2.4. Machining and Force Analysis
2.5. Analysis of Machining Force Feedback Data
3. Results
3.1. Diffusion Bond Characterisation
3.1.1. Microstructure Analysis
3.1.2. Hardness Profile Evolution
3.2. Bond Average Force Response
3.3. Directionality Effects on Bond Machining Response
3.4. Surface Topography Maps and Digital Fingerprint Reconstruction of Microstructures
3.5. Surface Analysis Damage Assessment
3.6. Subsurface Microstructural Damage at the Diffusion Bond Pairings
4. Discussion
4.1. Surface Finish Defects at the Bond
4.2. Dynamic Effects and Machining Response
5. Conclusions
- Field-assisted sintering technology can be used to successfully join more than five alloys in the same billet without noticeable defects in the bond.
- The machining direction influences the forces generated in the bond, meaning that opposite direction force profiles are different.
- A direct relationship has been found between the surface roughness and the forces in the bond when machining bonds containing Ti-5553. This is not the case for the bonds with Beta C in it.
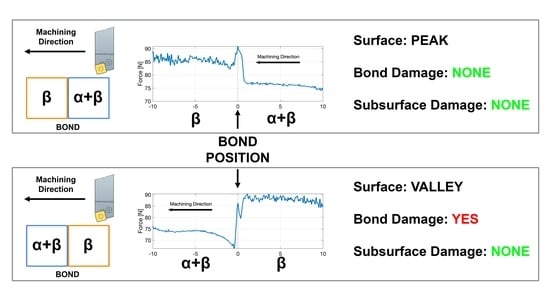
- The machining direction can have a direct impact on the surface damage found. Lower damage levels are reported when machining from an α + β alloy to a β alloy compared with the opposite case. This is consistent for all the bonds consisting of α + β and β alloys regardless of the microstructural development in both alloys. This means that this effect could be linked to chemistry compatibility.
- Little difference was reported in the bonds consisting of similar alloy types, such as the pairing of Ti-64 and Ti-6242.
- The directionality force trends presented in this study are consistent for different CNC machines, ruling out the possibility of errors induced by the CNC machining controller.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaspar, J.; Bechtel, S.; Hafele, T.; Herter, F.; Schneberger, J.; Bahre, D.; Griebsch, J.; Herrmann, H.G.; Vielhaber, M. Integrated Additive Product Development for Multi-Material Parts. Procedia Manuf. 2019, 33, 3–10. [Google Scholar] [CrossRef]
- Kah, P.; Suoranta, R.; Martikainen, J.; Magnus, C. Techniques for Joining Dissimilar Materials: Metals and Polymers. Rev. Adv. Mater. Sci. 2014, 36, 152–164. [Google Scholar]
- Sun, Z.; Karppi, R. The Application of Electron Beam Welding for the Joining of Dissimilar Metals: An Overview. J. Mater. Process. Technol. 1996, 59, 257–267. [Google Scholar] [CrossRef]
- Bhate, S.S.; Bhatwadekar, S.G. A Literature Review of Research on Rotary Friction Welding. Int. J. Innov. Technol. Res. 2016, 4, 2601–2604. [Google Scholar]
- Attallah, M.M.; Preuss, M. Inertia Friction Welding (IFW) for Aerospace Applications. In Welding and Joining of Aerospace Materials; Chaturvedi, M.C., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 25–74. [Google Scholar]
- Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S.K. Joining of Dissimilar Alloys Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Using Linear Friction Welding. Materials 2020, 13, 3664. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Colegrove, P.A.; Bühr, C.; Flipo, B.C.D.; Vairis, A. A Literature Review of Ti-6Al-4V Linear Friction Welding. Prog. Mater. Sci. 2018, 92, 225–257. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Polden, J.; Li, H.; Xu, Y.; Chen, S.; Zhang, Y. A Review on Wire Arc Additive Manufacturing: Monitoring, Control and a Framework of Automated System. J. Manuf. Syst. 2020, 57, 31–45. [Google Scholar] [CrossRef]
- Derekar, K.S. A Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Additive Manufacturing of Aluminium. Mater. Sci. Technol. 2018, 34, 895–916. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, Q.; Wang, Y.; Ma, Z.; Liu, Y. Fabrication of Multi-Element Alloys by Twin Wire Arc Additive Manufacturing Combined with in-Situ Alloying. Mater. Res. Lett. 2020, 8, 477–482. [Google Scholar] [CrossRef]
- Adinarayanappa, S.M.; Simhambhatla, S. Twin-Wire Welding Based Additive Manufacturing (TWAM): Manufacture of Functionally Gradient Objects. Rapid Prototyp. J. 2017, 23, 858–868. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Ma, Y.; Lu, Y.; Shen, C.; Cuiuri, D.; Li, H. Characterization of Wire Arc Additively Manufactured Titanium Aluminide Functionally Graded Material: Microstructure, Mechanical Properties and Oxidation Behaviour. Mater. Sci. Eng. A 2018, 734, 110–119. [Google Scholar] [CrossRef]
- Alonso, U.; Veiga, F.; Suárez, A.; Artaza, T. Experimental Investigation of the Influence of Wire Arc Additive Manufacturing on the Machinability of Titanium Parts. Metals 2020, 10, 24. [Google Scholar] [CrossRef] [Green Version]
- Chernovol, N.; Sharma, A.; Tjahjowidodo, T.; Lauwers, B.; Van Rymenant, P. Machinability of Wire and Arc Additive Manufactured Components. CIRP J. Manuf. Sci. Technol. 2021, 35, 379–389. [Google Scholar] [CrossRef]
- Lopes, J.G.; Machado, C.M.; Duarte, V.R.; Rodrigues, T.A.; Santos, T.G.; Oliveira, J.P. Effect of Milling Parameters on HSLA Steel Parts Produced by Wire and Arc Additive Manufacturing (WAAM). J. Manuf. Process. 2020, 59, 739–749. [Google Scholar] [CrossRef]
- Zhai, W.; Wang, P.; Ng, F.L.; Zhou, W.; Nai, S.M.L.; Wei, J. Hybrid Manufacturing of γ-TiAl and Ti–6Al–4V Bimetal Component with Enhanced Strength Using Electron Beam Melting. Compos. Part B Eng. 2021, 207, 108587. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef] [Green Version]
- Pope, J.J.; Calvert, E.L.; Weston, N.S.; Jackson, M. FAST-DB: A Novel Solid-State Approach for Diffusion Bonding Dissimilar Titanium Alloy Powders for next Generation Critical Components. J. Mater. Process. Technol. 2019, 269, 200–207. [Google Scholar] [CrossRef]
- Levano Blanch, O.; Lunt, D.; Baxter, G.J.; Jackson, M. Deformation Behaviour of a FAST Diffusion Bond Processed from Dissimilar Titanium Alloy Powders. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2021, 52, 3064–3082. [Google Scholar] [CrossRef]
- Suárez, M.; Fernández, A.; Menéndez, J.L.; Torrecillas, R.; Kessel, H.U.; Hennicke, J.; Kirchner, R.; Kessel, T. Challenges and Opportunities for Spark Plasma Sintering: A Key Technology for a New Generation of Materials. Sinter. Appl. 2013, 13, 319–342. [Google Scholar] [CrossRef] [Green Version]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-Assisted Sintering Technology/Spark Plasma Sintering: Mechanisms, Materials, and Technology Developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Weston, N.S.; Jackson, M. FAST-Forge of Titanium Alloy Swarf: A Solid-State Closed-Loop Recycling Approach for Aerospace Machining Waste. Metals 2020, 10, 296. [Google Scholar] [CrossRef] [Green Version]
- Manière, C.; Torresani, E.; Olevsky, E.A. Simultaneous Spark Plasma Sintering of Multiple Complex Shapes. Materials 2019, 12, 557. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Manière, C.; Nigito, E.; Durand, L.; Weibel, A.; Beynet, Y.; Estournès, C. Spark Plasma Sintering and Complex Shapes: The Deformed Interfaces Approach. Powder Technol. 2017, 320, 340–345. [Google Scholar] [CrossRef] [Green Version]
- Manière, C.; Durand, L.; Weibel, A.; Chevallier, G.; Estournès, C. A Sacrificial Material Approach for Spark Plasma Sintering of Complex Shapes. Scr. Mater. 2016, 124, 126–128. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.-P.; Durand, L.; Karnatak, N.; Thomas, M.; Couret, A. An Innovative Way to Produce γ-TiAl Blades: Spark Plasma Sintering. Adv. Eng. Mater. 2015, 17, 1408–1413. [Google Scholar] [CrossRef]
- Weston, N.S.; Jackson, M. FAST-Forge—A New Cost-Effective Hybrid Processing Route for Consolidating Titanium Powder into near Net Shape Forged Components. J. Mater. Process. Technol. 2017, 243, 335–346. [Google Scholar] [CrossRef]
- Calvert, E.; Wynne, B.; Weston, N.; Tudball, A.; Jackson, M. Thermomechanical Processing of a High Strength Metastable Beta Titanium Alloy Powder, Consolidated Using the Low-Cost FAST-Forge Process. J. Mater. Process. Technol. 2018, 254, 158–170. [Google Scholar] [CrossRef]
- Levano, O.; Weston, N.; Pope, J.; Tudball, A.; Lunn, D.; Baxter, G.; Jackson, M. FAST-Forge of Novel Ti-6Al-4V/Ti-6Al-2Sn-4Zr-2Mo Bonded, near Net Shape Forgings from Surplus AM Powder. MATEC Web Conf. 2020, 321, 03010. [Google Scholar] [CrossRef]
- Pope, J.; Jackson, M. Fast-Forge of Diffusion Bonded Dissimilar Titanium Alloys: A Novel Hybrid Processing Approach for next Generation near-Net Shape Components. Metals 2019, 9, 654. [Google Scholar] [CrossRef] [Green Version]
- He, D.; Fu, Z.; Wang, W.; Zhang, J.; Munir, Z.A.; Liu, P. Temperature-Gradient Joining of Ti-6Al-4V Alloys by Pulsed Electric Current Sintering. Mater. Sci. Eng. A 2012, 535, 182–188. [Google Scholar] [CrossRef]
- Naveen Kumar, N.; Janaki Ram, G.D.; Bhattacharya, S.S.; Dey, H.C.; Albert, S.K. Spark Plasma Welding of Austenitic Stainless Steel AISI 304L to Commercially Pure Titanium. Trans. Indian Inst. Met. 2015, 213, 287–297. [Google Scholar] [CrossRef]
- Pripanapong, P.; Umeda, J.; Imai, H.; Takahashi, M.; Kondoh, K. Tensile Strength of Ti/Mg Alloys Dissimilar Bonding Material Fabricated by Spark Plasma Sintering. Int. J. Eng. Innov. Res. 2016, 5, 253–259. [Google Scholar]
- Pripanapong, P.; Kariya, S.; Luangvaranunt, T.; Umeda, J.; Tsutsumi, S.; Takahashi, M.; Kondoh, K. Corrosion Behavior and Strength of Dissimilar Bonding Material between Ti and Mg Alloys Fabricated by Spark Plasma Sintering. Materials 2016, 9, 665. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Matsui, S.; Ullah, S.; Kubo, A.; Fuji, A. Cutting Force Signal Processing for Machining Bimetallic Components. In Proceedings of the International Conference on Leading Edge Manufacturing in 21st Century: LEM21, Kyoto, Japan, 18–22 October 2015; pp. 4–9. [Google Scholar] [CrossRef]
- Ullah, A.S. Machining Forces Due to Turning of Bimetallic Objects Made of Aluminum, Titanium, Cast Iron, and Mild/Stainless Steel. J. Manuf. Mater. Process. 2018, 2, 68. [Google Scholar] [CrossRef] [Green Version]
- Sharif Ullah, A.M.M.; Fuji, A.; Kubo, A.; Tamaki, J.; Kimura, M. On the Surface Metrology of Bimetallic Components. Mach. Sci. Technol. 2015, 19, 339–359. [Google Scholar] [CrossRef]
- Manikandan, G.; Uthayakumar, M.; Aravindan, S. Machining and Simulation Studies of Bimetallic Pistons. Int. J. Adv. Manuf. Technol. 2013, 66, 711–720. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Prabhaharan, G.; Aravindan, S.; Sivaprasad, J.V. Machining Studies on Bimetallic Pistons with CBN Tool Using the Taguchi Method—Technical Communication. Mach. Sci. Technol. 2008, 12, 249–255. [Google Scholar] [CrossRef]
- Saligheh, A.; Hajialimohammadi, A.; Abedini, V. Cutting Forces and Tool Wear Investigation for Face Milling of Bimetallic Composite Parts Made of Aluminum and Cast Iron Alloys. Int. J. Eng. Trans. C Asp. 2020, 33, 1142–1148. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Prabhakaran, G.; Aravindan, S.; Sivaprasad, J.V. Influence of Cutting Force on Bimetallic Piston Machining by a Cubic Boron Nitride (CBN) Tool. Mater. Manuf. Process. 2012, 27, 1078–1083. [Google Scholar] [CrossRef]
- Malakizadi, A.; Sadik, I.; Nyborg, L. Wear Mechanism of CBN Inserts during Machining of Bimetal Aluminum-Grey Cast Iron Engine Block. Procedia CIRP 2013, 8, 188–193. [Google Scholar] [CrossRef] [Green Version]
- Cox, A.; Herbert, S.; Villain-chastre, J.; Turner, S.; Jackson, M. The Effect of Machining and Induced Surface Deformation on the Fatigue Performance of a High Strength Metastable β Titanium Alloy. Int. J. Fatigue 2019, 124, 26–33. [Google Scholar] [CrossRef] [Green Version]
- ASTM B348/B348M-19; Standard Specification for Titanium and Titanium Alloy Bars and Billets. ASTM International: West Conshohocken, PA, USA, 2015.
- AMS4919J; SAE Titanium Alloy Sheet, Strip, and Plate, 6Al-2Sn-4Zr-2Mo-0.08Si, Duplex Annealed. SAE International: Warrendale, PA, USA, 2019.
- Bartus, S.D. Evaluation of Titanium-5Al-5Mo-5V-3Cr (Ti-5553 ) Alloy Against Fragment and Armor-Piercing Projectiles; No. ARL-TR-4996; U.S. Army Research Laboratory: White Oak, MD, USA, 2009. [Google Scholar]
- Motyka, M.; Nowak, W.J.; Wierzba, B.; Chrominski, W. Characterization of the Interface Between α and β Titanium Alloys in the Diffusion Couple. Metall. Mater. Trans. A 2020, 51, 6584–6591. [Google Scholar] [CrossRef]
- Suárez Fernández, D.; Wynne, B.P.; Crawforth, P.; Jackson, M. Titanium Alloy Microstructure Fingerprint Plots from In-Process Machining. Mater. Sci. Eng. A 2021, 811, 141074. [Google Scholar] [CrossRef]
- Suárez, D.; Jackson, M.; Crawforth, P.; Fox, K.; Wynne, B.P. Using Machining Force Feedback to Quantify Grain Size in Beta Titanium. Materialia 2020, 13, 100856. [Google Scholar] [CrossRef]
- Brown, M.; M’Saoubi, R.; Crawforth, P.; Mantle, A.; McGourlay, J.; Ghadbeigi, H. On Deformation Characterisation of Machined Surfaces and Machining-Induced White Layers in a Milled Titanium Alloy. J. Mater. Process. Technol. 2022, 299, 117378. [Google Scholar] [CrossRef]
- Arrazola, P.-J.; Garay, A.; Armendia, M.; Marya, S.; Le Maitre, F. Machinability of Titanium Alloys (Ti6Al4V and Ti555.3). J. Mater. Process. Technol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef] [Green Version]
- Khanna, N.; Sangwan, K.S. Interrupted Machining Analysis for Ti6Al4V and Ti5553 Titanium Alloys Using Physical Vapor Deposition (PVD)—Coated Carbide Inserts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 465–470. [Google Scholar] [CrossRef]
- Nouari, M.; Makich, H. On the Physics of Machining Titanium Alloys: Interactions between Cutting Parameters, Microstructure and Tool Wear. Metals 2014, 4, 335–358. [Google Scholar] [CrossRef] [Green Version]
- Ugarte, A.; Saoubi, R.M.; Garay, A.; Arrazola, P.J. Machining Behaviour of Ti-6Al-4V and Ti-5553 Alloys in Interrupted Cutting with PVD Coated Cemented Carbide. Procedia CIRP 2012, 1, 202–207. [Google Scholar] [CrossRef]
- Ikuta, A.; Shinozaki, K.; Masuda, H.; Yamane, Y. Consideration of the Adhesion Mechanism of Ti Alloys Using a Cemented Carbide Tool during the Cutting Process. J. Mater. Process. Technol. 2002, 127, 251–255. [Google Scholar] [CrossRef]
- Rashid, R.A.R.; Sun, S.; Wang, G.; Dargusch, M.S. Machinability of a near Beta Titanium Alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 2151–2162. [Google Scholar] [CrossRef]
- Niknam, S.A.; Khettabi, R.; Songmene, V. Machinability and Machining of Titanium Alloys: A Review in Machining of Titanium Alloys, 1st ed.; Paulo Davim, J., Ed.; Springer: Berlin, Germany, 2014; pp. 1–30. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Alloy | Powder Type | Dx (10) [μm] | Dx (50) [μm] | Dx (90) [μm] |
|---|---|---|---|---|
| Ti-64 | PREP | 61.3 | 86.7 | 123 |
| Ti-6242 | EIGA | 25.2 | 37.4 | 53.7 |
| Ti-5553 | EIGA | 20.7 | 57.2 | 140 |
| Beta C | EIGA | 42.3 | 124 | 292 |
| Ti | Al | V | Sn | Zr | Mo | Cr | Fe | Si | C | S | O | N | H | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ti-64 | Bal | 6.0 | 3.6 | - | - | - | - | 0.16 | - | 0.023 | 0.01 | 0.181 | 0.003 | 0.0032 |
| Ti-6242 | Bal | 5.6 | - | 1.8 | 4.4 | 1.9 | - | 0.05 | 0.09 | 0.07 | 0.01 | 0.148 | 0.002 | 0.0021 |
| Ti-5553 | Bal | 5.0 | 5.2 | - | - | 5.1 | 2.7 | 0.39 | - | 0.015 | 0.002 | 0.203 | 0.016 | 0.0033 |
| Beta C | Bal | 3.5 | 7.9 | - | 4.3 | 4.6 | 5.4 | <0.05 | - | 0.004 | 0.002 | 0.092 | 0.018 | 0.0022 |
| Standard Deviation | Ti-6242 | Ti-64 | Ti-5553 | Beta C |
|---|---|---|---|---|
| Fx | 0.95 | 0.73 | 0.80 | 1.28 |
| Fy | 3.06 | 1.62 | 1.09 | 6.71 |
| Fz | 2.35 | 2.31 | 2.96 | 3.91 |
| Alloy Bond Pairing (and Machining Direction) | Peak Force in Z | Valley in Surface | Damage at the Bond |
|---|---|---|---|
| Ti-5553 → Ti-6242 | No | Yes | Yes (low) |
| Ti-6242 → Ti-5553 | Yes | No | No |
| Ti-64 → Ti-5553 | Yes | No | No |
| Ti-5553 → Ti-64 | No | Yes | Yes |
| Beta C → Ti-6242 | No | Yes | Yes (low) |
| Ti-6242 → Beta C | Yes | Yes | No |
| Ti-64 → Beta C | No | Yes | No |
| Beta C → Ti-64 | No | Yes | Yes |
| Ti-6242 → Ti-64 | No | No | No |
| Ti-64 → Ti-6242 | No | No | No |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Levano Blanch, O.; Suárez Fernández, D.; Graves, A.; Jackson, M. MulTi-FAST: A Machinability Assessment of Functionally Graded Titanium Billets Produced from Multiple Alloy Powders. Materials 2022, 15, 3237. https://doi.org/10.3390/ma15093237
Levano Blanch O, Suárez Fernández D, Graves A, Jackson M. MulTi-FAST: A Machinability Assessment of Functionally Graded Titanium Billets Produced from Multiple Alloy Powders. Materials. 2022; 15(9):3237. https://doi.org/10.3390/ma15093237
Chicago/Turabian StyleLevano Blanch, Oliver, Daniel Suárez Fernández, Alex Graves, and Martin Jackson. 2022. "MulTi-FAST: A Machinability Assessment of Functionally Graded Titanium Billets Produced from Multiple Alloy Powders" Materials 15, no. 9: 3237. https://doi.org/10.3390/ma15093237