
Method for Manufacturing Corn Straw Cement-Based Composite and Its Physical Properties

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Mixes
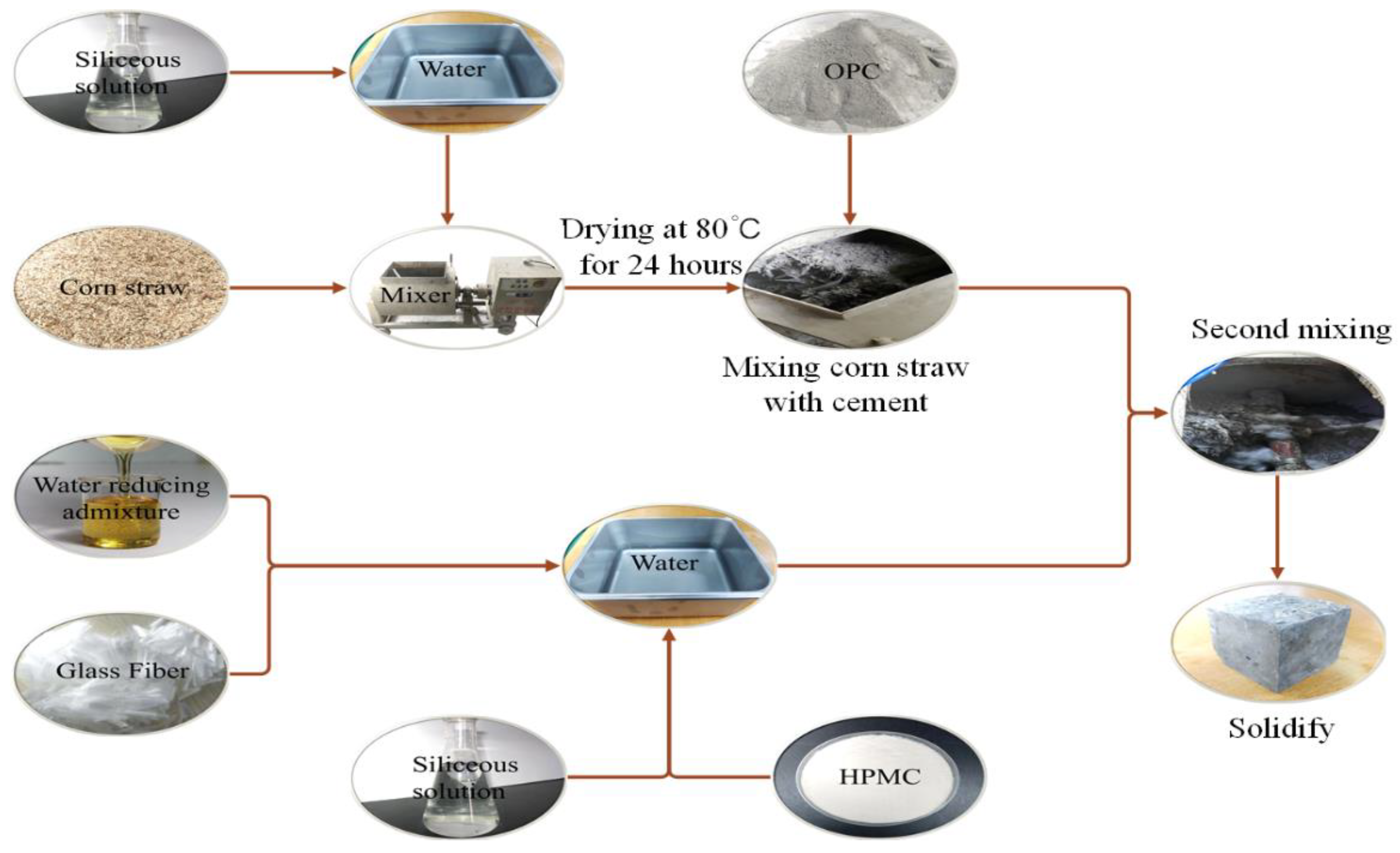
2.2. CSCC Production Method
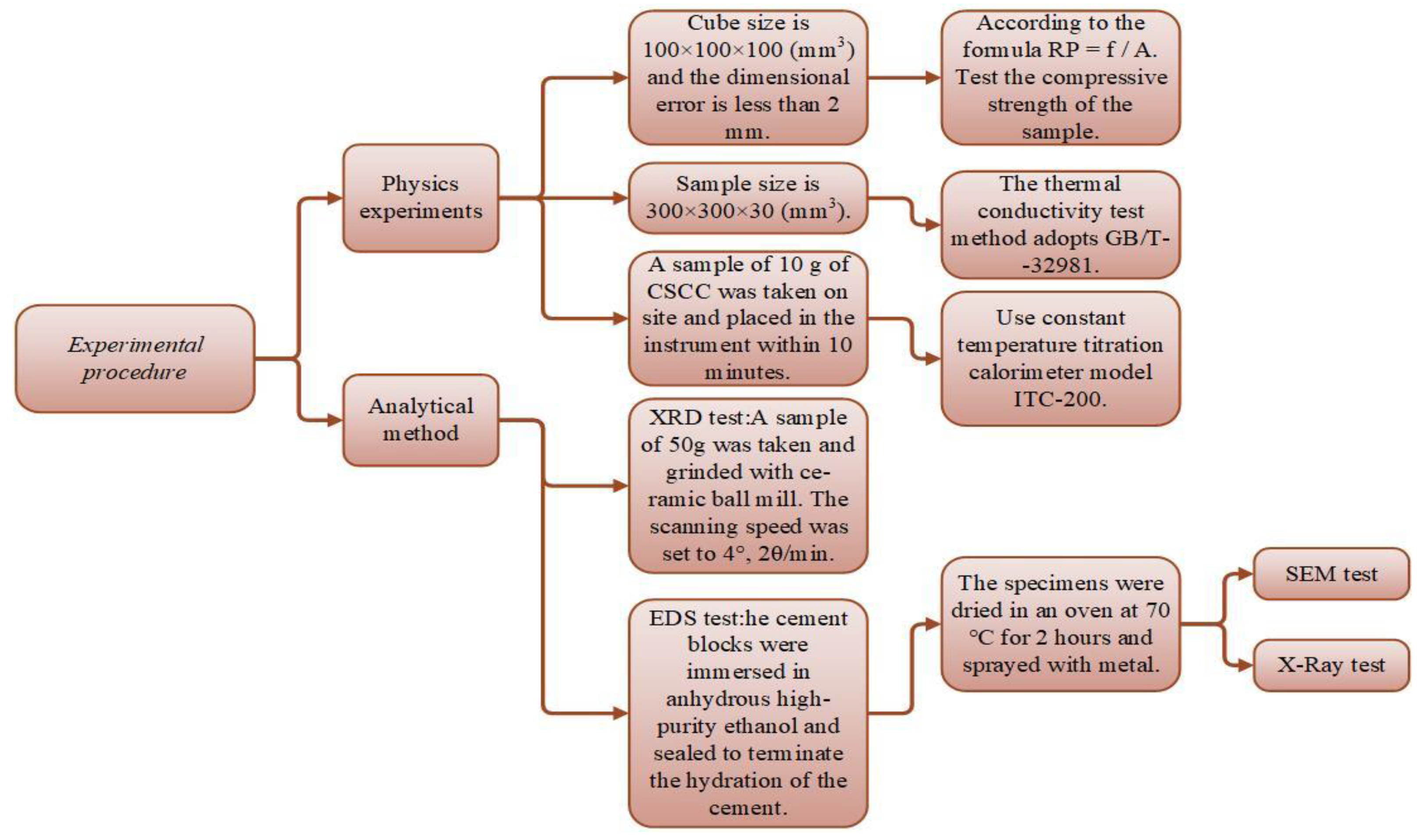
2.3. Experimental Procedure
2.3.1. Physics Experiments
- λε = thermal conductivity of sample (W/m·K).
- Q = sum sample heat flow rate (W).
- T1 = average temperature of cold box (°C).
- T2 = average temperature of metering box (°C).
- S = sample area (m2).
- d = sample thickness (m).
- k = correction factor is 1.03.
2.3.2. Analytical Method
3. Results and Discussion
3.1. Performance Analysis of Corn Straw
3.2. Performance Analysis of CSCC
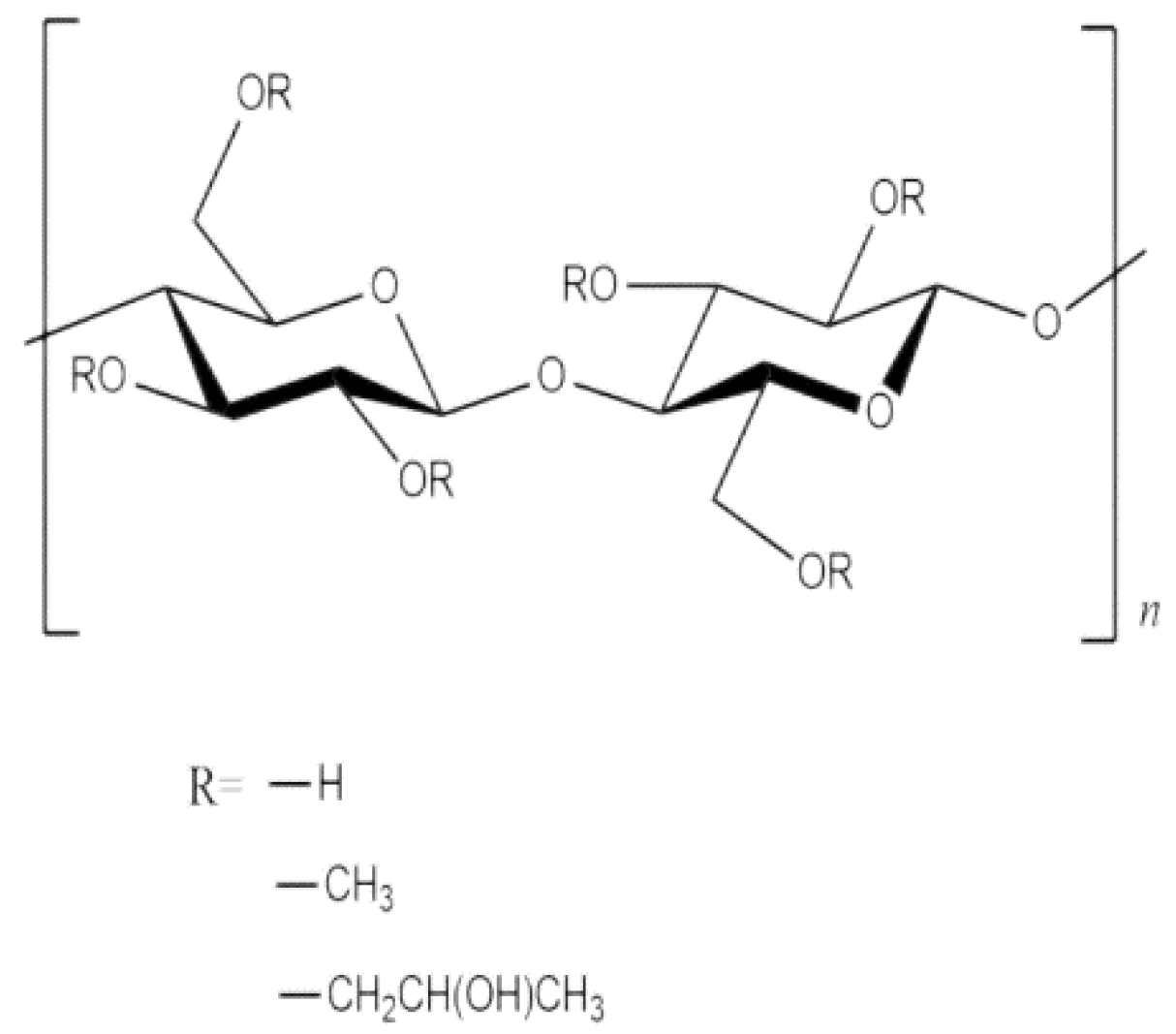
3.3. HPMC Mission in CSCC
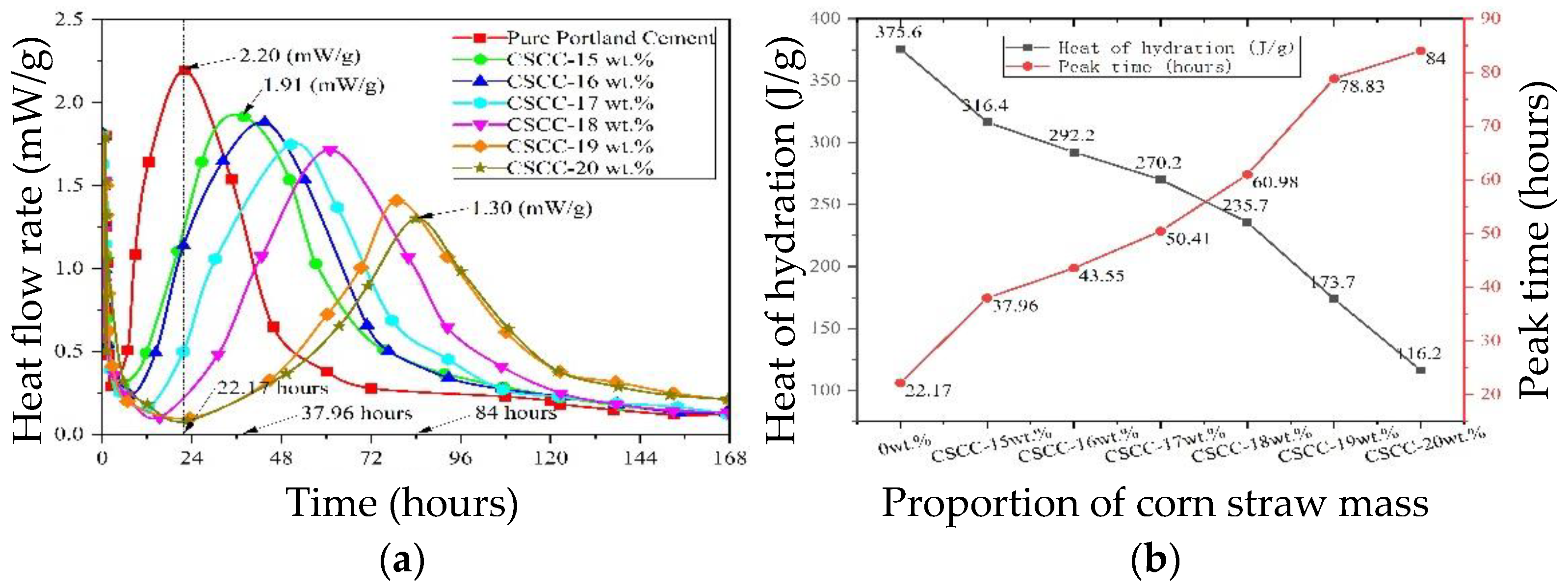
3.4. Effect of Corn Straw Dose on Heat of Hydration
3.5. Mechanism Analysis of CSCC
4. Conclusions
- (1)
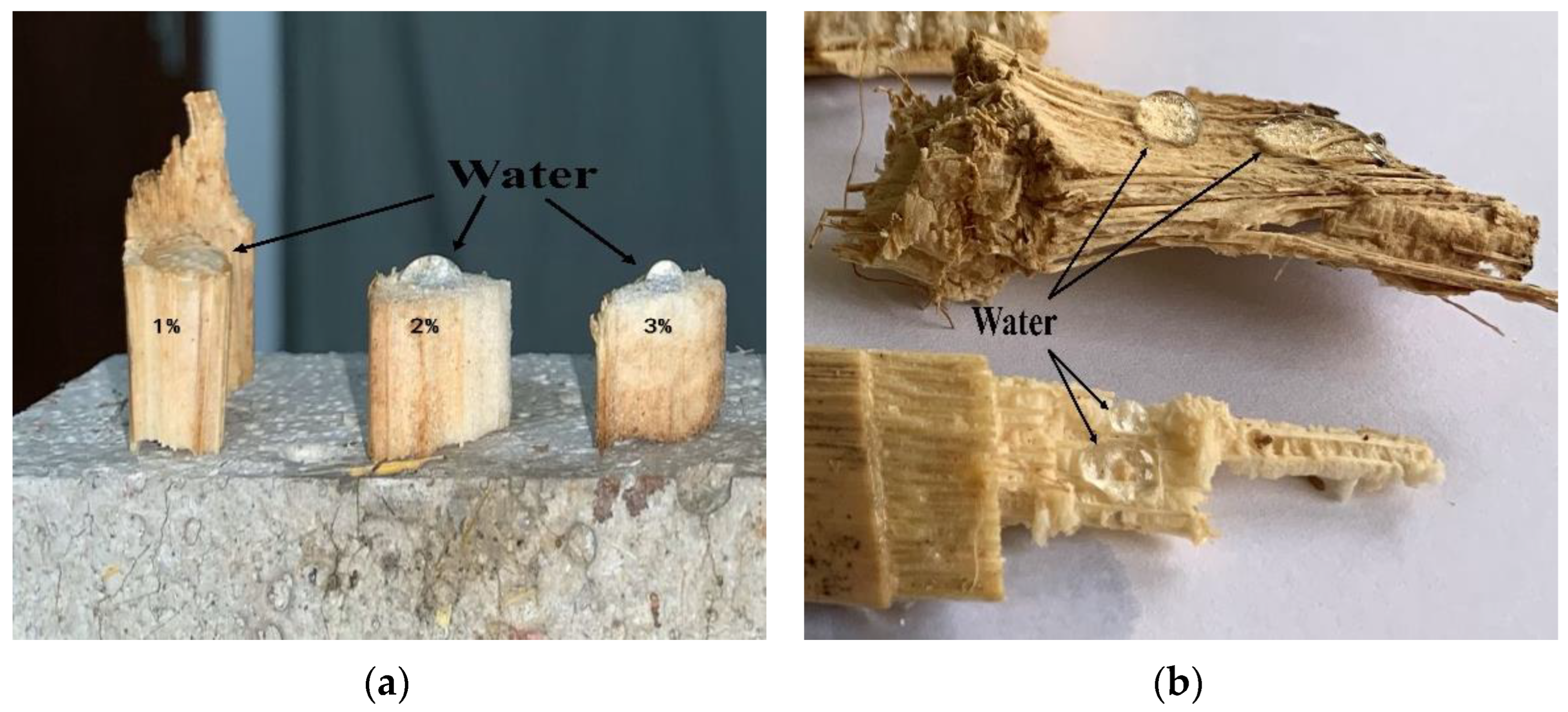
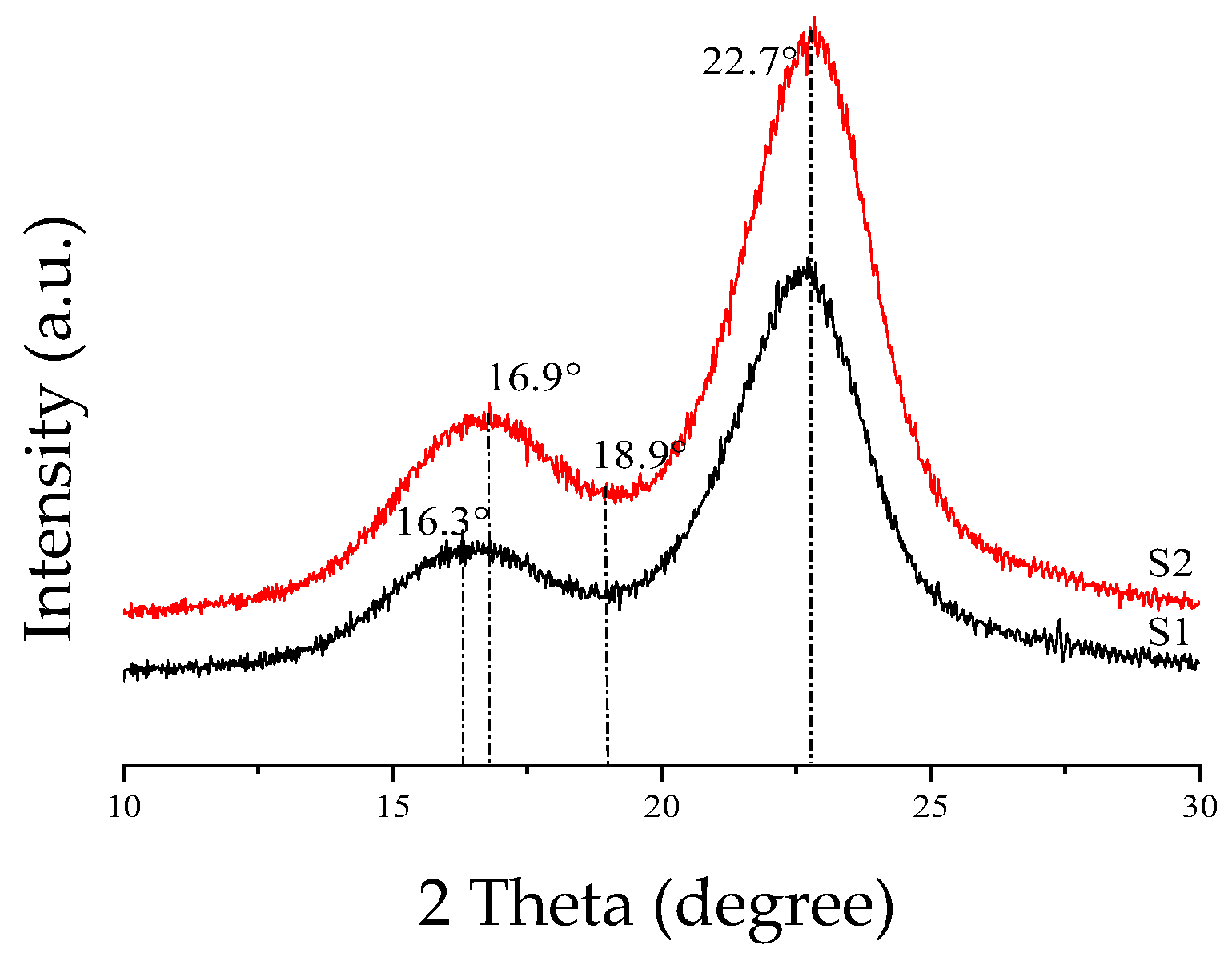
- In this study, a 3 wt.% siliceous solution was used for surface treatment of corn straw. Treated corn straw is converted from a hydrophilic material to a hydrophobic material through a change in its water absorbency. This approach has effectively solved the problem of difficulty or termination of hydration of Portland cement due to easy hydrolysis of polysaccharide substances in alkaline solution.
- (2)
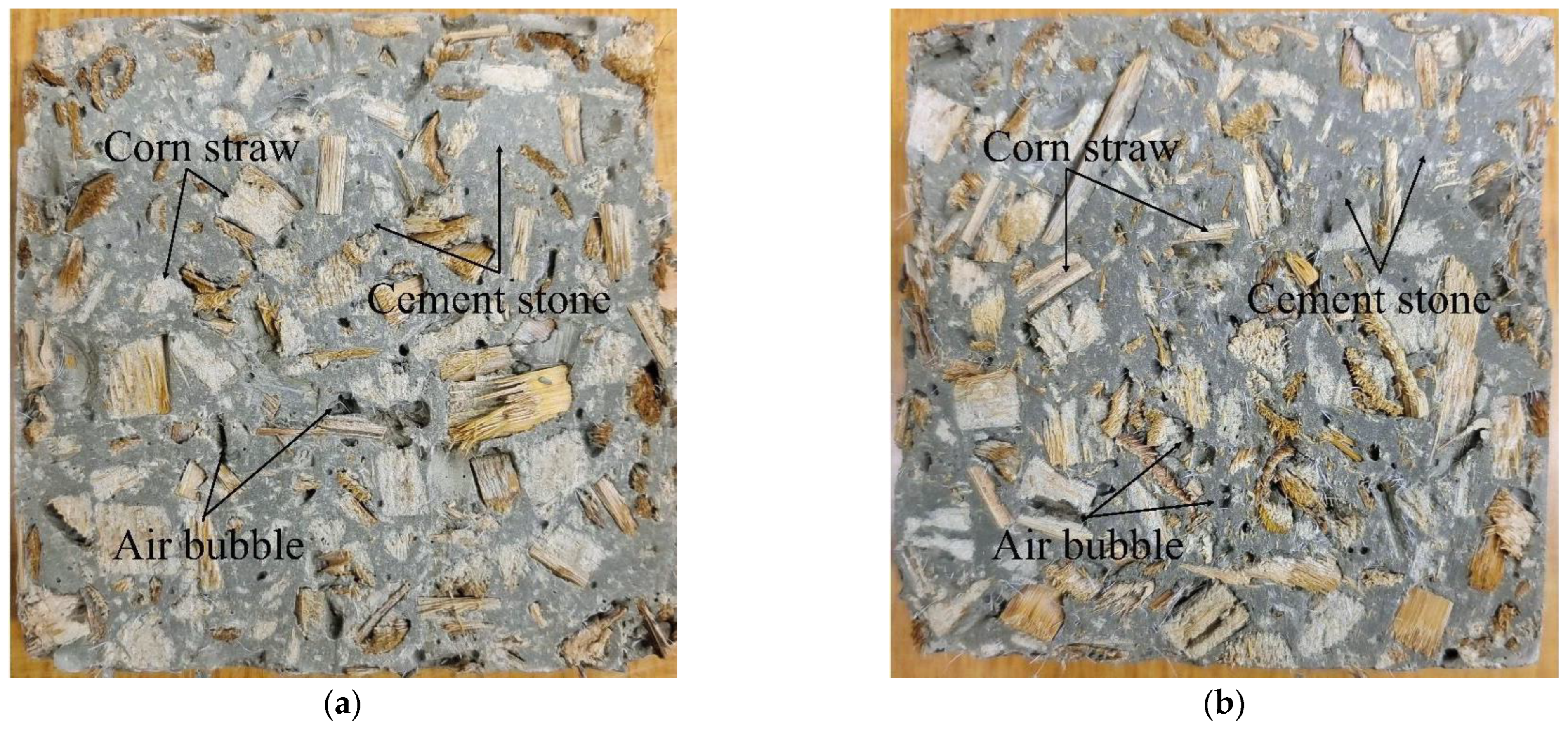
- Relying on the binding between Ca2+ and the ether group (R-O-R), Portland cement particles can be adsorbed to HPMC molecules, leading to hydrogen-bonded molecular cross-linking. This improves the cohesion and water retention of Portland cement paste. HPMC also avoids delamination between corn straw and cement paste due to vibration, guarantees uniform distribution of corn straw in cement-based composite, and guarantees stable thermal conductivity of materials and the uniform quality of products.
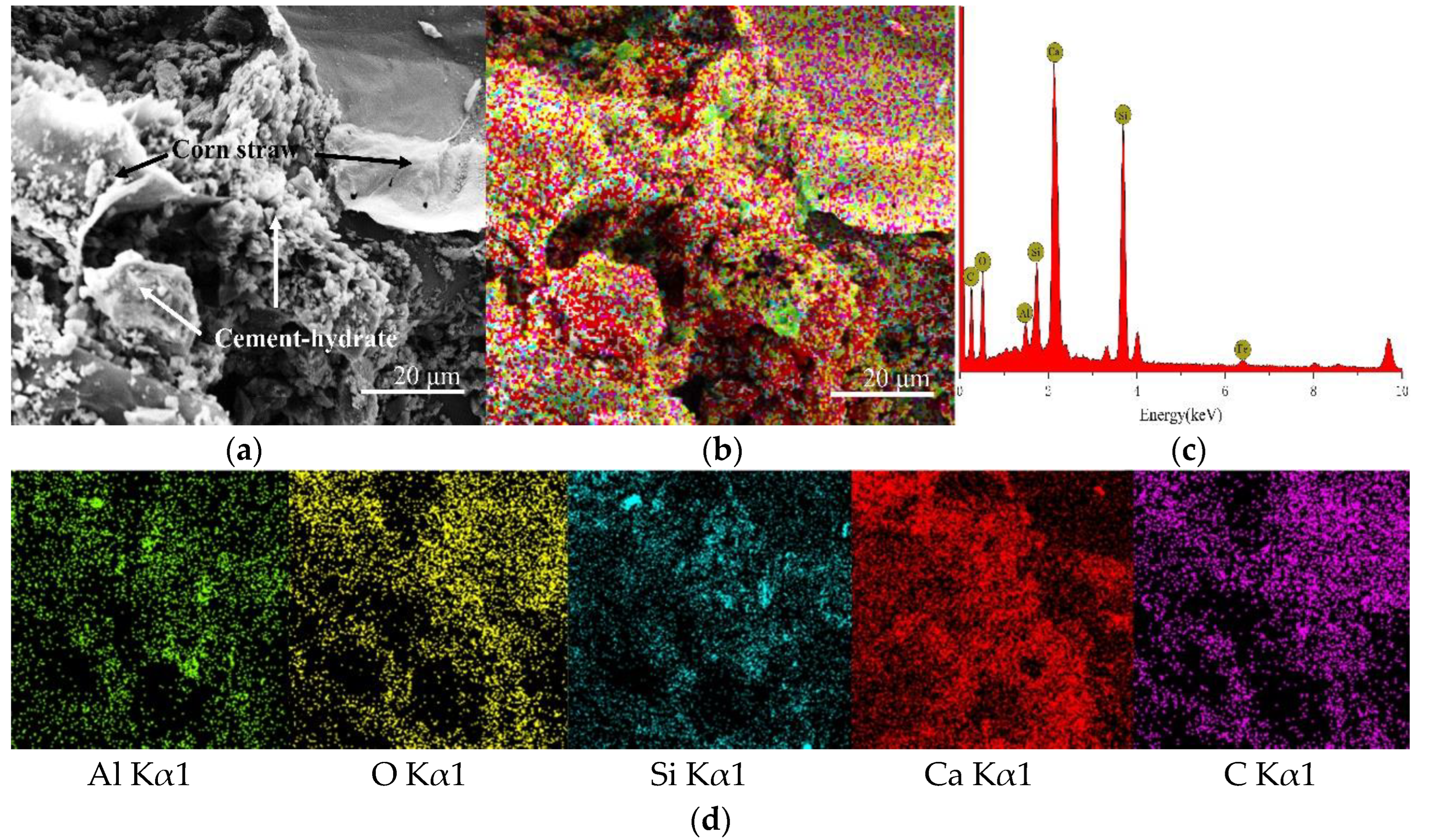
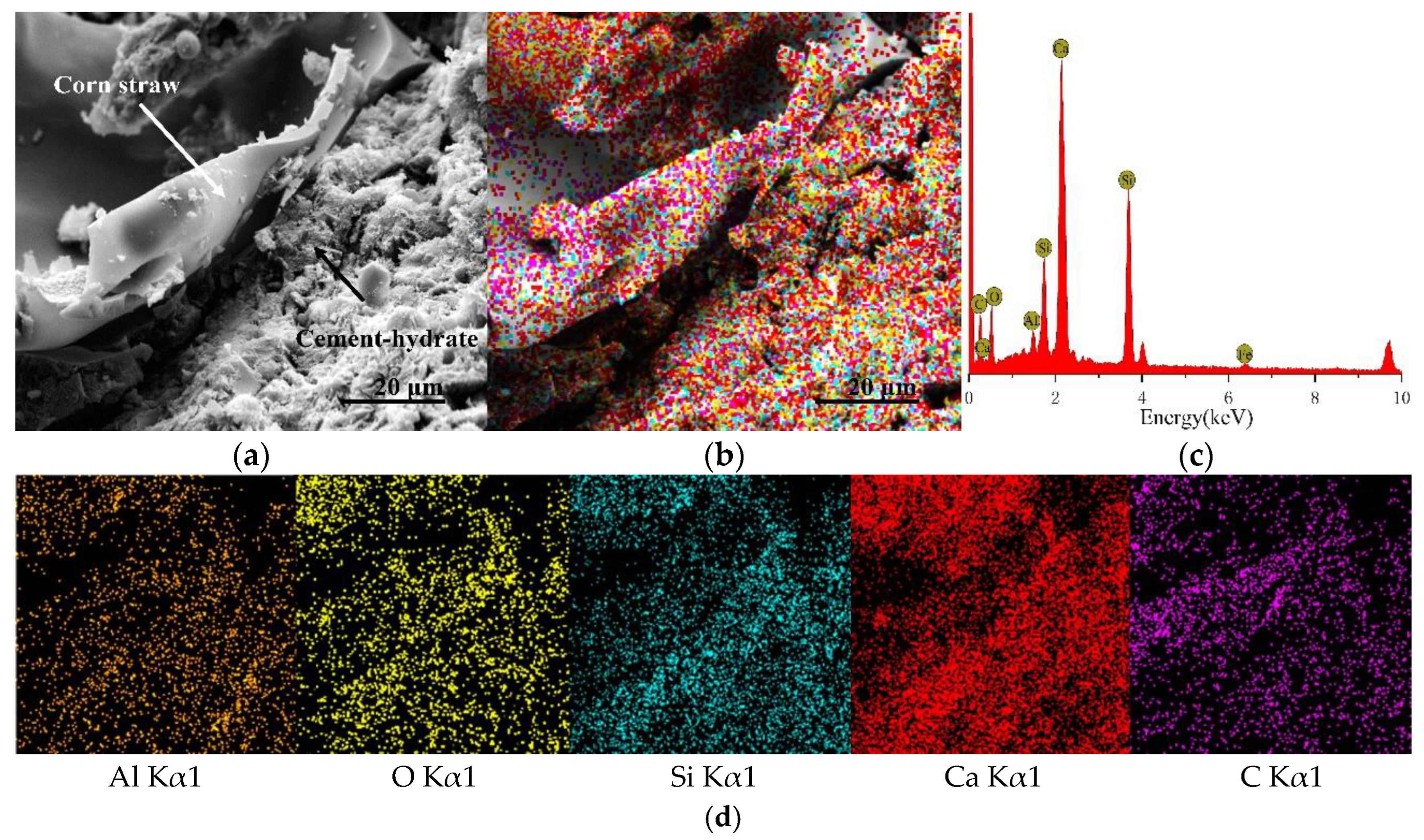
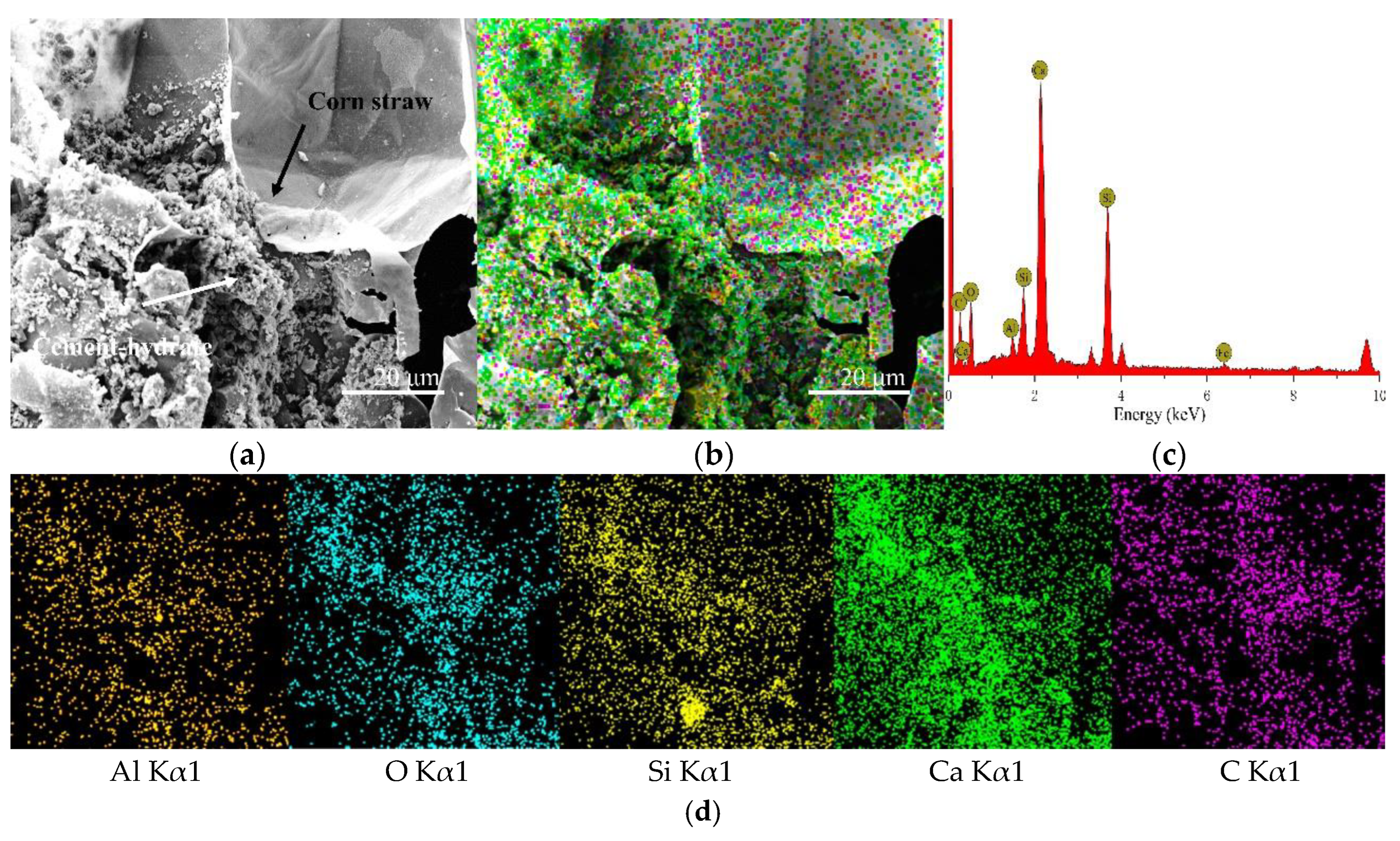
- (3)
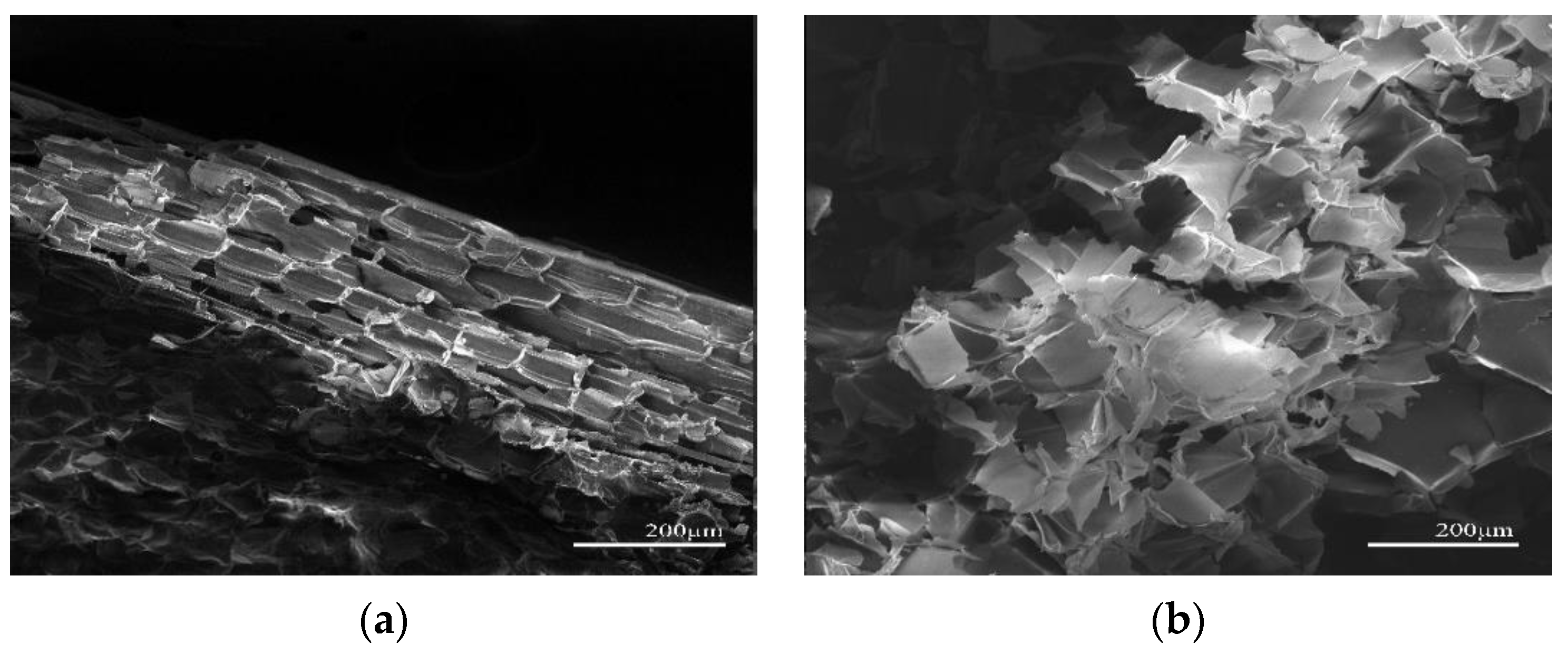
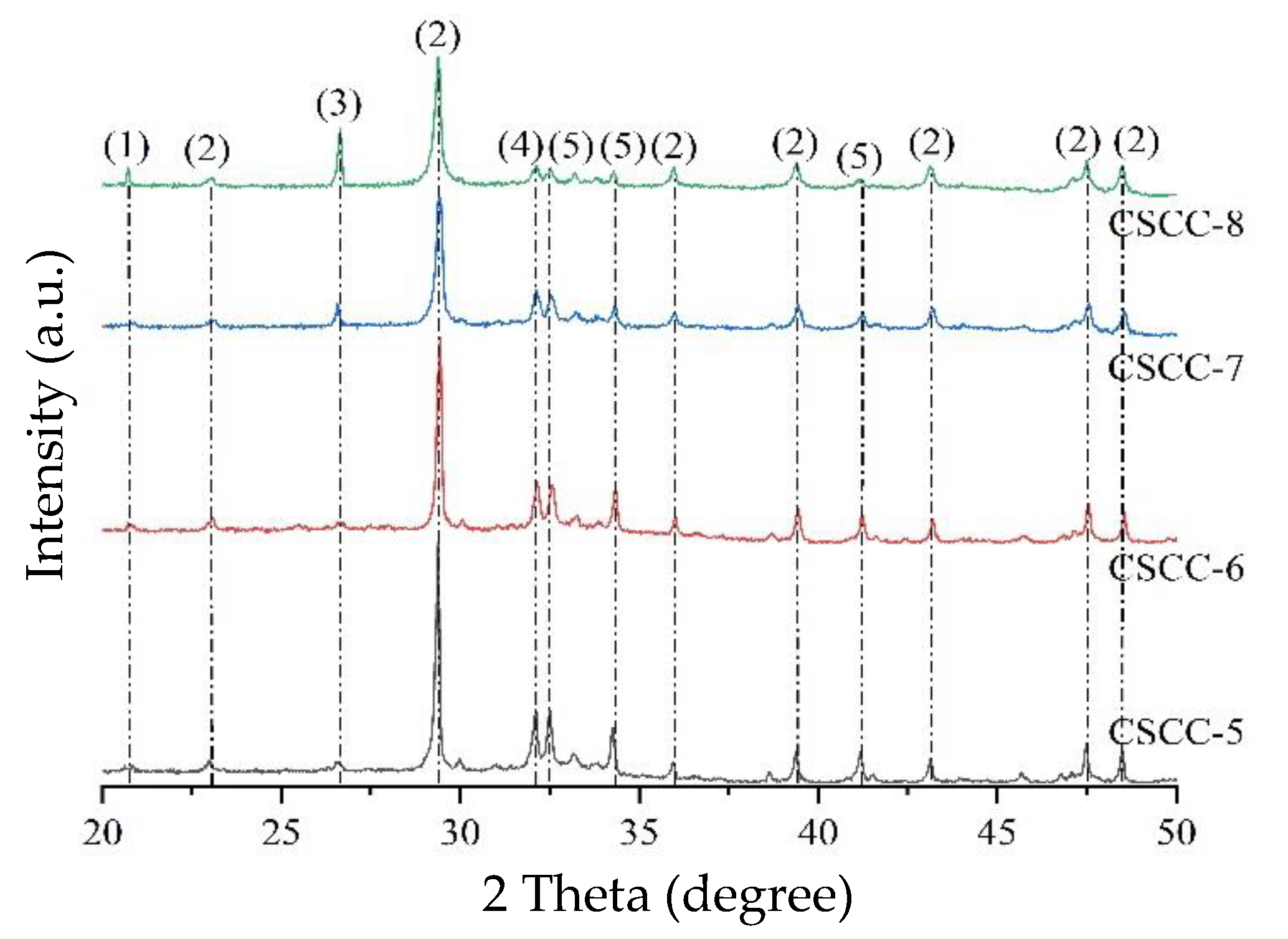
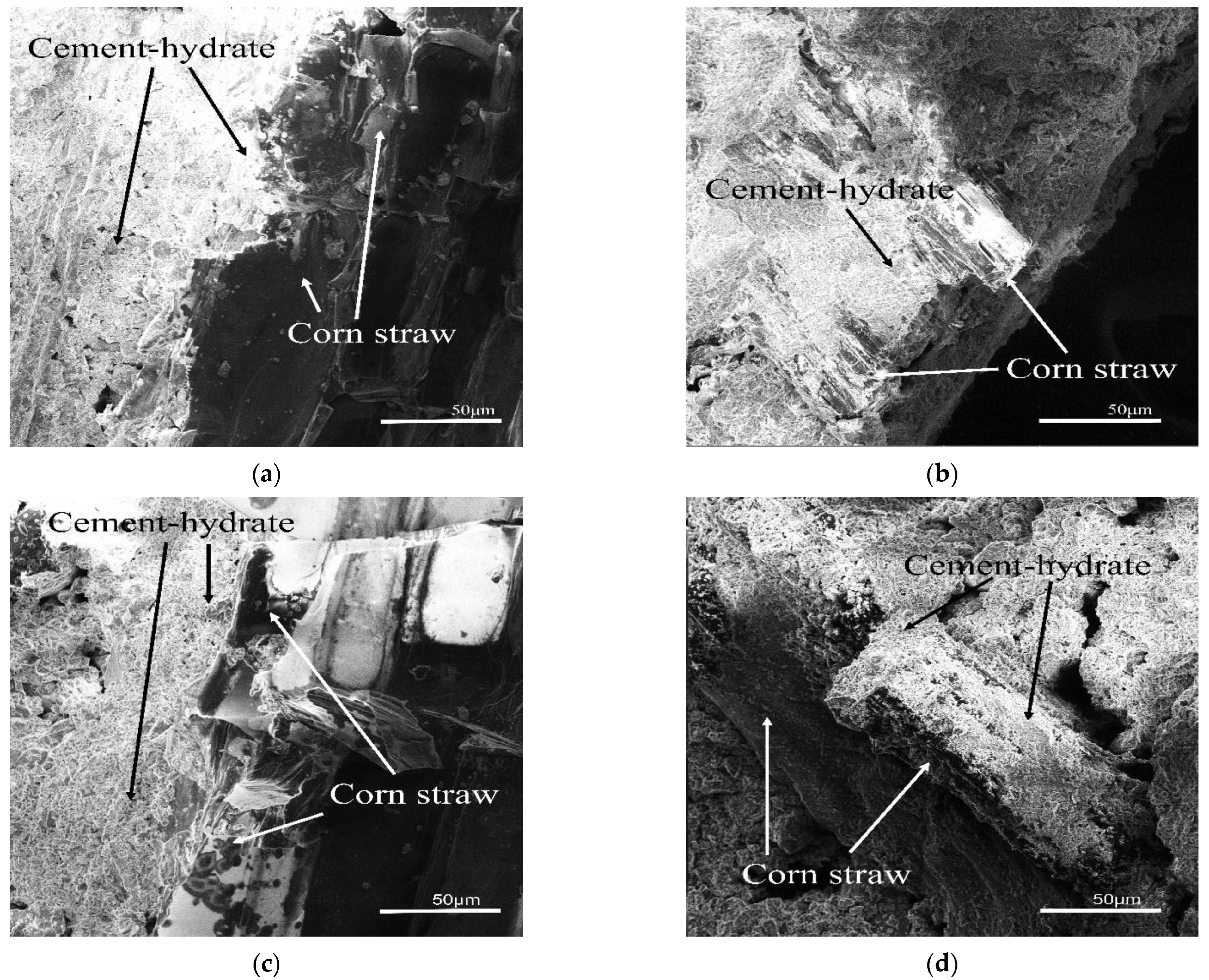
- Seen from the results of EDS analysis, the hydration interface between corn straw and Portland cement was obvious after treatment. The Portland cement hydration crystals closely intersected, and the Portland cement product C-S-H crystal was similar to ordinary cement-based composite. However, when the dosage of corn straw exceeded 19 wt.% of cement mass, Portland cement showed an obvious decrease in hydration strength, which suggests that the siliceous solution has limitations when it comes to the treatment of corn straw.
- (4)
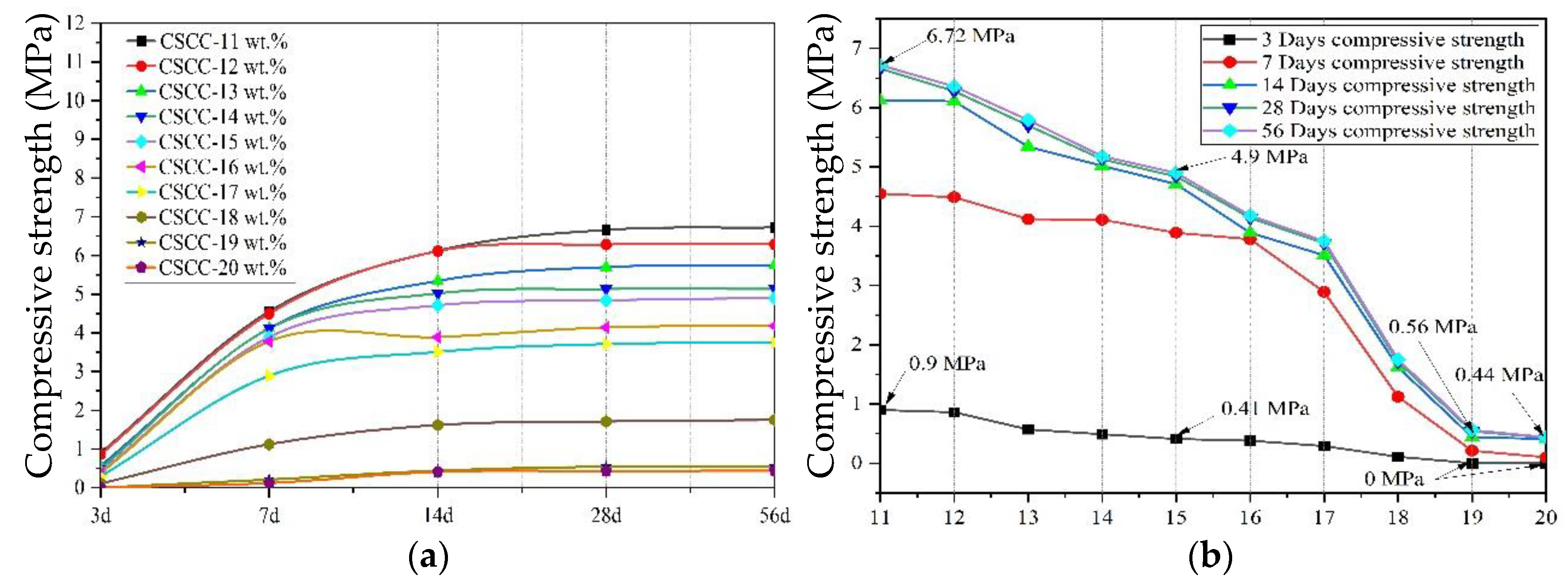
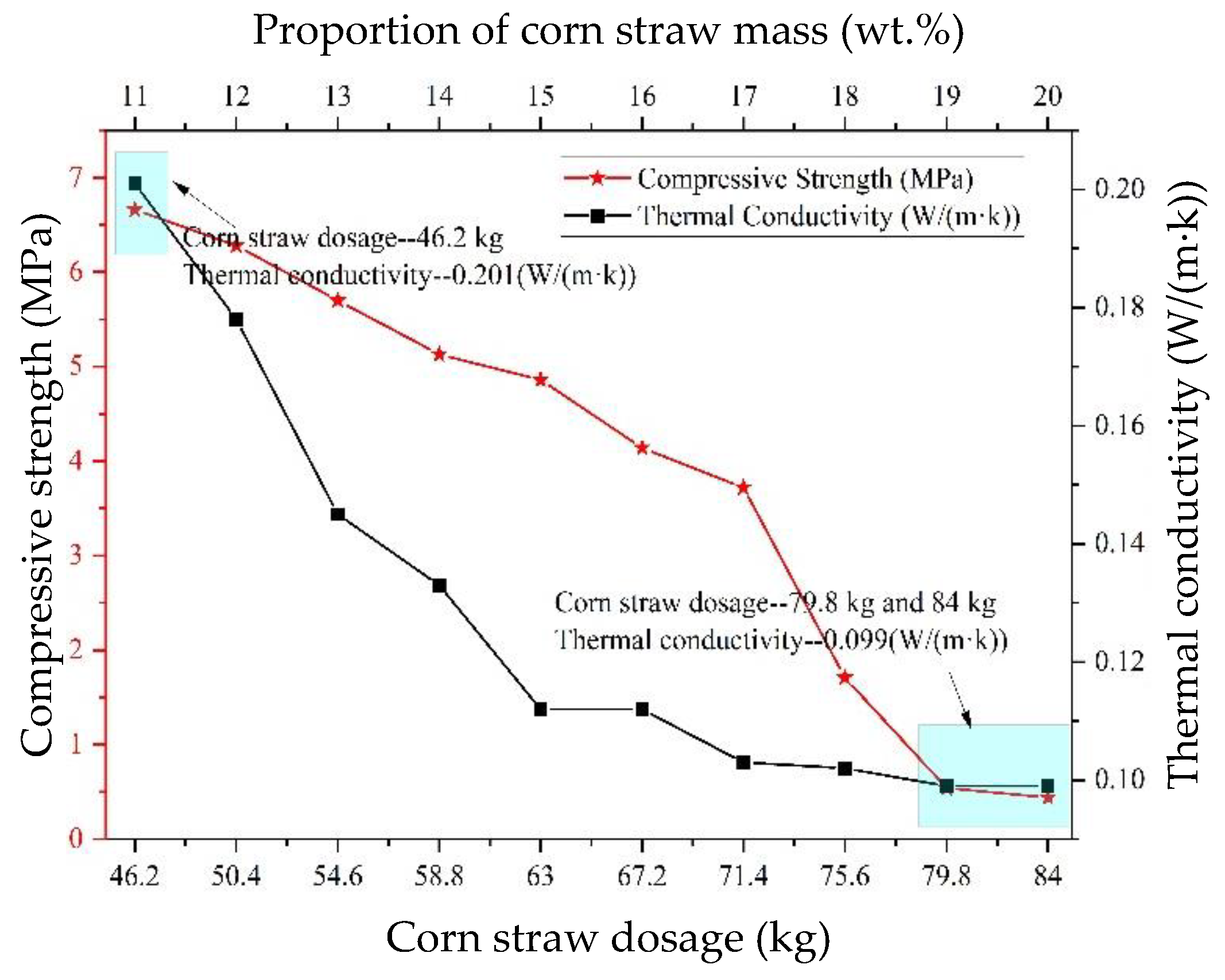
- When corn straw was added to the cement-based composite, the bulk corn straw replaced a considerable volume of cement-based composite, so the effect of weight reduction was obvious. However, corn straw did not play a skeleton role in the cement-based composite, so the compressive strength of cement-based composite decreased with increasing dosage of corn straw. When the dosage of corn straw was 18 wt.%, the thermal conductivity of CSCC was 0.102 (W/(m·K)), and its compressive strength exceeded 1 MPa, which met the application requirements of light thermal insulation materials for frame structures.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, B.; You, L.; Zheng, M.; Wang, Y.; Wang, Z. Energy consumption pattern and indoor thermal environment of residential building in rural China. Energy Built Environ. 2020, 1, 327–336. [Google Scholar] [CrossRef]
- Wang, S.; Sun, S.; Zhao, E.; Wang, S. Urban and rural differences with regional assessment of household energy consumption in China. Energy 2021, 232, 121091. [Google Scholar] [CrossRef]
- Fang, A.; Chen, Y.; Wu, L. Modeling and numerical investigation for hygrothermal behavior of porous building envelope subjected to the wind driven rain. Energ Build. 2021, 231, 110572. [Google Scholar] [CrossRef]
- Ballarini, I.; De Luca, G.; Paragamyan, A.; Pellegrino, A.; Corrado, V. Transformation of an Office Building into a Nearly Zero Energy Building (nZEB): Implications for Thermal and Visual Comfort and Energy Performance. Energies 2019, 12, 895. [Google Scholar] [CrossRef] [Green Version]
- Verbeke, S.; Audenaert, A. Thermal inertia in buildings: A review of impacts across climate and building use. Renew. Sustain. Energy Rev. 2018, 82, 2300–2318. [Google Scholar] [CrossRef]
- Aste, N.; Angelotti, A.; Buzzetti, M. The influence of the external walls thermal inertia on the energy performance of well insulated buildings. Energy Build. 2009, 41, 1181–1187. [Google Scholar] [CrossRef]
- Feng, X.; Wang, B.; Qian, Y.; Tian, W. Macro-meso failure characteristics of corn straw biomass integrated material columns with different integration methods under axial compression. Structures 2021, 33, 3486–3494. [Google Scholar] [CrossRef]
- Xuan, L.; Hui, D.; Cheng, W.; Wong, A.H.H.; Han, G.; Tan, W.K.; Tawi, C.A.D. Effect of Preservative Pretreatment on the Biological Durability of Corn Straw Fiber/HDPE Composites. Materials 2017, 10, 789. [Google Scholar] [CrossRef] [Green Version]
- Vo, L.T.T.; Navard, P. Treatments of plant biomass for cementitious building materials—A review. Constr. Build. Mater. 2016, 121, 161–176. [Google Scholar] [CrossRef] [Green Version]
- Snoeck, D.; De Belie, N. From straw in bricks to modern use of microfibers in cementitious composites for improved autogenous healing—A review. Constr. Build. Mater. 2015, 95, 774–787. [Google Scholar] [CrossRef]
- Lecompte, T.; Le Duigou, A. Mechanics of straw bales for building applications. J. Build. Eng. 2017, 9, 84–90. [Google Scholar] [CrossRef]
- Mutani, G.; Azzolino, C.; Macrì, M.; Mancuso, S. Straw Buildings: A Good Compromise between Environmental Sustainability and Energy-Economic Savings. Appl. Sci. 2020, 10, 2858. [Google Scholar] [CrossRef] [Green Version]
- Cornaro, C.; Zanella, V.; Robazza, P.; Belloni, E.; Buratti, C. An innovative straw bale wall package for sustainable buildings: Experimental characterization, energy and environmental performance assessment. Energy Build. 2020, 208, 9636. [Google Scholar] [CrossRef]
- Teslik, J. Analysis of the Fire Properties of Blown Insulation from Crushed Straw in the Buildings. Materials 2021, 14, 4336. [Google Scholar] [CrossRef]
- Kymäläinen, H.-R.; Sjöberg, A.-M. Flax and hemp fibres as raw materials for thermal insulations. Build. Environ. 2008, 43, 1261–1269. [Google Scholar] [CrossRef]
- Cao, B.; Hu, J.; Sun, Y.; Nie, H.; Yang, Y. Laboratory Investigations into the Bearing Capacity of Straw Bales for Low-Rise Building Applications. Adv. Civ. Eng. 2021, 2021, 5557040. [Google Scholar] [CrossRef]
- Sambandamoorthy, S.; Narayanan, V.; Chinnapandi, L.B.M.; Aziz, A. Impact of fiber length and surface modification on the acoustic behaviour of jute fiber. Appl. Acoust. 2021, 173, 107677. [Google Scholar] [CrossRef]
- Brzyski, P.; Barnat-Hunek, D.; Suchorab, Z.; Lagod, G. Composite Materials Based on Hemp and Flax for Low-Energy Buildings. Materials 2017, 10, 510. [Google Scholar] [CrossRef] [PubMed]
- Jager, G.; Buchs, J. Biocatalytic conversion of lignocellulose to platform chemicals. Biotechnol. J. 2012, 7, 1122–1136. [Google Scholar] [CrossRef]
- Zhou, X.; Lü, S.; Xu, Y.; Mo, Y.; Yu, S. Improving the performance of cell biocatalysis and the productivity of xylonic acid using a compressed oxygen supply. Biochem. Eng. J. 2015, 93, 196–199. [Google Scholar] [CrossRef]
- Xie, X.; Gou, G.; Wei, X.; Zhou, Z.; Jiang, M.; Xu, X.; Wang, Z.; Hui, D. Influence of pretreatment of rice straw on of straw fiber filled cement based composites. Constr. Build. Mater. 2016, 113, 449–455. [Google Scholar] [CrossRef]
- Wang, P.; Liu, C.; Chang, J.; Yin, Q.; Huang, W.; Liu, Y.; Dang, X.; Gao, T.; Lu, F. Effect of physicochemical pretreatments plus enzymatic hydrolysis on the composition and morphologic structure of corn straw. Renew. Energy 2019, 138, 502–508. [Google Scholar] [CrossRef]
- Hou, W.; Bao, J. Evaluation of cement retarding performance of cellulosic sugar acids. Constr. Build. Mater. 2019, 202, 522–527. [Google Scholar] [CrossRef]
- Laborel-Préneron, A.; Magniont, C.; Aubert, J.-E. Characterization of Barley Straw, Hemp Shiv and Corn Cob as Resources for Bioaggregate Based Building Materials. Waste Biomass Valorization 2017, 9, 1095–1112. [Google Scholar] [CrossRef]
- Lei, L.; Li, R.; Fuddin, A. Influence of maltodextrin retarder on the hydration kinetics and mechanical properties of Portland cement. Cement. Concrete. Comp. 2020, 114, 103774. [Google Scholar] [CrossRef]
- Li, H.; Xu, W.; Yang, X.; Wu, J. Preparation of Portland cement with sugar filter mud as lime-based raw material. J. Clean. Prod. 2014, 66, 107–112. [Google Scholar] [CrossRef]
- Azevedo, A.; de Matos, P.; Marvila, M.; Sakata, R.; Silvestro, L.; Gleize, P.; Brito, J.d. Rheology, Hydration, and Microstructure of Portland Cement Pastes Produced with Ground Açaí Fibers. Appl. Sci. 2021, 11, 3036. [Google Scholar] [CrossRef]
- Jorge, F.C.; Pereira, C.; Ferreira, J.M.F. Wood-cement composites: A review. Holz Roh Werkst. 2004, 62, 370–377. [Google Scholar] [CrossRef]
- Nassar, R.-U.-D.; Soroushian, P.; Balachandra, A.; Nassar, S.; Weerasiri, R.; Darsanasiri, N.; Abdol, N. Effect of fiber type and content on the performance of extruded wood fiber cement products. Case Stud. Constr. Mater. 2022, 16, e00968. [Google Scholar] [CrossRef]
- Yun, K.K.; Hossain, M.S.; Han, S.; Seunghak, C. Rheological, mechanical properties, and statistical significance analysis of shotcrete with various natural fibers and mixing ratios. Case Stud. Constr. Mater. 2022, 16, e00833. [Google Scholar] [CrossRef]
- Pourchez, J.; Peschard, A.; Grosseau, P.; Guyonnet, R.; Guilhot, B.; Vallée, F. HPMC and HEMC influence on cement hydration. Cem. Concr. Res. 2006, 36, 288–294. [Google Scholar] [CrossRef] [Green Version]
- Wan, Q.; Wang, Z.; Huang, T.; Wang, R. Water retention mechanism of cellulose ethers in calcium sulfoaluminate cement-based materials. Constr. Build. Mater. 2021, 301, 124118. [Google Scholar] [CrossRef]
- Ma, B.; Peng, Y.; Tan, H.; Jian, S.; Zhi, Z.; Guo, Y.; Qi, H.; Zhang, T.; He, X. Effect of hydroxypropyl-methyl cellulose ether on rheology of cement paste plasticized by polycarboxylate superplasticizer. Constr. Build. Mater. 2018, 160, 341–350. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Jalali, S. Cementitious building materials reinforced with vegetable fibres: A review. Constr. Build. Mater. 2011, 25, 575–581. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Chang, J.; Yin, Q.; Wang, E.; Zhu, Q.; Song, A.; Lu, F. Effects of thermo-chemical pretreatment plus microbial fermentation and enzymatic hydrolysis on saccharification and lignocellulose degradation of corn straw. Bioresour. Technol. 2015, 194, 165–171. [Google Scholar] [CrossRef]
- Savastano, H.; Warden, P.G.; Coutts, R.S.P. Microstructure and mechanical properties of waste fibre–cement composites. Cem. Concr. Compos. 2005, 27, 583–592. [Google Scholar] [CrossRef]
- Li, Y.; Chen, C.; Song, J.; Yang, C.; Kuang, Y.; Vellore, A.; Hitz, E.; Zhu, M.; Jiang, F.; Yao, Y.; et al. Strong and Superhydrophobic Wood with Aligned Cellulose Nanofibers as a Waterproof Structural Material. Chin. J. Chem. 2020, 38, 823–829. [Google Scholar] [CrossRef]
- Jiang, M.; Zhao, M.; Zhou, Z.; Huang, T.; Chen, X.; Wang, Y. Isolation of cellulose with ionic liquid from steam exploded rice straw. Ind. Crop. Prod. 2011, 33, 734–738. [Google Scholar] [CrossRef]
- Bilba, K.; Arsene, M.A. Silane treatment of bagasse fiber for reinforcement of cementitious composites. Compos. Part. A Appl. Sci. Manuf. 2008, 39, 1488–1495. [Google Scholar] [CrossRef]
- Li, Z.; Wang, X.; Wang, L. Properties of hemp fibre reinforced concrete composites. Compos. Part. A Appl. Sci. Manuf. 2006, 37, 497–505. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Zou, S.; Li, H.; Deng, L.; Bai, C.; Zhang, X.; Wang, S.; Li, N. Experimental physical properties of an eco-friendly bio-insulation material based on wheat straw for buildings. Energy Build. 2019, 201, 19–36. [Google Scholar] [CrossRef]
- Claramunt, J.; García-Hortal, J.A.; Barra, M. Fiber-matrix interactions in cement mortar composites reinforced with cellulosic fibers. Cellulose 2011, 18, 281–289. [Google Scholar] [CrossRef]
- Zhou, X.-y.; Zheng, F.; Li, H.-g.; Lu, C.-l. An environment-friendly thermal insulation material from cotton stalk fibers. Energy Build. 2010, 42, 1070–1074. [Google Scholar] [CrossRef]
- Vanova, R.; Vlcko, M.; Stefko, J. Life Cycle Impact Assessment of Load-Bearing Straw Bale Residential Building. Materials 2021, 14, 3064. [Google Scholar] [CrossRef] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components (wt.%) | SiO2 | Al2O3 | FexOy | MgO | CaO | SO3 |
|---|---|---|---|---|---|---|
| Quantity | 22.14 | 5.01 | 5.11 | 1.10 | 1.78 | 2.30 |
| Components (wt.%) | Ash | Cold Water Extract | Hot Water Extract | 1% NaOH Extract | Cellulose | Lignin | Cellulose Sugar |
|---|---|---|---|---|---|---|---|
| Corn Straw | 5.12 | 12.61 | 20.56 | 46.78 | 33.32 | 19.47 | 23.58 |
| Appearance | Water (wt.%) | Solids (wt.%) | Silicone (wt.%) | Specific Gravity (25 °C) | PH Value | Flammability | |
|---|---|---|---|---|---|---|---|
| Siliceous Solution | Colourless | 42 | 40 | 18 | 1.1 | 13 | No |
| Number | Corn Straw | Glass Fiber (kg) | Water Reducing Admixture (kg) | Cement (kg) | Siliceous Solution (kg) | Water to Binder (kg) | ||
|---|---|---|---|---|---|---|---|---|
| Percentages (wt.%) | Dosage (kg) | Water | HPMC | |||||
| CSCC-1 | 11 | 46.2 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-2 | 12 | 50.4 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-3 | 13 | 54.6 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-4 | 14 | 58.8 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-5 | 15 | 63 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-6 | 16 | 67.2 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-7 | 17 | 71.4 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-8 | 18 | 75.6 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-9 | 19 | 79.8 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| CSCC-10 | 20 | 84 | 0.42 | 2.1 | 420 | 8.4 | 210 | 0.63 |
| Corn Straw | Density (kg/m3) | Thermal Conductivity (W/(m·k)) | The 24 Hours Water Absorption of Corn Straw (wt.%) | |
|---|---|---|---|---|
| Natural | Processed | |||
| This study | 488 ± 15 | 0.099 | 140 | 54 |
| Reference [24] | 450 | 0.096 ± 0.001 | 130~150 | --- |
| Number | 100 × 100 × 100 mm3 Cube Strength (MPa) | Apparent Density (kg/m3) | The 56 Days Thermal Conductivity (W/(m·k)) | ||||
|---|---|---|---|---|---|---|---|
| 3 Days | 7 Days | 14 Days | 28 Days | 56 Days | |||
| CSCC-1 | 0.9 | 4.55 | 6.12 | 6.66 | 6.72 | 1058.8 | 0.201 |
| CSCC-2 | 0.86 | 4.49 | 6.11 | 6.28 | 6.36 | 973.7 | 0.178 |
| CSCC-3 | 0.57 | 4.12 | 5.34 | 5.7 | 5.79 | 950.3 | 0.145 |
| CSCC-4 | 0.49 | 4.11 | 5.02 | 5.13 | 5.18 | 897.4 | 0.133 |
| CSCC-5 | 0.41 | 3.89 | 4.71 | 4.84 | 4.9 | 758.7 | 0.112 |
| CSCC-6 | 0.38 | 3.78 | 3.89 | 4.14 | 4.18 | 664.3 | 0.112 |
| CSCC-7 | 0.29 | 2.89 | 3.51 | 3.71 | 3.75 | 632.5 | 0.103 |
| CSCC-8 | 0.11 | 1.12 | 1.62 | 1.71 | 1.75 | 563.4 | 0.102 |
| CSCC-9 | 0 | 0.21 | 0.44 | 0.54 | 0.56 | 479.7 | 0.099 |
| CSCC-10 | 0 | 0.10 | 0.41 | 0.43 | 0.44 | 410.5 | 0.099 |
| Heat Flow Rate | Heat of Hydration (J/g) | ||
|---|---|---|---|
| Time (h) | Max. Peak (mW/g) | ||
| Pure Portland Cement | 22.17 | 2.20 | 375.6 |
| CSCC-15 wt.% | 37.96 | 1.91 | 316.4 |
| CSCC-16 wt.% | 43.55 | 1.88 | 292.2 |
| CSCC-17 wt.% | 50.41 | 1.75 | 270.2 |
| CSCC-18 wt.% | 60.98 | 1.72 | 235.7 |
| CSCC-19 wt.% | 78.83 | 1.41 | 173.7 |
| CSCC-20 wt.% | 84 | 1.30 | 116.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niu, B.; Kim, B.H. Method for Manufacturing Corn Straw Cement-Based Composite and Its Physical Properties. Materials 2022, 15, 3199. https://doi.org/10.3390/ma15093199
Niu B, Kim BH. Method for Manufacturing Corn Straw Cement-Based Composite and Its Physical Properties. Materials. 2022; 15(9):3199. https://doi.org/10.3390/ma15093199
Chicago/Turabian StyleNiu, Boyu, and Byeong Hwa Kim. 2022. "Method for Manufacturing Corn Straw Cement-Based Composite and Its Physical Properties" Materials 15, no. 9: 3199. https://doi.org/10.3390/ma15093199