
Effect of Kaolin Geopolymer Ceramics Addition on the Microstructure and Shear Strength of Sn-3.0Ag-0.5Cu Solder Joints during Multiple Reflow



 ,
,  ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
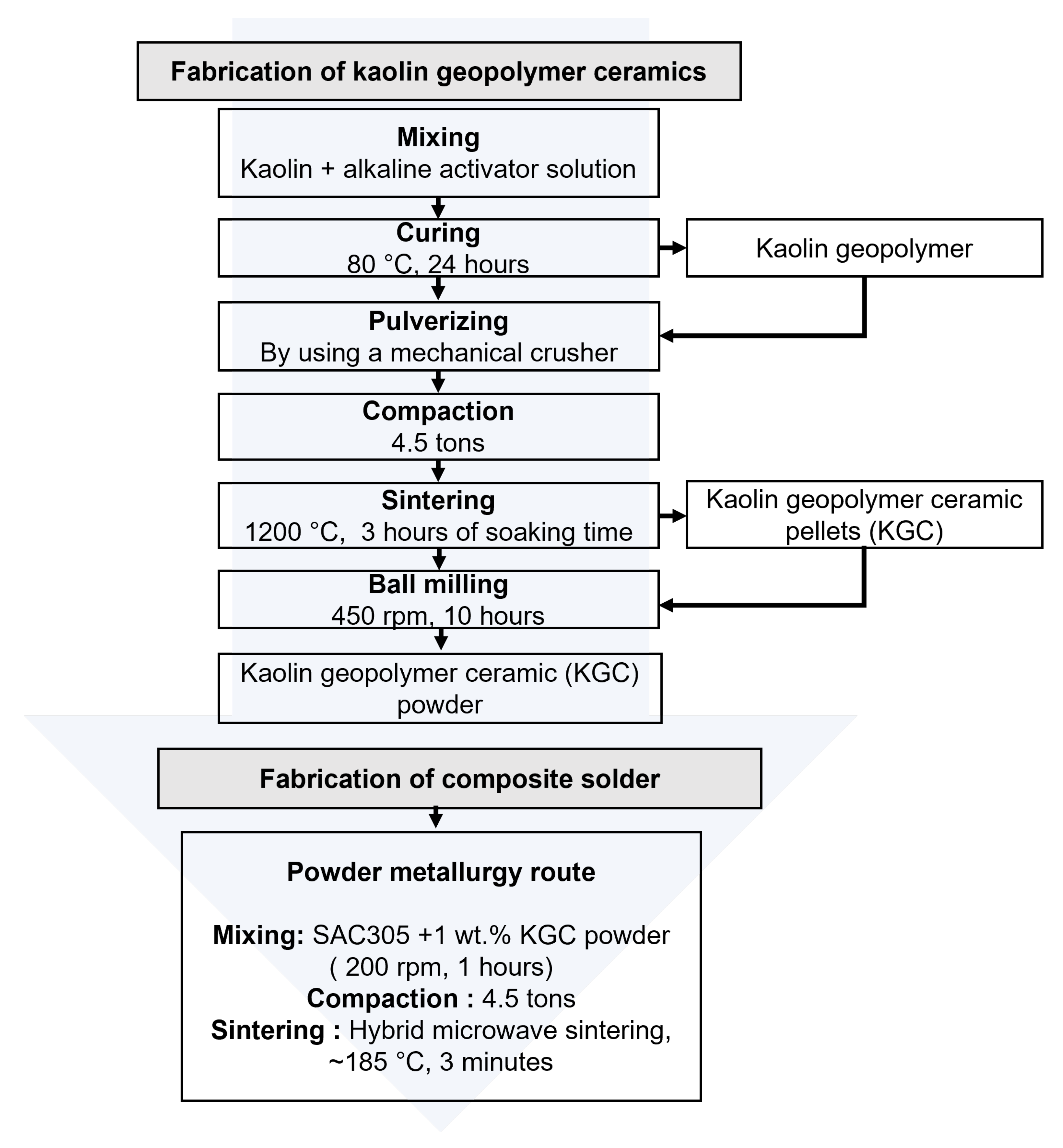
2.2. Fabrication of Kaolin Geopolymer Ceramic
2.3. Fabrication of Composite Solder
2.4. Microstructure Analysis
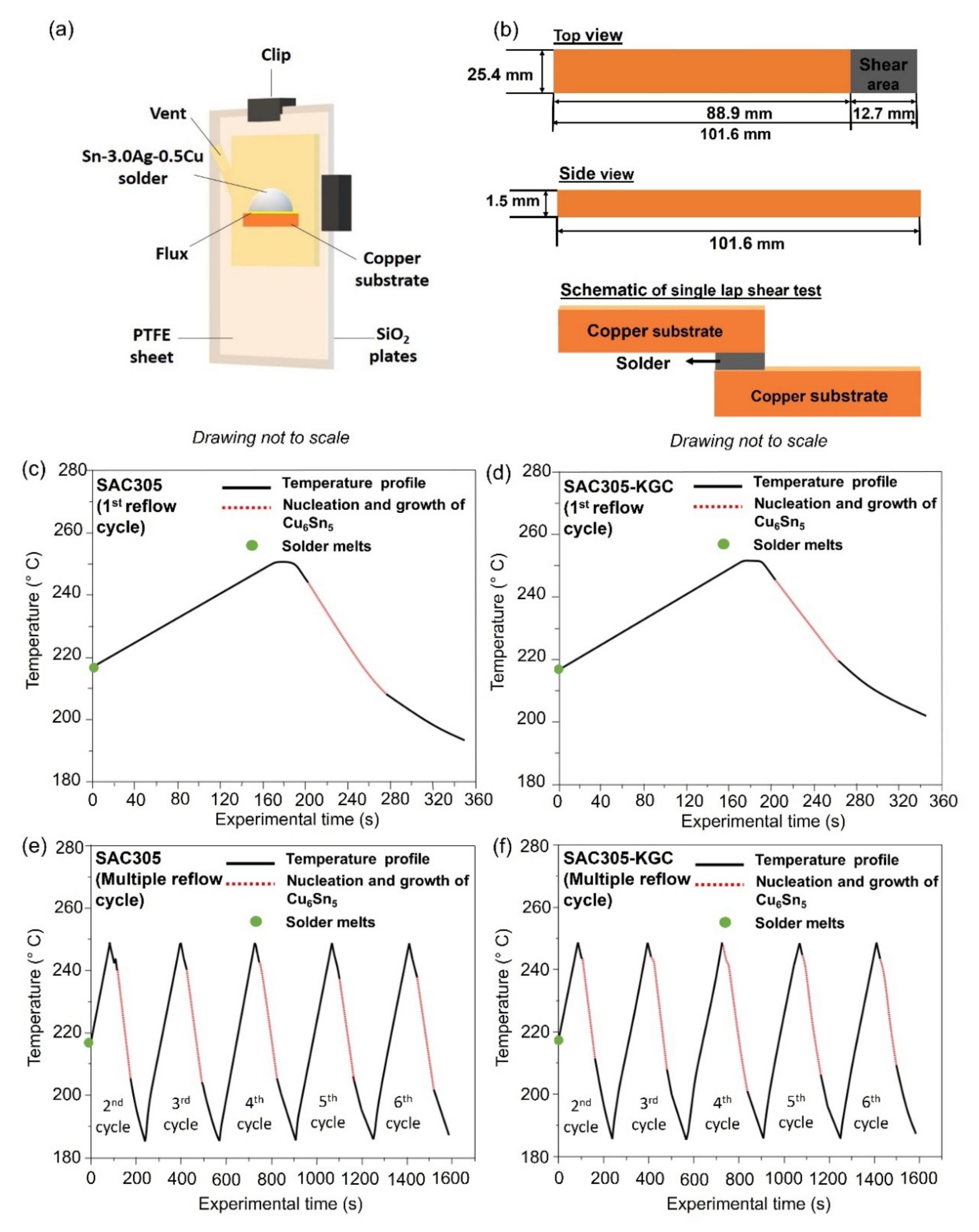
2.5. In Situ Synchrotron X-ray Radiography Imaging
2.6. Single Lap Shear Testing
3. Results and Discussions
3.1. Microstructure Analysis
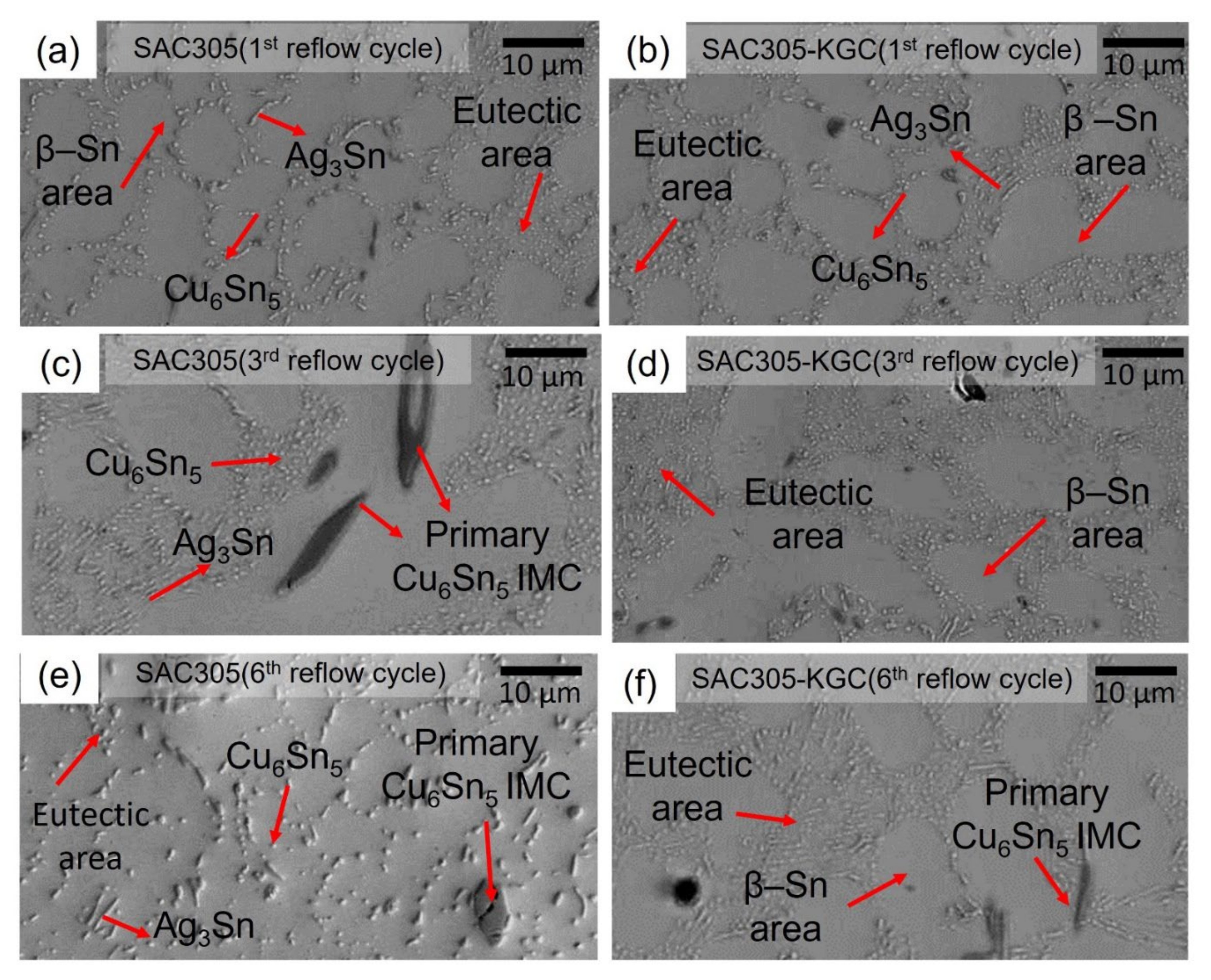
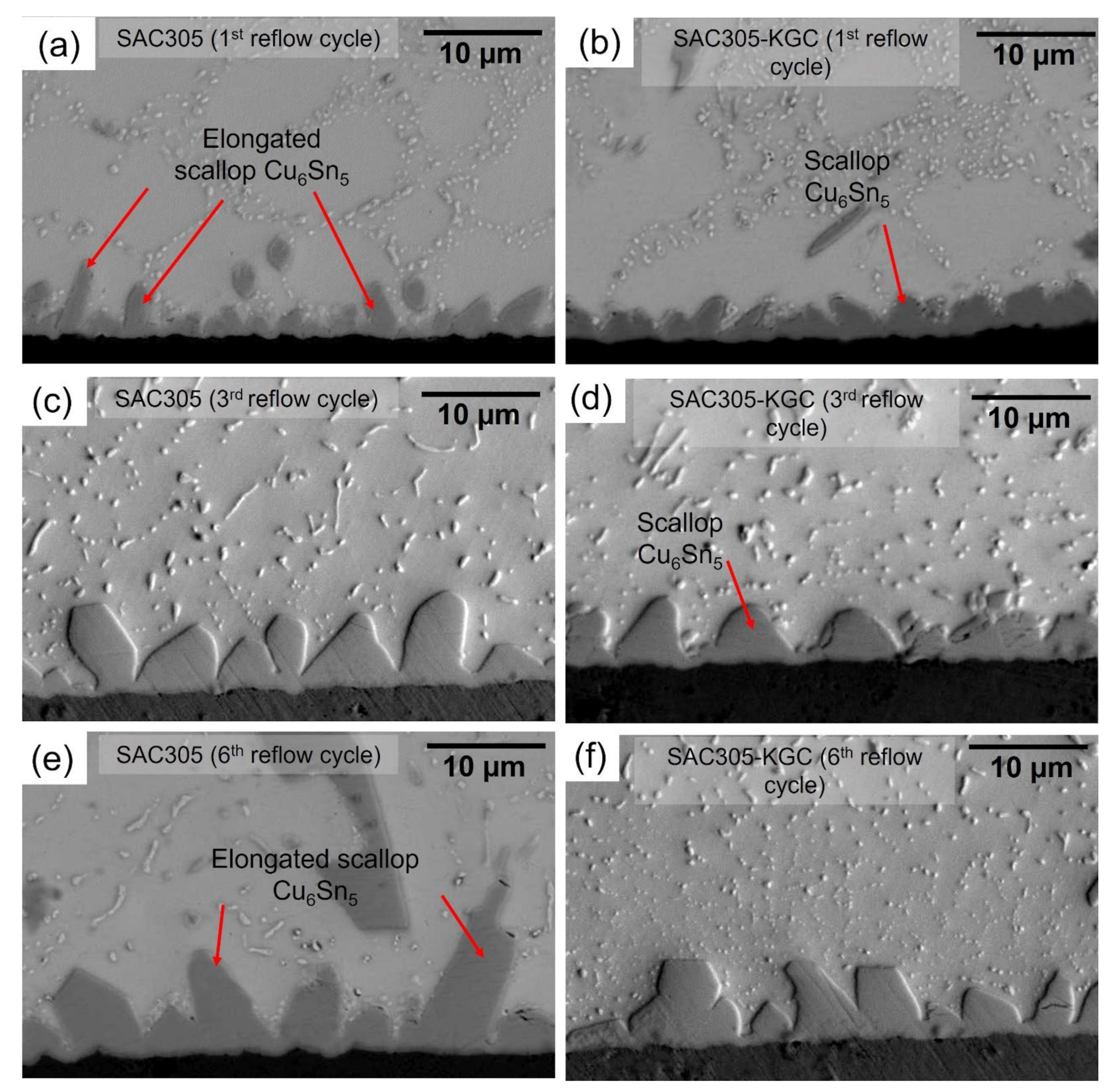
3.1.1. Ex Situ Microstructure Analysis of Solder Joints after Multiple Reflows
3.1.2. In Situ Observation on Primary Cu6Sn5 IMC during Multiple Reflows
3.2. Shear Strength of Solder Joints after Multiple Reflows
4. Conclusions
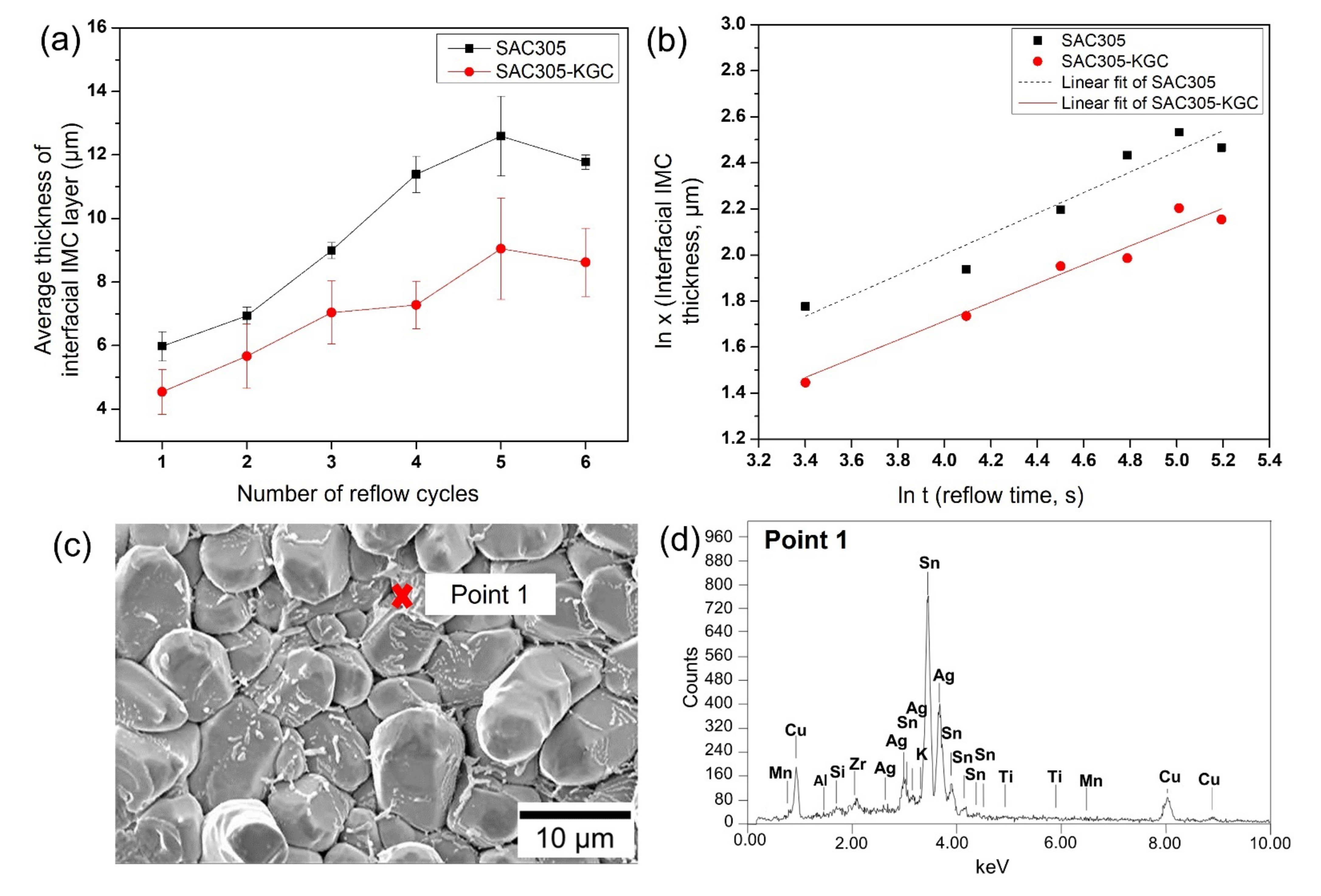
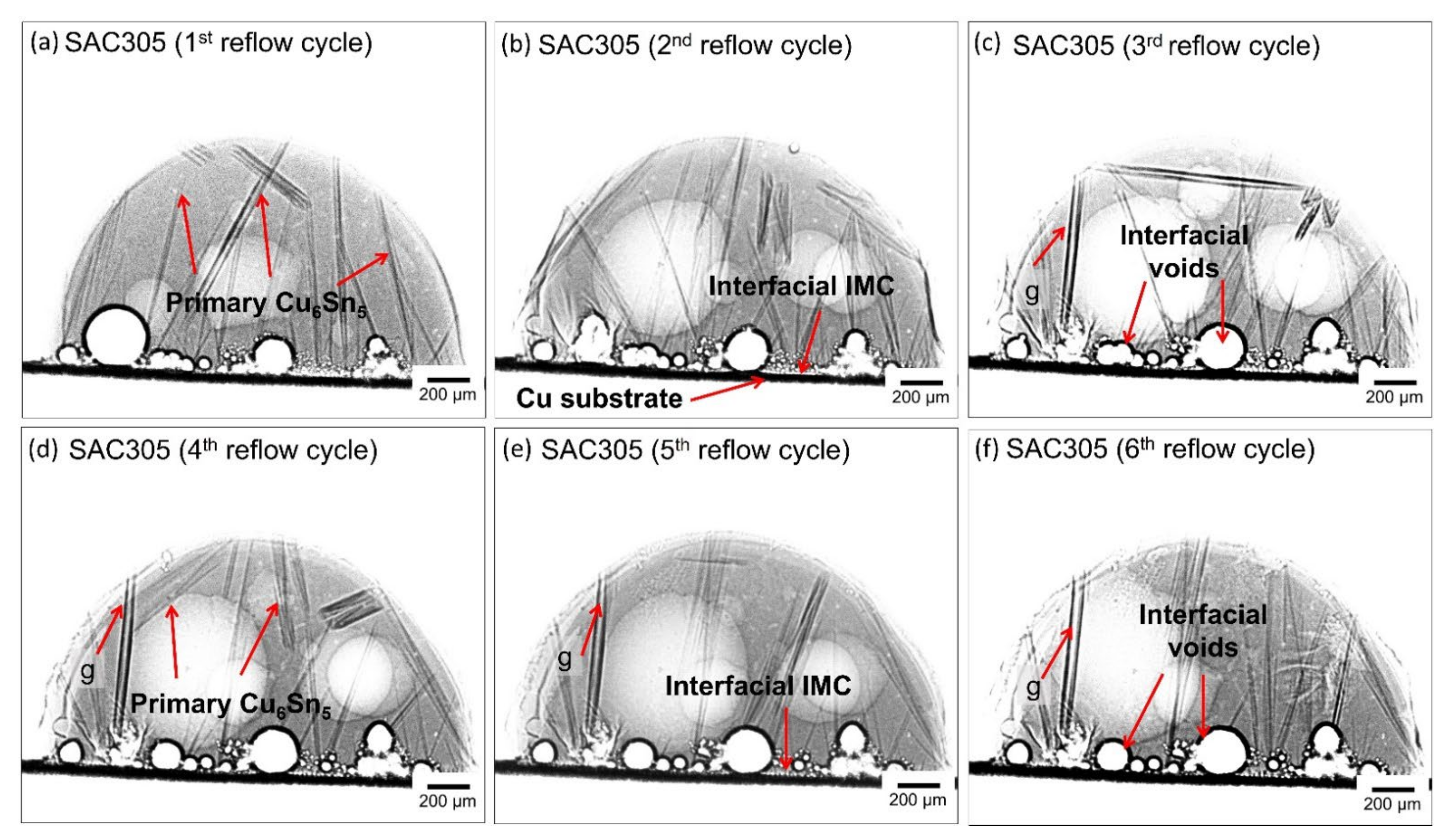
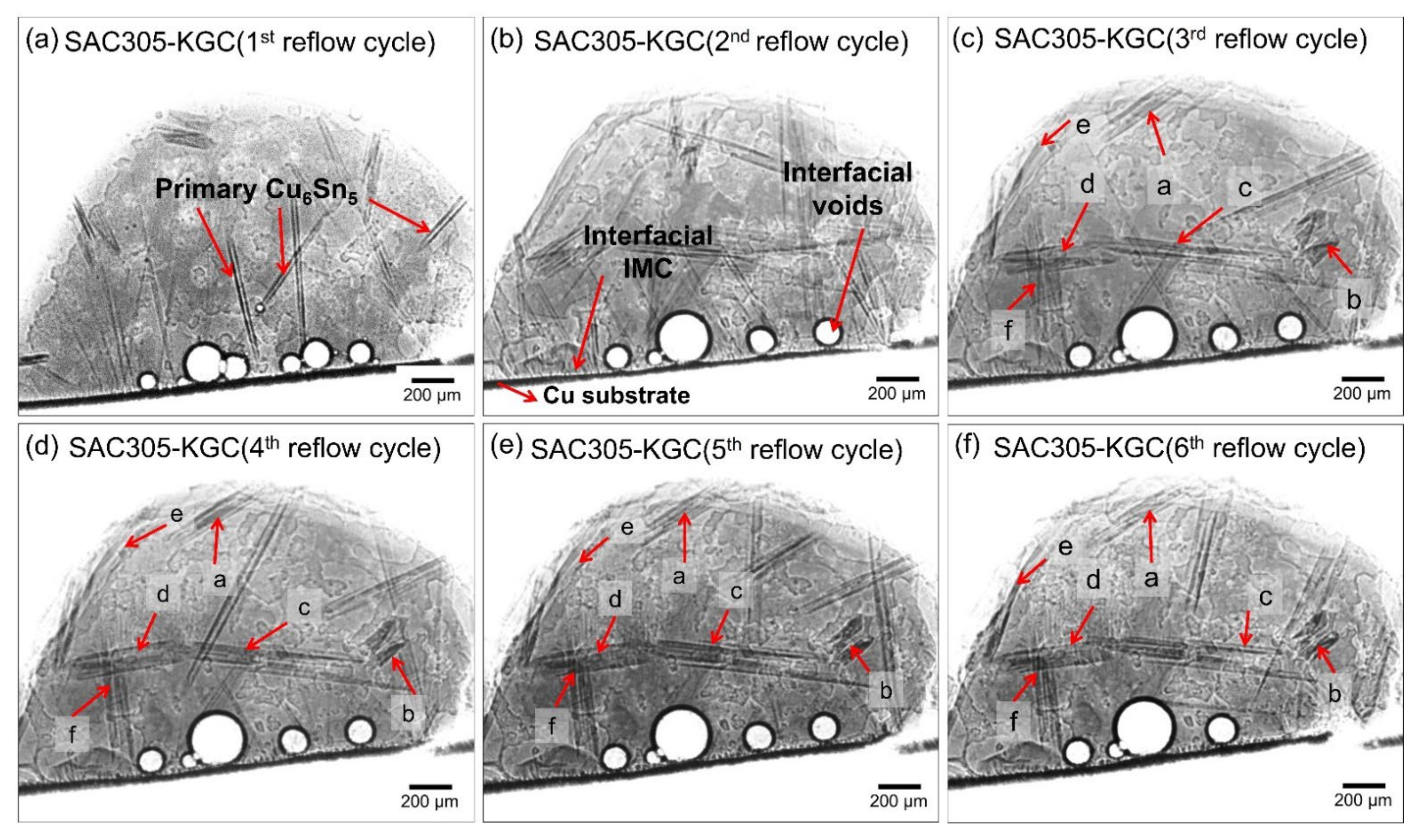
- It was observed that the KGC particles remained in contact with the grains of the interfacial Cu6Sn5 IMC during multiple reflow soldering, which decreased the maximum average thickness of the IMC layer from ~12.6 µm (SAC305) to ~9.4 µm (SAC305-KGC). The scalloped interfacial IMC layer in SAC305-KGC became shorter and faceted after the sixth cycle of reflow. However, in SAC305, the elongated scalloped interfacial IMC layer grew longer into the solder’s matrix. The growth rate constant calculated for SAC305-KGC was 0.37 µm2/s, compared to SAC305, which is 0.81 µm2/s.
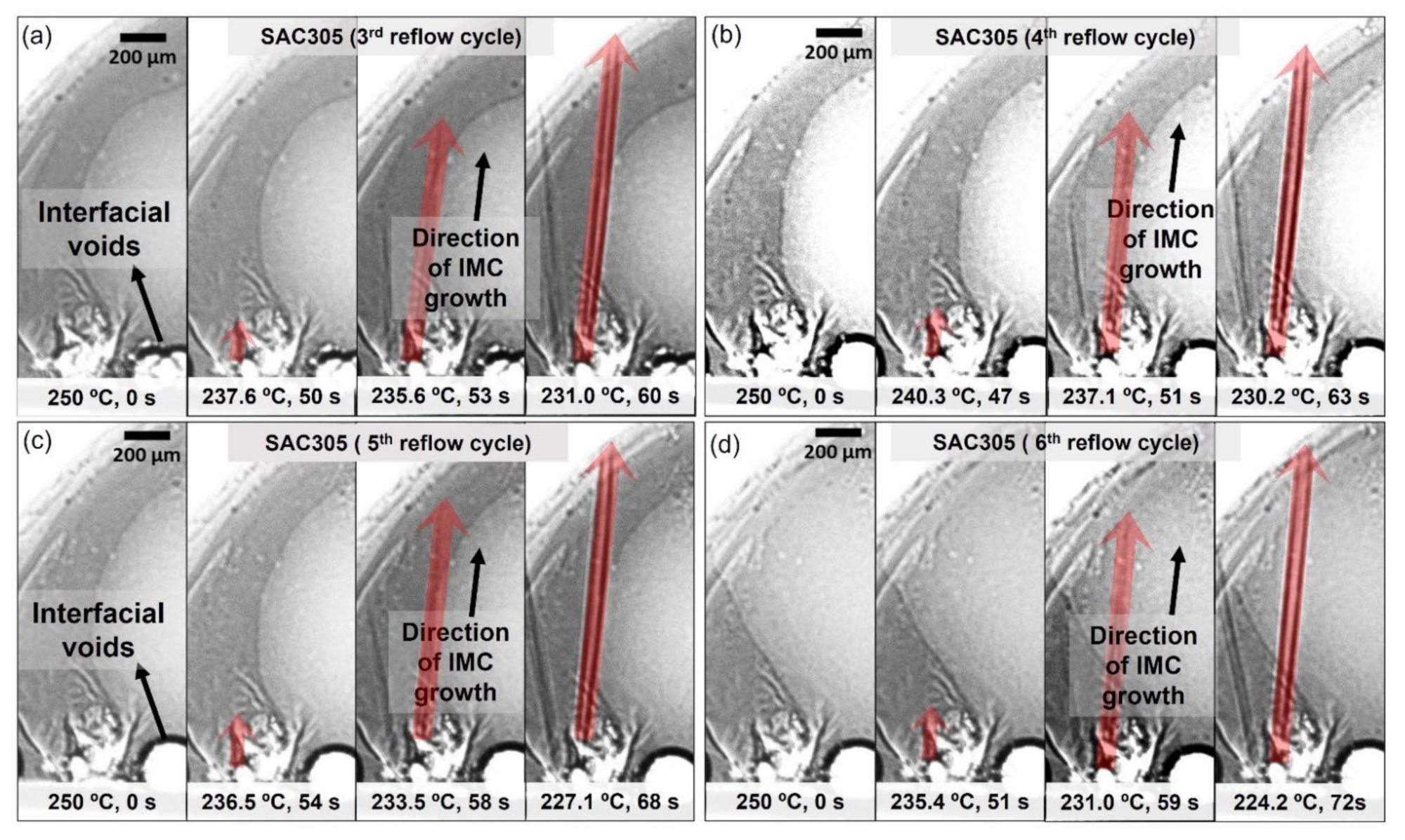
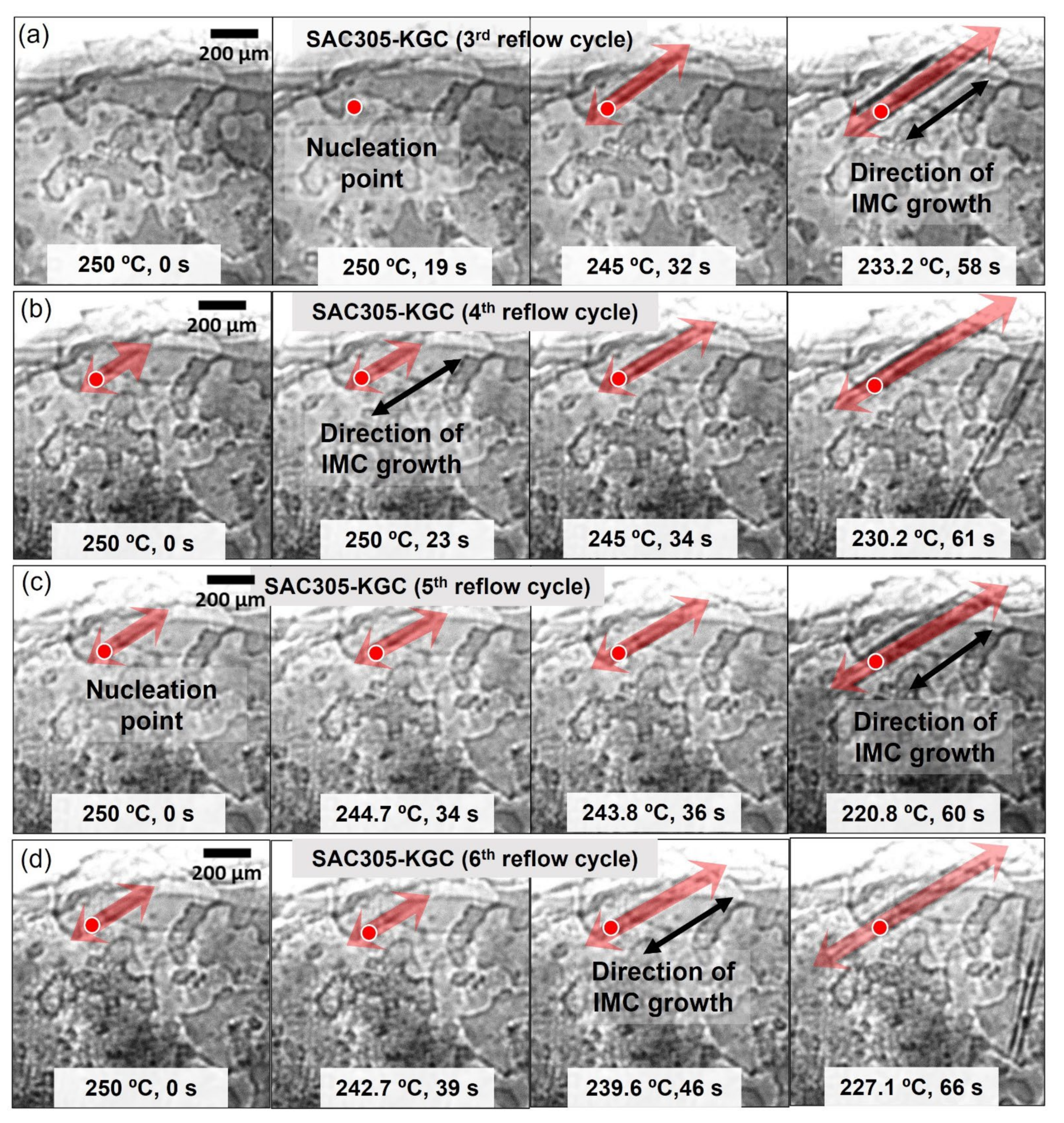
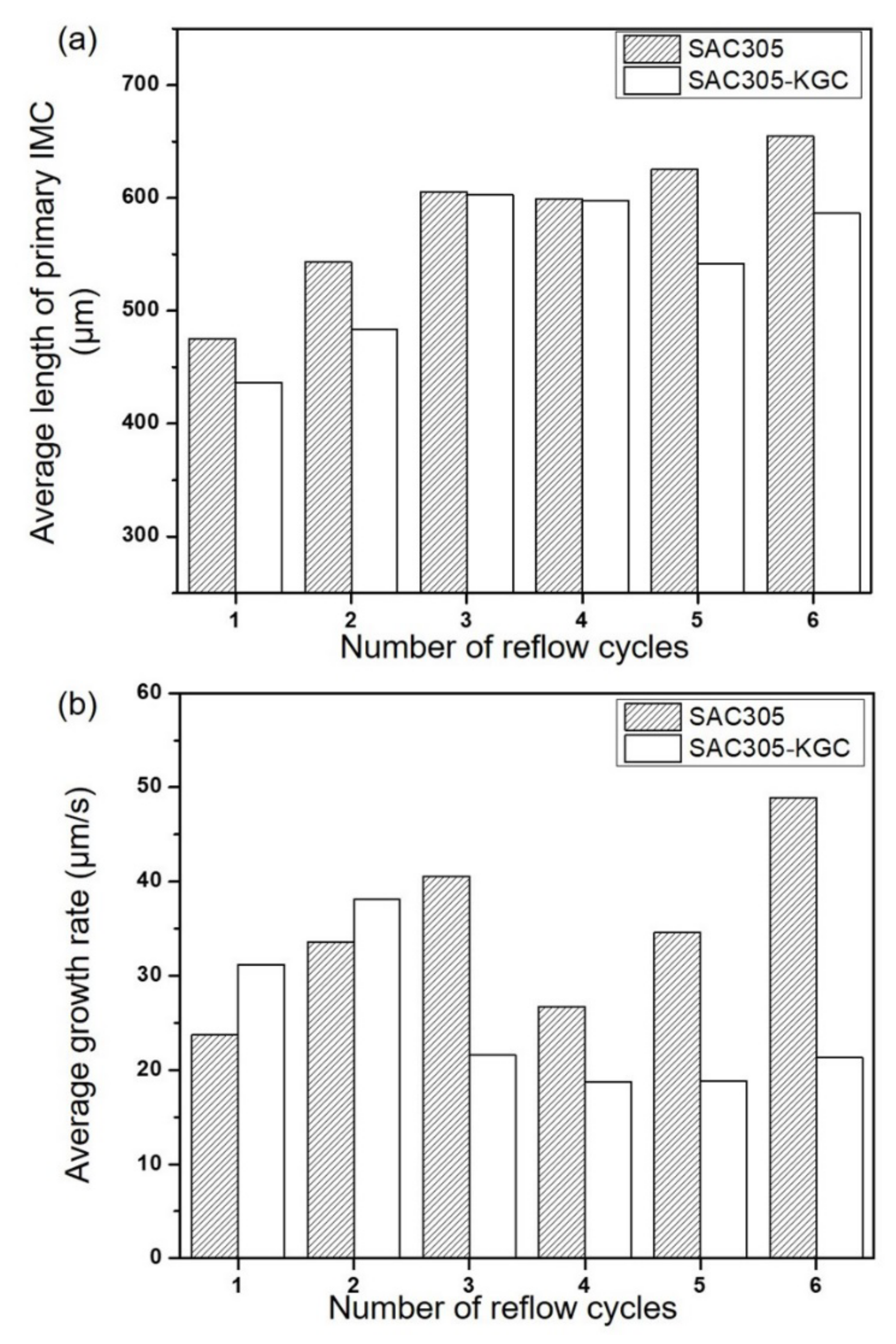
- During the in situ microstructure analysis, the primary Cu6Sn5 IMC in SAC305-KGC nucleated earlier at higher temperatures during the cooling stage. As a result, the maximum average growth rate achieved in the SAC305-KGC was 38 µm/s compared to SAC305, which is 49 µm/s. The lower growth rate resulted in shorter lengths of solidified primary Cu6Sn5 IMCs in SAC305-KGC.
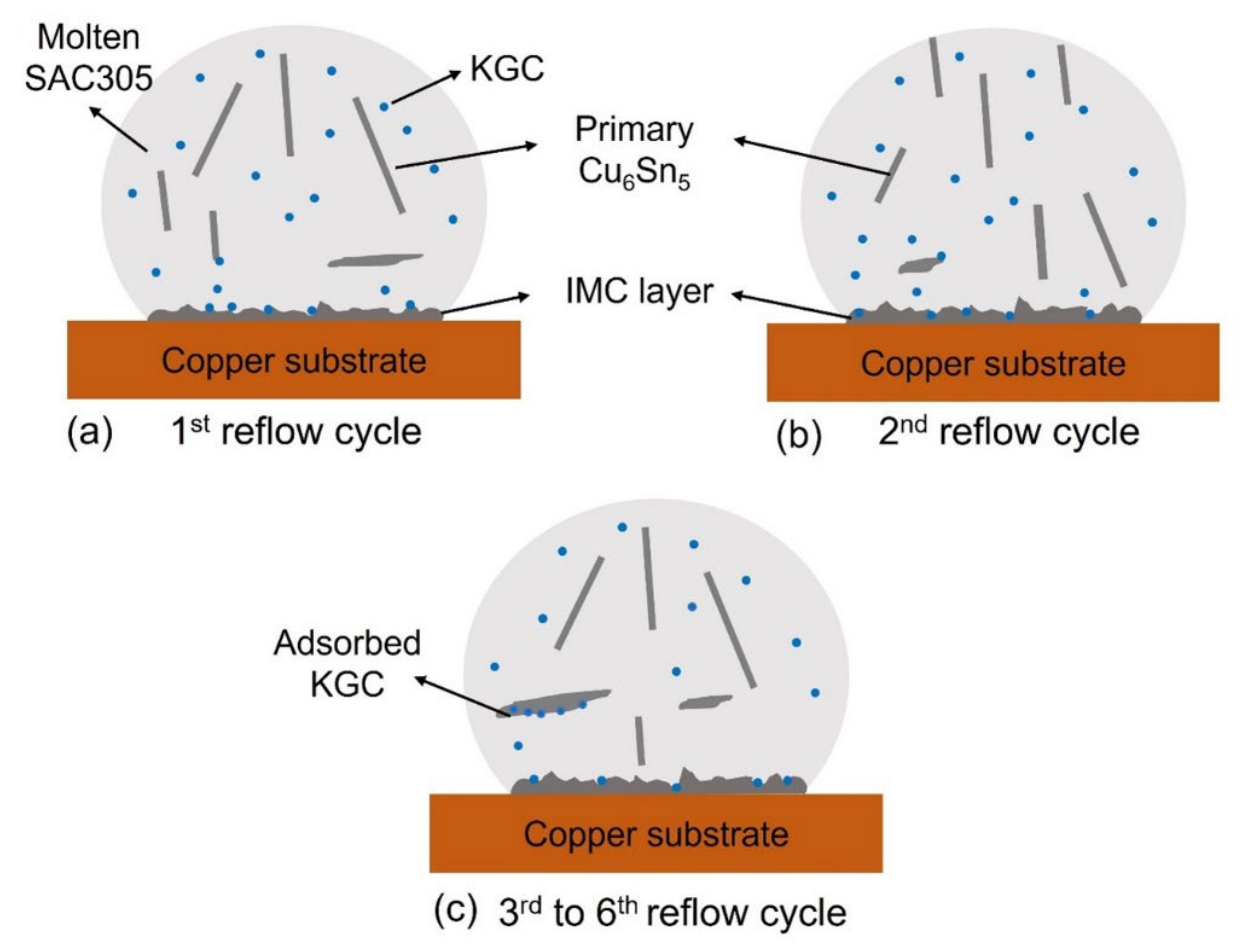
- It was also observed that after the third cycle, the primary Cu6Sn5 IMCs in SAC305-KGC did not fully melt during subsequent heating of the fourth, fifth, and sixth cycle of reflow soldering and grew with two growth directions, which differs from SAC305 where the primary only grows with one growth direction. The results obtained were likely related to the mechanism of adsorption of KGC particles on the surface of primary Cu6Sn5 IMCs during multiple reflow soldering.
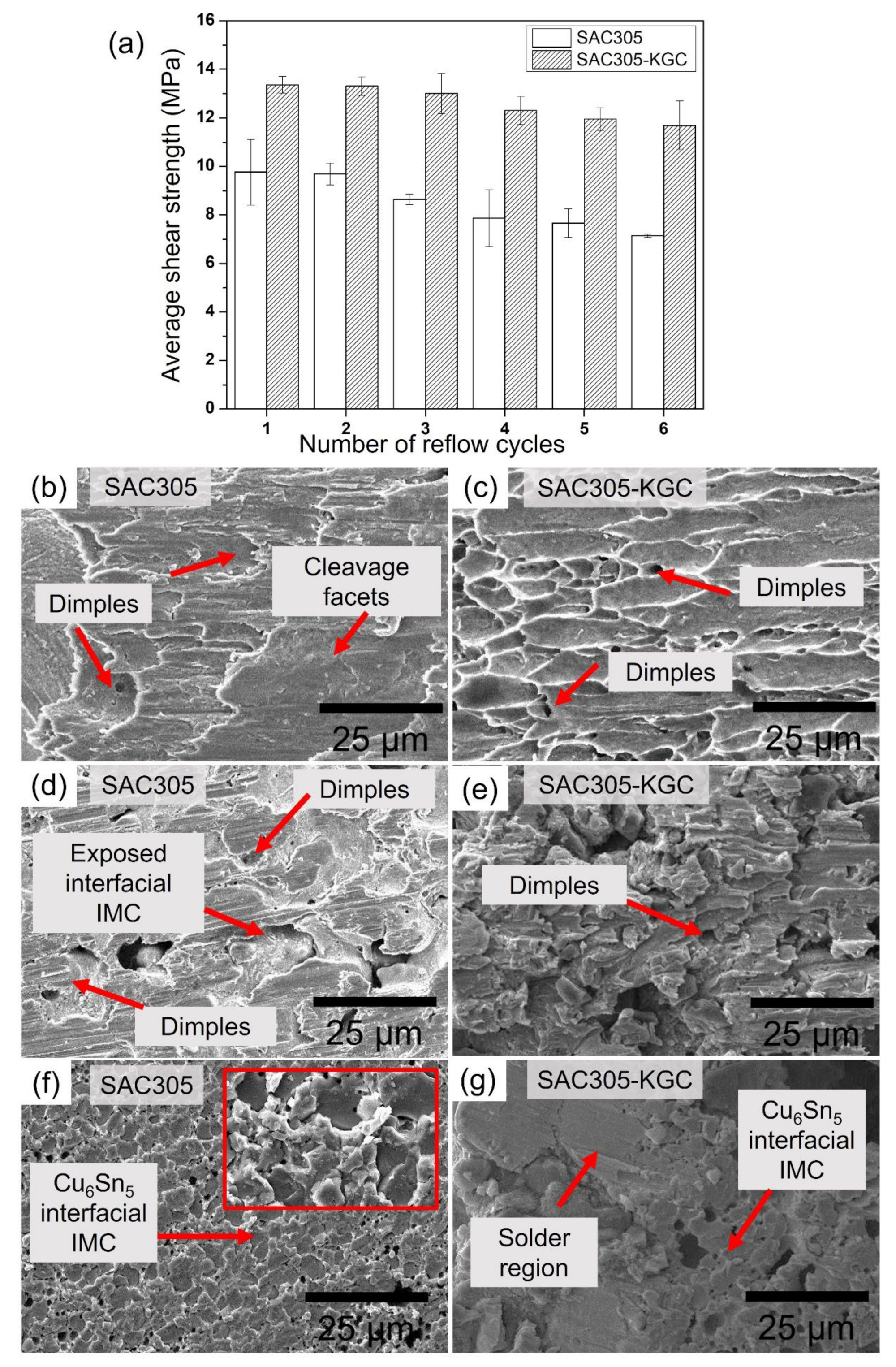
- The suppression of Cu6Sn5 IMC both as primary and interfacial layers in SAC305-KGC resulted in a reduction of ~13% of average shear strength after multiple reflow soldering. However, in SAC305, the average shear strength decreased by ~27% after multiple reflows soldering and experiencing the brittle fracture mode.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mohd Salleh, M.A.A.; McDonald, S.D.; Gourlay, C.M.; Yasuda, H.; Nogita, K. Suppression of Cu6Sn5 in TiO2 reinforced solder joints after multiple reflow cycles. Mater. Des. 2016, 108, 418–428. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Hu, X.; Jiang, X.; Li, Y. Interfacial reaction and shear strength of ultrasonically-assisted Sn-Ag-Cu solder joint using composite flux. J. Manuf. Processes 2021, 62, 291–301. [Google Scholar] [CrossRef]
- Zhang, Z.; Hu, X.; Jiang, X.; Li, Y. Influences of Mono-Ni(P) and Dual-Cu/Ni(P) Plating on the Interfacial Microstructure Evolution of Solder Joints. Metall. Mater. Trans. A 2019, 50, 480–492. [Google Scholar] [CrossRef]
- Gao, H.; Wei, F.; Lin, C.; Shu, T.; Sui, Y.; Qi, J.; Zhang, X. Growth behavior of intermetallic compounds on Sn-10Bi-0.7Cu-0.15Co/Co interface under multiple reflows. Mater. Lett. 2019, 252, 92–95. [Google Scholar] [CrossRef]
- Fix, A.; López, G.; Brauer, I.; Nüchter, W.; Mittemeijer, E. Microstructural development of Sn-Ag-Cu solder joints. J. Electron. Mater. 2005, 34, 137–142. [Google Scholar] [CrossRef]
- Ma, H.R.; Kunwar, A.; Shang, S.Y.; Jiang, C.R.; Wang, Y.P.; Ma, H.T.; Zhao, N. Evolution behavior and growth kinetics of intermetallic compounds at Sn/Cu interface during multiple reflows. Intermetallics 2018, 96, 1–12. [Google Scholar] [CrossRef]
- Chen, H.; Tsai, Y.-L.; Chang, Y.-T.; Wu, A.T. Effect of massive spalling on mechanical strength of solder joints in Pb-free solder reflowed on Co-based surface finishes. J. Alloy. Compd. 2016, 671, 100–108. [Google Scholar] [CrossRef]
- Haseeb, A.S.M.A.; Arafat, M.M.; Johan, M.R. Stability of molybdenum nanoparticles in Sn–3.8Ag–0.7Cu solder during multiple reflow and their influence on interfacial intermetallic compounds. Mater. Charact. 2012, 64, 27–35. [Google Scholar] [CrossRef]
- Tang, Y.; Luo, S.M.; Wang, K.Q.; Li, G.Y. Effect of Nano-TiO2 particles on growth of interfacial Cu6Sn5 and Cu3Sn layers in Sn–3.0Ag–0.5Cu–xTiO2 solder joints. J. Alloy. Compd. 2016, 684. [Google Scholar] [CrossRef]
- Ha, S.-S.; Jang, J.-K.; Ha, S.-O.; Yoon, J.-W.; Lee, H.-J.; Joo, J.-H.; Kim, Y.-H.; Jung, S.-B. Effect of multiple reflows on interfacial reaction and shear strength of Sn–Ag electroplated solder bumps for flip chip package. Microelectron. Eng. 2010, 87, 517–521. [Google Scholar] [CrossRef]
- Wang, T.; Zhou, P.; Cao, F.; Kang, H.; Chen, Z.; Fu, Y.; Xiao, T.; Huang, W.; Yuan, Q. Growth behavior of Cu6Sn5 in Sn–6.5 Cu solders under DC considering trace Al: In situ observation. Intermetallics 2015, 58, 84–90. [Google Scholar] [CrossRef]
- Pal, M.K.; Gergely, G.; Koncz-Horváth, D.; Gácsi, Z. Investigation of microstructure and wetting behavior of Sn–3.0Ag–0.5Cu (SAC305) lead-free solder with additions of 1.0 wt % SiC on copper substrate. Intermetallics 2021, 128, 106991. [Google Scholar] [CrossRef]
- Vianco, P. Understanding the reliability of solder joints used in advanced structural and electronics applications: Part 2—Reliability performance: Factors that directly affect solder joint reliability, including fatigue and growth of intermetallic compound reaction layers, were studied. Weld. J. 2017, 96, 83s–94s. [Google Scholar]
- Qiao, Y.; Ma, H.; Yu, F.; Zhao, N. Quasi-in-situ observation on diffusion anisotropy dominated asymmetrical growth of Cu-Sn IMCs under temperature gradient. Acta Mater. 2021, 217, 117168. [Google Scholar] [CrossRef]
- Wang, H.; Hu, X.; Jiang, X. Effects of Ni modified MWCNTs on the microstructural evolution and shear strength of Sn-3.0Ag-0.5Cu composite solder joints. Mater. Charact. 2020, 163, 110287. [Google Scholar] [CrossRef]
- Hu, X.; Xu, H.; Chen, W.; Jiang, X. Effects of ultrasonic treatment on mechanical properties and microstructure evolution of the Cu/SAC305 solder joints. J. Manuf. Processes 2021, 64, 648–654. [Google Scholar] [CrossRef]
- Yahaya, M.Z.; Nazeri, M.F.M.; Kheawhom, S.; Illés, B.; Skwarek, A.; Mohamad, A.A. Microstructural analysis of Sn-3.0Ag-0.5Cu-TiO2 composite solder alloy after selective electrochemical etching. Mater. Res. Express 2020, 7, 016583. [Google Scholar] [CrossRef]
- Skwarek, A.; Ptak, P.; Górecki, K.; Hurtony, T.; Illés, B. Microstructure Influence of SACX0307-TiO2 Composite Solder Joints on Thermal Properties of Power LED Assemblies. Materials 2020, 13, 1563. [Google Scholar] [CrossRef]
- Wu, J.; Xue, S.; Wang, J.; Wu, M. Coupling effects of rare-earth Pr and Al2O3 nanoparticles on the microstructure and properties of Sn-0.3Ag-0.7Cu low-Ag solder. J. Alloy. Compd. 2019, 784, 471–487. [Google Scholar] [CrossRef]
- Qu, M.; Cao, T.; Cui, Y.; Liu, F.; Jiao, Z. Effect of nano-ZnO particles on wettability, interfacial morphology and growth kinetics of Sn–3.0Ag–0.5Cu–xZnO composite solder. J. Mater. Sci. Mater. Electron. 2019, 30, 19214–19226. [Google Scholar] [CrossRef]
- Mohd Nasir, S.S.; Yahaya, M.Z.; Erer, A.M.; Illés, B.; Mohamad, A.A. Effect of TiO2 nanoparticles on the horizontal hardness properties of Sn-3.0Ag-0.5Cu-1.0TiO2 composite solder. Ceram. Int. 2019, 45, 18563–18571. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Peng, H.; Silberschmidt, V.V.; Chan, Y.C.; Liu, C.; Wu, F. Performance of Sn–3.0Ag–0.5Cu composite solder with TiC reinforcement: Physical properties, solderability and microstructural evolution under isothermal ageing. J. Alloy. Compd. 2016, 685, 680–689. [Google Scholar] [CrossRef] [Green Version]
- Gain, A.K.; Zhang, L. Nanosized samarium oxide (Sm2O3) particles suppressed the IMC phases and enhanced the shear strength of environmental-friendly Sn–Ag–Cu material. Mater. Res. Express 2019, 6, 066526. [Google Scholar] [CrossRef]
- Tikale, S.; Narayan Prabhu, K. Effect of Multiple Reflow Cycles and Al2O3 Nanoparticles Reinforcement on Performance of SAC305 Lead-Free Solder Alloy. J. Mater. Eng. Perform. 2018, 27, 3102–3111. [Google Scholar] [CrossRef]
- Li, Z.H.; Tang, Y.; Guo, Q.W.; Li, G.Y. Effects of CeO2 nanoparticles addition on shear properties of low-silver Sn–0.3Ag–0.7Cu-xCeO2 solder alloys. J. Alloy. Compd. 2019, 789, 150–162. [Google Scholar] [CrossRef]
- Li, Z.H.; Tang, Y.; Guo, Q.W.; Li, G.Y. A diffusion model and growth kinetics of interfacial intermetallic compounds in Sn-0.3Ag-0.7Cu and Sn-0.3Ag-0.7Cu-0.5CeO2 solder joints. J. Alloy. Compd. 2019. [Google Scholar] [CrossRef]
- Li, M.-l.; Zhang, L.; Jiang, N.; Zhang, L.; Zhong, S.-J. Materials modification of the lead-free solders incorporated with micro/nano-sized particles: A review. Mater. Des. 2021, 197, 109224. [Google Scholar] [CrossRef]
- Zhang, P.; Xue, S.; Wang, J.; Xue, P.; Zhong, S.; Long, W. Effect of Nanoparticles Addition on the Microstructure and Properties of Lead-Free Solders: A Review. Appl. Sci. 2019, 9, 2044. [Google Scholar] [CrossRef] [Green Version]
- Tang, Y.; Luo, S.; Li, G.; Yang, Z.; Hou, C. Ripening Growth Kinetics of Cu6Sn5 Grains in Sn-3.0Ag-0.5Cu-xTiO2/Cu Solder Joints during the Reflow Process. J. Electron. Packag. 2017, 140. [Google Scholar] [CrossRef]
- Zaimi, N.S.M.; Salleh, M.A.A.M.; Sandu, A.V.; Abdullah, M.M.A.B.; Saud, N.; Rahim, S.Z.A.; Vizureanu, P.; Said, R.M.; Ramli, M.I.I. Performance of Sn-3.0Ag-0.5Cu Composite Solder with Kaolin Geopolymer Ceramic Reinforcement on Microstructure and Mechanical Properties under Isothermal Ageing. Materials 2021, 14, 776. [Google Scholar] [CrossRef]
- Liew, Y.M.; Heah, C.Y.; Li, L.; Jaya, N.A.; Abdullah, M.M.A.; Tan, S.J.; Hussin, K. Formation of one-part-mixing geopolymers and geopolymer ceramics from geopolymer powder. Constr. Build. Mater. 2017, 156, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Mohamad Zaimi, N.S.; Mohd Salleh, M.A.A.; Abdullah, M.M.A.B.; Ahmad, R.; Mostapha, M.; Yoriya, S.; Chaiprapa, J.; Zhang, G.; Harvey, D.M. Effect of kaolin geopolymer ceramic addition on the properties of Sn-3.0Ag-0.5Cu solder joint. Mater. Today Commun. 2020, 25, 101469. [Google Scholar] [CrossRef]
- Muhd Amli, S.F.N.; Mohd Salleh, M.A.A.; Ramli, M.I.I.; Yasuda, H.; Chaiprapa, J.; Somidin, F.; Shayfull, Z.; Nogita, K. Origin of Primary Cu6Sn5 in Hypoeutectic Solder Alloys and a Method of Suppression to Improve Mechanical Properties. J. Electron. Mater. 2021, 50, 710–722. [Google Scholar] [CrossRef]
- Hsiao, H.Y.; Hu, C.C.; Guo, M.Y.; Chen, C.; Tu, K.N. Inhibiting the consumption of Cu during multiple reflows of Pb-free solder on Cu. Scr. Mater. 2011, 65, 907–910. [Google Scholar] [CrossRef]
- McDonald, S.; Nogita, K.; Read, J.; Ventura, T.; Nishimura, T. Influence of Composition on the Morphology of Primary Cu6Sn5 in Sn-4Cu Alloys. J. Electron. Mater. 2012, 42. [Google Scholar] [CrossRef]
- Ma, H.T.; Qu, L.; Huang, M.L.; Gu, L.Y.; Zhao, N.; Wang, L. In-situ study on growth behavior of Ag3Sn in Sn–3.5Ag/Cu soldering reaction by synchrotron radiation real-time imaging technology. J. Alloy. Compd. 2012, 537, 286–290. [Google Scholar] [CrossRef]
- Mohd Salleh, M.A.A.; Gourlay, C.M.; Xian, J.W.; Belyakov, S.A.; Yasuda, H.; McDonald, S.D.; Nogita, K. In situ imaging of microstructure formation in electronic interconnections. Sci. Rep. 2017, 7, 40010. [Google Scholar] [CrossRef] [Green Version]
- Gu, Y.; Zhao, X.; Li, Y.; Liu, Y.; Wang, Y.; Li, Z. Effect of nano-Fe2O3 additions on wettability and interfacial intermetallic growth of low-Ag content Sn–Ag–Cu solders on Cu substrates. J. Alloy. Compd. 2015, 627, 39–47. [Google Scholar] [CrossRef]
- Ma, H.; Ma, H.; Kunwar, A.; Shang, S.; Wang, Y.; Chen, J.; Huang, M.; Zhao, N. Effect of initial Cu concentration on the IMC size and grain aspect ratio in Sn–xCu solders during multiple reflows. J. Mater. Sci. Mater. Electron. 2018, 29, 602–613. [Google Scholar] [CrossRef]
- Liu, P.; Yao, P.; Liu, J. Effects of multiple reflows on interfacial reaction and shear strength of SnAgCu and SnPb solder joints with different PCB surface finishes. J. Alloy. Compd. 2009, 470, 188–194. [Google Scholar] [CrossRef]
- Ramli, M.I.I.; Mohd Salleh, M.A.A.; Yasuda, H.; Chaiprapa, J.; Nogita, K. The effect of Bi on the microstructure, electrical, wettability and mechanical properties of Sn-0.7Cu-0.05Ni alloys for high strength soldering. Mater. Des. 2019, 181, 108281. [Google Scholar] [CrossRef]
- Mohd Said, R.; Mohd Salleh, M.A.A.; Saud, N.; Ramli, M.I.I.; Yasuda, H.; Nogita, K. Microstructure and growth kinetic study in Sn–Cu transient liquid phase sintering solder paste. J. Mater. Sci. Mater. Electron. 2020, 31, 11077–11094. [Google Scholar] [CrossRef]
- Barkia, B.; Courouau, J.L.; Perrin, E.; Lorentz, V.; Rivollier, M.; Robin, R.; Nicolas, L.; Cabet, C.; Auger, T. Investigation of crack propagation resistance of 304L, 316L and 316L(N) austenitic steels in liquid sodium. J. Nucl. Mater. 2018, 507, 15–23. [Google Scholar] [CrossRef] [Green Version]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaimi, N.S.M.; Salleh, M.A.A.M.; Abdullah, M.M.A.-B.; Nadzri, N.I.M.; Sandu, A.V.; Vizureanu, P.; Ramli, M.I.I.; Nogita, K.; Yasuda, H.; Sandu, I.G. Effect of Kaolin Geopolymer Ceramics Addition on the Microstructure and Shear Strength of Sn-3.0Ag-0.5Cu Solder Joints during Multiple Reflow. Materials 2022, 15, 2758. https://doi.org/10.3390/ma15082758
Zaimi NSM, Salleh MAAM, Abdullah MMA-B, Nadzri NIM, Sandu AV, Vizureanu P, Ramli MII, Nogita K, Yasuda H, Sandu IG. Effect of Kaolin Geopolymer Ceramics Addition on the Microstructure and Shear Strength of Sn-3.0Ag-0.5Cu Solder Joints during Multiple Reflow. Materials. 2022; 15(8):2758. https://doi.org/10.3390/ma15082758
Chicago/Turabian StyleZaimi, Nur Syahirah Mohamad, Mohd Arif Anuar Mohd Salleh, Mohd Mustafa Al-Bakri Abdullah, Nur Izzati Muhammad Nadzri, Andrei Victor Sandu, Petrica Vizureanu, Mohd Izrul Izwan Ramli, Kazuhiro Nogita, Hideyuki Yasuda, and Ioan Gabriel Sandu. 2022. "Effect of Kaolin Geopolymer Ceramics Addition on the Microstructure and Shear Strength of Sn-3.0Ag-0.5Cu Solder Joints during Multiple Reflow" Materials 15, no. 8: 2758. https://doi.org/10.3390/ma15082758