
Residual Stresses Measurements in Laser Powder Bed Fusion Using Barkhausen Noise Analysis

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
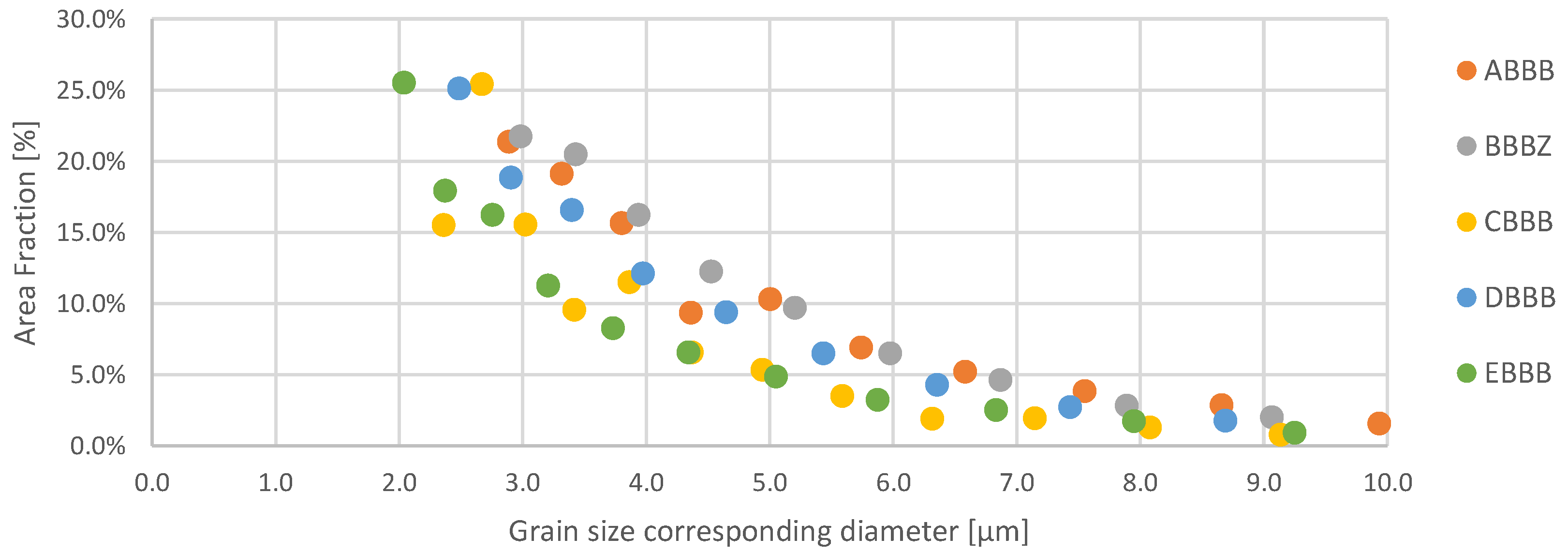
3.1. Microstructure Investigation
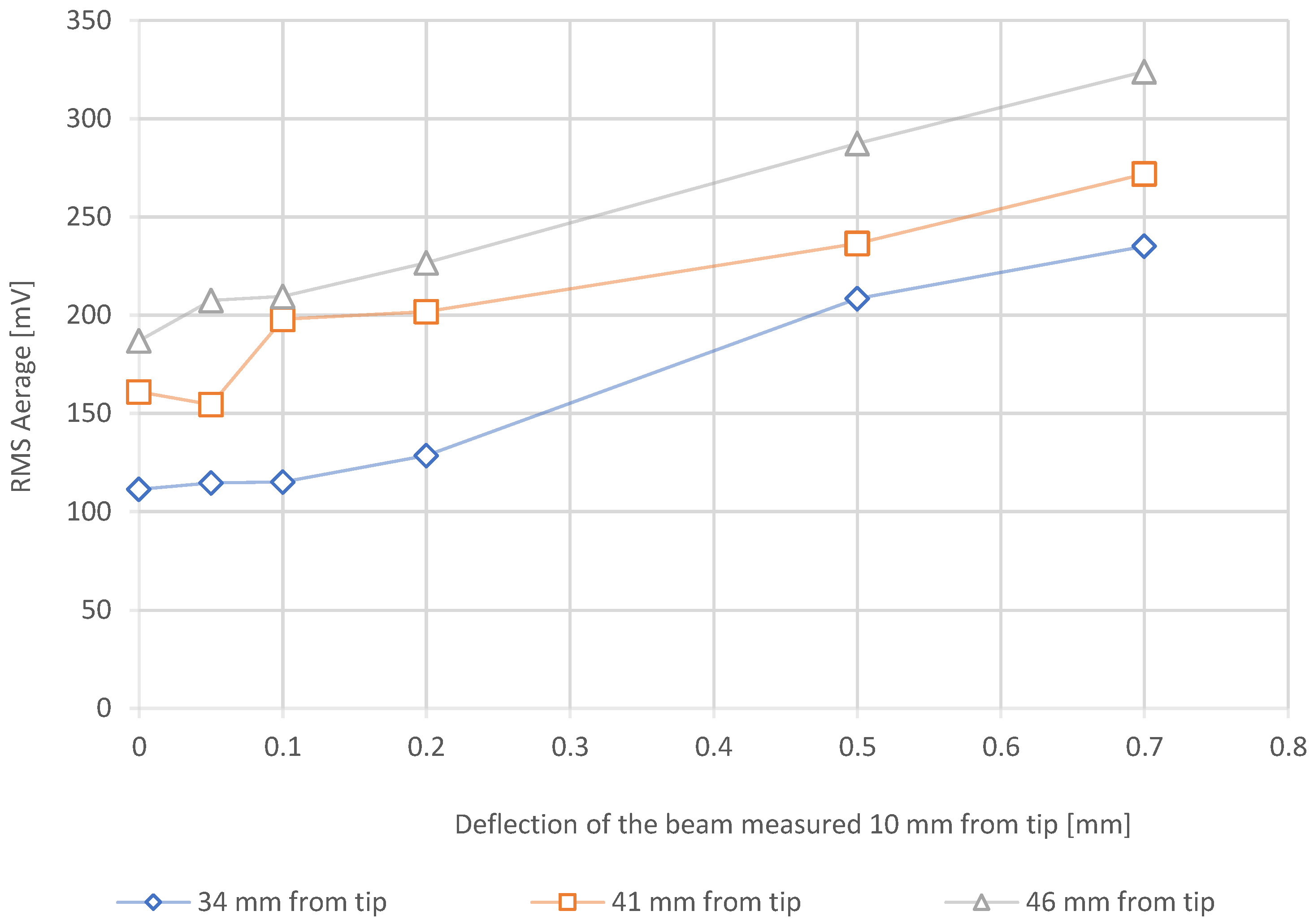
3.2. Bending Beam Method
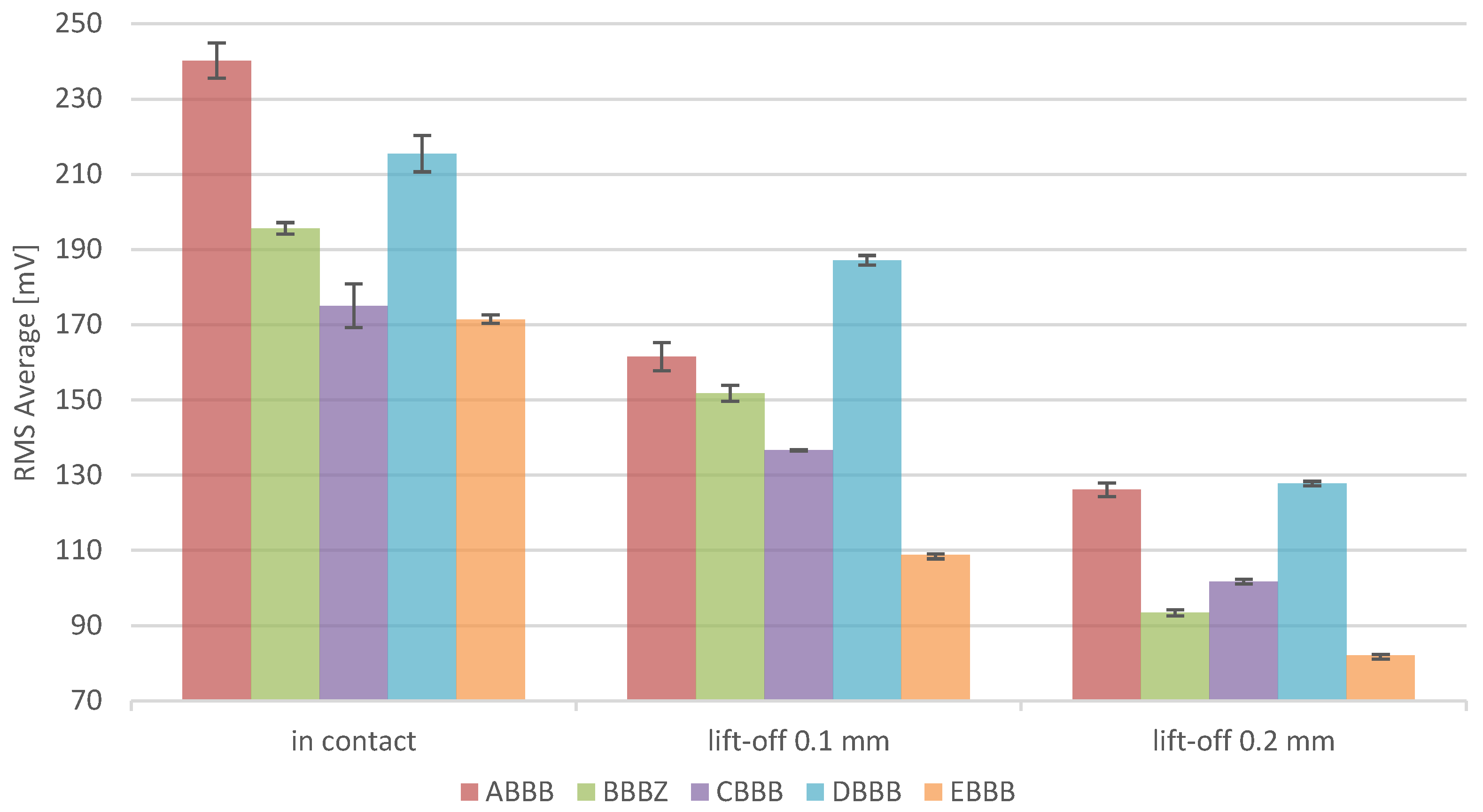
3.3. On-Plate Measurements
4. Discussion
- The LPBF manufactured sample complies with the necessary prerequisites of BNA, notably a good microstructure stability over process parameters variations.
- BNA can successfully resolve stresses for 1.2709 steel in mechanically induced stress conditions. The increase in BNA signal follows a linear relation when stresses are applied linearly with confidence (R2) above 95%.
- BNA shows promising results in the qualitative measurement of stresses in as-processed LPBF samples, comparable to XRD measurements presented in the literature. A stress accumulation or drift could be identified over the buildup of layers. Stress drift from 78% in the literature leads to a BNA signal drift of 82% in contact with the sample and 74% with a 0.1 mm lift-off.
- BNA can be realised in a contactless manner with a recommended lift-off of 0.1 mm. This result advocates for its suitable use in rough LPBF parts as well as in situ contactless measurements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. Manuf. Technol. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser based additive manufacturing in industry and academia. CIRP Ann. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need. Technologies 2017, 5, 15. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress part 2-Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Safronov, V.A.; Khmyrov, R.S.; Kotoban, D.V.; Gusarov, A.V. Distortions and residual stresses at layer-by-layer additive manufacturing by fusion. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 031017. [Google Scholar] [CrossRef]
- Ghasri-Khouzani, M.; Peng, H.; Rogge, R.; Attardo, R.; Ostiguy, P.; Neidig, J.; Billo, R.; Hoelzle, D.; Shankar, M.R. Experimental measurement of residual stress and distortion in additively manufactured stainless steel components with various dimensions. Mater. Sci. Eng. A 2017, 707, 689–700. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Croom, B.P.; Burdick, J.; Henkel, D.; Li, X. Revealing mechanisms of residual stress development in additive manufacturing via digital image correlation. Addit. Manuf. 2018, 22, 1–12. [Google Scholar] [CrossRef]
- Ilker Yelbay, H.; Cam, I.; Hakan Gür, C. Non-destructive determination of residual stress state in steel weldments by Magnetic Barkhausen Noise technique. NDT E Int. 2010, 43, 29–33. [Google Scholar] [CrossRef]
- Ju, J.-B.; Lee, J.-S.; Jang, J.-i.; Kim, W.-s.; Kwon, D. Determination of welding residual stress distribution in API X65 pipeline using a modified magnetic Barkhausen noise method. Int. J. Press. Vessel. Pip. 2003, 80, 641–646. [Google Scholar] [CrossRef]
- Buttle, D.J.; Moorthy, V.; Shaw, B.; Lord, J.D. Determination of Residual Stresses by Magnetic Methods; National Physical Laboratory Hampton Road, Teddington, Middlesex, United Kingdom; 2006. Available online: https://www.npl.co.uk/gpgs/determination-of-residual-stresses-by-magnetic-met (accessed on 24 February 2022).
- Santa-aho, S. Barkhausen Noise Method for Hardened Steel Surface Characterization—The Effect of Heat Treatments, Thermal Damages and Stresses. Ph.D. Thesis, Tampere University of Technology, Tampere, Finland, 2012. Available online: https://urn.fi/URN:ISBN:978-952-15-2947-4 (accessed on 24 February 2022).
- Buttle, D.; Scruby, C. Residual Stresses: Measurement using Magnetoelastic Effects. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssière, P., Eds.; Elsevier: Oxford, UK, 2001; pp. 8173–8180. [Google Scholar] [CrossRef]
- Rosipal, M.; Neslušan, M.; Ochodek, V.; Šípek, M. Application of barkhausen noise for analysis of surface quality after machining. Mater. Eng. 2010, 17, 11–14. [Google Scholar]
- Vaidhianathasamy, M.; Shaw, B. Gear Quality Assessment Using Magnetic Barkhausen Noise Technique. Stud. Appl. Electromagn. Mech. 2012, 36, 54–61. [Google Scholar] [CrossRef]
- Moorthy, V.; Shaw, B.A.; Hopkins, P. Surface and subsurface stress evaluation in case-carburised steel using high and low frequency magnetic barkhausen emission measurements. J. Magn. Magn. Mater. 2006, 299, 362–375. [Google Scholar] [CrossRef]
- Grum, J.; Zerovnik, P.; Fefer, D. Use of Barkhausen effect in Measurement of Residual Stresses in Steel after Heat Treatment and Grinding. In Proceedings of the 15th World Conference on Non-Destructive Testing, Rome, Italy, 15–21 October 2000; Available online: https://www.ndt.net/article/wcndt00/papers/idn780/idn780.htm (accessed on 24 February 2022).
- De Oliveira, A.R.; de Oliveira, V.F.; Teixeira, J.C.; Del Conte, E.G. Investigation of the build orientation effect on magnetic properties and Barkhausen Noise of additively manufactured maraging steel 300. Addit. Manuf. 2021, 38, 101827. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Rotman, J.J. Advanced Modern Algebra: Third Edition, Parts 1 And 2; American Mathematical Society: Providence, RI, USA, 2017. [Google Scholar]
- Colin Cameron, A.; Windmeijer, F.A.G. An R-squared measure of goodness of fit for some common nonlinear regression models. J. Econom. 1997, 77, 329–342. [Google Scholar] [CrossRef]
- Ding, S.; Tian, G.; Moorthy, V.; Wang, P. New feature extraction for applied stress detection on ferromagnetic material using magnetic Barkhausen noise. Measurement 2015, 73, 515–519. [Google Scholar] [CrossRef]
- Truesdell, C.A.E.L. The Rational Mechanics of Flexible or Elastic Bodies: 1638–1788: Introduction to Leonhardi Euleri Opera Omnia Vol. X et XI Seriei Secundae; Orell Füssli: Zurich, Switzerland, 1960. [Google Scholar]
- Staub, A.; Spierings, A.B.; Wegener, K. Correlation of meltpool characteristics and residual stresses at high laser intensity for metal lpbf process. Adv. Mater. Processing Technol. 2018, 5, 153–161. [Google Scholar] [CrossRef]
- Röttger, A.; Boes, J.; Theisen, W.; Thiele, M.; Esen, C.; Edelmann, A.; Hellmann, R. Microstructure and mechanical properties of 316L austenitic stainless steel processed by different SLM devices. Int. J. Adv. Manuf. Technol. 2020, 108, 769–783. [Google Scholar] [CrossRef]
- Vrancken, B.; Wauthle, R.; Kruth, J.P.; Van Humbeeck, J. Study of the influence of material properties on residual stress in selective laser melting. In Proceedings of the 24th International SFF Symposium, Austin, TX, USA, 12–14 August 2013; pp. 393–407. Available online: https://lirias.kuleuven.be/1572878 (accessed on 24 February 2022).
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor Designation | Sensor Picture | Magnetising Pole Length | Pickup Coil Length | Magnetising Pole Width | Pickup Coil Width | Contact Area Specifications |
|---|---|---|---|---|---|---|
| S1-16-13-01 |  | 15 mm | 15 mm | 5 mm | 1 mm | Flat contact area |
| S1-18-13-01 |  | 8 mm | 3 mm | 3.5 mm | 1 mm | Spring-loaded pickup coil |
| S1-14-13-01 |  | 3 mm | 1.5 mm | 1 mm | 1 mm | Flat contact area |
| S1-14-13-02 |  | 5 mm | 1 mm | 3 mm | 3 mm | Flat contact area |
| Sample ID | Laser Power | Scan Speed | Energy Density |
|---|---|---|---|
| ABBB | 150 W | 709 mm/s | 47 J/mm3 |
| BBBZ | 200 W | 956 mm/s | 46.5 J/mm3 |
| CBBB | 250 W | 1182 mm/s | 47 J/mm3 |
| DBBB | 300 W | 1418 mm/s | 47 J/mm3 |
| EBBB | 350 W | 1655 mm/s | 47 J/mm3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Staub, A.; Scherer, M.; Zehnder, P.; Spierings, A.B.; Wegener, K. Residual Stresses Measurements in Laser Powder Bed Fusion Using Barkhausen Noise Analysis. Materials 2022, 15, 2676. https://doi.org/10.3390/ma15072676
Staub A, Scherer M, Zehnder P, Spierings AB, Wegener K. Residual Stresses Measurements in Laser Powder Bed Fusion Using Barkhausen Noise Analysis. Materials. 2022; 15(7):2676. https://doi.org/10.3390/ma15072676
Chicago/Turabian StyleStaub, Alexandre, Muriel Scherer, Pascal Zehnder, Adriaan Bernardus Spierings, and Konrad Wegener. 2022. "Residual Stresses Measurements in Laser Powder Bed Fusion Using Barkhausen Noise Analysis" Materials 15, no. 7: 2676. https://doi.org/10.3390/ma15072676